
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Реферат: Инструменты, приспособления и механизмы для монтажных и сборочных работ
Реферат: Инструменты, приспособления и механизмы для монтажных и сборочных работ
ИНСТРУМЕНТЫ, ПРИСПОСОБЛЕНИЯ И МЕХАНИЗМЫ ДЛЯ МОНТАЖНЫХ И СБОРОЧНЫХ РАБОТ
Технический уровень монтажных работ и производительность труда монтажников повышаются благодаря широкому внедрению в практику средств малой механизации - инструментов и приспособлений.
Большое значение в комплексе средств малой механизации отводится ручным машинам. В зависимости от вида энергии, подводимой к двигателю, ручные машины, применяемые при монтаже технологического оборудования, подразделяют на три группы: электрифицированные, пневматические и гидравлические.
По характеру движения основного рабочего органа (шпинделя) ручные машины независимо от вида потребляемой энергии можно разделить на четыре группы: с вращательным и круговым движением рабочего органа (сверлильные и шлифовальные машины, гайковерты, дисковые пилы, а также цепные пилы и долбежники); ударно-вращательного действия (некоторые типы гайковертов); с возвратным движением основного рабочего органа, которые в свою очередь подразделяются на инструменты ударного действия (молотки), инструменты с возвратно-поступательным движением (ножницы, напильники) и инструменты давящего действия (пресс-клещи, пресс-скобы); со сложным движением главного рабочего органа (некоторые типы полировочного инструмента).
К ручным машинам, предназначенным для монтажных работ, предъявляются следующие требования: минимальная масса и достаточная мощность, надежность в работе, безопасность, удобство и универсальность (быстрая замена насадок и рабочего инструмента).
При работе с инструментом необходимо соблюдать правила безопасности. К работе с механизированным инструментом допускаются лица, прошедшие производственное обучение и имеющие соответствующее удостоверение на право пользования им.
При работе с пневмоинструментом должны соблюдаться следующие правила:
- перед присоединением шланги должны быть продуты, а присоединение их или разъединение допускается только после прекращения подачи воздуха;
- воздух должен подаваться только после установки инструмента в рабочее положение;
- холостая работа инструмента допускается только для опробования его перед началом работы и после ремонта;
- рабочим запрещается обматываться шлангами, направлять струю воздуха на работающих и обдуваться сжатым воздухом;
- для крепления шлангов к штуцерам и ниппелям необходимо применять стяжные инвентарные хомуты; запрещается крепить шланги проволокой;
- подключать шланги к трубопроводу сжатого воздуха разрешается только через вентили, установленные на воздухораспределителях или отводах от магистрали; запрещается включать шланги непосредственно в магистраль;
- в нерабочее время шланги и силовые провода должны храниться в закрытом помещении с положительной температурой;
-отогревание шлангов паром не допускается.
Работающие с пневматическим инструментом должны быть обеспечены мягкими рукавицами с двойной прокладкой на ладони.
Ручные инструменты для сборки резьбовых соединений. Основными инструментами для сборки резьбовых соединений являются ручные ключи и отвертки. При существующей разнообразной конфигурации головок резьбовых крепежных деталей принято называть отвертками инструменты, у которых часть, входящая в готовку винта (шлиц, гнездо), представляет собой плоское или крестообразное лезвие.
По способам контроля крутящего момента ключи (отвертки) можно разделить на несколько видов: 1) динамометрические, которые снабжены шкалой и стрелкой (или другим устройством), непрерывно показывающей значение момент, прикладываемого при затяжке резьбового соединения; 2) предельные, отличающиеся тем, что при достижении определенного момент затяжки в резьбовом соединении они отключаются (разновидностью являются ключи с регулируемым моментом); 3) ключи, конструкция которых не предусматриваем ограничения крутящего момента.
По способам манипулирования во время работы ключи подразделяются на: переставляемые во время процесса завертывания (затяжки) резьбовой детали; не требующие перестановки или перехвата во время процесса затяжки резьбой детали.
По устройству головки (зева) ключи подразделяются на торцовые; с открытым зевом; с регулируемым зевом; кольцевые (с закрытым зевом); рожковые; трубные (накидные, рычажные, цепные).
Динамометрические ключи используют непосредственно для контролируемой затяжки или для контроля момента затяжки при работе ручными резьбозавертывающими машинами или гаечными ключами.
Отвертки. Основными требованиями к отверткам являются: обеспечение надежного контакта их наконечника с крепежным элементом и передача на него максимально возможного усилия. (рис. 1)
Все отвертки можно разделить на три вида: традиционные, специальные и сборные.
Традиционные отвертки. Предназначены для работы только с одним видом крепежа (рис. 2) и состоят из стержня и ручки, прочно закрепленной на его хвостовике.

Рис. 1. Виды рабочих профилей в головках крепежа:
1 - шлиц; 2 - крест; 3 - двойной крест; 4 - внутренний шестигранник; 5 - наружный шестигранник; 6 - шестигранник с центрирующим штифтом; 7 - звезда; 8 - звезда овальная; 9 - звезда с центрирующим штифтом; 10 - звезда наружная; 11 - шлицевая звезда; 12 - внутренний многогранник; 13 - квадрат внутренний; 14 - смещенный крест; 15 - тройной шлиц
Стержень («клинок») в поперечном сечении может иметь круглую, четырех-, или шестигранную форму. В нем выделяют три части:
- наконечник (длина -8-10 мм), на котором сформирован рабочий профиль, передающий усилие на крепеж. Наконечник отвертки для работы с профилем «прямой шлиц» бывает расширяющимся («отвертка механика», рис. 2, а) или прямым («отвертка электрика», рис.2, б). Наконечники для работы с профилями «шестигранник» и «звезда» могут быть шаровыми (рис. 3). Это позволяет держать отвертку под углом к оси крепежа, что упрощает работу в местах с ограниченным доступом;
- тело стержня - часть между наконечником и нижним краем ручки, около которой на некоторых отвертках расположен шестигранник (рис. 2, в), называемый усилителем. Он позволяет создать дополнительное усилие с помощью рожкового гаечного ключа. Многие производители делают сквозной стержень, проходящий через всю ручку и выходящий на ее верхнем торце (рис. 4).
Это позволяет легким ударом по нему «стронуть» приржавевший крепеж или попытаться восстановить поврежденный рабочий профиль элемента крепления;
-хвостовик, входящий в ручку, имеет выступы различной формы или шестигранное сечение для надежного соединения с ней.
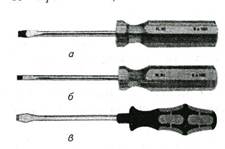

