
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Дипломная работа: Проект производства формалина
Дипломная работа: Проект производства формалина
РЕФЕРАТ
Дипломный проект состоит из 186 страниц, 36 таблиц, 2 рисунка, 19 источников и 8 листов графического материала.
Тема дипломного проекта: ″Проект производства формалина″.
Цель проекта: довести мощность одной технической нитки до 126666 тонн/год и выполнить необходимые расчеты основного оборудования.
В дипломном проекте произведены: материальный, тепловой, технологический, механический, гидравлический расчеты при изменении производительности на основе существующих мощностей.
Рассмотрены вопросы выбора технологической схемы, безопасности и экологичности проекта, охраны окружающей среды, организации и экономики производства.
Итог дипломной работы: имеющееся оборудование справиться с новой нагрузкой и не требует замены. С увеличением мощности производства, себестоимость единицы продукции формалина снизилась, что привело к увеличению прибыльности производства.
СОДЕРЖАНИЕ
Введение
1. Технико-экономический уровень и обоснование основных технических решений
2. Характеристика производимой продукции
2.1 Характеристика исходного сырья, материалов и полупродуктов
3. Физико-химические основы технологического процесса
4. Выбор и обоснование технологического процесса
5. Описание технологического процесса и схемы
5.1 Получение метаноло-воздушной смеси
5.2 Синтез формальдегида
5.3 Получение формалина-″сырца″
5.4 Ректификация формалина-″сырца″
6. Материальный баланс
7. Ежегодные нормы расхода основных видов сырья, материалов и энергоресурсов
8. Ежегодные нормы образования отходов производства
9. Нормы технологического режима
10. Компоновка оборудования
10.1 Характеристика производственных помещений
11. Безопасность и экологичность проекта производства формалина
11.1 Производственная санитария
11.2 Техника безопасности
12. Охрана окружающей среды
12.1 Охрана атмосферного воздуха
12.2 Очистка сточных вод
12.3 Твердые отходы
13. Защита человека в чрезвычайных ситуациях
13.1 Производственные аварии
13.2 Стихийные бедствия
14. Организация и экономика производства
15. Материальный расчет
15.1 Материальный баланс стадии ректификации
15.2 Материальный баланс стадии абсорбции
15.3 Материальный баланс стадии контактирования и спиртоиспарения
16. Тепловой расчет
17. Технологический расчет основного аппарата
17.1 Технологический расчет реактора
17.2 Технологический расчет подконтактного холодильника
18. Гидравлический расчет
19. Механический расчет
19.1 Обоснование конструкции основного аппарата
19.2 Выбор материала основных элементов аппарата
19.3 Расчет диаметра патрубков
19.4 Расчет толщины стенок обечайки и днища
19.5 Расчет толщины днища подконтактного холодильника
19.6 Расчет укрепления отверстий
19.7 Расчет крышки аппарата
19.8 Расчет трубной решетки подконтактного холодильника
19.9 Расчет тепловой изоляции
19.10 Расчет компенсатора подконтактного холодильника
19.11 Расчет опорных лап
20. Подбор вспомогательного оборудования
Заключение
Список используемой литературы
Спецификация
ВВЕДЕНИЕ
Среди многих сотен тысяч органических соединений, известных в настоящее время, формальдегиду, принадлежит особая роль.
Формальдегид весьма активное химическое соединение, легко вступающее в реакцию с другими веществами с образованием большого класса новых соединений, многие из которых обладают важными свойствами. Благодаря реакционной способности формальдегид за сравнительно короткий промежуток времени превратился в один из незаменимых полупродуктов многотоннажного органического синтеза.
Формальдегид используется в промышленности в качестве сырья для производства синтетических смол, пластических масс, новых органических красителей, поверхностно-активных веществ, лаков, лекарственных препаратов и взрывчатых веществ. В сельском хозяйстве для протравления семян, в кожевенной промышленности для дубления кожи, в медицине как антисептическое средство и в животноводстве. Круг применения формальдегида растет из года в год. В связи с этим растет и его производство.
В настоящее время основным потребителем формальдегида является промышленность синтетических смол: производство фенолформальдегидных, мочевиноформальдегидных смол; смол, модифицированных путем обработки формальдегидом; малорастворимых лаков, покрытий, клеев, слоистых пластиков.
