
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Курсовая работа: Технологія виробництва масла бутербродного методом перетворення високожирних вершків
Курсовая работа: Технологія виробництва масла бутербродного методом перетворення високожирних вершків
«Технологія виробництва масла бутербродного методом перетворення високожирних вершків»
Реферат
Метою курсової роботи є досконале вивчення процесу виготовлення вершкового масла методом перетворення високо жирних вершків.
Темою курсової роботи є «Виготовлення бутербродного масла 61,5%» у кількості 2 т за зміну.
Предметом дослідження є технологія виробництва масла бутербродного.
Обсяг роботи складає 53 сторінки; 50 сторінок пояснювальної записки до курсового проекту; 5 розділів; 13 таблиць; 2 додатки.
При написанні використовувався розрахунковий метод.
Ключовими словами є: сировина, масло, обладнання, сепаратор, масловиготовлювач, білок, масова частка жиру, маслянка.
Дан розрахунки можна використовувати при розробці масло цеху та при виробництв бутербродного масла.
Зміст
Вступ
1. Характеристика асортименту, основно сировини, товарних форм продукту
1.1 Товарознавчо-технологічна характеристика основної та допоміжної сировини
1.2 Класифікація та загальна характеристика асортименту та товарних форм продукту
2. Обґрунтування технології продукту
2.1 Аналіз та обґрунтування технології
2.2 Продуктовий розрахунок
2.3 Визначення показників якості та умов зберігання
3. Спецпитання
3.1 Об’єкт, та методи дослідження
3.2 Планування дослідження
3.3 Результати дослідження та обговорення
4. Проектний розділ
4.1 Підбір обладнання
4.2 Розрахунок площі цеху для виробництва продукту
5. Заходи безпеки функціонування технології
Висновки
Перелік літератури
Додатки
Вступ
Молочна промисловість належить до тих галузей народного господарства, що забезпечу населення України молочною сировиною і молочними продуктами.
Сучасна промислова переробка молока – це складний комплекс взаємопов’язаних хімічних, фізико-хімічних, мікробіологічних, біохімічних, біотехнологічних, теплофізичних та інших трудомістких і специфічних технологічних процесів. У виробництв питного молока та кисломолочних продуктів використовуються усі компоненти молока. Виробництво вершків, сметани, кисломолочного сиру, масла, сиру рунтується на переробці окремих компонентів молока.
Раціональна форма річного споживання молочних продуктів у перерахунку на молоко становить 438 кг на одну людину, у тому числі молока – 182 кг, масла – 5,5; кисломолочного сиру – 7,3; сметани 6,5; сиру твердого – 6,5; молока знежиреного та продукції з нього – 15,9 кг. Рівень споживання молочної продукції в нашій країні є явно недостатнім – в останні роки близько 210 кг (48% від норми). При цьому споживання молока і молочних продуктів населення за останні роки зменшилося майже на 40%.
У перспективі основної тенденції розвитку ринку молочних продуктів в Україн будуть такими самими, як і в усьому світі. Збільшуватиметься споживання сирів, молочних напоїв, біойогуртів, свіжих молочних продуктів. Незважаючи на постійну появу нових молочних продуктів, ринок питного молока в цілому залишається на одному рівні або дещо зменшиться. Залежно від зусиль підприємств молочно промисловості може відтворитися ринок збуту масла. Споживачі почнуть віддавати перевагу молочним продуктам, вироблених в екологічно чистих умовах.
Розвиток технології переробки молока і виробництва молочних продуктів визначається рівнем науково – технічного потенціалу країни та його сировинною базою. У свою чергу, впровадження новітніх технологій спрямована на формування оптимального асортименту молочних продуктів, зниження витрат на їх виготовлення та реалізацію при збереженні або підвищенні рівня економічності виробництва. При цьому зазначені проблеми слід розглядати з урахуванням сьогодення країни світової економіки в цілому.
Виробництво молочної продукції певною мірою залежить від розвитку тваринницької галузі, від одержання якісного молока з великим вмістом білку і жиру. В Україні за цей рік налічена тенденція до зниження обсягу заготівель молока в порівнянні з минулим роком на 10–15%. Сумська область при цьому скоротила обсяг заготівель молока на 11,8 тис. тон і займає одне середніх місць серед областей України. Найбільш відзначилися скороченням обсягу заготівель молока Полтавська, Харківська, Львівська області.
Виробництво вершкового масла в 2008 році складало 11,14 тис. тон. Для порівняння наводжу дані 2007 року, коли цей показник дорівнював 12,29 тис. тон.
Пріоритетним розвитком промисловості є
1. Зменшення масової частки жиру і збільшення білкової частини молока.
2. Введення технології молочних продуктів з різними смаковими добавками та ароматизаторами.
3. Максимальним використанням всіх складових частин молока.
4. Збільшенням кількості продуктів з високим вмістом біологічно активних речовин.
5. Розширення виробництва продукції із збільшеним терміном зберігання.
6. Використання у виробництві нових світових розробок в галуз пакувальних матеріалів. Коли при зміні кольору пакувальних матеріалів при яких умовах зберігали продукцію.
Перспективним методом обробки молока та молочних продуктів може стати використання іонізуючих випромінювань, що дасть змогу знищувати мікроорганізми без зміни первинно якості молока і використання таких природних явищ як бактерицидна фаза.
В Україні виробляють великий асортимент молока і молочних продуктів таких як: кисломолочні продукти (йогурт, кефір, ряжанку, простоквашу), плавлені сири, тверді сири, вершкове масло, спреди, кисломолочний сир.
Вершкове масло – один з основних молочних продуктів. У маслі міститься близько 1% білка, 0,4% молочного цукру, 0,15% золи та різна кількість солей. Масло особливо літнє, багате вітамінами, зокрема жиророзчинні: А, D, E, К. Масло вважається одним з найбільш енергетично цінних молочних продуктів (32,6 МДж). Відносна легкість засвоєння організмом вершкового масла дає підставу вважати його цінним продуктом харчування не тільки для здорової, але й для хворої людини.
1. Характеристика асортименту, основної сировини, товарних форм продукту
1.1 Товарознавчо-технологічна характеристика основної та допоміжної сировини
Основною сировиною для виробництва масла є молоко та вершки.
Молоко це біологічна рідина, яку виробляють молочні залози самок ссавців. Воно багате різноманітними поживними речовинами (таблиця 1.1.1).
Таблиця 1.1.1 Хімічний склад молока, %.
| Вид молока | Вода | Білки | Жири | Лактоза | Мінеральні речовини | ||
| всього | у тому числі | ||||||
| казеїн | альбуміни і глобуліни | ||||||
| Коров’яче | 85–89 | 2,9–4,1 | 2,4–3,2 | 0,5–0,9 | 3,0–5,1 | 4,5–5,0 | 0,6–0,8 |
| Козяче | 85–88 | 2,7–3,9 | 2,2–3,0 | 0,5–0,9 | 4,0–5,3 | 4,1–5,3 | 0,7–0,9 |
| Овече | 80–84 | 5,2–6,7 | 4,2–5,0 | 1,0–1,7 | 5,0–8,5 | 4,1–4,7 | 0,7–1,1 |
| Кобиляче | 87–91 | 1,8–2,6 | 1,0–1,4 | 0,8–1,2 | 1,4–2,3 | 6,2–7,0 | 0,2–0,5 |
У коров’ячому молоці міститься незначна кількість небілкових азотистих речовин (альбумоз, пептонів, амінокислот та ін.). жир має вигляд жирових кульок, вкритих зверху лецитино-протеїновою оболонкою. Жирові кульки дуже малі (від 3 до 3 млрд. в 1 мл). Температура плавлення молочного жиру становить від 27 до 35 ° С і набагато нижча, ніж у тваринних жирах.
Основний вуглевод коров’ячого молока – дицукрид лактоза. Лактоза надає молоку солодкуватого смаку та 1/3 енергетичної цінності. Вона здатна зброджувати молочнокислими і пропіоновокислими бактеріями і дріжджами.
Свіжовидоєне молоко має у своєму складі незначну кількість органічних кислот (молочну, лимонну, аскорбінову, вугільну). За зберігання сирого молока кислотність підвищується. Таке явище пояснюється розвитком мікроорганізмів, передусім молочнокислих бактерій.
У молоці містяться майже всі жиро- і водорозчинні вітаміни. Більшість вітамінів надходить з кормів. Деякі жиророзчинні вітаміни (D, K) синтезуються в організмі тварини. У молоці виявлено понад 50 мінеральних елементів, найбільш важливі з яких кальцій і фосфор.
Основна вимога яка ставиться до молока – сировини є його відповідність вимогам безпеки: ветеринарним нормам і правилам його отримання і рівня бактеріального обсіменіння згідно СанПІН 2.3.2.1078–01, також включають масову частку жиру, термостійкість та визначення органолептичних показників.
За показниками якості натуральності, кислотності, густини та температури замерзання молоко сортують згідно рецептур.
Вершки отримують сепаруванням молока. Вони мають широке застосування. З вершків отримують сметану і вершкове масло. Жирність вершків встановлюються в залежності від способу виробництва масла. При виробництві масла методом перетворення високожирних вершків жирність вершків становить 32–37%.
Для виробництва солодковершкового масла також застосовують:
– молоко незбиране сухе;
– маслянка сировина отримана при виробництві солодковершкового масла і маслянку суху;
– сіль кухонну «Екстра» або вищого сорту;
– аналог Е 160 Г., до застосування МОЗ України;
– бета-каротин мікробіологічний або бета-каротин в маслі «каротин»
мікробіологічний;
– ретинол (вітамін А) згідно діючих нормативних документів;
– вода питна.
Сировина матеріали, які застосовують для виробництва масла солодковершкового повинн відповідати вимогам діючих стандартів і технічних умов.
Дозволено для виробництва масла груп вершкового бутербродного топленого (молочного жиру) використовувати як сировину масло підсирне, масло вершкове, масло топлене збиране, молочний жир – згідно з чинними нормативними документами.