Рис. 2. Традиционные отвертки: Рис. 3. Схема работы с отверткой с шаровым
а – с расширяющимся наконечником; наконечником под углом к оси крепежа
б – с прямым наконечником;
в – с шестигранником «под ключ»
Ручка отвертки должна:
-обеспечивать удобный и надежный захват инструмента, предотвращая его скольжение даже в замасленной руке;
-иметь округлую форму верхней части, чтобы не создавать неприятных ощущений в ладони;
-обладать диаметром, достаточным для создания значительных рабочих усилий. Желательно также наличие на ручке достаточно широких граней в области захвата ладонью;
-иметь участок с меньшим диаметром для точности работы при небольших усилиях;
-иметь грани на нижнем конце для предотвращения скатывания отвертки с наклонных поверхностей;
-обладать высокой механической прочностью, устойчивостью к воздействию температур (от -40 до +50 °С), масла, бензина и растворителей.

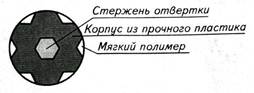
Рис. 4. Ручка отвертки со сквозным стержнем Рис. 5. Поперечное сечение ручки отвертки
Традиционные отвертки выпускаются трех длин: укороченные, стандартные и удлиненные. Первый и третий виды разработаны для работы в труднодоступных местах, где крепеж расположен неудобно или глубоко.
Специальные отвертки. Отвертки с Т-образной ручкой (рис. 6, а) позволяют создавать большие усилия. Однако они могут усложнить работу в труднодоступных местах.
Отвертки с приспособлениями для удержания винтов (рис. 6, б) значительно упрощают установку крепежа в местах с ограниченным доступом. Удерживающий узел отвертки связан с подпружиненной подвижной муфтой на стержне. Она сдвигается вперед, и в приспособление выставляется винт, затем пружиной смещается назад, и крепеж прижимается к наконечнику.

Рис. 6. Отвертки специальные:
а - с Т-образной ручкой; б - с приспособлением для удержания крепежа; в _ угловые, стандартная и удлиненная; г - двусторонняя угловая; д - для крепежа с внешним шестигранником; е - «часовая»; ж - электроизолированная; з - индикаторная для напряжения 100-500 В; и – с гибким стержнем
Угловые отвертки (рис. 6, в) представляют собой стержень, согнутый под углом 90°, на обоих концах которого сформированы рабочие профили. Отношение размеров короткой и длинной частей составляет примерно 1:3. Выпускаются угловые отвертки с увеличенной длинной частью (удлиненные). Используя ее как рычаг, можно создавать повышенные усилия на крепеже.
Двусторонние угловые отвертки (рис. 6, г) выполнены в виде стержня с двумя отгибами под углом 90°. Рабочие профили у них могут быть однотипными, различаясь размерами, или разных типов. У отверток для шлица плоскости профилей развернуты на 3° относительно друг друга.
Отвертки для крепежа с внешним шестигранником. (рис. 6, д) Чаще всего этот инструмент применяют в операциях, когда нужно последовательно заворачивать или отворачивать большое количество крепежа одного и того же размера (например, при конвейерной сборке).
Отвертки для прецизионных (точных) работ («часовые» отвертки) (рис. 6, ё) предназначены для работы с очень мелким крепежом. Имеют на верхней части ручки свободно вращающийся элемент для упора указательным пальцем при работе.
Отвертки электроизолированные (рис. 6, ж) предназначены для работы с крепежом в действующих электрических установках, находящихся под напряжением. Они предотвращают поражение электрическим током и случайное замыкание токопроводящих элементов благодаря тому, что почти целиком (за исключением части наконечника) покрыты диэлектрической пластмассой. По международному стандарту эти отвертки должны защищать от переменного напряжения не менее 1000 В.
Индикаторные отвертки (рис. 6, з) служат для контроля наличия электрического напряжения в цепи. Они имеют прозрачный корпус и выпускаются в двух разновидностях: для индикации переменного напряжения в электросети (напряжение от 100 до 500 В).
Отвертки с гибким стержнем (рис. 6, и) повышают удобство работы в труднодоступных местах. Гибкий стержень имеет на конце держатель для отверточных вставок на 1/4 дюйма или присоединительный квадрат на 1/4 дюйма для использования торцевых головок. К отверткам этого типа недопустимо прикладывать высокие усилия из-за ограниченной прочности гибкого стержня.
Сборные отвертки. Отвертки со сменными стержнями (рис. 7), которые могут быть круглого или шестигранного сечения. На одном конце стержней сформирован рабочий профиль, на другом - лапки (у круглых стержней), предотвращающие его поворот внутри ручки.

