
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Курсовая работа: Кільцева піч
Курсовая работа: Кільцева піч
ВСТУП
Основними методами хімічної переробки твердого палива є термічні процеси: піроліз (напів коксування, коксування), газифікація й гідрогенізація.
В теперішній час 97% всього вугілля, пригодного для коксування, добувають в Донецькому, Кузнецькому, Карагандинському Печорському вугільних басейнах.
Донецький басейн є головним постачальником енергетичного й технологічного палива для центральних і південних промислових районів Європейської частини.
Середній вміст попелу для більшості вугільних пластів складає 9-18%, сірки 0,9-4,0%. Вугілля Донецького басейну відносяться до легко - і середньо збагачувальних. При збагаченні вугілля вміст сірки в них знижується на 20%. Для Донбасу характерна відносно мала потужність вугільних пластів, що обумовлює перевагу тут шахт невеликої продуктивності. Шахти, в яких розробляється вугілля марок Ж, К і ОС, мають велику глибину (1000 м і більше). Тому собівартість здобичі головних марок вугілля в 1,9-2,1 рази вище, ніж такого ж вугілля в Кузбасі. Для відшкодування дефіциту вугілля, пригодного для коксування, на Україну постачають вугілля з інших басейнів.
У процесі напів коксування (нагрівання не вище 550˚С) вугілля перетворюється в коштовну хімічну сировину. Нелетучий продукт, що виходить при напів коксуванні, по составі займає проміжне положення між вихідним вугіллям і коксом називається напівкоксом. Смола й газ при напів коксуванні також значно відрізняються по составі й властивостям від відповідних продуктів коксування й називається первинною смолою й первинним газом.
Гідрогенізація вугіль являє собою сукупність реакцій перетворення складних з'єднань вугілля в присутності водню в суміш більш простих - вуглеців. Залежно від умов гідрогенізац (тиску, температура, каталізатор) органічну масу вугіль можна повністю перевести в рідкі вуглеводні. Отримані продукти використаються як штучне рідке паливо.
Під коксуванням у загальному вигляді розуміють складний процес перетворення палива при нагріванн до високих температур без доступу повітря. Вугілля, що йде для виробництва доменного й ливарного коксу, повинен містити обмежені кількості золи й сірки.
Сукупність певних властивостей вугіль, необхідних для одержання гарного коксу, служить характеристикою здатності, що коксує, вугіль. Всі фактори, що визначають здатність, що коксує, вугіль, можна розділити на дві групи:
1. фактори, що залежать від природи вугілля;
2. фактори, що залежать від технологічного режиму підготовки вулик (шихти) і процесу коксування.
Для одержання коксу з вугіль підбирається суміш, що повинна давати при коксуванні міцний кокс з невисоким змістом золи й сірки. При підборі шихти керуються технологічною класифікацією вугіль, щоб вони давали кокс, що легко буде видаватися з печей мати гарні якісні показники.
При нагріванн твердих горючих копалин без доступу повітря їхня органічна маса підляга складному перетворенні, у результаті яких залежно від кінцевої температури й н. умов проведення процесу з того самого вугілля утвориться в різній кількост й різному складі газоподібні, пароподібні (рідкі й тверді продукти). За інших рівних умов здійснення процесу нагрівання вугіль без доступу повітря характер всіх продуктів, що утворяться, визначається природою, стадією зрілості й особливостями молекулярної структури органічних речовин вихідних вугіль.
Комплекс всіх процесів перетворень різних твердих горючих копалин, що викликані дією тепла, прийнято називати термічною деструкцією. Цією назвою підкреслюється, що при нагріванні вугілля насамперед відбуваються зміни молекулярної структури органічної маси вугіль.
Основним достоїнством і перевагою термічної переробки вугілля в кільцевій печі є:
1. безперервність процесу;
2. можливість регулювання в широких межах технологічних параметрів;
3. можливість коксування слабо спікчогося вугіль і брикетів;
4. можливість повної автоматизації процесу.
Класифікація вугілля – це їх систематизація по окремим відмінним ознакам і властивостям.
Шихтою називається суміш вугілля різних марок, взятих в певних пропорціях, для одержання коксу відповідної якості.
1 ЗАГАЛЬНА ЧАСТИНА
1.1 Короткі відомості про обладнання технологічної лінії цеху
Піч для термічно обробки різних матеріалів має кільцевий нерухому тунель, стінки якого викладен з вогнетривкого матеріалу. В середині нього розміщена кільцева подина, що опирається на ролики і може обертатися в горизонтальній площині.
В стінках кільцевого тунелю є горілки для нагріву матеріалу, що термічно перероблюється в печі, штуцер для відводу продуктів згорання і продуктів термічного розкладу палива.
В випадку муфельного обігріву в верхній частині тунелю може бути передбачений кільцевий обігріваючий канал, що утворений із вогнетривкого теплопровідного перекриття, що відокремлює підсвідну площину печі від продуктів горіння. Обігріваючий канал може бути виконаний із пустотілих блоків різного перетину в яких циркулю газ-теплоносій.
В залежності від ширину подини свід нерухомого кільцевого тунелю може бути підвісним чи розпірним. В своді кільцевого тунелю є завантажувальний пристрій і смотров люки. За завантажувальним бункером по напрямку обертання кільцевої подини може бути встановлений каток, що розрівнює і ущільнює твердий матеріал, що подається на подину.
Для розвантаження з подини готового гарячого продукту є плуг, який може бути виконаний із матеріалу і має систему охолодження чи з керамічного вогнетривкого матеріалу. Готовий гарячий продукт термічної переробки розвантажується в бункер для сухого чи мокрого гасіння, в якому він охолоджується до потрібної температури.
Герметизація печ проводиться за допомогою двух кільцевих гідравлічних затворів.
2 СПЕЦІАЛЬНА ЧАСТИНА
2.1 Опис машини або агрегату, технічна характеристика, будова, робота
Відсівання худого вугілля (0-13мм) із силосів /2/ закритого складу /1/ подаються стрічковим конвеєром на коксування /11/. З метою усереднення вугіль, що поставляють, їх варто дозувати із двох або чотирьох сплавів одночасно. Ураховують дослідно-промисловий характер установки, необхідно забезпечити переробку на цій установці рядового (0-200мм) вугілля. Тому в технологічну схему вуглепідготовчого відділення перед силосами встановлюється типова молоткова дробарка /3/, що забезпечить дроблення цього вугілля до крупності не більше 40мм.
Вугілля, що надходить на коксування, завантажується у видатковий бункер кільцевої печ мністю не менш 150м3 /4/. З видаткового бункера вугілля подається в завантажувальний бункер /5/ кільцевої печі, звідки він надходить на обертову плоску подину кільцевої печі /1/.