1.2 Класифікація та загальна характеристика асортименту та загальних форм продукту
Відповідно до вимог ГОСТ 37–91 «Масло коров'яче. Технічні умови», масло вершкове підрозділяється на:
– Вологодське з масовою часткою вологи 16% і не більш (зі свіжих вершків, що піддаються високотемпературно пастеризації, тому масло здобуває присмак горіха). Протягом місяця воно автоматично переходить у солодко-вершкове.
– Солодко-вершкове, кисло-вершкове (волога 16% не більш). Буває солоне (до 1% солі) і несолоне. Кисло-вершкове виробляється з додаванням закваски, що готується в цехах по виробництву заквасок і надходить по трубах.
– Любительське (не більш 20% вологи).
– Селянське (не більш 25% вологи): солодко-вершкове і кисло-вершкове (закваска – мезофільн стрептококи) – солоне і не солоне.
– Бутербродне (35% вологи).
– Топлене (0,7% вологи, 0,3% сухих речовин, 99% жир) з вершкового масла.
Масло з наповнювачами відповідно до ГОСТ 6822–67 «Масло шоколадне» (61,5% жир, 16% волога, 18% цукор, 2,5% какао). Виробляється на основі солодко-вершкового. У якості наповнювачів може використовуватися мед, мармелад, цукати (банани, абрикоси), сироп шипшини.
підсирне масло – із вершків, одержаних при сепаруванні сироватки, може бути солодковершковим та кисло-вершковим, солоним і несолоним; нестійке при зберіганні, має небажані присмаки, тому його звичайно направляють на переробку.
Останнім часом промисловість випускає нов види вершкового масла: селянське і дієтичне. Селянське масло вміщує вологи не більше 25% та жиру не менше 72,5%, може бути солодковершкове і кисловершкове. Дієтичне масло відрізняється підвищеним вмістом сухих знежирених речовин (до 14%), тому має солодкуватий смак. У склад плазми входять речовини, які надають продукту дієтичних властивостей: незамінні амінокислоти, фосфоліпіди, кальцій, фосфор, молочний цукор тощо; цих речовин у дієтичному маслі міститься більше, ніж в інших видах масла. Дієтичне масло містить молочного жиру не менше 60%, вологи не більше 26%.
Шляхом теплово механічної обробки вершкового масла або високожирних вершків одержують так види масла:
- плавлене – виготовляють із вершкового масла шляхом плавлення його при невисоких температурах з наступною розфасовкою в металеву тару;
- стерилізоване – виробляють із високожирних вершків шляхом стерилізації їх після попередньої обробки у вакуум-апараті з розфасовкою в металеву тару;
- пастеризоване – із високожирних вершків, вакуумованих, розфасованих в металеву тару та двічі пастеризованих; може бути виготовлене із вершкового масла, виробленого способом збивання із застосуванням вакууму, з наступною одноразовою пастеризацією масла в банках і охолодження у камері з використанням вібраційної мішалки для механічної його обробки;
- топлене – молочний жир, який містить не більше 1% вологи і таку саму кількість сухого знежиреного молочного залишку; повинне бути крупнозернистим, у розтопленому стані – прозорим без осаду; одержують із вершкового або підсирного масла шляхом перетопки;
- рафіноване – (молочний жир) за складом і властивостями близьке до топленого масла, відрізняється меншим вмістом сухих знежирених речовин молока;
- відновлене – одержане з чистого молочного жиру, за хімічним складом не відрізняється від вершкового масла;
- збите масло – кремоподібний продукт, відрізняється підвищеним вмістом повітря, може бути виготовлене із солоного або несолоного масла.
Залежно від товарних властивостей розрізняють солоне, несолоне, вологодське, любительське, топлене та інші види масла.
Фасування пакування масла, маркування тари
Масло вершкове фасують у ящики згідно діючої нормативно – технічної документації масою нетто по 20,0 і 24,0 кг і брикетами по 20, 100, 200, 250 г. Допустим відхилення до тари і пакувального матеріалу повинні відповідати діючій нормативно – технічній документації.
В якості пакувального матеріалу можуть бути використані: пергамент, алюмінієва фольга, а також полімерні і інші матеріали, дозволені для пакування масла Міністерством охорони здоров’я України. Пакувальний матеріал повинен з усіх сторін покривати моноліт масла.
При фасуванні масла монолітом внутрішню поверхню ящиків вистилають пергаментом марки А.
Листи пергаменту для ящика на 20 кг розміром 470х380 мм виготовляють на спеціальному шаблоні.
Листи пергаменту, призначені для бокових стінок ящика, накладають на шаблон так, щоб одна із сторін, рівна 470 мм, приходилася на його верхній край, а інш сторони виходили за краї шаблона по бокам на 450 мм і знизу на 52 мм. Кути пергаменту у верхній частині загинають уверх по ребрам скошених кутів шаблона. Останні три сторони пергаменту загинають униз по ребрам сторін шаблона. Виготовлений таким чином пергамент укладають в ящик:
· вистилають бокові сторони ящика листами пергаменту, виготовленими на шаблоні;
· укладають поздовжній лист розміром 250х760 мм таким чином, щоб він вкривав дно ящика приблизно на 132 мм і правий торець мав вільний кінець 400 мм для покриття верхньої сторони моноліту масла і 20 мм для отвору;
· укладають другий поздовжній лист розміром 250х760 мм, яким покривається дно і лівий торець ящика;
· рештою частин покривають поверхню масла другим шаром.
Допускається замість двох поздовжніх листів пергаменту розміром 250х760 мм використовувати один поздовжній лист розміром 250х1388 мм.
Підготовку укладання пергаменту для ящика на 24 кг проводять так само, як і для ящика на 20 кг.
Масло фасують монолітами за допомогою спеціальних машин і вручну.
При ручному фасуванню для запобігання деформації тари при надбавці масла, ящики установлюють в спеціальний станок. Масло невеликими порціями закладають дерев’яною лопаткою в ящики і ущільнюють за допомогою дерев’яного песта. Масло повинно бути набито щільно не допускаючи пустот як в моноліті масла, так і між маслом стінками тари. Для запобігання прилипання масла пест періодично змочують водою, а потім зайву воду струшують. Для запобігання утворення пустот і згинання пергаменту шматки масла кладуть в центр ящика, направляючи удари пестом від середини до краю. Після набивки масу нетто доводять до стандартної з урахуванням надбавки продукту на усушку, потім поверхню масла вирівнюють, закривають пергаментом і закривають ящик.
При використанні гомогенізатора масло подають в центр ящика і лопаткою рівномірно розподіляють по всьому ящику.
При машинному фасуванні масло безпосередньо з масловиготовлювача направляють машини для формування моноліту. Порядок роботи на фасувальних машинах викладений в нструкціях по їх експлуатації.
Маркування ящиків з маслом проводять згідно з інструкцією по маркуванню тари з маслом виготовленню краски.
Після закінчення процесу фасування ящики з маслом направляють в камеру охолодження зберігання.
Укладають ящики з маслом в камері в 3–4 ряди по висоті. Для прискорення охолодження масла між рядами укладають тонкі дерев’яні рейки. Після затвердіння масла (звичайно на наступний день) його укладають в штабеля висотою до восьми ящиків.
2. Обґрунтування технології продукту
2.1 Аналіз та обґрунтування технології
Виготовлення масла шляхом перетворення високожирних вершків відбувається безперервним (потоковим) способом. Процес включає наступні технологічні операції: якісна оцінка молока, приймання молока, нормалізацію та охолодження вершків, сепарування (40–45°С) та пастеризацію (85°С і вище), дезодорацію за потреби, повторне сепарування, подачу вершків у масловиготовлювач, розлив масла в ящики, охолодження.
Задача, приймання й перевезення молока на підприємства молочної промисловості повинні відповідати вимогам, викладеним в нструкції «Про порядок проведення державних закупівель (здачі й прийому) молока й молочної продукції». На підставі органолептичної оцінки й лабораторних досліджень молоко сортують, керуючись при цьому діючим державним стандартом на молоко заготовлюване ДСТУ 3662–97. Кількість прийнятого молока визначають зважуванням на вагах або по обсязі за допомогою спеціальних лічильників. Перед зважуванням молоко, прийняте безпосередньо від постачальників, фільтрують.
Прийняте молоко в можливо короткий строк направляють на переробку. У випадку змушеного зберігання молоко охолоджують зберігають при температурі не вище 10°С.
Молоко пастеризують за температури 83…85°С. Після пастеризації відбувається сепарування молока й одержання вершків. Оптимальна температура сепарування (35–45°С) обумовлює зниження його в'язкості, підвищення агрегації дрібних жирових кульок, збільшення різниці показників щільності жиру й плазми, що підвищує ефективність поділу фаз.
Сепарують молоко, як правило, на заводах з використанням сепараторів-вершковідокремлювачів, одержуючи знежирене молоко й вершки, що є вихідною сировиною для виробництва вершкового масла. Вершки являють собою емульсію молочного жиру (дисперсна фаза) у плазмі молока (дисперсійне середовище), стабілізовану білками молока й фосфоліпідами.
Пройдені перевірку якості, розсортовані в мкостях вершки 30–40% жирності температурою 10–12°С потрапляють самотоком в приймальний бак звідки цинтробіжним насосом перекачуються в трубчастий пастеризатор де нагріваються до 85–96°С.
Теплова й вакуумна обробка вершків. При правильно обраних технологічних режимах теплова й вакуумна обробка дозволя значно послабити або усунути повністю різні пороки смаку й запаху, що поряд з ретельним сортуванням вершків гарантує вироблення масла високої якості. У нашій країні при виробленні вершкового масла застосовують пастеризацію й дезодорацію вершків.
Пастеризація вершків. Вона призначена для повного знищення патогенних мікроорганізмів і максимально всієї іншо мікрофлори, інактивацію ферментів, що прискорюють псування продукту. Ефективність пастеризації забезпечується правильністю вибору температури нагрівання вершків і тривалості витримки їх при цій температурі.
Вибір режимів пастеризації обумовлюється якістю вихідних вершків і видом вироблюваного масла. Вершки при виробленн солодковершкового масла пастеризують при 85–96°С, а потім піддають дезодорації, чим забезпечується більше повне видалення з них летучих речовин – носіїв кормового й інших сторонніх присмаків і запахів.