Наибольшее распространение получил продукт, содержащий 35 – 37 % формальдегида и 6 – 11 % метанола, называемый формалином. Рецептура формалина сформировалась исторически, под влиянием следующих факторов. Во-первых, метанол и вода сопутствуют формальдегиду на стадии его получения наиболее употребительным методом (метанол сырье, вода – побочный продукт и абсорбент). Во-вторых, раствор указанного состава при положительных температурах вполне стабилен к выпадению полимера и может храниться или транспортироваться в течении неопределенно долгого времени. В – третьих, в виде водно-метанольного раствора формальдегид может применяться в большинстве производственных синтезов, а также при непосредственном использовании. и, наконец, в-четвертых, именно формалин получается при окислительной конверсии метанола в присутствии металлических катализаторов на сади абсорбции контактного газа; никаких дополнительных операций по приданию продукту товарных свойств (концентрирование, очистка и т. д.), как правило, не требуется.
В городе Томске на базе Томского нефтехимического комбината существует действующее производство формалина («Завод формалина и карбосмол») мощностью 120 тысяч тонн в год.
Основная цель проекта заключается в определении возможности расширения этого производства на примере установки синтеза формальдегида. Важным моментом является установление возможности обеспечения новой, повышенной производительности уже действующим оборудованием. Также необходимо рассмотреть вопросы, касающиеся технологического контроля, охраны труда и экологии в изменившихся условиях эксплуатации.
1. ТЕХНИКО-ЭКОНОМИЧЕСКИЙ УРОВЕНЬ И ОБОСНОВАНИЕ ОСНОВНЫХ ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ
1.1 Обоснование выбора метода производства
Формальдегид получают из метанола, диметилового эфира, природного и попутных газов (газа коксохимического производства и нефтепереработки). Промышленно освоенные способы получения формальдегида:
1) Каталитическое окисление метанола на металлических катализаторах.
2) Каталитическое окисление метанола на оксидных катализаторах.
3) Окисление природного газа и низших парафинов.
В первом случае катализатором чаще всего является серебро (можно использовать золото или платину), с целью экономии метанола серебро равномерно наносят на инертный носитель, например на пемзу. Сущность метода состоит в парофазном окислении гидрировании метанола кислородом воздуха в адиабатическом реакторе с последующим поглощением продуктов реакции водой. В процессе подается метаноло-воздушная смесь состава выше верхнего предела взрываемости (36,4% - объемные доли) и с недостатками кислорода по химическому уравнению окисления метанола в формальдегид, т.к. катализатор – окислительно-дегидрирующийся:
СН3ОН + ½О2 → СН2О + Н2О + Q (147,4кДж/моль); (1.1)
СН3ОН → СН2О + Н2 – Q (93,4 кДж/моль); (1.2)
Н2 + ½О2 → Н2О + Q (241,8 кДж/моль). (1.3)
Вместе с тем протекают побочные реакции, что снижает выход формальдегида и повышает расход метанола. Выход формальдегида достигает 80 – 85%, при степени конверсии метанола 85 – 90%. Так как окислительное дегидрирование проводят при недостатке кислорода, процесс глубокого окисления, не получает значительного развития. В то же время само дегидрирование, инициируемое кислородом, протекает быстрее, поэтому процент побочных реакций не велик. Этим способом можно получить формалин двух марок: ФМ – 37% с содержанием метанола до 10% и ФБМ – 50% с содержанием метанола менее 1%. Транспортировке и хранению подлежит формалин марки ФМ, т.к. метанол стабилизирует его.
Во втором способе катализатором является смесь оксидов железа и молибдена. Окисление метанола на оксидных катализаторах протекает по окислительно восстановительному механизму:
СН3ОН + 2МоО3 → СН2О + Н2О + Мо2О5 (1.4)
Мо2О5 + ½О2 → 2МоО3 (1.5)
Процесс осуществляется в избытке воздуха при (350 – 430)оС и обычном давлении, иначе под действием метанола и формальдегида катализатор быстро восстанавливается. Реакция протекает при соотношении метанола и воздуха ниже предела взрываемости (7 – 8% - объемные доли).