Коксування шаруючи вугілля, висота якого на подині 200мм, у кільцевій печі (мал. 2)здійснюється за рахунок спалювання летучих продуктів піролізу худого вугілля й додатково вводяться через пальники, розташовані у зводі печі, коксового газу (або природного). Одночасно подається нагрітий у рекуператорі повітря. У міру руху подини вугільне завантаження проходить зони нагрівання й коксується до кінцевої температури 900˚С. Коксування закінчується за один оберт подини. Прококсоване вугілля з подини кільцевої печі скидається штовхачем у проміжну камеру /6/, обладнану конусним затвором, і потім по жароміцній ринві надходить в обертовий барабан-охолоджувач /7/, стінки якого прохолоджуються водою. У барабанному охолоджувачі гарячий кокс (900˚С) сухим способом прохолоджується до температури 150˚С. Принцип дії охолоджувачів барабанного типу і його встаткування розроблені на установках по прокалц вуглецевих матеріалів в електродній промисловості. Рекомендується в проміжній камері /6/ кільцевої печі передбачити можливість часткового гасіння гарячого коксу, шляхом подачі води через установлені в камері форсунки. При цьому кількості води, що витрачає на порцію гарячого коксу, повинне забезпечити випарне охолодження. Охолоджений кокс від кільцевої печі по тракті, обладнаному двома взаємозамінними конвеєрами, подається у відділення коксосортування /3/.
У відділенн коксосортування вихідний продукт - кокс крупністю 0-13мм (або 0-40мм) піддається розсіву, а великі класи дробленню й розсіву за наступною схемою.
З конвеєра кокс надходить по закритій ринві на двох ситний вібраційний гуркіт /8/ з розміром осередків сит: верхнього 7мм, нижнього 2,5мм. Під решітні продукти, відповідно 7, 0-2,5мм й 2,5-0мм, транспортуються по закритій ринві (або конвеєру) завантажуються в бункери готової продукції /10/. Над решітний продукт верхнього сита (класу 7мм) з гуркоту надходить на конвеєр, за допомогою якого транспортується на дроблення. У схемі необхідно передбачити можливість подач цього класу коксу разом із класами 2,5-7мм в один з бункерів готової продукц /10/, з конвеєра кокс класу 7мм електровібраційним живильником подається в зазор між верхніми валками чотири валкової дробарки /9/.
Ця дробарка при розмірі щілини верхніх валків 10мм і нижніх 6,5мм забезпечить вихід кондиційного дробленого продукту (менш 7мм) на 95%. Кокс після дроблення надходить на стрічковий конвеєр або елеватор, за допомогою яких повертається на двох ситний гуркіт /8/.
Товарні класи коксу - карбюризатора 0-2,5мм й 2,5-7мм поставляється споживачам роздільно в залізничних вагонах.
Бункера готово продукції обладнаються типовим устаткуванням для вивантаження дрібно дисперсійного матеріалу і його запаковування у залізничні вагони закритого типу.
Для надійно роботи коксосортування рекомендується передбачити два конвеєри на тракті подач валового коксу, два гуркоти для його розсіву (одну резервний) і одну валкову дробарку.
Димові гази виводяться з підведення кільцевої печі через два відводи й із центрального кабана направляється на дожигання й утилізацію тепла, для чого послідовно встановлюється: камера дожигання /11/, рекуператор /12/ для підігріву до 400˚С повітря, що подається в піч на зниження летучих речовин вугілля й коксового газу, і казан-утилізатор /13/, що виробляє пару; температура газів на вході в казан 800-850˚С.
Після утилізатора охолоджені димові гази з температурою 200-250˚С віддаляються через димар /14/ в атмосферу.
Опис принципу роботи й основного встаткування кільцевої печі
Кільцева піч для термічної обробки вугіль являє собою виконаний з вогнетривкої цегли нерухомий, кільцевий тунель, усередині якого розташована обертова в горизонтальній площин кільцева подина.
Простір печ окремо від атмосфери двома кільцевими гідро затворами - зовнішнім і внутрішнім.
У звод кільцевого тунелю є отвори для установки завантажувального бункера й відводу парогазових продуктів, установки пальників й ін.
Для вивантаження з подини готового продукту передбачене розвантажувальний пристрій, а в бічних стінах тунелю прорізи для евакуації готового продукту в зону гасіння.
Подина кільцево печі футерована вогнетривким матеріалом і встановлена на візках, які котяться по рейках, установленим на кільцевих стовпах фундаменту.
Обертання подини забезпечується спеціальним механізмом із цівочним закріпленням. Кладка нерухомого кінцевого тунелю й кільцеві гідро затвори встановлюються на анкерних колонах.
До анкерних колонів кріпляться спеціальні кінцеві анкерні стяжки, що забезпечують автоматичне регулювання сили натискання на кладку по всьому периметр примикання.
Внутрішні й зовнішні анкерні колони з'єднані між собою поперечними анкерними стяжками. Для забезпечення газо щільності кладки нерухомого кільцевого тунелю передбачається його охолодження. Кільцева піч характеризуються наступними параметрами:
1. Зовнішній діаметр (по кожусі)-24,56м
2. Внутрішня ширина тунелю печі (по футеровці)-4,9м
3. Діаметр подини (середній)-18,5м
4. Ширина подини повна-4,8м
робоча-4,0м
Кільцевий тунель перебуває під невеликим розрідженням, створюваним димарем, що підтримується постійним за допомогою шибера, установлюваного в димаря.
Завантажувальний пристрій печі
Шихта з бункера - накопичувача стрічковими живильниками подається в завантажувальний бункер, з якого надходить на обертову подину кільцевої печі.
Висота шаруючи завантаження регулюється за допомогою встановлюваної за бункером засувки й може зміняться в межах від 100 до 300м.
Завантажувальний бункер виконується плоским, прохідним. Бункер знімний, для можливості заміни у випадку зношування.
Бункер установлюється у вогнетривку кишеню, що захищає його від впливу випромінювання й високих температур. Вогнетривка кишеня встановлюється на водо охолоджуваних балках.
Бункер постачений трьома покажчиками рівня, що регулюють ступінь наповнення бункера таким чином, щоб мінімальна товщина шаруючи шихти забезпечувала герметичність бункера. Крайні покажчики рівня розташовані в живильників і включають їх у роботу з мер виробітку шихти, а середній відключають живильники при заповненні бункера.
Технічна характеристика
Привод гвинтовий моторний, тип ПВМ 600×250-1;
Потужність номінальна - 1,4 квт;
Потужність споживана - 2,5 квт;
Тягове зусилля - 600 кг;
Хід штока - 250 мм;
Кут повороту заслінок - 90˚
Зіштовхуючий пристрій
Призначено для автоматичного зіштовхування коксу з подини печі у водо охолоджувану тічку розвантажувального пристрою печі.
Складається з механізму пересування й механізму повороту.
Пристрій складається з поворотної «Лопати», що скидає готовий продукт термообробки з подини печі в розвантажувальний пристрій.
«Лопата» ма привод, що забезпечує зворотно-поступальне переміщення й поворот у вертикальне положення при холостому ході.
На випадок заміни «лопати» у кладці передбачається проріз, що закриває при роботі спеціальним пристроєм. Привод і напрямні пристрою, що зіштовхує, розташовані у внутрішній частині кільцевої печі.
Механізм пересування призначений для переміщення візка скидання коксу з подини в розвантажувальний пристрій і повернення її у вихідне положення.