Дезодорація вершків. Вона полягає в обробц гарячих вершків в умовах розрідження в спеціальних апаратах – дезодораторах. Сутність процесу полягає в паровій дистиляції з вершків речовин, що пахнуть, утворюючих з водяною парою азеотропні суміші, що киплять нижче температури кипіння води. При розрідженні 0,04–0,06 МПа вершки скипають при температурі 65 -70 °С. Пороки смаку й заходу вершків, які викликаються жиророзчинними речовинами дезодорацією не усуваються.
Після дезодоратора гарячі вершки температурою 75–80°С потрапляють в сепаратор для отримання високожирних вершків. Із сепаратора високожирні вершки по лоткам стікають в ванни для нормалізації, а маслянка подається по трубопроводу на подальшу переробку.
Нормалізація високожирних вершків. Процес має на меті стандартизації складу компонентів вироблюваного масла. Необхідний зміст вологи, а відповідно жиру й СЗМЗ у високожирних вершках легко одержати в процесі сепарування вершків. При зміні вологи у високожирних вершках у діапазоні від 16 до 38% масова частка в них СЗМЗ буде мінятися від 1,6 до 3,5%.
Одержання високожирних вершків із заданим змістом компонентів (жир, СЗМЗ, волога) виключає їхню нормалізацію й дозволя без додаткових витрат праці й енергії забезпечити стандартність складу масла й високу дисперсність у ньому вологи. При нормалізації високожирних вершків спостерігається тенденція до зниження продуктивності маслоутворювача й погіршенню консистенції масла. Цей вплив тим помітніше, чим більше вноситься використаної для нормалізації маслянки (вершків, знежиреного молока). Варіант нормалізації високожирних вершків наведені у таблиці 2.1.2.
Таблиця 2.1.2 Варіант нормалізац високожирних вершків
|
Варіант нормалізації |
Масова частка, % |
Кількість емульсованого жиру, % |
В'язкість (при температурі 60±1 °С) |
|
|
вологи |
СОМО |
|||
| Вершки при 92,5 – 95 °С | 58,8 | - | 92,2±2,1 | 21,8 ± 0,6 |
| Високожирні вершки (при 65 °С): | ||||
| до нормалізації | 19,3 | 2,0+0,22 | 86,3±2,5 | 38,2 ± 37,5 |
| після нормалізації | ||||
| вершками | 24,2 | 2,56±0,24 | 87,1±2,9 | 258,4±34,7 |
| маслянкою | 24,2 | 2,55±0,24 | 87,9±4,2 | 240,5±38,7 |
| знежиреним молоком | 24,2 | 2,39±0,23 | 89,4±4,1 | 206,7±32,7 |
| водою | 24,2 | 91,5±3,7 | 2,17±0,29 | 187,1±27,8 |
| Високожирні вершки, отримані із заданим змістом вологи | 24,2 | 2,6±0,21 | 86,9±2,3 | 292,1 ±33,2 |
Можливі випадки, коли високожирні вершки необхідно нормалізувати по двох із трьох зазначених показників: волозі й СЗМЗ або жиру й СЗМЗ. На підприємствах, як правило, практикують нормалізацію високожирних вершків по волозі, рідше по СЗМЗ. При нормалізації високожирних вершків необхідно знати їхній обсяг, масову частку вологи, СЗМЗ які визначають аналітично й по них розраховують кількість жиру.
Для нормалізації по волозі використають маслянку, незбиране й знежирене молоко, вершки 30–35%-ної жирності або пряжене молоко. У заводській практиці частіше використають маслянку й вершки, визначаючи їхню кількість по спеціальних таблицях, які наведені в технологічних нструкціях.
При нормалізації по СЗМЗ використовують згущене (сухе) знежирене молоко або маслянку, яку попередньо відновлюють у натуральному знежиреному молоці або маслянці.
З нормалізаційних ванн вершки ротаційним насосом – дозатором подаються в трьохциліндровий маслоутворювач. Готове масло температурою 12–15°С через спеціальний кран випливає у вигляді вільно падаючого струменя, має грузлу консистенцію й добре розподіляється по ящику. Після 2–3 хв витримки (у стані спокою) продукт застигає, утворюючи щільний моноліт. Фасування з урахуванням стану масла здійснюють наливом у заздалегідь підготовлені ящики які установлені на вагах, заздалегідь вистелені пергаментом або іншим дозволеним пакувальним матеріалом. При заповненні ящика масло періодично розрівнюють лопаткою. Поверхня масла вирівнюють спеціальною лінійкою й акуратно покривають довгим торцевим кінцем пергаменту, потім з іншої сторони коротким, потім бічними аркушами. Кришку картонного ящика закривають заклеюють спеціальною клейкою паперовою стрічкою. Остаточно охолоджують вершки в холодильній камері. Після 3–5 діб охолодження температура вершків знижується до +4… – 6°С. Внаслідок кристалізації жиру вершки набувають структури вершкового масла.
Процес виготовлення масла перетворенням високожирних вершків не перевищує 30 хв. У такий спосіб одержують від 60 до 65% всієї кількості вершкового масла.
Схема технологічного процесу виробництва масла
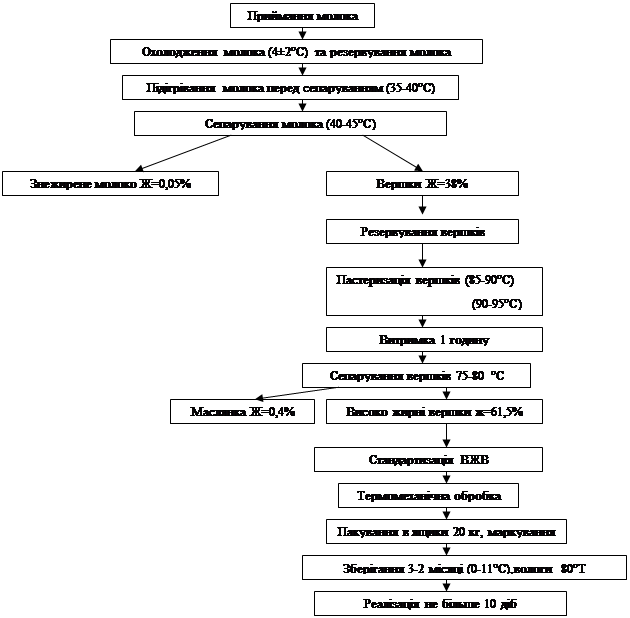
Схема 2.1.1
2.2 Продуктовий розрахунок
Продуктовий розрахунок масла бутербродного з масовою часткою жиру 61,5% в кількості 2000 кг, що має масову частку СЗМЗ 3,5%. Для виробництва беремо молоко коров’яче незбиране з масовою часткою жиру 3,8%. Процес виробництва перетворенням високожирних вершків.
Режим роботи цеху по виробництву продукції з незбираного молока за даними норм проектування наступні:
· Кількість умовної доби максимального навантаження протягом року 170;
· Розрахункова кількість змін роботи у добу максимального навантаження – 1;
· У рік – 170;
· Кількість годин роботи за рік 170 * 8 = 1360.
Розподіл продуктів за асортиментом наведені в таблиці 2.2.3.
Таблиця 2.2.3 Розподіл продуктів за асортиментом
Найменування |
Маса асортименту |
|
| % | т | |
| Масло бутербродне | 100 | 2 |
| всього | 100 | 2 |
Розрахунок масла бутербродного 61,5%
1. Визначаємо кількість вершків, що потрібно на виробництво 2 т масла за формулою 2.2.1:
Кв  ·
· ![]() , де (2.2.1)
, де (2.2.1)
Кв кількість вершків, кг
К масла – кількість масла, кг
Ж масла масова частка жиру масла, %
Ж маслянки масова частка жиру маслянки, %
Ж в-масова частка жиру вершків, %
П втрати, %
Згідно вимог наказу № 553 від 30.09.86 втрати становлять 0,5%
Кв  ·
·  3266 кг
3266 кг
2. Визначаємо кількість маслянки за формулою 2.2.2:
К маслянки = Кв – К масла, де (2.2.2)
К маслянки – кількість маслянки, кг
Кв кількість вершків, кг
К масла – кількість масла, кг
К маслянки = 3266 – 2000 = 1266 кг
3. Визначаємо кількість втрат маслянки, які становлять 2% згідно наказу №553 від 30.09.86 р за пропорцією:
1266
100 
х – 2
4. Визначаємо кількість маслянки з урахуванням втрат при виробництві за формулою 2.2.3:
К маслянки = К маслянки – Втрати, (2.2.3)
К маслянки = 1266–25,32 = 1241 кг
5. Визначаємо кількість молока коров’ячого незбираного Ж = 3,8%, що потрібно для отримання 3266 кг вершків з масовою часткою жиру 38% за формулою 2.2.4:
Км
 ·
·  , де (2.2.4)
, де (2.2.4)
Км кількість молока, кг
Кв кількість вершків, кг
Ж м масова частка жиру молока коров’ячого незбираного, %
Ж м. зн. - масова частка жиру молока нежирного, %
Ж в-масова частка жиру вершків, %
П втрати, %
Згідно вимог наказу № 1025 від 31.12.87 втрати становлять 0,4%.
Км
![]() ·
· ![]() 32920 кг
32920 кг
6. Визначаємо кількість молока знежиреного за формулою 2.2.5:
К м. зн. = Км - Кв, де (2.2.5)
Км кількість молока, кг
Кв кількість вершків, кг
К м.зн. – кількість молока знежиреного, кг
К м. зн. = 32920 – 3266 = 29654 кг
7. Визначаємо кількість втрат молока знежиреного за пропорцією:
29654
100 ![]()
х – 0,4
8. Визначаємо кількість молока знежиреного отримаємо з урахуванням втрат за формулою 2.2.6:
К м.зн. = К м.зн – Втрати (2.2.6)
К м.зн. = 29654 – 119 = 29535 кг
Дан продуктового розрахунку зводимо до таблиці 2.2.4
Таблиця 2.2.4 Зведені дані продуктового розрахунку
| Найменування | кг | % | кг жиру | Втрати | ||
| % | кг | кг жиру | ||||
| Поступило молоко коров’яче незбиране. | 32920 | 3.8 | 1251 | - | - | - |
| Вироблено масла бутербродне | 2000 | 61,5 | 1230 | 0,5 | 10 | 6,2 |
|
Залишок: Молоко знежирене |
29535 | 0,05 | 15 | 0,4 | 119 | 0,1 |
| Маслянка | 1241 | 0,4 | 5 | 2,0 | 25,32 | 0,1 |
Зробимо перевірку:
1241 = 1230 + 15 + 5 + 6,2 =1256
32920 = 2000 + 29535 + 1241 +10 + 119 + 25 =32930.