Процесс отличается высокой степенью конверсии метанола – 99%, а так же сильной экзотермичностью, что заставляет использовать трубчатые реакторы с охлаждением. Этот способ позволяет получать формалин – 37% с содержанием метанола не выше 0,5%. Применение технологий с оксидным катализатором заслуживает некоторого предпочтения, когда требуемая производительность не выше 8 – 10 тыс. т./год. Третий способ. С точки зрения доступности и дешевизны сырья, а также простоты технологии (получение формальдегида прямым окислением природного газа, состоящим в основном из метанола, кислородом воздуха) заслуживает предпочтения перед сравнительно сложными и много ступенчатыми синтезом через метанол (по схеме):
природный газ → синтез газ → метанол → формалин
Однако на практике возникает ряд трудностей, которые связаны с недостаточной устойчивостью формальдегида в условиях реакции. Окисление метанола происходит при 600оС, в то же время термическое разложение формальдегида наблюдается уже при 400оС. Выход формальдегида не превышает 3% при селективности 10 – 25%. Поэтому рассмотренный метод занимает весьма скромное место в балансе производства формалина и только в перспективе используется новые технологические приемы окисления (с учетом возрастания дефицитности метанола и сравнительной доступности природного газа).
Поэтому в выборе метода производства формалина заслуживают внимания первые два способа. Рассмотрим их в сравнении и выберем для себя нужный.
Сравнительная характеристика методов производства формалина в таблице 1.1.
Таблица 1.1 – Сравнительная характеристика методов производства формалина
| Метод | Преимущества | Недостатки |
| 1. Окисление на серебряном катализаторе |
а) практически нет ограничений по единичной мощности установки б) простота конструкции реактора в) низкая метало – и энергоемкость г) высокая производительность |
а) высокий расходный коэффициент по сырью б) дорогостоящий катали- затор в) наличие в формалине метанола до 5 – 10% |
| 2. Окисление на оксидном катализаторе |
а) низкий расходный коэффициент по сырью б) наличие метанола в формалине не более 0,6 1,0% и наличие НСООН не выше 0,02% |
а) повышенный расход энергии и воздуха б) ограничение единичной мощности установки в) сложность в эксплуатации и ремонте г) повышенная металлоемкость |
Сравнивая экономические и производственные затраты, а также объем продукции (нам необходимо не менее 300 – 380 тыс.т./год) для нужд формалинопотребляющего производства – карбамидных смол (объем – 200 тыс.т./год) выбираем метод производства по окислительному дегидрированию метанола на серебряном катализаторе.
1.2 Выбор катализатора и его характеристика
В России на всех промышленных установках по получению формальдегида из метанола применяются трегерные серебряные контакты типа серебро на пемзе. Характеристика этого катализатора:
Внешний вид – серые блестящие зерна неправильной формы.
Размер зерен, мм – 2-5.
Массовый фракционный состав: %
Просев через сито 2 2 мм, не более 2,0;
Остаток на сите 5 5 мм, не более 5,0;
Удельная поверхность, м2/ч 0,5 – 1,0.
На большинстве зарубежных формалиновых производствах используют металлическое серебро без носителя (сетки, кристаллы, губчатое серебро и т.п.). По селективности образования формальдегида контактный и трегерный катализаторы являются практически равноценными. Основные различия трегерных и контактных катализаторов относятся к их эксплуатационным характеристикам. К преимуществам трегерных контактов относится следующее:
1) устойчивость по отношению к перегревам;
2) пониженная требовательность к чистоте сырья;
3) меньшая единовременная загрузка сырья.
Основным недостатком этого катализатора является небольшая длительность межрегенерационного цикла работы (3 – 4 месяца).
Использование контактного (ненанесенного) серебра имеет следующие достоинства:
1) исключение комплекса вопросов, связанных с получением и подготовкой носителя;
2) «безреагентная» система приготовления катализатора;
3) практическое отсутствие потерь серебра за счет истирания и измельчения контакта.
При выборе той или иной формы серебряного катализатора решающее значение имеют такие факторы, как накопленный опыт и традиции.
Технология приготовления трегерного серебра включает в себя основные стадии:
1) пропитка или осаждение на поверхности носителя соли, содержащей серебро;
2) восстановление катиона серебра до свободного металлического состояния.
На практике содержание серебра в катализаторе СНП составляет около 40%. Катализаторы с меньшим содержанием серебра быстрее теряют активность и требуют «перенанесения».
Фирма Sumitomo взяла патент на использование трехслойного контактного катализатора. Два верхних слоя представляют собой кристаллы размером 0,8 – 1,0 мм, нижний слой – серебро в виде тонких нитей.