![]()
Рис. 7. Отвертки со сменными стержнями:
а - круглого сечения с выступами; б - с шестигранником в середине стержня
У шестигранных стержней (или с шестигранником посередине стержня) рабочие профили расположены на обоих концах, а роль лапок выполняет шестигранник. В комплект отвертки вводит несколько сменных стержней.
Отвертки со сменными насадками (рис. 8) имеют стержень с шестигранным отверстием с торца для фиксации насадок. В комплект входит набор насадок наиболее распространенных профилей.
Для хранения насадок в ручке имеется магазин под съемной крышкой или выдвижные ящички. В последнем случае в ручке сделан еще один фиксатор насадок, позволяющий использовать ее как рычаг для создания повышенных усилий.
Отверточные насадки представляют собой стержень, на одном конце которого сформирован рабочий профиль, на другом - шестигранный хвостовик для фиксации в ручке. Ассортимент рабочих профилей насадок значительно шире, чем у традиционных отверток, что повышает универсальность инструмента.
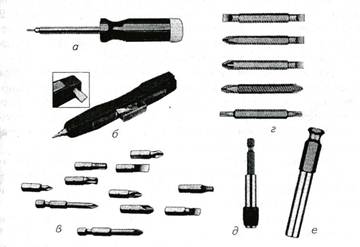
Рис. 8. Отвертки со сменными насадками и принадлежности к ним: а - отвертка с магазином для насадок под крышкой ручки; б - отвертка с «ящичком» в ручке; в - отверточные насадки с одним рабочим профилем; г - насадки с двумя рабочими профилями; д - адаптер для насадок со сдвижной головкой; е - магнитный адаптер
Адаптеры (переходники) для фиксации насадок в инструментах делают с шестигранным отверстием размером 1/4 дюйма под отверточную вставку и хвостовиком под монтаж в инструменте. Фиксация в адаптере осуществляется постоянным магнитом, кольцом или сдвижной головкой.
Отвертки с храповым механизмом позволяют работать с крепежом без перестановки инструмента. Механизм имеет три положения: заворачивание, отворачивание и нейтральное, в котором «храповик» блокируется. Выпускаются отвертки с ручкой, поворачивающейся на 90° от продольной оси для создания повышенных усилий.
Отвертки ударно-поворотные предназначены для отворачивания крепежа ударом за счет преобразования его энергии в поворот насадки (приблизительно на 20°). Присоединительный квадрат на отвертке может иметь размер 3/8 или 1/2 дюйма.
Для изготовления качественных стержней отверток и насадок производители применяют хром-ванадиевые или хром-молибденовые стали. Последние обладают более высокими механическими параметрами, в том числе износостойкостью. Цена хром-молибденовых сталей несколько выше, но инструмент, изготовленный из них, служит дольше.
Обязательной операцией при изготовлении высококачественных отверток является ковка стержней, улучшающая ориентацию кристаллов стали и снижающая количество дефектов кристаллической решетки, что увеличивает прочность металла.
Режимы термической обработки стержней также существенно влияют на их качество.
Наконечники стержней испытывают максимальную нагрузку, поэтому их подвергают дополнительной термохимической обработке, придающей им повышенную прочность, черный цвет и стойкость к коррозии.
Для высокой износостойкости наконечники должны быть тверже любого крепежа, поэтому твердость их поверхности приближается к твердости напильников.
Для защиты стержней от коррозии на них наносят хромоникелевое покрытие.
Насадки производят аналогично отверткам, а также методом спекания порошкообразных материалов. Этот метод дает возможность изготавливать насадки с такими механическими свойствами, которые пока невозможно получить с помощью традиционных технологий металлообработки.
В производстве насадок применяются дополнительные покрытия с высокой твердостью, повышающие износостойкость. Наиболее распространенным материалом для таких покрытий является нитрид титана (Т11Ч), имеющий характерный золотистый цвет.
Для передачи повышенного усилия на крепеж увеличивают коэффициент трения между наконечником отвертки и крепежным элементом. Например, формированием насечек на рабочих поверхностях (рис 9, а) или напылением карбида вольфрама или алмаза (рис 9, б). Наносят насечки с помощью лазера, что одновременно повышает твердость наконечников.