2.3 Визначення показників якості та умов зберігання
Вимоги до якості і складу масла регламентуються ГОСТ 37–91 «Масло коров’яче» і технічним умовам (ТУ) на окремі види масла які не входять в ГОСТ (російське, бутербродне і ін.).
Показниками якості масла коров’ячого являється вміст компонентів, фізико – хімічні і органолептичні показники (таблиця 2.3.5), не шкідливі для здоров’я людини. Всі продукти харчування, включаючи вершкове масло, на ряду з високою поживністю і біологічною цінністю повинні мати хороший зовнішній вигляд, приємний смак і запах.
Таблиця 2.3.5 Органолептичні показники
| Назва показника | Характеристика для масла | |
| солодковершкового | кисловершкового | |
| Смак і запах | Чистий, добре виражений вершковий з присмаком пастеризації та кисломолочний | |
| з присмаком пастеризації | кисломолочний | |
| В міру солонуватий для солоного масла | ||
| Дозволено: недостатньо виражений вершковий, слабко кормовий смак та смак пере пастеризації. | або невиражений: кисломолочний | |
| Консистенція та зовнішній вигляд | Однорідна, пластична, щільна поверхня на розрізі блискуча або слабкоблискуча, суха. Дозволено: недостатньо щільна і пластична, поверхня на розрізі злегка матова з наявністю поодиноких дрібних крапель вологи розміром до 1 мм. | |
| Колір | Від світло-жовтого до жовтого, однорідний по всій масі. | |
За фізико-хімічними показниками масло повинно відповідати вимогам, наведеним у таблиці 2.3.6.
Таблиця 2.3.6 Фізико-хімічні показники
| Назва групи масла | Масова частка жиру, % |
| Масло вершкове екстра | Від 80,0 до 85,0 |
| Масло вершкове селянське | Від 72,5 до 79,9 |
| Масло вершкове бутербродне | Від 61,5 до 72,4 |
| Топлене масло (молочний жир) | 99,0 (99,8) |
|
Примітка 1. Масова частка кухонної солі для масла солоного солодко – та кисловершкового, не більше ніж 1 0%. Примітка 2. У разі застосування: – вітаміну А – масова частка його повинна бути не більша ніж 10 мг/кг (у перерахунку на суху речовину); – бета-каротину масова частка його – не більша ніж 3 мг/кг (у перерахунку на суху речовину). |
|
Титрована кислотність, або рН плазми масла:
—не більше ніж 23 °Т або рН не менше ніж 6,25 – для солодковершкового;
—від 26 °Т до 55 °Т або рН від 6,12 до 4,50 – для кисловершкового.
Кислотність жирової фази масла не більше 2,5°К.
Температура масла під час відвантажування з підприємства-виробника в торговельну мережу та на промислові холодильники повинна бути не вища ніж 10°С у транспортній тарі та не вища ніж 5°С у спожиткові тарі.
За мікробіологічними показниками масло повинно відповідати нормам, наведеним у таблиці 2.3.7.
Таблиця 2.3.7 Мікробіологічні показники
| Назва показника | Норма для груп масла | ||||
| вершкового екстра і селянського | вершкового бутербродного | ||||
| солодковершкове та солоне солодковершкове | кисло вершкове та солоне кисловершкове | солодковершкове та солоне солодковершкове | кисло вершкове та солоне кисловершкове | ||
| Кількість мезофільних аеробних та факультативно-анаеробних мікроорганізмів, не більше ніж, КУО/г |
1,0 *105 |
– |
5,0 * 105 |
– | |
| Бактер групи кишкових паличок (коліформи), не дозволено, в г продукту | 0,01 | 0,01 | |||
|
ЗІарЬуІососсиз аигеиз, не дозволено, в г продукту |
1,0 | 0,1 | 0,1 | ||
| Дріжджі, КУО в 1,0 г, не більше ніж | 100 в сумі | 100 в сумі | |||
| Плісняв гриби, КУО в 1,0 г, не більше ніж | |||||
|
Патогенн мікроорганізми, зокрема бактерії роду ЗаІтопеІІа, не дозволено в г продукту |
25 | 25 | |||
Вміст токсичних елементів у маслі не повинен перевищувати гранично допустимих концентрацій зазначених у таблиці 2.3.8.
Таблиця 2.3.8 Вміст токсичних елементів
| Назва елемента | Допустимий рівень, мг/кг, не більше ніж | Метод контролювання |
|
Свинець Кадмій Миш'як Ртуть Мідь Цинк Залізо |
0,10 0,03 0,10 0,03 0,5 (0,4) 5,0 5,0 (1,5) |
ГОСТ 26932 ГОСТ 26933 ГОСТ 26930 ГОСТ 26927 ГОСТ 26931 ГОСТ 26934 ГОСТ 26928 |
| Примітка. В дужках зазначено показники масла, яке призначають для тривалого зберігання. | ||
Умови зберігання
Масло в холодильниках, холодильних камерах або спец приміщеннях за відносної вологості не більше 80% і таких температурних режимах:
Ÿ режим 1 – температура від 0 °С до мінус 5 °С включно;
Ÿ режим 2 температура від мінус 6 °С до мінус 11 °С включно;
Ÿ режим 3 температура від мінус 12 °С до мінус 18 °С включно.
Строки придатності до споживання масла монолітом у транспортній тарі, наведено в таблиці 2.3.9.
Таблиця 2.3.9 Строки придатності до споживання масла монолітом у транспортній тарі
| Назва групи масла | Строки придатності, у місяцях | ||
| Режим 1 | Режим 2 | Режим 3 | |
|
Масло вершкове екстра і селянське (окрім солоного) |
3 | 9 | 12 |
| Масло вершкове бутербродне (окрім солоного) | 2 | 2 | 3 |
| Масло вершкове солоне | 2 | 4 | 6 |
| Топлене (молочний жир) | 12 | 4 | 3 |
Строки придатності до споживання масла в споживчій тарі, наведені у таблиці 2.3.10.
Таблиця 2.3.10 Строки придатності до споживання масла в споживчій тарі
| Група масла та споживча тара | Строки придатності до споживання, не більше ніж | ||
| Режим 1 | Режим 2 | Режим 3 | |
|
Масло вершкове екстра і селянське: – герметична тара масою нетто до 50 г.; – герметична тара масою нетто від 50 г.; – негерметична тара |
15 45 35 |
Діб ЗО 75 60 | 60 90 75 |
|
Масло вершкове бутербродне: – герметична тара масою нетто до 50 г.; – герметична тара масою нетто від 50 г.; – негерметична тара |
15 ЗО 15 |
діб 25 45 20 | 55 25 |
|
Топлене масло (молочний жир): – у банках скляних; – у банках металевих; – у полімерній тарі негерметичній; – у полімерній тарі герметичній |
2 12 12 12 |
місяців 3 6 2 3 |
4 3 4 4 |
|
Примітка 1. Строк придатності до споживання масла у пергаменті марки В, згідно з ГОСТ 1341, не більше 15 діб незалежно від режимів зберігання. Примітка 2. Строки придатності до споживання масла у транспортній тарі визначають з дня виготовляння; у споживчій тарі – з дня фасування. Примітка 3. У разі фасування масла, яке вже зберігалося, з моноліту в споживчу тару, дата закінчення строку зберігання розфасованого масла не повинна перевищувати кінцевої дати споживання масла у моноліті. |
|||
Зберігання масла в споживчій тарі за температури не вище ніж 6 °С дозволено не більше 3 діб.
На підприємствах ресторанного господарства та у роздрібній торгівельній мереж масло можуть зберігати за температури не нижче ніж 6 °С та відносно вологості повітря не більше 80%.
Термін його зберігання з моменту надходження за вказаної температури не більше:
· для вершкового масла у моноліті – 10 діб;
· для топленого масла у транспортній тарі – 15 діб.
Транспортування та зберігання масла разом з рибою, копченостями, фруктами, овочами та іншими харчовими продуктами зі специфічним запахом не дозволено.
3.1 Об’єкт та методи дослідження
Об’єктом дослідження є масло бутербродне, що має масову частку жиру 61,5%.
Методи дослідження готового продукту:
1. Органолептична оцінка масла згідно ДСТУ 3662–97:
· смак;
· запах;
· консистенція;
· колір;
· якість пакування і маркування.
2. Фізико-хімічні показники:
· масову частку жиру визначають згідно з ДСТУ 1307238 або ГОСТ 5867;
· кислотність титровану та жирової фази масла або рН плазми масла – згідно з ГОСТ 3624;
· масову частку кухонної солі – згідно з ГОСТ 3627.
· температуру та масу нетто визначають згідно з ГОСТ 3622. Масу нетто масла в транспортній тарі визначають на вагах для статичного зважування звичайного класу точності, згідно з ГОСТ 29329;
· масову частку вологи згідно ГОСТ 3626–73.
3. Мікробіологічні показники:
· кількість мезофільних аеробних та факультативно – анаеробних мікроорганізмів, бактерії групи кишкових паличок (колі форми) згідно з ГОСТ 9225, дріжджі і плісняві гриби згідно з ГОСТ 10444.12;
· наявність патогенних та умовно патогенних мікроорганізмів контролюють санітарно-епідеміологічні установи за методами, затвердженими у встановленому порядку,:
· Масові частки: бета-каротину та аннато контролюють за фактичною закладкою згідно з рецептурою;
· вміст вітаміну А визначають за фактичною закладкою згідно з рецептурою або згідно з метометодиками, затвердженими Міністерством охорони здоров'я України у встановленому порядку;
· вміст будь-яких жирів, окрім молочного, контролюють згідно з ДСТУ ІЗО 6799 або методикою № 081/12–0086–03;
· вміст токсичних елементів визначають за методами згідно з таблицею 4 та ГОСТ 30178; готують проби – згідно з ГОСТ 26929;
· вміст мікотоксинів визначають згідно з МВ № 4082 [12]; антибіотиків – згідно з МВ № 3049 [13]; пестицидів – згідно з ГОСТ 23452 та ДСанПіН 8.8.1.2.3.4–000;
· вміст радіонуклідів визначають відповідно до чинних методів та методик, затверджених у встановленому порядку.