Візок оснащений водо охолоджуваною штангою зі шкребками й механізмом повороту.
Привод візка складається з електродвигуна змінного струму, черв'ячний редуктор і ланцюгова передача. Сигнал на пересування візка вперед надходить від кінцевого вимикача. Ролик якого відхиляється лінійними, розташованими на внутрішньому діаметр подини.
Функція крайніх положень візка й сигнал на подачу води у форсунки камери гасіння розвантажувального пристрою печі здійснюється кінцевими вимикачами.
Технічна характеристика
Електродвигун типу МТКН 412-6;
N=30 квт; n=935 об/хв;
Редуктор типу 4-160-8; u=8;
Швидкість пересування візка 1 м/с;
Хід візка 4750мм.
Привод обертання подини
Привод служить для безперервного обертання подини й регулювання швидкості обертання. Привод складається із двох плечового, горизонтально розташованого важеля із двома тягами й двох притискних пристроїв. Рух тяг здійснюється від гідравлічного циліндра, у наслідку чого відбувається безперервний поворот важеля на певний кут, перемінний вхід захватів тяг у зачепленні із цівками й обертання подини. Контакт захватів тяг із цівками забезпечують притискн пристрої. Хід двох плечових важелів фіксується кінцевими вимикачами. На печ встановлений другий привод обертання подини, як аварійний. Він установлений під кутом 180˚ щодо основного.
Технічна характеристика
Ширина подини робоча 4000мм;
Частота обертання подини 0,00238-0,0333 об/хв;
Висота шаруючи шихти на подині 50-300мм;
Продуктивність печі по коксі 50-160 тис.т/рік;
Циліндр гідравлічний тип Ш 250×710;
Діаметр поршня 250мм;
Робочий хід поршня 700мм;
Станція гідроприводу типу 3БНЛГ 48-85;
Насосна установка типу 9М 49-33;
Продуктивність 50/18 л/хв;
Тиск 63-40 кг/див3;
Електродвигун типу 4А-132 М6;
Потужність 7,5 квт;
Частота обертання 1000 об/хв.
Подина в збор призначена для розміщення шихти, футерована вогнетривким матеріалом, відтина грубний простір від атмосфери. Подина в зборі складається з наступних вузлів: кільця верхнього, трьох опорних секцій бруківок, цівочної рейки, борта зовнішнього, борта внутрішнього, косинця зовнішнього, косинця внутрішнього.
Кільце верхн призначене для підтримування вогнетривкої футеровки, розміщення фіксації на мостових й опорних секціях і приєднання вертикальної, розділової стінки гідрозатвора. Являє собою металоконструкцію кільцевої форми, виконану з окремих секторів які з'єднані між собою болтами. Верхнє кільце укладається на нижче лежачі секції із затвором у радіальному напрямку, що дозволяє йому розширяться при нагріванні.
Секц опорні й мостові
Призначен для підтримування й фіксації верхнього кільця з вогнетривкої футеровкою, приєднання до балансирних візків і розміщення цівочної рейки. Кожна секція являє собою сектор із центральним кутом 60˚; при монтажі зварюються накладними й утворять подину кільцевої форми. Опорні секції знизу мають гнізда для установки вкладиша - шарніра балансирних візків. Зовнішня окантовочна балка має кронштейни для кріплення цівочної рейки. Рейка цівочна призначена для обертання подини за допомогою тяг привода, що поперемінно входить у зачеплення з цівками рейки. Кільцева цівочна рейка виконана з окремих секцій. Кожна секція являє собою дві вигнуті по радіусі пластини, з'єднані між собою вертикальними пальцями (цівками).
Балансирний візок
Призначена для підтримування подини із шихтою, шарнірно з'єднана з подиною і її фіксованим обертанням.
Кожен балансирний візок зверху приєднується до опорної секції через шарнір. Балансирний візок виконаний із двох двовісних візок, двох вилок і поздовжньої балки, з'єднаних між собою шарнірно. Сумарне навантаження доводиться на один візок, рівномірно розподіляється між шістьома верстатами. Кожен скат має два колеса, жорстко з'єднаних з віссю й різні діаметри, що мають: внутрішній 710мм і зовнішній 840мм. Колеса мають реборду.
Скіповий підйомник
Скіповий підйомник служить для транспортування готового продукту на коксо сортування.
Корисна ємність скіпа 1,5м3. Скіп - металевий короб, футерований зсередини. Підйомник постачений покажчиками наповнення скіпа, покажчиками крайніх положень скіпа, стопорним пристроєм, знімною частиною напрямних для зміни скіпа.
Райони завантаження й вивантаження скіпа постачені аспіраційними пристроями. Лебідка підйомника розташована на нульовій оцінці в спеціальному приміщенні, постаченим вантажопідйомним пристроєм для обслуговування лебідки й заводу скіпа в напрямні.
Лебідка обладнана покажчиками слабини каната, що спрацьовує в аварійних ситуаціях (обрив каната, заклинювання скіпа й ін.).
Напрямні скіпа виконані із сортового прокату. Вертикальні напрямні утворять шахту скіпа, проходять у прорізи перекриттів, мають огородження. Верхня частина напрямних вигнута так, що у верхнім положенні скіп перекидається.
Похила частина напрямний установлюється на стаціонарній металоконструкції, а верхня, вертикальна частина прикріплена до стіни будинку коксо сортування.
Технічна характеристика
V – ємність скіпа 1,5м3;
Вантажопідйомність 1200кг;
Швидкість пересування 0,78 м/с;
Кут нахилу моста 40˚;
Електродвигун лебідки типу МТКН-512-8, N=37 квт, n=685 об/хв;
Редуктор типу Ц-2650-31,5-ЇМ;
Передаточне число редуктора u=31,5
Діаметр барабана 680мм;
Сили в крайнім нижнім положенні опираються на ваговий зазор, що зважує обсяг коксу 1,5м3 подає сигнал на привод лебідки.
Положення скіпа фіксується кінцевими вимикачами.
Холодильник барабанного типу
Призначений для сухого гасіння коксу до 150-180˚З послу попереднього мокрого гасіння коксу. З холодильника кокс надходить у бункер розвантажувального пристрою холодильника. Кокс із холодильника подається розвантажувальним пристроєм у бункер V=1.5м3, після чого вивантажується в скіп. Розвантажувальний пристрій холодильника складається з механізму верхнього клапана, механізму нижнього клапана, бункера.
Механізм верхнього клапана служить для нагромадження порції коксу 0,1м3, скидання коксу в бункер пристрою й відсічення робочого простору холодильника при завантаженні скіпа.
Поворот клапана здійснюється на 90˚ приводом гвинтовим моторним, а крайнє положення фіксуються кінцевими вимикачами.
Технічна характеристика конусного затвора
Аналогічна механізму повороту пристрою, що зіштовхує.
Хід поршня 250мм. Механізм нижнього клапана служить для прийому, напрямку в бункер 1,5м3 коксу, скидання його а скіп і відсічення зовнішнього простору при прийомі коксу з холодильника. Поворот клапанів на 55˚ здійснюється приводом гвинтовим моторним. Крайнє положення фіксується кінцевими вимикачами.