Рис. 9. Усовершенствование рабочих профилей отверток:
а – формирование насечек; б напылением алмаза
Качественный инструмент должен отвечать следующим требованиям:
-стержень отвертки должен иметь прочное, без люфтов, соединение с ручкой;
-наконечник отвертки или насадки должны иметь правильную геометрическую форму без малейших изъянов в покрытии;
-защитное покрытие стержня также не должно иметь дефектов;
-ручка отвертки должна удобно «лежать» в руке, не вызывая неприятных ощущений;
-на отвертке должны быть нанесены ясно читаемые обозначения (название изготовителя, размер рабочего профиля и т. п.);
-комплектность сборной отвертки должна соответствовать документации;
-сменные стержни (или насадки) должны фиксироваться в ручке (или в адаптере) без люфтов;
-у отверток с храповым механизмом должна быть четкая фиксация переключателя направления вращения;
-храповый механизм должен работать четко, без пропусков и хруста;
-посадка крышки магазина для насадок на верхней части ручки должна быть плотной;
-на насадке желательны (но не обязательны) ясно читаемые обозначения - название производителя, размер рабочего профиля и т. п.
Гаечный ключ - слесарно-монтажный инструмент, предназначенный для отворачивания или заворачивания резьбовых элементов крепления (болтов, гаек и т. д.) за счет приложения мускульной силы.
Рабочее усилие - усилие, прилагаемое для заворачивания или отворачивания элемента крепления.
Момент затяжки равен произведению величины рабочего усилия на плечо (расстояние от точки приложения усилия до оси крепежа).
Момент, необходимый для отворачивания («срыва») элемента крепления, как правило, выше момента затяжки.
Рабочий профиль ключа - совокупность поверхностей, предназначенных для передачи рабочего усилия от инструмента к головке резьбовой крепежной детали.
Головка гаечного ключа - часть инструмента, в которой сформирован рабочий профиль.
Тело гаечного ключа - часть инструмента, предназначенная для приложения рабочего усилия.
Ряд размерностей гаечных ключей (типоряд) - последовательность геометрических размеров рабочих профилей инструмента от минимального до максимального. Определяется международными и национальными стандартами - ISO, ГОСТ Р, DIN, ANSI, BS и др. (помимо рядов размерностей стандарты определяют типы гаечных ключей, требования к ним и т. д.).
Метрические гаечные ключи предназначены для работы с крепежом метрической системы, основной единицей измерения которой является миллиметр (мм). Ряд размерностей составляет от 2,5 до 230 мм.
Дюймовые гаечные ключи предназначены для работы с крепежом дюймовой системы, единицей измерения которой является британский дюйм (" = 25,4 мм). Ряд размерностей составляет от 1/8 до 9 1/8".
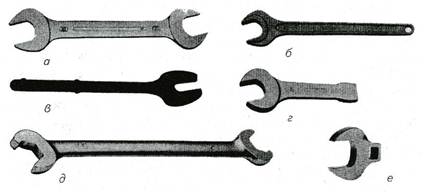
Рис. 10. Рожковые гаечные ключи: а - двусторонний; б - односторонний; в - односторонний затяжной; г -ударный; д - быстродействующий; е - «воронья лапа»
Основные типы гаечных ключей. Рожковые гаечные ключи (рис. 10) Используются следующие виды рожковых гаечных ключей:
-двусторонний - имеет две головки различных размеров, рабочий профиль которых состоит из двух параллельных губок (открытый зев). Как правило, размерности головок «соседствуют» в типоряде (например, 12 и 13 мм). Продольная ось головок отклонена от оси тела на 15° для удобства работы. В некоторых моделях ключей отклонение составляет 22,5°; 30°; 60°; 70° и 75°. Толщина самих губок может быть малой (для работы в труднодоступных местах), нормальной или большой (для работы с крепежом, изготовленным из мягких цветных металлов);
-односторонний - одна головка и удлиненное тело, что позволяет создать больший момент затяжки на крепеже. Используются в основном на сборочных конвейерах, где приходится работать с крепежом одного размера;
-односторонний затяжной - тело в виде цилиндрического хвостовика с шариковым фиксатором. При работе с крепежом больших размеров для создания больших моментов на инструмент надеваются специальные трубчатые удлинители;
-ударный - состоит из одной головки и короткого тела, имеющего на конце прямоугольный прилив («наковальню»), по которому ударяют молотком или кувалдой. Этот инструмент предназначен для крепежа больших размеров, где необходимый момент не может быть создан мускульным усилием, приложенным к ключу;
-быстродействующий - имеет измененную форму рабочего профиля и одну короткую губку, что позволяет быстро переставлять инструмент на крепеже. Для изменения направления вращения ключ переворачивают на 180°;
-«воронья лапа» - представляет собой отдельную головку. В ней есть отверстие в виде квадрата размером 1/4, 3/8 или 1/2" для различных видов приводов (удлинителя, привода с шарниром, угловой рукоятки и т. д.), которые используются с торцевыми головками. Этот инструмент применяют для работы в местах с очень ограниченным доступом;
-с профилированными губками (рис. 11) - имеет выступы на рабочих поверхностях, которые увеличивают количество пятен контакта и смещают их от углов граней крепежа. Это позволяет прикладывать повышенные рабочие усилия без повреждения элемента крепления. Эти ключи дают возможность отворачивать крепеж с частично деформированными (смятыми) углами.