3.2 Планування дослідження
Відбирання проб масла та підготовка їх до аналізу згідно ГОСТ 26809.
Об’єм вибірки становить 5% одиниць транспортної тари в продукції, точкові проби відбирають щупом. При упакуванн масла в ящики щуп занурюють по діагоналі від торцевої стінки до центра масла при температурі масла нижче 10 °С, щуп нагрівають у вод температурою 38 ±2 °С.
Для складання об’ємної проби масла потрібно від нижньої частини стовпчика масла відібрати ножем точкову пробу близько 50 г. та вміщують в посуд для складання об’ємної проби. Об’ємну пробу вміщують на водяну баню температурою 30±2°С.
У маслі досліджують такі фізико – хімічні показники:
1. Визначення титрованої кислотності масла згідно ГОСТ 3624–92.
Кислотність масла визначають у градусах Кеттс Шофера °К, під яким розуміють об’єм у 0,1 моль/дм3 розчину КОН, NaOH необхідної для нейтралізації 5 г масла помноженого на 2.
У конічну колбу місткістю 50 см3 відважують 5 г масла, трохи нагрівають на водяній бані або сушильній шафі при температурі 50±5°С для розплавлення масла. Потім додають 20 см3 нейтралізованої суміш спирту з ефіром, 3 краплі розчину фенолфталеїну і титрують розчином КОН або NaOH до отримання слабо рожевого забарвлення, яке не зникає протягом 1 хвилини.
2. Визначення кислотності плазми масла.
У суху чисту склянку місткістю 250 см3 відважують 150 г. досліджуваного бутербродного масла. Склянку вміщують на водяну баню або сушильну шафу при температурі 50±5°С і витримують до повного розплавлення масла та його розділення на жир і плазму. Потім склянку виймають з бані і обережно зливають шар жиру, а плазму, що залишилася у склянці піпеткою переносять у жиромір, закривають гумовою пробкою і центрифугують 5 хвилин. Після цього жиромір із вмістом ставлять градуйованою частиною у склянку з водою витримують до моменту застигання молочного жиру. Вільну від жиру плазму виливають у суху чисту склянку і розмішують скляною паличкою. Потім додають 3 краплі фенолфталеїну і титрують розчином КОН або NaOH до отримання слабо рожевого забарвлення, яке не зникає протягом 1 хвилини. Кислотність виражається у °Т.
3. Визначення масової частки вологи.
У суху алюмінієву склянку кладуть 5–10 г. масла за допомогою металевого тримача. Масу підігрівають до припинення пітніння холодного дзеркала, яке тримають над склянкою.
Масову частку вологи визначають за формулою 3.2.7:
 , (3.2.7)
, (3.2.7)
![]()
де В-масова частка вологи, %;
m – m1 – масова частка наважки з маслом до і після моменту випаровування, г;
m0 – маса алюмінієвої склянки, г.
4. Масова частка жиру визначається за формулою 3.2.8:
Ж масла несоленого = 100 – (В + СЗМЗ масла), (3.2.8)
де В-масова частка вологи, %;
СЗМЗ сухий знежирений молочний залишок масла.
Органолептичн показники:
1. Зовнішній вигляд, колір, консистенцію, якість пакування та маркування перевіряють візуально.
2. Смак і запах – визначається органолептично за температури 12± 2°С.
3.3 Результати дослідження та обговорення
Після проведення фізико-хімічних дослідів та органолептичної оцінки (таблиця 3.3.12) масла бутербродного 61,5% торгової марки «Добряна» м. Суми маємо наступний результат:
Таблиця 3.3.12 Органолептична оцінка молока
| Назва показника | Характеристика масла |
| Смак і запах | Чистий, добре виражений, вершковий |
| Консистенція та зовнішній вигляд | Однорідна, пластична, щільна, поверхня на розрізі блискуча або слабо блискуча з наявністю поодиноких дрібних крапель вологи розміром до 1 мм |
| Колір | Від світло-жовтого до жовтого, однорідний за всією масою |
Після визначення фізико-хімічних показників маємо наступний результат:
· кислотність – 22° Т;
· температура – 4° С;
· вміст вологи – 35%;
· масова частка жиру – 61,5%;
· вага – 200 г.
Масло відповіда всім вимогам ДСТУ 4329–2005 і придатне до вживання.
4. Проектний розділ
4.1 Підбір обладнання
На 2000 кг виробництва масла бутербродного підбираємо лінію П8 – ОЛУ продуктивністю 700 кг/год. Лінія працюватиме протягом 3 годин. Підготовка лінії до роботи, роботи зв’язані з закінченням роботи лінії складають 1,5–2 години. Так лінія працюватиме в одну зміну протягом 5 годин.
Тому при виробництві 2000 кг масла використання лінії П8 – ОЛУ буде доцільним. Лінія комплектується із заводу виробника.
Для перекачування молока насос марки 36 МЦН-10 потужністю 10т/год. Для перекачування 33т молока ми встановлюємо 1 насос. За допомогою насосу молоко подається для зважування на вагах типу СМИ‑500–1 шт. Молоко витікає у ванну, яка розміщена під насосом.
Потім за допомогою насосу 36 МЦН‑10 молоко подається на охолоджувач типу ОО1‑У10–10, на лінії розміщено 2 охолоджувачі. Після охолоджувача молоко потрапляє в резервуар типу В2‑ОМГ‑10 та Г6 – ОМ6 – 25, яких на лінії стоїть два.
З резервуару молоко подається насосом марки 36 МНЦ‑10 на підігрівач типу А1‑ОНЛ‑10 в кількості 1 шт.
Після підігрівання молоко подається на сепаратор типу Ж5‑ОС2‑НС‑10, потужністю 10000 кг/год. На лінії стоїть 2 сепаратори. Де отримують вершки 30 40% жирності та молоко нежирне з масовою часткою жиру 0,05%.
Молоко знежирене переходить на подальшу переробку, а вершки температурою 10–12°С подаються в приймальний бак Р3 – ОНС з поплавковим регулятором рівня ємкістю 250 л звідки цинтробіжним насосом нагнітаються в трубчастий пастеризатор, де пройшовши обидві секції, нагріваються до температури 85–96°С і під напором який лає насос направляються в накопичувальний бак, або спочатку в вакуум дезодоруючу установку, а з неї насосом в той же бак. З баку гарячі вершки поступають самотоком по трубопроводу в сепаратор ОСД – 500 для отримання високожирних вершків. Із сепаратора високожирні вершки по лотках стікають в ванни для нормалізації ВН – 600, а маслянка з бака насосом подається по трубопроводу на подальшу переробку. Ванн працюють по черзі. Доки одна з ванн наповнюється, в другій відбувається нормалізація по волозі, а з третьо нормалізовані вершки ротаційним насосом – дозатором НРДМ подаються в трьохциліндровий маслоутворювач Т1‑ОМ‑2Т.
Готове масло температурою 12–15°С через спеціальний кран поступає в ящики установлені на вагах РН 50Ш13–1, які встановлені на столі. Звішене і упаковане масло транспортується в холодильну камеру.
Перелік технологічного обладнання, яке використовується для виробництва масла бутербродного наведений в таблиці 4.1.13.
Таблиця 4.1.13 Перелік технологічного обладнання. Приймання молока
Обладнання |
Марка | Продуктивність, кг/год |
Кількість, шт. |
| Ваги |
СМИ – 500 |
500 | 1 |
| Охолоджувач | ОО1‑У10–10 | 10000 | 2 |
| Приймальний резервуар |
В2 – ОМГ Г6 – ОМ6 |
10000 25000 |
1 1 |
| Цинтробіжний насос | 36 МЦН‑10 | 10000 | 1 |
| Пластинчатий теплообмінник | А1‑ОНЛ‑10 | 10000 | 1 |
| Сепаратор | Ж5‑ОС2‑НС‑10 | 10000 | 2 |
Лінія П8 – ОЛУ – 700 кг/год в комплект входить
| Приймальний бак |
Р3 – ОНС |
250 л | 1 |
| Трубчастий пастеризатор |
Т1‑ОУК |
10000 | 2 |
| Дезодораційна установка | ОДУ | 1 | |
| Сепаратор |
ОСД – 500 |
500 | 2 |
| Бак для пахти Р3 – ОНЯ | 1 | ||
| Нормалізаційна ванна | ВН – 600 | 600 | 3 |
| Насос дозатор | НРДМ | 1 | |
| Трьохциліндровий маслоутворювач |
Т1‑ОМ‑2т |
700 | 1 |
| Ваги | РН‑50Ш13М‑1 | 2 | |
4.2 Розрахунок площі цеху для виробництва масла бутербродного 61,5%
Розрахунок цеху можна здійснити такими способами: по питомій площі підприємства (м2); по сумарній площі технологічного обладнання з урахуванням коефіцієнта запасу площі на обслуговування технологічного обладнання (м2); способом моделювання обладнання в приміщеннях.
Відповідно до діючого будівельними нормами і правилами (СНіП) площі виробничих будинків поділяють на наступні основні категорії:
1. робочу площу (приміщення основного виробничого призначення) – цехи; лабораторії; термостатні камери та камери для охолодження продуктів; заквасочні; камери дозрівання сирів; відділення для посолки сирів, їхньо мийки, парафінування і упаковування; відділення для наведення і пастеризац розсолу, мийки форм і серпянок; різні комори і конторські приміщення, що знаходяться у виробничих цехах;
2. підсобні і складські приміщення – бойлерна, вентиляційна, трансформаторна, компресорна, приміщення технічного призначення, ремонтно-механічні майстерні, тарні майстерні, камери збереження готово продукції, експедиції, склади припасів, склади тари й ін.;
3. допоміжні приміщення – побутові, площі заводоуправління, конструкторські бюро, приміщення громадських організацій, культурного обслуговування й ін.