Привод аналогічний механізму верхнього затвора.
Робочий хід поршня 230мм;
Привод холодильника – електродвигун типу АТ 292-8/6/4: N=32,7/36,2/48 квт, n=725/970/1450;
Передатне відношення редуктора u=40;
Частота обертання корпуса 3,2/4,3/6,4 об/хв;
Кут нахилу корпуса 2˚.
Живильник кантівний ПЛ-30
Служить для подачі шихти двома потоками в бункери завантажувального пристрою.
Технічна характеристика
Продуктивність 22 м3/година;
Швидкість стрічки 0,14 м/сек;
Електродвигун типу АТ 2-12-6: N=0,6 квт, nдв=915 об/хв.
Бункер завантажувальний
Складається з двох камер і виконаний знімним на випадок зношування. Бункер установлюється у вогнетривку кишеню. У кожній камері встановлено два релейних апарати, як контролюють подачу шихти в бункер, включаючи й виключаючи стрічковий живильник. Мінімальна висота шихти в бункері повинна забезпечити герметичність.
Механізм керування шиберами
Служить для регулювання товщини шаруючи шихти на подині. Регулювання здійснюється ручним приводом. Завантажувальний пристрій оснащений двома механізмами керування шиберами, що мають різну довжину шибера, тому що стрічкові живильники зрушені на 100мм убік периферії подини печі. Підйом й опускання шибера здійснюється приводами гвинтовими моторними, а його крайнє положення фіксується кінцевими вимикачами.
Технічна характеристика
Привод гвинтовий моторний, тип ПВМ 600-250-1;
Потужність номінальна 1,4 квт;
(аналогічний механізму керування заслінками).
Печ для дожигання
Печі для дожигання служить для спалювання суміші, що утвориться в кільцевій парогазовій печі, що містить незгорілі летучі речовини процесу піролізу.
Піч складається з камери горіння й наступної за нею камери змішання. Подача повітря передбачається через патрубки, розташовані в стінках камери горіння й змішання, за рахунок течі димаря.
Патрубки постачені шиберами для регулювання кількості подаваного повітря. До камер горіння передбачається підведення коксового газу для розігріву й сушіння печі, а також для підтримування факела горіння. Охолоджені до температури 500˚С продукти горіння направляються в загальний кабан димаря.
Димар
Димар залізобетонна, висотою 100м і верхнім внутрішнім діаметром 4,2м. Труба служить для створення необхідного гідравлічного режиму в під зведеному простор кільцевої печі, підсмоктування повітря в піч для дожигання й викиду продуктів горіння в атмосферу.
Розвантажувального пристрой кільцевої печі
Розвантажувальний пристрій служить для збирання готового продукту від печі, його гасіння й передачі в скіп скіпового підйомника.
Пристрій складається з:
а) водо охолоджуваних вікон і тічки;
б) пристрою випарного гасіння готового продукту;
в) пристрою сухого гасіння готового продукту;
г) бункера - накопичувачі із системою затворів.
Водо охолоджуване вікно в стінці нерухомого тунелю печі й тічка від нього служить для прийому готового продукту, що зіштовхує з подини печі. І передачі його в прийомну вирву пристрою випарного гасіння готового продукту.
Готовий продукт, що накопичує в прийомній вирві з температурою 900˚С, піддається попередньому гасінню за допомогою бризкального пристрою.
Попереднє гасіння готового продукту повинне забезпечити його охолодження до температури 600-700˚С. Пари, що утворяться при гасінні, надходять у піч, що перебуває під розрядженням.
Робота бризкального пристрою зблоковано з роботою запірного конуса й пристрою, що зіштовхує, що забезпечує синхронність їхньої роботи.
При робот пристрій, що зіштовхує, на зіштовхування, запірний конус закритий і подача води відключена, при холостому ході включається подача води на гасіння. Після чого конус піднімається й готовий продукт надходить у холодильник типу Б2, 2-20НУ-0,2.
Холодильник явля собою барабан діаметра 2,2м і робочою довжиною 20м. Барабан обертається у водяній сорочці, через яку прокачується вода, що охолоджується.
Охолоджувач виготовляється заводом «Прогрес» м.Бердичів. Готовий продукт після барабанного охолоджувача має температуру 150-180˚С і по тічці надходить у ринву - накопичувач. Щоб уникнути загоряння готового продукту в барабанному охолоджувачі його тічка в ринву - накопичувач постачені затворами, що відтинають барабанний охолоджувач від атмосфери.
У ринв накопичувачі накопичується 1,5м3 готового продукту, що відповіда корисному обсягу скіпа скіпового підйомника.
Опускаючись, скіп своїми кулачками впливає на приводи затворів ринви - накопичувача й барабанного охолоджувача, закриваючи останній і відкриваючи перший.
Готовий продукт надходить у скіп скіпового підйомника.
Механізм повороту
Призначений для повороту шкребка на 25˚ для запобігання захвата коксу, що лежить на подин при зворотному ході штока.
Механізм повороту складається з лежачих на двох опорах водо охолоджуваної штанги із двома шкребками стаціонарним і поворотним. У грубному просторі перебувають тільки шкребки й частина штанги. Поворот шкребка на 25˚ здійснюється приводом гвинтового моторного типу, а його крайнє положення фіксується кінцевими вимикачами.
Технічна характеристика
Привод гвинтовий моторний, типу ПВМ 600-250-1: Nдв=1,4-2,5квт;
Тягове зусилля 600кг;
Хід штока робітник 150мм.
2.2 Умови відновлення і збільшення терміну роботи деталей, що потребують значно уваги
Дуже багато коштів витрачається із-за простою машин і механізмів, станків у зв’язку з передчасним зношуванням та виходом деталей з ладу;щоб по можливості зменшити ц витрати робочий персонал веде роботу за подовження часу роботи машини.
Тривала безперервна робота обладнання забезпечує перш за все дотримання правил його експлуатації і нагляду за ним.
Щоб зменшити тертя в механізмах і цим збільшити термін служби деталей необхідно виконувати ряд важливих умов:
- вимагати необхідну шороховатість обробки робочих поверхонь у відновлених та після змащування деталей, а також у зовсім нових деталей.
- Наносити зносостійкі покриття на поверхню деталей, як відновлених так і нових.
- Підвищувати твердість робочих поверхонь деталей, зміцнювати їх різноманітними методами.
- Забезпечувати необхідну подачу мастила до деталей між якими відбувається тертя.
- Захищати механізм огородженнями, щитками, кожухами, щоб уникнути потрапляння у механізм абразивних предметів(частин).
Зношення деталей часто призводить до порушення посадки у спряжених деталей, збільшуються зазори, зменшуються початкові натяги, порушується форма поверхонь .
Основні вимоги до монтажу підшипників кочення:
- забезпечення розрахункового навантаження на підшипник. Під нормальним навантаженням розуміють величину ,яка перевищує розрахункову. Практика показує ,що перевищення навантаження на 25% знижує термін дії в 2 рази, а на 50% в 10 раз.