Рис. 11. Рожковый гаечный ключ с профилированными губками
Основным достоинством рожковых ключей является способность действовать в местах с ограниченным доступом к крепежу. Основной недостаток - усилие на крепеж передается только в двух пятнах контакта, близко расположенных к углам граней (за исключением ключей с профилированными губками).
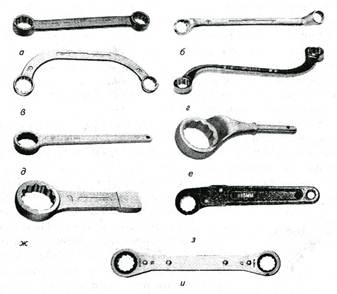
Рис. 12. Накидные гаечные ключи:
а - двусторонний с отгибом колец 15°; б - двусторонний «коленчатый»; в - двусторонний стартерный; г - двусторонний 8-образный; д - односторонний; е - односторонний затяжной; ж - ударныу; з -односторонний с разъемным кольцом; и - двусторонний с храповыми механизмами
Накидные гаечные ключи (рис. 12) представляют собой инструмент, рабочие профили которого находятся внутри двух колец (или одного кольца), надевающихся (накидывающихся) на крепеж. Для шестигранного крепежа рабочий профиль имеет 6 или 12 граней. Производят следующие виды накидных гаечных ключей:
-двусторонний - может быть плоским (оба кольца находятся в одной плоскости с телом), иметь кольца, отогнутые на угол 15; 22,5°, или с коленообразным соединением кольцевых частей с телом («коленчатый» накидной ключ);
-двусторонний «стартерный» - тело инструмента изогнуто в виде полумесяца;
-двусторонний 8-образный - тело ключа выполнено в форме латинской буквы 5;
-односторонние с удлиненным телом, затяжной и ударный - имеют конструкцию тела сходную с аналогичными рожковыми ключами и предназначены для тех же целей;
-с разъемным кольцом - его механизм позволяет раскрыть и закрыть кольцо (обычно 12-гранное) для надевания на длинные резьбовые соединения и трубопроводы. Под нагрузкой кольцо затягивается, а при обратном ходе ослабляется;
-с храповым механизмом («трещоткой») - для более быстрой работы внутри кольца встроен механизм, передающий усилие только в одну сторону, который может быть ступенчатым («звездочка») или бесступенчатым («фрикцион»). Направление вращения изменяется рычажным переключателем на ключе или поворотом инструмента на 180°. Ключи могут быть одно- и двусторонними. Кольца располагаются в одной плоскости с телом или под углом 15°. Этот вид ключей недопустимо применять для ослабления («срыва») и окончательного затягивания крепежа во избежание повреждения храпового механизма.
Достоинства накидных ключей - возможность прикладывать к крепежу значительные моменты (за исключением инструмента с храповым механизмом) и работать в местах с ограниченным доступом. Недостаток - неудобство работы на длинных резьбовых соединениях и невозможность работы на трубопроводах (за исключением инструмента с разъемным кольцом).
Комбинированные гаечные ключи (рис. 13) - инструменты, одна головка которого рожковая, а другая - накидная или торцевая. Обе головки имеют одну размерность. Комбинированные ключи по длине тела делятся на четыре вида: укороченные, стандартные, удлиненные, сверхдлинные. Выпускаются следующие виды комбинированных гаечных ключей:
-рожково-накидной - на одном конце головка рожкового, на другом - накидного ключа. Накидное кольцо может иметь 6 или 12 граней. Рожковая часть расположена в одной плоскости с телом или отогнута на 15°, а кольцевая на 15°; 22,5° или через небольшой коленчатый изгиб на 15°. Этот ключ может иметь в накидной части храповой механизм ступенчатого или бесступенчатого типа;
-рожково-торцевой - вместо накидного кольца имеет торцевую головку (6 или 12 граней), присоединенную на шарнире;
-твистер - инструмент, тело которого скручено на 90° по продольной оси. Это позволяет увеличить примерно на 40 % усилие, прилагаемое к ключу, так как рука воздействует на плоскость тела, а не на его ребро.
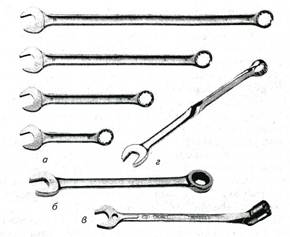
Рис. 13. Комбинированные гаечные ключи:
а - различной длины (сверхдлинные, удлиненные, стандартные, укороченные); б -с храповым механизмом в накидной головке; в- с шарнирной торцевой головкой; г - твистер
Накидные прорезные («трубопроводные») гаечные ключи (рис. 14) предназначены для работы с крепежом на различных трубопроводах. Кольца могут иметь 6 или 12 граней, располагаться в одной плоскости с телом или быть отогнуты на 15°. В каждом кольце выполнена сквозная прорезь под углом 45°, 30° или 60° к продольной оси тела ключа. Ширина прорези зависит от диаметра трубопровода. Не рекомендуется применять «трубопроводные» ключи для других работ, чтобы не повредить рабочий профиль инструмента.

Рис. 14. Накидной прорезной гаечный ключ
Разводные гаечные ключи (рис. 15) - инструменты с регулируемыми «под крепеж» размерами рабочего профиля. Выпускаются два вида разводных ключей:
-рожковый - имеет неподвижную и подвижную губки, последняя перемещается винтовым механизмом. При работе инструмент необходимо располагать так, чтобы конец подвижной губки «смотрел» по направлению вращения крепежа для обеспечения надежного захвата;
-накидной - внутри головки, отогнутой от тела ключа на 15°, расположен ползун, перемещаемый винтовым механизмом для изменения рабочего размера. Этот вид ключей передает усилие на крепеж в четырех точках.
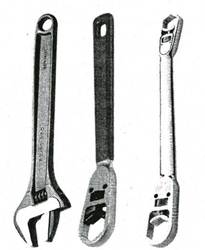
Рис. 15. Разводные гаечные ключи: а - рожковый; б - односторонний накидной; в - двусторонний накидной а б в
Достоинство разводных ключей - возможность работать с разными размерами крепежа. Недостаток - вероятность люфта подвижного элемента, что может привести к срыву с крепежа, а также к деформации его граней.
Качественный инструмент должен иметь:
-ровную, тщательно обработанную поверхность, с плотным, равномерным защитным покрытием без видимых дефектов (отслоений, разрывов покрытия и т. п.). Все дефекты покрытия приводят к коррозии;
-хорошо обработанный рабочий профиль без забоин, раковин, заусенцев и т. п.;
-строго параллельные губки рожковых головок;
-кольца одинаковой толщины и отверстие, находящееся точно по его центру для накидных и комбинированных ключей;
-четко срабатывающий и надежно фиксирующийся переключатель направления вращения (если он предусмотрен конструкцией) в храповом механизме;
-ясно читаемый логотип фирмы;
-сведения о материале инструмента или технологические надписи (CHROME STEEL ALLOY, CHROME VANADIUM, CHROME MOLIBDENUM - обозначение сплава; FORGED, DROP FORGED, FULLT FORGED - при изготовлении применялась ковка);
-обозначение размера крепежа, для работы с которым предназначен инструмент.
На высококачественном инструменте в маркировке может содержаться дополнительная информация:
-номер национального патента;
-номер ключа по каталогу фирмы-производителя;
-страна изготовления;
-гарантийные обязательства производителя (LIFE-TIME WARRANTY FULLY LIFE WARRANTY - «Пожизненная гарантия»).
В инструменте не должно быть:
-искривления тела относительно продольной оси (если это не предусмотрено конструкцией), что может быть следствием нарушения режимов термообработки или отсутствия выходного контроля качества;
-«проскоков» при вращении храповых механизмов;
-люфта в шарнирах комбинированных ключей с торцевыми головками.
Ручной инструмент общего назначения.
Ножи (рис. 16). Нож является наиболее универсальным инструментом, им разрезают кислородные шланги, режут тепловую изоляцию, снимают залипшие прокладки, его можно использовать вместо шабера и т. д.