Фирма BASE предложила серебряный катализатор разделить на 4 слоя общей высотой 20 – 30 мм, а серебряное кольцо по периметру реактора выполняет функции 5-го слоя. Характерной особенностью является применение бидисперсных гранул серебра. Так, в нижней части слоя рекомендуется размещать гранулы с размером мене 0,3 мм, количество которых составляет 1/8 от общего количества серебра. Другая часть катализатора в виде гранул размером до 1 – 3 мм насыпается поверх мелких частиц. Мольный выход формальдегида равен 88%.
Применение двухслойного катализатора позволяет проводить процесс с конверсией метанола до 97,4% при мольной селективности 89 – 90%.
Сравнивая зарубежный опыт производства формалина на катализаторах в очень тонком слое, в виде металлических сит (серебряные сетки) предлагается перейти на аналогичный вид катализатора.
Характеристика катализатора из серебра (сита):
проволка ТУ 48 – 1 – 112 – 85;
толщина проволки, мм – 0,22;
число ячеек на 1 см2 – 225;
стоимость катализатора – 279384,17 руб.
Переход на серебряный сетки позволит сократить численность рабочих в катализаторном отделении (за счет упрощения приготовления катализатора), а следовательно повысить производительность труда. За счет более длительного срока службы (1 2 года) катализатора увеличивается эффективный фонд рабочего времени, произойдет наращивание мощности.
1.3 Обоснование места размещения предприятия
На территории Томской области сосредоточена богатые природные ресурсы: нефть, газ, лес, редкие металлы, торф и др.
Строительство производства формалина было обусловлено:
- Потребностью промышленности в формалине по стране в шести районах Сибири.
- Наличие сырья – производство метанола мощностью 750 тыс.т./год.
- Наличие формалинопотребляющего производства карбамидных смол мощностью 200 тыс.т./год.
Обеспечение потребности действующего производства в паре, горячей воде на отопление, вентиляции и горячего водоснабжения, предусмотрено установкой двух водогрейных котлов типа КВГМ - 100 производительностью 100 Гкал/ч каждый.
Обеспечение производства в электроэнергии от ГПП – 1 и ГПП – 2, установленных на территории ТНХК.
Водоснабжение производственной водой осуществляется насосной станцией 1-го подъема (НС – 1), установленный на берегу реки Томь и насосной станцией 2-го подъема (НС – 2), расположенный на территории ВОС ТНХК. Водоснабжение хозяйственной питьевой водой обеспечивается НСВ – 4, расположенной на территории ВОС ТНХК.
1.4 Основные технологические решения
Получение формальдегида предусмотрено методом парофазного окисления – дегидрирования метанола кислородом воздуха на пемзосеребрянном катализаторе, в мягких температурных условиях (550 – 600)оС, либо жестком режиме (660 700)оС с поглощением формальдегида водой и последующим выделением непрореагировавшего метанола вакуум – ректификацией. Выделенный метанол возвращается в процесс. Процесс ведется при давлении 0,76 атм. В жестком режиме предусмотрено разбавление метанола водой в соотношении СН3ОН:Н2О кА 70:30.
За счет соотношения реакций окисления и дегидрирования (55%:45%) процесс проводится в реакторе адиобатического типа, что значительно упрощает его конструкцию и эксплуатацию.
Анализ работы действующих производств формалина на пемзосеребрянном катализаторе показывает, что основным недостатком его является сравнительно небольшой срок службы (3 - 4) месяца. Приходится отстаивать технологическую нитку для выгрузки отработанного катализатора и загрузки свежего. Технологическая остановка на трое суток.
Поэтому предлагается перейти на кристаллическое серебро – пакет сеток из серебряной проволоки, ТУ 48 – 1 – 112 – 85. срок работы такого катализатора (1 - 2) года. Сокращается время технологических остановок: место 3 - 4 в год одна, либо одна в два года. А для процесса, оформленного в виде трех параллельных ниток, это значительное увеличение эффективного времени работы оборудования, а значит наращивание мощности.
2. ХАРАКТЕРИСТИКА ПРОИЗВОДИМОЙ ПРОДУКЦИИ
Выпускаемый готовый продукт - формалин технический.
Предусмотрен выпуск товарного формалина, с массовой долей формальдегида 37 %, соответствующего ГОСТ 1625-89, а также концентрированного формалина, с массовой долей формальдегида до 50 %, используемого для внутреннего потребления в производстве карбосмол.
Формалин является водным раствором формальдегида и метанола в воде.
Эмпирическая формула формальдегида: СН2 О.
Структурная формула формальдегида:О
Молярная масса 30 кг/моль.