Для розрахунку приміщень основного виробництва використовують спосіб розрахунку по питомій площі цеху (м2) на одиницю потужност цеху.
Питомі норми площі залежать від типу підприємства і його потужності. Дані норми знаходяться в додаткових матеріалах. Приймальне відділення при обсязі переробки молока до 60 т/зміну має питому норму площ – 4,8м2/т.
Площу приймального відділення визначаємо за формулою 4.2.9:
F = A × f, де (4.2.9)
А потужність цеху, т у зміну;
f питома норма площі, м2/т.
F = 33 * 4,8 = 158 м2/т.
158: 36 = 4 будівельних квадрати
Апаратне відділення при обсязі переробки молока до 60 т/зміну ма питому норму площі – 9 м2/т.
Визначаємо площу апаратного цеху за формулою 4.2.9:
F = 33 * 9 = 297 м2/т
297: 36 = 8 будівельних квадрати.
Площу цеху по виробництву молока пастеризованого при потужност цеху до 3,2 т/зміну має питому норму площі – 100 м2/т.
Визначаємо площу цеху по виробництву молока пастеризованого за формулою 4.2.9:
F = 2 * 100 = 200 м2
200: 36 = 6 будівельних квадрати
Загальна площа цеху по виробництву молока пастеризованого становить:
Fзагальне = 4+ 8 + 6 = 18 будівельних квадратів.
Підбираємо проектну площу цеху по без цеховій структурі з сіткою колон 6 x 6, тобто А – Е – 6; 1 – 3 – 3.
5. Заходи безпеки функціонування технології
До заходів безпеки відносяться: технохімічний та мікробіологічний контроль, санітарні норми, контроль режимів миття та дезінфекції обладнання, НАССР.
Питання стандартизації та якості харчової продукції мають дуже важливе значення. Адже тільки якісна продукція може бути випущена в реалізацію. Для здійснення контролю якості на підприємстві функціонує виробнича лабораторія.
Основними задачами виробничої лабораторії є:
- контроль якості сировини та допоміжних матеріалів;
- контроль технологічних процесів обробки;
- контроль якості готової продукції, упаковки, маркування, порядку випуску продукції з підприємства;
- контроль режимів і якості миття та дезінфекції посуду, апаратури, обладнання;
- контроль якості реактивів, миючих та дезінфікуючих засобів;
- контроль витрат сировини.
Лабораторія здійснює свою роботу згідно з діючими стандартами, інструкціями по технохімічному та мікробіологічному контролю. Кожна лабораторія повинна пройти акредитацію і отримати ліцензію на право проводити дослідження.
Основними задачами технохімічного контролю є забезпечення виготовлення стандартного по складу та якості продукції з найменшими витратами сировини і жиру, зниження втрат сировини і жиру в виробництві, випуск масла безпечного для здоров'я людей.
Незалежно від методу виробництва масла кожна партія поступаючого молока, вершків та масла контролюється за органолептичними та хімічними показниками. Органолептичні та фізико-хімічні показники масла повинні задовольняти вимоги стандарту ДСТУ 4399:2005 «Масло вершкове». Для здійснення технохімічного контролю дозволено використовувати стандартні методики, методи та прилади які за своїми метрологічними та технічними характеристиками задовольняють вимогам стандарту ДСТУ 4399:2005 «Масло вершкове» і мають відповідне метрологічне забезпечення згідно з чинним законодавством України.
Масову частку жиру визначають згідно ГОСТ 5867, кислотність титровану та жирової фази масла або рН плазми масла – згідно з ГОСТ 2624 або ГОСТ 26789.
Температуру та масу нетто – згідно з ГОСТ 3622. Масу нетто масла в транспортній тар визначають на вагах для статичного зважування звичайного класу точності згідно з ГОСТ 29329.
Масов частки: бета-каротину та аннато контролюють за фактичною закладкою згідно рецептури.
Вміст вітаміну А визначають за фактичною закладкою згідно рецептури або згідно методик, затверджених Міністерством охорони здоров'я України у встановленому порядку.
Вміст будь-яких жирів, окрім молочного, контролюють згідно з ДСТУ ІSО 6799 або методики № 081/12–0086–03.
Вміст радіонуклідів визначають відповідно чинних методів та методик, затверджених у встановленому порядку.
Основна задача мікробіологічного контролю – забезпечення випуску продукції високо якості, підвищення її смакових і харчових властивостей.
Мікробіологічний контроль при виробництві масла заключається в перевірці якості молока, що постачається; вершків; матеріалів; готової продукції; а також в контролі за дотриманням технологічних і санітарно – гігієнічних режимів виробництва.
За мікробіологічними показниками масло повинне відповідати нормам, що встановлю стандарт ДСТУ 4399:2005 «Масло вершкове».
Мікробіологічн показники масла визначають згідно з ГОСТ 9225.
Згідно з інструкцією мікробіологічного контролю вершкового масла, у вершках до і після пастеризації визначають загальну кількість бактерій і бродильний титр не рідше 1 разу в місяць. Бактерії групи кишкової палички повинні бути відсутні в 10 мл вершків.
У вершках з-під сепаратора і перед збиванням визначають загальну кількість бактерій і бродильний титр не рідше 1 разу в місяць.
В маслі 2 рази в місяць визначають кількість протеолітичних бактерій, дріжджів, плісняв і бродильний титр. В солодковершковому маслі 2 рази на місяць визначають також і загальну кількість бактерій. В маслі, що атестоване на державний знак якості, загальну кількість бактерій і титр бактеріальної групи кишкової палички визначають не рідше 1 разу в 10 днів.
Вміст мікотоксинів визначають згідно з МВ № 4082; антибіотиків – згідно з МВ №3049; пестицидів – згідно з ГОСТ 23452 та ДСанПІН 8.81.2.3.4. – 000.
Сертифікацію системи якості підприємства – виробника продукції здійснює орган з сертифікац систем якості.
Випробування продукції з метою сертифікації проводиться акредитованою роботою. Лабораторія, яка має проводити випробування визначається органом з сертифікації продукції в рішенні за заявкою.
Заявник надає зразки (пробу продукції) для проведення випробувань та технічну документацію на них. Склад технічної документації встановлюється органом з сертифікації.
За результатами випробувань лабораторія подає до органу з сертифікації продукц протокол випробувань, який підписаний виконавцями робіт і затверджений керівником акредитованої випробувальної лабораторії.
При позитивних результатах протокол випробувань передається органу з сертифікац продукції і копії-заявнику. У разі отримання негативних результатів хоча б за одним з показників випробувань, випробування припиняються.
Усі процеси приймання, переробки і зберігання молока і молочних продуктів повинні проводитися в умовах ретельної чистоти і охорони їх від забруднення псування, а також від попадання в них сторонніх предметів і речовин.
Молочна продукція повинна вироблятися суворо у відповідності з нормативною документацією, узгодженою Міністерством охорони здоров'я України та зареєстрованою Держстандартом. Відповідальність за дотримання умов технологічних інструкцій покладається на майстрів, технологів, завідуючих виробництвом і начальників цехів (дільниць).
Підприємства не повинні приймати молоко без довідок, які видаються щомісяця органами державної ветеринарної медицини про ветеринарно-санітарне благополуччя молочних ферм і підприємств по виробництву молока. Від індивідуальних здавальників аналогічні довідки повинні подаватися один раз на місяць.
Молоко і вершки із господарств, неблагополучних щодо захворювання тварин туберкульозом, лейкозом, бруцельозом та іншими зооантропонозними захворюваннями, слід приймати у відповідності з діючими інструкціями по боротьб з цими інфекційними хворобами, відповідними санітарними та ветеринарними правилами та ветеринарного законодавства.
В товарно-транспортній накладній на молоко або вершки, які можна вивозити згідно ветеринарного законодавства із неблагополучних господарств, робиться запис – «Пастеризовані» вказується температура пастеризації. Кожна партія молока або вершків із неблагополучних господарств перевіряється заводською лабораторією на ефективність пастеризації згідно з ГОСТом 3623–73 може бути прийнята тільки після отримання негативної реакції на пероксидазу.
У цеху приймання молока слід мати журнал реєстрації, де вказується з якого господарства, у якому вигляді (охолоджене, пастеризоване) надійшло молоко, його сорт, кількість.
Прийняті молоко і вершки повинні фільтруватися і негайно охолоджуватися до температури +4 ± 2 °С або направлятися на пастеризацію.
Після пастеризації молоко або вершки охолоджують до температури +4±2°С і направляють на розлив.
У випадку виробничої необхідності зберігання пастеризованого молока або вершків в резервуарах до розливу більше 6 годин при температурі +4±2°С їх слід направляти на повторну пастеризацію перед фасуванням.
З метою попередження попадання в продукцію сторонніх предметів при надходженн на підприємство борошна, цукру їх необхідно просівати; молоко повинно фільтруватися, очищуватися на молоко очисниках;
Категорично забороняється проведення ремонтних робіт і дезінфекц приміщень у період виготовлення продукції. Не допускається залишати у виробничих цехах ремонтні інструменти; під час виробничого циклу допускається проведення ремонту обладнання тільки за умови обов'язкового його огородження переносними екранами.
В кожному цеху слід вести облік предметів, які б'ються, а також повинен бути витяг з інструкції про попередження попаданнясторонніх предметів у молочну продукцію.
Подачу тари та інших матеріалів для упаковки готового продукту слід здійснювати через коридори або експедицію, при цьому необхідно минати інш виробничі приміщення.
Не допускається зберігання тари і пакувальних матеріалів безпосередньо у виробничих цехах, вони повинні зберігатися в спеціально виділеному приміщенні.
Маркування продукції слід проводити згідно з нормативно-технічною документацією.
Після закінчення технологічного процесу на продукт виписується посвідчення про якість у відповідності з інструкцією по технічному контролю від 30.12.88 р.
Температура і вологість у камері або у складі зберігання готово продукції, повинні контролюватися лабораторією 2–3 рази за зміну. Результати контролю фіксуються у спеціальному журналі.