- Забезпечення співвісності посадочних місць валів та корпусів
- Достатн постачання змащування ,коли продукти зносу виділяють мастило із зони тертя, коли між деталями відбувається тертя є окремий шар змащування
- Забезпечення нормальних зазорів відповідає умовам роботи в умовах циклічно змінюючихся температур.
Основн несправності підшипників кочення є знос.
В основному перед заміною повинні провести ретельний огляд. Зовнішній оглядом визначається наявність зносу на доріжках кочення і тілах кочення в вигляді шороховатості не відповідаючій вихідному, а вихідна точна шліфовка.
Якщо поверхн кочення заржавіли, то треба їх замінити. На поверхні темні до чорних плями або зовсім вся поверхня така-результат перегріву-треба також заміна. Тріщини на кільцях, відколи на тілах кочення особливо на роликових підшипниках. Перекіс тіл кочення, відхилення вісей кочення.
Збільшення радіального зазору може бути причиною заміру якщо за умовою, повинна забезпечуватися симетричність підшипникового вузла.
Ремонт крупних підшипників кочення(багаторядні підшипники прокатних станків і ролико опори). Ремонт наплавка опорних поверхонь й механічна обробка їх по номінальних розмірах, місцева заварка зношених поверхонь з послідуючою механічною термообробкою.
Зубчата передача призначена для передачі обертового руху відноситься до передач з зачепленням безпосереднім контактом пари зубчатих коліс.
В зубчатих колесах найчастіше спрацьовуються зубці. Вони можуть ламатися, згинатися, відколюватися.
2.3 Технічне обслуговування вузлів обладнання
Технічне обслуговування – комплекс операцій чи операція по підтриманню працездатності чи справності обладнання при використанні його по призначенню. Мета технічного попередження передчасного його зношення шляхом забезпечення режимів роботи згідно паспортних даних чи проектних, належність змазки чи регулювання, своєчасного виявлення та усунення несправностей, розробки та втілення заходів по його вдосконаленню.
Якість технічного обслуговування має рішучий вплив на безаварійну роботу, а також на об’єм ремонтних робіт, термінів простоїв їх в не робочому стані, витрати запасних частин і експлуатаційних матеріалів. Своєчасне і ретельне виконання технічного огляду дозволяє вірно судити про стан машини і мірок які запобігають неплановій зупинці.
Технічний огляд – комплекс операцій спрямованих на підтримку працездатності машини.
Для того, щоб розглянути специфічні правила експлуатації машин потрібно коротко перерахувати основні загальні правила перевірки їх перед пуском, надзору під час роботи зупинки. Перед пуском машини і під час роботи потрібно контролювати кількість чистих змащувальних матеріалів передбачуючи марки в ємностях вузлів і систем змазування для попередження ненормального нагріву і підвищення зносу вузлів тертя. Потрібно регулярно перевіряти чистоту фільтрів, відстійників, справність приладів, що подають мастило, кріплення і герметичність маслопроводів справність ущільнень. Взимку при пуску машини після тривалої перерви в приміщеннях, що не опалюються чи знаходяться на повітрі необхідно розігріти мастило. Перед пуском треба оглянути машину і очистити від пилу і бруду, з не потрібно видалити тверді предмети, які можуть визвати поломку. Необхідний ретельний огляд привідних механізмів, муфт, гальмі, а також перевірка зачеплень деталей, натяг ланцюгів і ременів та надійності кріплень. Для підтяжки і заміни кріплень на кронштейнах кріплення платформи до валу не потребує спеціальних прийомів або пристосувань. Болти в цьому випадку працюють на розтягування і в процесі здовжуються; при цьому кріплення платформи послаблюється, болти затягують або міняють. Вм’ятини в металоконструкціях і по товщини великих розмірів вирізають і на їх місце ставлять заплати: вм’ятини по товщини невеликих розмірів виправляють молотом при попередньому нагрів газовою горілкою.
Якщо під час роботи виникає сильний шум, поштовхи, удари і інші ознаки аварійного стану машини остання повинна бути негайно зупинена.
Технічне обслуговування підшипників заклечається в їх регулюванні і змащенні, а також визначають пошкодження, виявляють дефекти по шуму, температурі нагріву, змін кольору мастила, зміні посадок. При контрольно регулюючих роботах: вимірюють зазор між валом і вкладишем у підшипниках ковзання та пробіг, і вістовий розбіг радіально-упорних підшипників кочення.
При технічному огляді зубчатих передач їх регулюють, змащують, оглядають. Роботу оцінюють по зовнішнім ознакам: шуму, нагріві, стуку робочих поверхонь зубців, витікання мастильних матеріалів. При контрольно-регулюючих роботах визначають зношен зубці методом заміру їх товщини на ділильному колі і регулюють радіальні та вістові зазори. При зношені до граничних значень передача підлягає заміні.
Технічний огляд валів полягає у визначенні надійності їх з’єднання з іншими деталями (зубчатими колесами, барабаном та ін.). Перевіряють надійність шпонкових з’єднань. Оглядають та визначають пошкодження: зминання, тріщини, корозію.
При технічному обслуговуванні барабанів їх очищають, протирають оглядають, перевіряють їх кріплення, стан підшипників, кришок, втулок та інших елементів збірних одиниць. Місцеві пошкодження нарізок барабану можуть бути виправлені на місц наплавленням. При зменшенні товщини стінки більше ніж на 20% від її початкового розміру барабан підлягає заміні.
Роботи по технічному нагляді канатів вміщують очистку, зовнішній огляд, промащення перевірку кріплення. Зовнішній огляд стану канату проводять після очищення з особливою увагою, оглядаючи ділянки найбільшого зношення.
При технічний огляді колодкових гальм перевіряють посадки гальмівного шківа на валу, контроль змащування гальмівних колодок і поверхонь шківа, регулювання гальмівного моменту і відходу колодок, змащення шарнірів важелів. Зношення гальмівних колодок не повинно перевищувати 40% їх товщини на заклепках і 60% на клею.
При технічному огляді муфт постійному контролю підлягають: стан посадок напівмуфт на валах, рівень мастила в порожнинах зубчатих муфт. Зношення зубців не повинно перевищувати 30% від першо-початкових розмірів. В іншому випадку муфта підляга заміні. Пружно пальцеві муфти з послабленою посадкою болтів, неповною їх кількістю, і пошкодженими їх еластичними кільцями до роботи не допускаються.
2.4 Карта змащення, розрахунок мастила на рік
Мастильн матеріали почали застосовувати ще в стародавності, до розвитку нафтопереробно промисловості , змазували вузли тертя рослинними й тваринними маслами.
У цей час ц масла використаються для виготовлення й додавання в мінеральні масла.
Мінеральні масла виготовляють із нафти шляхом його перегонки.
До сучасних мастильних матеріалів пред'являються наступні вимоги:
1 в'язкість;
2 температура загушення;
3 щільність масла;
4 корозійн властивості;
5 температура спалаху;
6 вспінювання.
Крім зазначених показників ураховують кольори, захід, кількість води, механічних домішок, зольність, сірчаність й ін.