Рис. 16. Канцелярский нож Рис. 17. Плоскогубцы
Плоскогубцы, круглогубцы, утконосы и бокорезы. Мощные силовые плоскогубцы (рис. 17) применяют для обжимки, поддержки раскаленных труб при пайке, перекусывании гвоздей и проволоки. Большие бокорезы применяют для обкусывания кабелей небольшого поперечного сечения.
Ключи гаечные. Не рекомендуется применять, но широко используются, разводные и газовые ключи; они имеют недостаток — срезают углы на головках болтов и гайках. Торцевые ключи пригодятся при работе, где есть крепление на множестве винтов, особенно удобны ключи с храповым механизмом (рис. 18). Шестигранные ключи могут понадобиться при работе с оборудованием и арматурой.

Рис. 18. Ключи с храповым механизмом
Напильники, шаберы, надфили, шкурки. Достаточно в наборе иметь два бархатных напильника: треугольный и круглый. Заточив кончик треугольного, можно получить шабер, которым зачищают заусенцы на медной трубе, остающиеся после резки труборезом. Шабер имеет три режущие кромки, его вставляют в трубу и, прокручивая, снимают заусенцы. Конструкции шаберов различаются (рис. 19), но все предназначены для снятия заусенцев. Круглый напильник пригодится для снятия окалины и заусенцев на стальной трубе после резки газом либо отрезной машиной. Набор надфилей нужен при работах по восстановлению резьбы, когда нет возможности восстановить ее плашкой.



a б в
Рис. 19. Шаберы: а – схема использования треугольного шабера; б и в различные конструкции шаберов
Ножовки по металлу (рис. 20). Применяют для резки труб, металлопроката. Ножовку в зависимости от вида монтажа можно применять либо стандартную, либо малую.
Молотки. Молоток редко требуется холодильщику, в основном при работе со стальными трубами для грубого отбивания окалины и выравнивания торца.
Рулетки, уровни. Рулетка, при работе с медными трубами рекомендуется не более 5 м длиной, она очень компактна. Для работы со стальными трубами длиной 20 м такая рулетка весит около 300 г и весьма громоздка. Уровень длиной не менее 400 мм необходим при укладке горизонтальных трубопроводов. Современные уровни (рис. 21) имеют лазерный луч, облегчающий работу с длинномерными трубопроводами.


Рис. 20. Ножовка по металлу Рис. 21. Лазерный уровень «Ridgid»
Пистолет для герметика (рис.22). Требуется лишь при герметизации отверстий в стенах, разрывов в изоляции, когда баллон с герметиком или монтажной пеной не приспособлен для самоопорожнения. Баллон вставляется в гнездо пистолета, при этом в дно баллона упирается шток. Нажимая на курок, монтажник выдавливает штоком дно баллона и из наконечника вытекает герметик.
Инструменты для обжимки кабеля (рис.23). Инструменты для обжимки кабельных наконечников бывают гидравлические и силовые. Гидравлические весьма удобны при обжимке наконечников кабелей, питающих электродвигатели, когда площадь сечения кабеля 120 мм2 и более. Крупные силовые применяют для того же, что и гидравлические, малые обжимки — для цилиндрических наконечников, надеваемых на концы многожильных кабелей.


Рис. 22. Пистолет для герметика Рис. 23. Инструмент для обжимки кабеля
Инструменты для зачистки кабеля (рис. 24). Обычно конец кабеля зачищают ножом либо бокорезами, но есть специальные инструменты для зачистки, самонастраивающиеся и с калиброванными отверстиями для каждого сечения кабеля. Их применение целесообразно до кабеля с сечением площадью 6 мм2.
Заклепочники (рис.25). Тяговый заклепочник со сменными насадками для заклепок различных диаметра и длины необходим для неразъемного соединения металлических пластин. Заклепка хвостовиком вставляется в насадку заклепочника, при этом рукояти инструмента максимально разведены, затем рабочей частью вставляется в отверстие в соединяемых деталях и рукояти сводятся. При сведении рукоятей хвостовик заклепки отрывается, на деталях остается сформированное заклепочное соединение.


Рис. 24. Инструмент для зачистки кабеля Рис. 25. Заклепочник
Набор резьбомеров, плашек и метчиков (рис. 26). Резьбомеры на дюймовую, трубную и метрическую резьбу требуются для выдачи задания, потому как резьбы на штуцерах оборудования и приборов бывают самыми разнообразными. Если подобрать резьбу по резьбомеру не удается, что нередко случается, следует сделать оттиск на бумаге или обеспечить токаря образцом резьбы. Плашками и метчиками в условиях монтажа можно восстановить поврежденную резьбу на приборе или агрегате, нарезать резьбу для временной заглушки или в отверстии.

Рис. 26. Набор резьбомеров, плашек и метчиков
Штангенциркули, колумбусы (рис. 27). Применяются для измерения диаметров и толщины стенок труб, работы с резьбами.
Строительные пистолеты. Применяются для закрепления жестяных коробов и лотков при раскладке электрического кабеля, различного металлопроката, стальной дюбель выстреливается при этом пороховым зарядом. Применение строительного пистолета небезопасно, кроме того, соединения, полученные с его помощью, неразъемные и не слишком надежные.