Випуск готової продукції повинен здійснювати експедитор, комірник або майстер, які несуть дисциплінарну відповідальність за випуск продукції.
Кожну партію готової продукції слід оформляти окремим посвідченням про якість.
Не допускається до реалізації продукція у забрудненні, пошкодженій упаковці, з нечіткою манкіровкою, порушеними пломбами.
Технологічний брак повинен перероблятися згідно з діючою інструкцією про порядок виявлення і обліку браку від 04.02.72 р.
Контроль сировини, яка надходить на підприємство, готово продукції, технологічних процесів, санітарно-гігієнічних умов виробництва продукц повинна здійснювати лабораторія підприємства згідно з інструкцією по мікробіологічному контролю від 28.12.87 р., інструкцією по технічному контролю від 30.12.88 р. та з інструкцією по організації та проведенню мікробіологічних досліджень від 01.09.93 р., та МВ 5.08.07/1232–96.
При відсутності лабораторії робота молочного підприємства забороняється.
Правильний догляд за обладнанням, його миття та дезінфекція сприяють підвищенню якості молочних продуктів, усувають можливості розвитку мікрофлори на обладнанні. Для миття обладнання застосовують такі хімічні засоби: карбоніт натрію кришталевий (кальцинована сода), силікат натрію (рідке скло), фосфат натрію (тринатрій фосфат), гідроокис натрію (каустична сода), азотна кислота та синтетичні мийн засоби, дозволені органами МОЗ. Для миття технологічного обладнання та посуди застосовуються різні мийні суміші, виготовлені на хімічному заводі або змішуванням окремих компонентів на підприємстві: суміш № 1 призначена для миття обладнання, яке не торкається гарячого молока та виробленого з корозієстійкої сталі або іншого металу з олов'яним покриттям.
Суміш №2 для обладнання, виготовленого з алюмінію.
Суміш №3 – для видалення молочного нальоту з обладнання, яке торкається гарячого молока (крім виконаного з алюмінію).
Суміш №4 – для обладнання тари, виготовленої з скла та фарфору.
Концентрація мийних розчинів залежить від об'єктів миття, їх вибирають згідно з Інструкцією з миття та дезінфекції обладнання.
Робочі розчини кислот та лугів або мийних сумішей, які з сухих речовин або концентрованих розчинів слід готувати з дотриманням техніки безпеки в емальованому або корозієстійкому посуді.
Для приготування мийних та дезінфікуючих розчинів, для обполіскування обладнання застосовується водопровідна вода, згідно з вимогами ГОСТ 2874–73 «Вода питна». Матеріали, які виробляються для приготування мийних та дезінфікуючих розчинів повинні бути перевірені на відповідність вимогам НТД.
Для дезінфекції обладнання застосовують розчини хлорного вапна концентрацією 100…400 мг/л активного хлору залежно від призначення обладнання. Готують їх з концентрованого 10%-ного розчину.
Після миття та дезінфекції обладнання треба добре промити водопровідною водою до повного видалення мийних (контроль на фенолфталеїн або лакмусовий папір) та дезінфікуючих засобів (контроль – відсутність запаху хлору). Контроль режиму та якості миття проводять за діючою інструкцією з санітарного оброблення обладнання на підприємствах молочної промисловості.
Миття пластинчастих та трубчастих пастеризаторів проводять до повного видалення слідів кислоти та залишків лугу.
Ефективність обполіскування водою визначають за допомогою лакмусового паперу.
Миття обладнання та молокопроводів здійснюється згідно з «Інструкцією про санітарне оброблення на підприємствах молочної промисловості».
Обладнання, яке не використовується більше 6 годин перед початком роботи повторно дезінфікується. Підприємство повинно мати запас миючих та дезінфікуючих засобів не менше ніж на 3 місяці.
Лабораторія підприємства здійснює контроль за миючими та дезінфікуючими розчинами: 2–3 рази за зміну контролюють концентрацію розчину, його температурні режими та якість ополіскування пробою на залишкову мутність по фенолфталеїну.
Мікробіологічний контроль якості миття оцінюють по кожній одиниці обладнання, не рідше 1 разу на 10 днів.
Особливістю миття пастеризаційно-охолоджувальних установок для теплової обробки молока при високих температурних режимах є видалення миючим розчином не тільки залишків молока, а й молочного каменю, що зберігає мезофільні бактерії та затриму тепловіддачу при пастеризації. Миття таких установок проводиться після закінчення робочого циклу але не рідше ніж через 6–8 годин безперервної роботи.
Для виробника продуктів харчування життєво важливим є впровадження надійної системи управління якістю, яка здатна постійно функціонувати в умовах масового виробництва і терміново реагує на відхилення від заданих параметрів.
Система управління якістю охоплює всю організацію (відповідальність, методи, процеси) управління підприємства щодо дієвого й ефективного виконання цілей підприємства, визначених у політиці якості. Прогрес суспільства, особливо в останн десятиліття, супроводжується різким зростанням рівня ризиків для безпечного життя людини, зумовленим подальшим ростом виробництва. Одночасно та пропорційно суспільство збільшує вимоги і гарантії щодо безпечності виробленого продукту для людини. Харчові продукти та умови і засоби їх виробництва зазвичай основними джерелами ризиків, які в останні десятиліття були об'єктом особливо уваги фахівців. У країнах Європейського Союзу роботи з впровадження систем управління безпечністю харчових продуктів, заснованих на принципах НАССР, нтенсивно розпочались після прийняття в червні 1993 р. Директиви про гігієну харчових продуктів, в якій від підприємства харчової промисловост вимагається впровадження принципів НАССР.
Глобалізація світової економіки та формування спільних ринків збуту зумовили необхідність вирішення проблеми взаємного визнання результатів оцінки відповідності, в тому числі і результатів сертифікації систем управління харчових продуктів в різних країнах світу. Яскравим прикладом гармонізації вимог до систем управління харчових продуктів на міжнародному рівні є прийняття у 2005 році міжнародного стандарту ISO 22000 («Food safety management – Requirements throughout the food chain»), який узагальнив накопичений досвід впровадження принципів НАССР в різних країнах світу в рамках існуючого спектру національних стандартів.
Серія стандартів ISO 9000 була розроблена для того, щоб допомогти організаціям всіх видів і розмірів впроваджувати і забезпечувати функціонування ефективних систем менеджменту якості: ISO 9000 описує основні положення систем менеджменту якості та словник;
ISO 9001 установлює вимоги до системи менеджменту якості, що можуть бути використаними для внутрішніх потреб організаціями, в цілях сертифікації чи укладання контрактів. Він зосереджений на результативност системи менеджменту якості при виконанні вимог споживачів;
ISO 9004 містить рекомендації по більш широкому спектру цілей системи менеджменту якості, ніж ISO 9001, особливо в питаннях сталого покращення діяльності організації а також її ефективності, як результативності. ISO 9004 рекомендується як посібник для організацій, що вже виконують вимоги ISO 9001 і вище керівництво котрих переслідує ціль сталого покращення якості діяльності. Щоб відреагувати на зростаючі вимоги до сертифікації у ланцюгу харчових продуктів, міжнародна організація стандартизації розробила ISO 22000. Цей стандарт створили для всього ланцюга переробки харчових продуктів, зокрема для сільськогосподарського виробництва, пакувальної промисловості і навіть виробників технологій для харчових продуктів. Він застосовується як самостійний стандарт, а також у поєднанні з ISO 9000. Перевагами цього стандарту є те, що він охоплює весь ланцюг від виробника до споживача, також містить основи концепції НАССР; охоплює суміжні галузі (виробники переробної техніки, зберігання і збут); може замінити всі існуючі стандарти. До недоліків слід віднести те, що він не ма чіткого протоколу сертифікації; є дорожчим за існуючі методи; був створений не торгівлею в тому не сприймається як засіб створення довіри у ланцюгу постачання.
НАССР – Аналіз небезпечних чинників і критичної контрольної точки – сьогодні є концепцією що ґрунтується на оцінюванні і управлінні небезпечними чинниками будь-якої ланки харчового ланцюга (від вирощування, переробки до кінцевого виробництва та роздрібно торгівлі), застосування якої знижує рівні ризиків виникнення небезпек для життя здоров'я споживачів харчової продукції.
В Україні загальнодержавна концепція впровадження принципів НАССР в стад формування. Закон України «Про якість і безпеку харчових продуктів продовольчої сировини» регламентує здійснювати заходи щодо поетапного впровадження систем управління харчових продуктів на підприємствах харчово промисловості.
Принципи НАССР можуть бути складовою багатьох можливих стандартних вимог щодо систем управління харчових продуктів. Так до 2005 року було сформовано цілу низку національних стандартів щодо систем управління харчових продуктів, які дещо відрізнялися за змістом, але безумовно включали всі сім принципів НАССР. І в Україні в 2003 році вийшов національний стандарт ДСТУ 4161–2003 «Системи управління безпечністю харчової промисловості».Система НАССР базується на таких основних принципах: проведення аналізу небезпечних чинників на всіх стадіях виробництва; визначення критичних точок в технологічних процесах; визначення критичних меж, яких необхідно дотримуватись; наявність системи моніторингу (обстеження), яка дає змогу забезпечити контроль в критичних точках; розробка та застосування корегувальних дій, якщо результати моніторингу свідчать про відхилення від критичних меж; наявність процедур перевірки всієї системи НАССР; документація процедур перевірки всієї системи НАССР.
Першим етапом в процедурі розроблення системи НАССР на підприємстві є створення спеціально робочої групи. Створена група займається детальним описом продукц характеристика продукції, умови зберігання і термін придатності, за якими ТУ вироблена продукція та інше. Після чого складається перелік всіх небезпечних факторів, виникнення яких можна очікувати на кожному етапі виробництва. Слідуючи етапом аналіз небезпек та встановлення критичних точок контролю. Потім визначаються та встановлюються критичні межі для кожної критичної точки. Для функціонування системи НАССР необхідна система моніторингу в кожній критичній точці – розробка корективних дій в разі відхилення від критичних меж, розробка процедур перевірки даної системи.
Наявність даної системи на підприємстві дозволить вирішити проблему розбіжност нормативно – правових актів різних країн, одночасно забезпечить безпеку та якість виробляємої продукції.