Основн асортименти рідких масел: індустріальне масло, веретенне масло, машинне масло, трансформаторне, турбінне й ін.
Густ (консистентні) змащення одержують шляхом введення в мінеральне масло загущувачів; солі, жирних кислот, мило, парафін, графіт.
Основними асортиментами консистентних масел є: солідол, консталін, циатін, вазелін, змащення індустріальна.
Призначення змащення - скорочення витрати енергії на подолання сил тертя, відвід тепла від вузлів тертя, зменшення зношування тертьових поверхонь, продовження міжремонтного періоду.
На кільцевій печ в розвантажувальному пристрої є підшипники ковзання, які змазуються щомісяця, у зв'язку із працюй у тяжких умовах при більших температурних перепадах. Змащення застосовується густа, солідол, вазелін й ін.
2.5 Розрахунок потужності привода, вибір електродвигуна
Розрахунок привода розвантажувального пристрою печі
Дано
mк =1000 (Н) – сила ваги запірного конуса,
mт =600 (Н) – сила ваги тяги,
f=0.84 коефіцієнт тертя конуса об кокс,
γ=8000 Н/м3 питома вага шихти.
1. Визначаємо силу тертя конуса об кокс
![]()
2. Визначаємо сумарну силу ваги частин, що піднімають
![]()
До установки приймаємо стандартний привод типу ПВМ 600×400 з тяговим зусиллям Р0=6000Н
Коефіцієнт запасу тягового зусилля
Розрахунок привода керування верхнім клапаном розвантажувального пристрою холодильника
Дано:
![]() - сила ваги клапана
- сила ваги клапана
Клапан притискається до отвору в бункері приводом через колінчатий важіль АВС. На клапан діє тиск Р1 створюване силоміць ваги шихти, розташування в бункері.
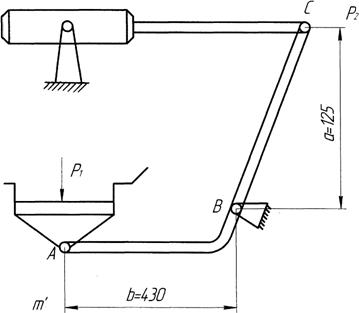
Розрахункова схема механізму керування верхнім клапаном.
1. Визначаємо силу тиску Р1
де ![]() - гідравлічний радіус
випускного отвору
- гідравлічний радіус
випускного отвору
F=0,16м2 площа поперечного переріза випускного отвору
S=1,6м – периметр випускного отвору
![]() - коефіцієнт тертя
матеріалу об стінки тічки
- коефіцієнт тертя
матеріалу об стінки тічки
![]() - кут природного укосу
шихти
- кут природного укосу
шихти
К – коефіцієнт рухливості матеріалу

Тоді:
2. Визначаємо момент опору від сили ваги клапана в закритому стані

Для втримання клапана в закритому положенні, до кінця важеля необхідно прикласти зусилля Р2
![]()
До установки приймаємо стандартний гвинтовий моторний привод типу ПВМ 600×250-1 з тяговим зусиллям Р0=6000 (Н)
Коефіцієнт запасу по моменті
![]()
Розрахунок привода керування нижнім клапаном
Дано:
V0=1,5м3 обсяг шихти в бункері
![]() м2 – площа
перетину випускного отвору
м2 – площа
перетину випускного отвору
S= 2,44 м – периметр випускного отвору
![]() - кут нахилу затвора до
обрію
- кут нахилу затвора до
обрію
![]() Н – сили ваги клапана.
Н – сили ваги клапана.
Клапан притискається до отвору бункера приводом через важелі АВ і ВD. На клапан д тиск Р1, створюване масою шихти, розташованої в бункері.
1. Визначаємо силу тиску Р1
 Н
Н
де ![]() - коефіцієнт тертя
матеріалу об стінки бункера
- коефіцієнт тертя
матеріалу об стінки бункера
ДО=0,21 – коефіцієнт рухливост матеріалу
![]() - гідравлічний радіус
випускного отвору
- гідравлічний радіус
випускного отвору
Тоді
 Н
Н
2. Визначаємо момент опору від сили ваги клапана в закритому положенні
![]()
![]() Н×мм
Н×мм
3. Для втримання клапана в закритому стані прикладають
силу Р2
![]() Н
Н
До установки прийнятий стандартний гвинтовий моторний привод
ПВМ 600×250-1 з тяговим зусиллям Р0=6000 (Н)
Коефіцієнт запасу по моменті
![]()
Зіштовхуючий пристрій
Механізм пересування візка
Виходячи із граничних значень часу повного циклу й висоти шаруючи матеріалу на подині розрахунок часу по двох режимах роботи.
а) перший режим:
![]() мін – мінімальний час
циклу
мін – мінімальний час
циклу
![]() мм – висота шаруючи
шихти
мм – висота шаруючи
шихти
б) другий режим:
![]() година – максимальний
час циклу
година – максимальний
час циклу
![]() мм – висота шаруючи
шихти
мм – висота шаруючи
шихти
1. Визначаємо масу згрібного коксу
а) ![]() Н,
Н,
б) ![]() Н,
Н,
де V1=0,25 м3 – обсяг згрібного коксу
V2=1 м3 – обсяг згрібного коксу
![]() Н
Н
![]() Н
Н
2. Визначаємо зусилля, необхідне для зіштовхування коксу
![]() Н
Н
![]() Н
Н
де ДО=1,5 коефіцієнт запасу
f=0,5 – коефіцієнт тертя
3. Визначаємо навантаження на ходові колеса візка
![]() (Н)
(Н)
де ![]() (Н) – сила ваги візка із
шихтою
(Н) – сила ваги візка із
шихтою
N=55300 (Н) – реакція труби
![]() Н
Н
4. Визначаємо зусилля, необхідне для пересування візка
а) ![]() (Н)
(Н)
б) ![]() (Н)
(Н)
де Wт опір переміщення візка
![]() Н
Н
Тоді:
![]() Н
Н
![]() Н
Н
5. Визначаємо необхідну потужність електродвигуна для ІІ режиму
 (кВт)
(кВт)
де: V=1 м/хв - швидкість переміщення візка
![]() - К.К.Д. редуктора
- К.К.Д. редуктора
![]() - К.К.Д. ланцюгово
передачі
- К.К.Д. ланцюгово
передачі
 Вт =24,7квт
Вт =24,7квт
Приймаємо до установки електродвигун МТКН 412-6: N=30квт;
n=935 об/хв; ПВ=40%
У приводі встановлений черв'ячний редуктор.
Механізм повороту шкребка
Дано:
Q=1000 (H) – сила ваги шкребка
Q2=325 мм – плече центра ваги шкребка
Rp=347 мм – радіус важеля
ДО1=0,15 – коефіцієнт враховуюч перекоси й тертя ковзання
1. Визначаємо момент опору шкребка при його повороті.