Рис. 27. Колумбус Рис. 28. Ножницы по металлу
Ножницы по металлу (рис. 28). Требуются для работы с алюминиевым и оцинкованным листом.
Маркеры. Спиртовой маркер черного цвета используют для разметки светлых поверхностей (алюминиевые листы, оцинкованные короба).
Мел. Используется для разметки стальных труб и темных поверхностей.
Зажигалки. Используются для зажигания горелок.
Инструмент с электрическим приводом.
Дрели, ударные дрели. Инструмент служит для сверления отверстий в металле, кирпиче и бетоне диаметром до 13 мм (под крепежные болты оборудования и хомутов); для сверления в бетоне используют победитовые или алмазные сверла. Желательно иметь дрель с самозажимным патроном и реверсом (рис. 29). В комплект к дрели дополнительно надо включить набор сверл по металлу диаметром 4-12 мм, набор сверл и буров (рабочая длина 250 мм) по бетону диаметром 6-13 мм. Потребляемая мощность 600-800 Вт, 220 В.
Перфораторы-бетоноломы (рис. 30). Используются для сверления отверстий в бетоне и кирпиче диаметром до 125 мм (полой коронкой) и глубиной до 1000 мм, пробивания отверстий и проемов. Бур перфоратора можно заменить на долото и использовать в качестве отбойного молотка. Буры бывают диаметром от 5 (рабочая длина 50 мм) до 40 мм (рабочая длина 920 мм), коронки с твердосплавными напайками — диаметром от 40 (рабочая длина 670 мм) до 125 мм (рабочая длина 670 мм).


Рис. 29. Дрель «Bosch» Рис. 30. Перфоратор «Bosch»
Отрезные машины (рис. 31). Имеют абразивный диск, кромкой которого режется или шлифуется металл. Следует соблюдать крайнюю осторожность, так как скорости резания велики, диск достаточно хрупкий, повреждения от отрезной машины бывают очень тяжелыми. Потребляемая мощность 900-2000 Вт, 220 В.
Монтажные пилы с абразивным диском (рис. 32). Представляют собой крупную отрезную машину, закрепленную на столе и снабженную тисками для закрепления труб и профиля. Применяются для резки стальных труб до Ду, равного 125 мм. Модифицированная монтажная пила, может разрезать трубы до Ду, равного 250 мм. Поворотный стол позволяет разрезать детали под различными углами. Потребляемая мощность монтажной пилы 2200 Вт, 220 В.


Рис. 31. Отрезная машина «Bosch» Рис. 32. Монтажная пила «Makita»
Шлифовальные машины. Шлифовальные машины бывают углошлифовальными и прямошлифовальными (рис. 33).
Углошлифовальная представляет собой уменьшенную копию отрезной, у прямошлифовальной абразивный диск более толстый и расположен перпендикулярно к корпусу, а не вдоль, как у отрезной машины. Применяются для снятия неровностей, заусенцев на торцах труб и удаления окалины со сварных швов. Потребляемая мощность 800-1800 Вт, 220 В.
Паяльники. При использовании многожильных проводов применяются для облуживания концов.
Шуруповерты аккумуляторные (рис. 34). Желательно не применять шуруповерты для затяжки винтов и саморезов малого срока работы аккумуляторов, невысокого усилия затяжки и опасности повреждения шлицов. Удобны для работы, где особых усилий затяжки не требуется.
Удлинители. При крупном монтаже следует иметь два-три барабанных удлинителя с длиной кабеля не менее 50 м, при небольшом монтаже можно использовать удлинитель длиной 20 м с двумя-тремя розетками, при этом площадь сечения кабеля удлинителя должна быть не менее 1,5 мм2.
Фонари. Переносной фонарь в форме ручки удобен при работе в труднодоступных и малоосвещенных местах.


Рис. 33. Прямошлифовальная машина Рис. 34. Шуруповерт аккумуляторный «Bosch» «Bosch»
Паечное оборудование, резаки, припой и флюсы.
Посты паечные (рис. 35). Пост состоит из горелки, в которой смешиваются пропан-бутан и кислород, подаваемые по шлангам (рукавам) от редукторов, закрепленных на баллонах.


Рис. 35. Оборудование для пайки: а – минипост; б – набор пайщика (наконечники, насадки, иглы)
Для пайки необходимо более низкое давление, чем то, с которым поставляются баллоны, и редуктор понижает давление до рабочего давления в горелке. Бытовые пропан-бутановые редукторы РДСГ-1 уже настроены на требуемое давление, регулируемые БПО 5 МГ, БПО 5-4 следует настроить на давление 0,5-1 кгс/см2; корпус и манометры красного цвета (рис. 36). Кислородные редукторы БКО-25-МГ, БКО-50-4, БКО-5-12.5 аналогичны пропановым, но имеют два манометра: один показывает давление в баллоне, другой — после редуктора. В заряженном баллоне давление 100-150 кгс/см2, а после редуктора — 1,5-5 кгс/см2. Корпуса редуктора и манометров синего цвета (рис. 37). Настройка редуктора осуществляется регулировочным винтом: вывернутый до отказа он закрыт, ввинченный до отказа — полностью открыт. Баллоны для кислорода используются вместимостью 40 (присоединительная резьба 3/4"), 2 и 1 дм3 (присоединительная резьба 1/2"). Пропановые баллоны более разнообразны: 50, 27, 12,5 л (присоединительная резьба 3/4" либо быстросменное присоединение для бытового редуктора), 1 л (присоединительная резьба М14х1,5). На 1-литровом баллоне можно не применять редуктор. На рис. 38 приведена схема паечного поста. 16 кислорода в контакте с маслом происходит мощный взрыв).

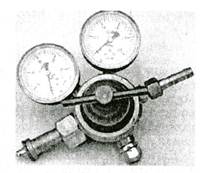
Рис. 36. Редуктор для пропана Рис. 37. Редуктор для кислорода
Соединяющие шланги выпускают с внутренним диаметром 9 и 6 мм, ниппели на редукторе и горелке должны иметь соответствующие диаметры.
Пропан-бутановые рукава красного цвета, кислородные — голубого, часто применяют черные морозостойкие рукава, на ниппеле рукав закрепляется винтовым хомутом.
Горелки используют инжекторные малой мощности (10-60 дм3/ч), обычно марок Г2-06, ГЗУ-3, ГЗУ-4, «Звезда», «Урал» с наконечниками, имеющими нагреватели и подогревающие камеры, и без них (от № 0 до № 3).