Експортування продукції в країни ЄС можливе лише при наявності даних систем управління харчових продуктів на підприємствах. Але, оскільки ці системи є всеохоплююч задіяні на всіх етапах виробництва продукції, їх наявність лише на підприємств не може гарантувати можливість експорту виробляємої продукції. Необхідно, щоб в лабораторіях, які здійснюють контроль якості продукції, були впроваджені дан стандарти також.
Масло широковживаним продуктом і тому необхідно серйозно ставитись до його безпечності. Високий рівень якості виробляємої продукції залежить від належно роботи виробничої лабораторії. Використання нових систем безпеки харчових продуктів НАССР та ISO 22000–25000 забезпечить виготовити продукт високою якістю та безпекою.
Кожен працівник на підприємстві несе відповідальність за виконання правил особисто гігієни, за стан робочого місця, за виконання технологічних і санітарних вимог на кожній дільниці.
Всі, хто оформляється на роботу і хто працює на підприємстві, повинен проходити медичний огляд згідно з вимогами, встановленими установами санітарно-епідеміологічних служб та наказу Міністерства охорони здоров’я.
Не допускаються до роботи особи, що мають захворювання в «Положенні про медичн огляди працівників» від 31.03.1994 р. №45. Позапланове бактеріальне обстеження проводиться у відповідності до рішень територіальних санітарних служб.
Кожен працівник повинен мати особисту санітарну книжку, в яку регулярно заносяться результати всіх обстежень, в тому числі і дані про перенесені інфекційні захворювання та проходження працівниками навчання за програмою гігієнічної підготовки. Особиста санітарна книжка зберігається у начальника (майстра) цеху або у медпункті. Усі новоприйнят працівники повинні пройти обов’язкове навчання за програмою гігієнічно підготовки та здати іспит з відміткою про це у відповідному журналі та в особистій санітарній книжці. В подальшому всі працівники повинні один раз на два роки проходити навчання і перевірку гігієнічних знань, а працівники заквашувального відділення – щорічно. Особи, які не здали іспит за програмою гігієнічно підготовки, до роботи не допускаються.
Для виявлення осіб із гноячковими захворюваннями шкіри медпрацівник підприємства повинен щоденно перевіряти руки персоналу на наявність таких захворювань, про що вести записи у спеціальному журналі, де вказують дату перевірки, прізвище, ім'я, по батькові працівника, результати огляду і вжит заходи.
При відсутності у штаті підприємства медпрацівника таку перевірку повинен проводити спеціально виділений і навчений працівник або майстер цеху.
Працівники виробничих цехів повинні при появі ознак шлунково-кишкових захворювань, підвищенні температури, нагноєннях та симптомах нших захворювань повідомляти про це адміністрацію і звергатися у медпункт підприємства або інший медичний заклад для отримання відповідного лікування.
Працівники виробничих цехів повинні також повідомляти майстра цеху про всі випадки шлунково-кишкових захворювань в сім'ї.
Працівники виробничих цехів перед початком роботи повинні прийняти душ, одягти чистий санітарний одяг так, щоб він повністю закривав особистий одяг, підібрати волосся під хустинку або ковпак, зняти з себе прикраси, зняти лак з нігтів, ретельно вимити руки теплою водою з милом і продезінфікувати їх дозволеним до застосування в харчовій промисловості дезінфікуючим засобом.
Кожен працівник виробничого цеху повинен бути забезпечений 4 комплектами санітарного одягу (працівники цехів по виробництву дитячої продукц 6 комплектами), заміна одягу провадиться щоденно і у міру забруднення. Забороняється заходити у виробничі цехи без санітарного одягу.
При виході із приміщення на територію і відвідуванні невиробничих приміщень (туалетів, їдальні, медпункту тощо), санітарний одяг необхідно знімати; забороняється одягати на санітарний одяг будь-який верхній одяг.
Особливо ретельно працівники повинні слідкувати за чистотою рук. Нігт на руках необхідно коротко стригти і не покривати лаком. Мити і дезінфікувати руки слід перед початком роботи і після кожної перерви в роботі, при переході від однієї операції до іншої, після дотику до забруднених предметів.
Інструкції з санітарної обробки рук необхідно вивісити біля всіх умивальних раковин. На великих підприємствах рекомендується обладнати манікюрний кабінет для персоналу.
Після відвідування туалету мити і дезінфікувати руки необхідно двічі; у шлюзі після відвідування туалету, до одягання, халату і на робочому місці безпосередньо перед тим, як приступити до роботи. При виході із туалету необхідно продезінфікувати взуття на дезінфікуючому килимку.
Чистота рук кожного працівника перевіряється не рідше двох разів на місяць мікробіологом лабораторії (без попередження) перед початком роботи, після відвідування туалету, особливо у тих працівників, які безпосередньо контактують з продукцією або чистим обладнанням. Чистота рук контролюється методами, викладеними в інструкції по мікробіологічному контролю від 28.12.87 р.
Приймати їжу допускається тільки в їдальнях, буфетах, кімнатах для приймання їжі або інших пунктах харчування, розміщених на територ підприємства або поблизу від нього. З метою недопущення зараження працівників збудниками зооантропонозних інфекційних захворювань категорично забороняється вживати на молочних виробництвах сире молоко, воду з технічних водопроводів.
З метою охорони здоров'я та попередження виробничого травматизму всім працівникам молокопереробних підприємств слід виконувати основні вимоги з техніки безпеки та виробничої санітарії.
Умови праці на робочому місці, безпека технологічних процесів, машин, механізмів, обладнання та інших засобів виробництва, стан засобів колективного та індивідуального захисту, що використовуються, а також санітарно-побутові умови повинні відповідати вимогам нормативних актів з охорони праці (Закон України «Про охорону праці» (2694–12) від 14.10.1992 р.).
Загальна тривалість робочого часу (зміни) на підприємствах встановлюються відповідно до чинного Положення про працю.
Трудомісткі операції по виготовленню продукції, а також процеси, пов'язан з підніманням та переміщенням важких речей, рекомендується механізувати.
Маса вантажу, що піднімається та переміщується в процесі роботи, не повинна перевищувати для жінок – 10 кг (до 2 разів на годину), для чоловіків – 30 кг.
Висновки
В курсовій робот була проведена розробка виробничої програми маслоцеху потужністю 2 тони масла за зміну:
1. Вибір асортименту здійснено з урахуванням, насамперед, сировинно бази, потреб населення регіону, раціонального і найбільш повного використання основної сировини.
2. Створенні такі умови виробництва, при яких би затрати на виробництво високоякісної продукції були б мінімальними.
3. Все обладнання підбиралося для виробництва високоякісно екологічно чистої продукції з мінімальними затратами енергоносіїв і максимального використання.
4. Компонування технологічного обладнання враховує всі вимоги щодо руху людей і цехового транспорту. Технологічні потоки спроектовані так, що шляхи транспортування сировини не перетинають шляхи транспортування готово продукції.
5. Організація техніко-хімічного, мікробіологічного контролю невід’ємною частиною будь-якого виробництва, тому в цій роботі наведені вс основні аспекти контролю масло виробництва згідно технологічного процесу.
6. При проектуванні необхідно дотримуватись нормативних заходів щодо охорони праці, техніки безпеки та протипожежної профілактики, а також заходів з охорони навколишнього середовища.
Список використаної літератури
1. ГОСТ 12.1.005–88 ССБТ «Общие санитарно-гигиенические требования к воздуху рабочей зоны.»
2. ГОСТ 17.2.3.02–78 «Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями.»
3. ГОСТ 3624–92 «Молоко и молочные продукты. Методы определения кислотности.»
4. ГОСТ 3625–94 «Молоко и молочные продукты. Методы определения кислотности.»
5. ГОСТ 3626–73 «Молоко и молочные продукты. Методы определения влаги и сухого вещества.»
6. ГОСТ 5867–90 «Молоко и молочные продукты. Методы определения жира»
7. ГОСТ 8218–89 «Молоко и молочные продукты. Методы определения чистоты»
8. ГОСТ 9225–84 «Молоко и молочные продукты. Методы микробиологического анализа»
9. ГОСТ 13928–84 «Молоко и сливки заготавливаемые. Правила приёмки. Методы отбора проб и підготовка их к анализу»
10. ГОСТ 23327–78 «Молоко. Методы определения общего белка»
11. ГОСТ 23453–90 «Молоко. Методы определения количества соматических клеток»
12. ГОСТ 25179–90 «Молоко. Методы определения белка»
13. ГОСТ 25228–82 «Молоко и сливки. Методы определения термоустойчивости по алкогольной пробе.»
14. ГОСТ 26754–85 «Молоко. Методы измерения температуры.»
15. Державні санітарні правила для молокопереробних підприємств ДСП 4.4.401–98.
16. ДСТУ 3662–97. «Молоко коров’яче незбиране. Вимоги при закупівлі»
17. Инструкция по санитарной обработке оборудования на предприятиях молочной промышленности СИР, Минздравом СССР 28.04.78 №1125–14/4079–7.77.
18. Инструкция по техническому контролю на предприятиях молочной промышленности, утверждена Госагропромом СССР 30.12.88.
19. Медико-биологические требования и санитарные нормы качества продовольственного сырья и пищевых продуктов: утверждено Министерством охраны здоровья СССР 01.08.89 №5061–89.
20. МВ 5.08.09. М 232–95 Порядок та періодичність контролю продовольчої сировини та харчових продуктів за показниками безпеки.
21. РД 10.02–02–8 «Методика определения массы молока коровьего, заготовленного при приёмке»
22. РСТУ СССР 1326–87 «Сливки заготовляемые. Технологические условия»
23. ТУ 10.16 УССР‑70–85 «Сливки сырые. Технологические условия»
24. Петровская В.А. «Молочное дело» – М. «Колос,» 1980.
25. Твердохлеб Г.В., Алексеев В.Н., Соколов Ф.С., «Технология молока и молочных продуктов» – К.: Высшая школа 1978–408 с.
26. Хоменко В.И. «Гигиена получения и ветсанконтроль молока по государственному стандарту 3‑е издание» – К.: Урожай, 1990–400 с.
© 2010 Интернет База Рефератов