![]() ( Н×мм)
( Н×мм)
2. Для повороту шкребка необхідно до кінця важеля прикласти
зусилля Р1
 Н
Н
До установки прийнятий стандартний гвинтовий моторний привод типу
ПВМ 600×250-1 з тяговим зусиллям Р0=6000 (Н)
Коефіцієнт запасу на моменту
Кількість води, необхідне для охолодження штанги
Для подачі води
прийнята труба діаметром ![]()
Нарізний діаметр 59мм
Внутрішній діаметр 44мм
Швидкість руху води на вході в штангу V=2 м/с
1. Визначаємо витрату води в трубі
![]() (м3/с)
(м3/с)
де: F – площа перетину труби
![]()
Тоді:
 м3/з
=11,52 м3/годину
м3/з
=11,52 м3/годину
2.6 Розрахунок параметрів роботи і аналіз роботи механізму
Визначаємо передавальне відношення
де: z1=18 - кількість зубців вал-шестерні;
z2=81 - кількість зубців зубчатого колеса;
z3= 19 - кількість зубців вал-шестерні;
z4= 81 - кількість зубців зубчатого колеса.
Тип редуктора циліндричний двохступінчатий редуктор ЦДИ-910.
Визначаємо обертовий момент на валах

де: ![]()
![]()
![]()
![]()
![]()
де: ![]() =0,96 ККД
муфти;
=0,96 ККД
муфти;
![]() =0,95 – ККД
підшипників кочення;
=0,95 – ККД
підшипників кочення;
![]() =0,97 – ККД
зубчатої передачі.
=0,97 – ККД
зубчатої передачі.
Визначаємо частоту обертання на валах
![]()
Визначаємо колову швидкість на валах
![]()
Визначаємо потужність на валах
![]()
![]()
![]()
2.7 Розрахунок і вибір стандартних вузлів механізму
Розрахунок і вибір гальма
Гальмо встановлюється на швидкохідному валу редуктора.
Визначаємо обертовий момент на валу електродвигуна

де: ![]() - кутова
швидкість електродвигуна
- кутова
швидкість електродвигуна
![]()
![]() =125кВт
потужність електродвигуна
=125кВт
потужність електродвигуна
Визначаємо гальмівний момент
![]()
де: К коефіцієнт, що залежить від ПВ, ПВ=40% тоді К=2
Вибираємо гальмо ТКТГ-600, приймаємо:
гальмівний момент Тг=5000Нм;
діаметр гальмівного шківа Дш=600мм;
ширина гальмівного шківа В=230мм;
штовхач типу Т-160В;
розміри важільно системи а=475мм; b=950мм.
Визначаємо силу тертя між колодками та шківом
Визначаємо зусилля притискання гальмівних колодок до шківа
де: f коефіцієнт тертя між гальмівними колодками і шківом f=0,42…0,48
Визначаємо загальне зусилля гальма
![]()
Визначаємо питомий тиск між гальмівною колодкою і шківом

де: ![]() - площа
колодки;
- площа
колодки;
![]()
де: Дш діаметр гальмівного шківа;
B – ширина гальмівного шківа;
![]() - кут обхвату
шківа однією колодкою
- кут обхвату
шківа однією колодкою
![]() ; приймаємо
; приймаємо ![]() ;
;
[q]=0,6Н/мм допустимий питомий тиск
Розрахунок і вибір муфти
Визначаємо обертовий момент

де: ![]() =125кВт
потужність електродвигуна
=125кВт
потужність електродвигуна
n=585 об/хв. – частота обертання
Визначаємо розрахунковий момент
![]()
де: К коефіцієнт, що залежить від ПВ, ПВ=40% тоді К=2
По ДОСТ 5006-584
приймаємо зубчату муфту МЗ-4 з наступною технічною характеристикою: приймаємо
розрахунковий момент ![]() , параметри nmax=3350
хв-1; z=48; т=3.
, параметри nmax=3350
хв-1; z=48; т=3.
2.8 Розрахунок на міцніть деталей та конструкцій
1 Визначаємо сили в зачеплені
Визначаємо силу в зачеплені
де: Т1=1806,9Нм обертовий момент на валу редуктора;
d2=324мм – ділильний діаметр циліндричного колеса
Визначаємо радіальну силу в зачепленні

де: ![]() - сили в
зачепленні на шестерні;
- сили в
зачепленні на шестерні;
![]() - сили в зачепленні на
колесі.
- сили в зачепленні на
колесі.
Визначаємо консольну силу муфти на швидкохідному валу
![]()
Приймаємо: ![]()
2 Розраховуємо швидкохідний вал редуктора
Визначаємо реакції і підшипниках
1) Вертикальна площина
а) Визначаємо опорні реакції
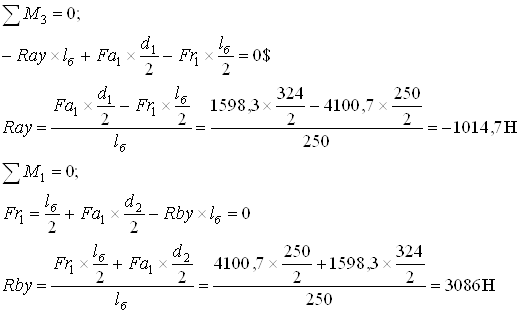
Перевірка: ![]()
б) будуємо епюру згинальних моментів відносно вісі х в характерних перерізах 1…3
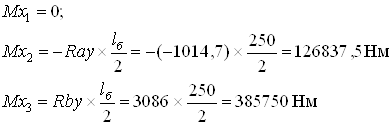
2) Горизонтальна площина
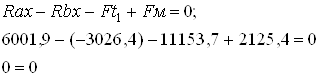
а) визначаємо опорні реакції
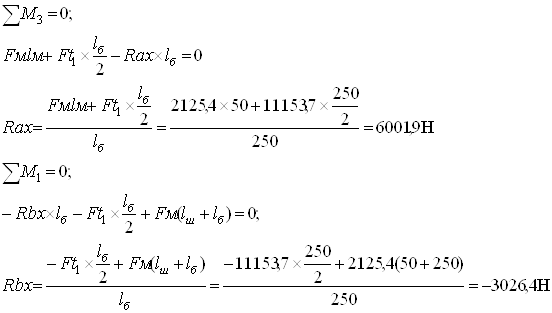
Перевірка: ![]()
б) будуємо епюру згинальних моментів відносно вісі y в характерних перерізах 1…4
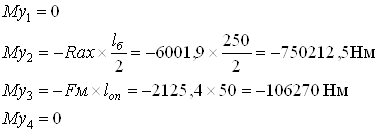
де: ![]()
3 Будуємо епюру крутних моментів
![]()
4 Визначаємо сумарні радіальні реакції

5 Визначаємо сумарні згинальні моменти в найбільш навантажувальних перерізах

За ДОСТ 333-79 вибираємо роликовий конічний однорядний підшипник №7615 середньої широкої сер з наступними параметрами: d=75мм; Д=160мм; Т=58,5мм; b=55мм, c=46,5мм; r=3,5мм; r1=1,2мм; α=11˚; Сr=280кН; Сor=255кН; l=0,301; Y=1,996; Y0=1,198.
3 ОХОРОНА ПРАЦІ І БЕЗПЕКА ЖИТТЄДІЯЛЬНОСТІ
3.1 Техніка безпеки при ремонті і експлуатації
Робота встаткування печі в автоматичному режимі.