Рис. 38. Схема паечного поста
Резаки (рис. 39). Резак отличается от горелки тем, что у него есть дополнительный вентиль подачи кислорода, поток которого и разрезает металл, в остальном оборудование аналогично паечному посту.
Распространены универсальные инжекторные резаки РС-311, РС-ЗП, Р1-01П, Р2-01П, РС-ЗП, РЗПС(Д). Они оснащены сменными щелевыми наконечниками, дающими кольцевое пламя от № 0 до 6.
Факельные пропан-бутановые горелки (рис. 40). Состоит из пропан-бутанового баллона и горелки, выполненной в виде факела с ручкой пистолетного типа или без нее. В этой горелке нет принудительной подачи кислорода, но факел выполнен таким образом, чтобы подсасывать воздух, повышая температуру горения смеси пропан-бутана до 1600 °С. Горелка, смонтированная на 1-литровом пропан-бутановом баллоне.

Рис. 39. Резак Рис. 40. Факельная пропановая горелка
Электролитические газосварочные аппараты «Лига». Аппарат, основанный на разделении дистиллированной воды на смесь водорода и кислорода с последующим их смешением и горением в обычной горелке для пайки. Недостатками является большая масса — 19 - 38 кг (в зависимости от производительности), необходимость подключения к электросети (потребляемая мощность 1500-3000 Вт, 220 В). Можно рекомендовать при работах в городской черте для монтажа малых холодильных установок.
Припои. Латуни Л63 и Л68 (температура плавления 900-940 °С) используют при пайке меди и углеродистых сталей, припои ЛОК 62-06-04, ЛОК 59-1-03 (температура плавления 900-905 °С) на медной основе, содержащие кроме цинка небольшое количество олова и обеспечивают высокую плотность и герметичность шва. Медно-фосфористый припой применяют для пайки меди и латуни, при пайке меди не требуется применение флюса. Выпускают ПФ07(МФОЦ7-3-2), ПМФ7(МФЗ), ПМФ9, UNI1000 (температура плавления 700-850 °С). Паяное соединение припоем ПФОО(ПФОЦ7-3-2) работоспособно в интервале температур от минус 70 до 200 °С, недостатком является хрупкость, не рекомендуется для соединений нагнетательных трубопроводов.
Медно-фосфористые припои с серебром более пластичны и легкоплавки. По содержанию серебра бывают: ПСрФ2-5 — 2-5 % (температура плавления 800-820 °С), UNI1006 — 6 %, ПСрФ15-5, UNI1015 — 15 % (температура плавления 820 °С), ПСр25Ф 25 % (температура плавления 750 °С). Недостатком является их способность к ликвации и образованию ликвационной пористости, требуют быстрого нагрева. Серебряные припои ПСр45, ПСр62 имеют повышенные теплопроводность, пластичность, прочность, коррозионную стойкость и технологичность, применяются при пайке ответственных соединений меди и стали. Для пайки алюминиевых сплавов применяют припой 35А (температура плавления 525 °С).
Флюсы. Медные трубопроводы обычно паяют с флюсом ПВ209, пригодным и для пайки коррозионно-стойких и конструкционных сталей, температурный интервал активности 700-900 °С, фасуется в стеклянные банки, обычно по 200 г. Флюс ПВ284 предназначен для пайки меди и медных сплавов среднеплавкими припоями, коррозионно-стойких и конструкционных сталей, температурный интервал активности 700-900 °С. Флюс UNI1000, применяют для пайки меди, упаковка по 125 г. Не рекомендуется, но иногда применяется при пайке меди в качестве флюса бура, дающая в пламени горелки яркий ореол, вредный для глаз. При пайке алюминия применяют флюс 34А с температурным интервалом активности 420-620 °С.
Инструменты, приспособления и приборы для разметочных работ. При монтаже оборудования, находящегося во взаимной коммуникационной и технологической связи, большое значение имеет правильность и точность разметки. При ошибках в разметке перегреваются подшипники, происходит биение, задевание рабочих органов оборудования о неподвижные поверхности; подготовленные отверстия и проемы в стенах и перекрытиях не совпадают и их приходится пробивать, вырезать или просверливать заново.
Строительная и монтажная разметки. При выполнении механомонтажных работ в объектах с железобетонными перекрытиями для установки оборудования проводят последовательно две разметки строительную и монтажную.
Во время возведения зданий цехов и устройства в них междуэтажных перекрытий строители производят строительную разметку. Ее выполняют на опалубке перед армированием и бетонированием для правильного расположения фундаментов под оборудование и размещения закладных элементов для образования монтажных отверстий (для крепежных болтов, выпускных патрубков, самотечных трубопроводов и материалопроводов).
Систему осей и высотных отметок называют геодезическим обоснованием монтажа.
Монтажную разметку производят монтажники в подготовительный этап монтажного периода после распалубки перекрытий, стен и колонн и приемки от строителей помещений под монтаж оборудования.
Монтажная разметка включает: проверку правильности расположения главной, вспомогательных и рабочих осей, размеченных строителями, сверку их расположения с проектом и натурой и внесение необходимых поправок; разбивку и фиксирование общих монтажных осей для рядов оборудования на каждом этапе, строго увязанных с размеченными главной и вспомогательными осями; разметку рабочих монтажных осей и дополнительных отверстий для каждой из устанавливаемых на этих этажах машин или другого оборудования.
© 2010 Интернет База Рефератов