Для ремонту й монтажу встаткування передбачене ремонтний пристрій, гідравлічний домкрат типу ДТО-50А. Всі проходи, сходи обгороджені поруччям, настил виконаний з рихльонного аркуша, є площадки для обслуговування встаткування.
Обертові частини встаткування закриті кожухами. Для запобігання запилення розвантажувальний пристрій (вікно) закрито кожухом, що має витяжну вентиляцію, а горловина бункера розвантажувального пристрою холодильника із трьох сторін перекрита стінками з еластичного матеріалу.
Основні несуче й конструкції, що обгороджують, передбачаються з вогнестійких матеріалів. Виробничі приміщення забезпечуються відповідними евакуаційними виходами. Проходи до виходів і відстань до них приймаються залежно від категор виробництва по пожежній безпеці.
Всі протипожежн заходи приймаються у відповідності зі Сніп П-2-80 і Сніп П-М 2-72.
Всі виробнич приміщення обладнаються первинними засобами пожежогасіння . Передбачено установку вогнегасників.
Електроустаткування зольоване й заземлене.
Передбачаються заходи щодо захисту будинків і споруджень від блискавки.
Як захисний захід від поразки електричним струмом при дотику до частин електроустановок нормально що не перебувають під напругою, застосовують заземлення.
Опір заземлюючого пристрою, використовуваного для заземлення електроустаткування, повинне бути не більше 4см. Для заземлення електродвигунів напругою 380В и пускової апаратур використається нульова жила, силових і резервна жила контрольних кабелів.
3.2 Протипожежна безпека
Для попередження пожежі або вибуху встановлюють вибухово-захисне електрообладнання. При проведен технологічних процесів і експлуатації обладнання утворення полум’я в середин апаратури можливо при зберіганні легкозаймистих рідин. Кожне робоче місце повинне бути оснащено засобами пожежогасіння, це може бути вода, вогнегасники, пісок. При ремонтних роботах ремонтний персонал повинен дотримуватися протипожежної безпеки, якщо робітники використовують електрозварювання газозварювання то дроти не повинні перехрещуватися і т.д. При електрозварюванн держак повинен бути ізольований, усі кріплення повинні бути добре закріплені, поряд не повинні знаходитися горючі або змащувальні матеріали.
Зберігання речовин, які мають властивості загорання і вибухово-небезпечні регламентовано спеціальними правилами. Складські приміщення, призначені для зберігання таких речовин, які повинні бути сухими. Для зберігання сипучих вантажів застосовують силоси, бункера і т.д. Рідкі речовини зберігають в ємкостях, резервуарах, бочках, балонах. Кожний контейнер, бочка повинні мати підписи (ярлики, бірки).
Усі легкозаймист рідини зберігають на складах в металевій тарі. Швидка ліквідація пожежі може бути забезпечена при правильному виборі засобів та способів тушіння. Для цього необхідно зважати на умови, які впливають на процес горіння. До найбільш важливих треба віднести: властивість горючої системи і характер (вид) процесу горіння; умови при яких протікає горіння; метеорологічні умови. При тушінн пожежі не можна використовувати речовини, які бурно реагують з горючим або окислювачем.
Велике значення в процесі тушіння пожежі має також доступ повітря до очагу горіння, сила і напрямок повітря та інші метеорологічні умови.
Крім вибору ефективного засобу тушіння, велике значення мають також спосіб тактичні особливості подачі вогнегасильного складу. При цьому слід зважати нтенсивність, швидкість, напрямок подачі вогнегасильного складу і апаратуру яка для цього використовується.
По характеру д стаціонарні установки тушіння пожеж можуть бути автоматичними з ручним пуском. Останні можуть бути з місцевим і дистанційним включенням. Автоматичні установки тушіння пожежі обов’язково включають автоматичну пожарну сигналізацію, датчики які видають команду на вмикання системи гасіння. Робочі та працюючі цеху повинні знати, де знаходиться стаціонарна установка гасіння пожежі, призначення і устрій, порядок приведення в дію. Вимоги до технічного складу установок пожарної автоматики викладені в Типових правилах технічного складу установок пожарної автоматики.
Проведення робіт з застосуванням відкритого вогню при ремонті можливе тільки по письмовому дозволі, узгодженому з пожарною охороною. На місці проведення робіт необхідно підготувати первинні засоби пожежогасіння. По закінченню вогневих робіт необхідно забезпечити пильну перевірку місця проведення робіт на протязі 3-5 годин після їх закінчення.
При горінні для усунення горіння необхідно виконувати хоча б одну з цих умов:
1) ізоляцію очагу горіння від повітря або зниження концентрації кисню розведенням негорючими газами до значення, при якому не може відбуватися горіння;
2) охолодження очагу горіння нижче визначених температур;
3) інтенсивне гальмування (інгібірування) швидкості хімічної реакції в полум’ї;
4) механічний зрив полум’я сильною струєю газу або води;
5) створення вимог вогнеперегороджень, таких умов, при яких полум’я розповсюджується через вузькі канали.
Важливе значення для забезпечення пожарної безпеки мають чистота території, справність обладнання, шляхи евакуації працюючих. Головною та необхідною умовою для забезпечення пожарної безпеки є безумовне і точне виконання персоналом вимог по експлуатації обладнання, інструкції по технології і техніці безпеки, дотримання трудової дисципліни.
ПЕРЕЛІК ПОСИЛАНЬ
1 Азимов А.А., Машины и оборудование коксовых и пекококсовых батарей - М.: Металлургия, 1980.
2 Александров М.П. Подъёмно - транспортные машины: Учебник.- 2-е изд., перераб.-М.: Машиностроение, 1984.
3 Кружков В.А., Чиченев Н.А. Ремонт и монтаж металлургического оборудования: Учебник.- М.: Металлургия.
4 Майзлин , Ремонт оборудования коксохимических заводов: Учеб. пособие.- М.: Металлургия, 1978.
5 Ткачёв В.С., Остапенко М.А., Оборудование коксохимических заводов: Учеб. пособие – М.: Металлургия, 1983.
6 Устюгов И.И. Курсовое проектирование деталей машин: Учеб. пособие.- М.: Металлургия , 1988.
7 Финкель А.Ф. Монтаж оборудования металлургических и коксохимических заводов: Учеб. пособие.- 2-е изд., перераб. и доп.- М.: Вища школа, 1976.
8 Финкель А.Ф., Ипатов П.П. Технологическое оборудование заводов черной металлургии: Учебник.- 2-е изд., перераб. и доп.- М.: Металлургия, 1982.
9 Шейнблит А.Е. Курсовое проектирование деталей машин: Учеб.пособие.- М.: Вища школа, 1991.
10 Малащенко В.О., Янків В.В. Детал машин. Курсове проектування: Навчальний посібник. - Львів: ”Новий Світ-2000”, 2004. –232с.
11 Макаров Г.Н. Производство кокса в кольцевых печах. Металлургия”, 1972, с.320.
© 2010 Интернет База Рефератов