При охлаждении газообразный формальдегид переходит в жидкость, которая кипит при -19°С, а при -118°С замерзает, превращаясь в твердое кристаллическое вещество.
Как в жидком, так и в газообразном состоянии формальдегид неустойчив и легко полимеризуется, особенно в присутствии влаги. Поэтому формальдегид транспортируется и хранится либо в растворах, либо в виде полимера. Формальдегид хорошо растворяется в воде и спиртах. В водных растворах формальдегид не сохраняется в мономерной форме, а вступает в химическое взаимодействие с водой с образованием гидратов (метиленгликолей):
СН2 О + Н2 О → СН2 (ОН)2 + Q кДж/кг (2.2)
При обычных температурах водные растворы формальдегида мутнеют, вследствие выпадения в осадок продуктов полимеризации - полиоксиметиленгликолей.
Для предохранения концентрированных растворов формальдегида от полимеризации к ним добавляют стабилизаторы. Основным промышленным стабилизатором служит метанол.
По физико-химическим показателям технический формалин должен соответствовать требованиям и нормам, указанным в таблице 2.1.
Таблица 2.1 - Нормы требования технического формалина по физико-химическим показателям
| Наименование показателей | Норма для марки | |
| ФМ ГОСТ 1625-89 | ||
|
Высший сорт ОКП 241731 0120 |
Первый сорт ОКП 241731 0130 |
|
| 1. Внешний вид | Бесцветная прозрачная жидкость. При хранении допускается образование мути или белого осадка, растворимого при температуре не выше 40°С. | |
|
2. Массовая доля формальдегида, % |
37,2 + 0,3 | 37,0 + 0,5 |
|
3. Массовая доля метанола, % |
4 – 8 | 4 - 8 |
|
4. Массовая доля кис- лот в пересчете на муравьинную кислоту, %, не более |
0,02 | 0,04 |
| 5. Массовая доля железа, %, не более | 0,0001 | 0,0005 |
|
6. Массовая доля остатка после прокаливания, %, не более |
0,008 | 0,008 |
Физические свойства технического формалина зависят от содержания в нем формальдегида и метанола и меняются в пределах:
Плотность, кг/м31077 – 1116
Температура кипения, оС 98,9
Удельная теплоёмкость, Дж/(кг К) 3352
Вязкость, сП 2,45 - 2,58
2.1 Характеристика исходного сырья, материалов и полупродуктов
Характеристика исходного сырья, материалов и полупродуктов в таблице 2.2.
Таблица 2.2 – Характеристика исходного сырья, материалов и полупродуктов
| Наименование сырья, материалов и полупродуктов |
Государственный или отраслевой стандарт, СТП, ТУ, регламент |
Показатели по стандарту, обязательные для проверки |
Регламентируемые показатели с допустимыми отклонениями |
| 1.Метанол - яд синтетический |
ГОСТ 2222-95 |
1.1. Плотность, | 0,791-0,792 |
| 2.Вода демине-рализованная |
Технологический регламент 4 производства тепла, пара и воды. |
2.1. Жесткость, ммоль/ дм3 2.2. Содержание железа, мг/дм3 2.3. рН |
не более 0,005 не более 0,05 6,5 – 7,5 |
| 3.Кислота азотная концентриро-ванная | ГОСТ 701-89 | 3.1.Массовая доля азотной кислоты, % | 98,2 |
| 4.Едкий натр | ГОСТ 2263-79 | 4.1.Массовая доля едкого натра (марка «РР»), % | не менее 42 |
| 5.Оборотная вода. | Технологический регламент установки оборотного водоснабжения. |
5.1. Содержание взвешенных частиц, мг/дм3 5.2. Общая жесткость, ммоль/дм3 |
не более 20 не более 5 |
| 6.Пар | Технологический регламент производства тепла, пара и воды. |
6.1. Давление, кгс/см2 6.2. Температура, оС |
18 - 25 + 350 |
| 5.Природный газ. |
1.Состав, объёмная доля, %: - метан - этан - пропан - бутан - азот - двуокись углерода 2. Плотность кг/м3 |
86 - 97 1,5 - 4 1 - 6 0 - 4 1 - 2 0 - 1 0,741 |
3. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Химизм процесса
Образование формальдегида происходит при прохождении метаноло -воздушной смеси через слой катализатора "серебро на носителе" при температуре в зоне контактирования:(550 - 600)°С при работе в "мягком" режиме, (660 - 700)°С при работе в "жестком" режиме.
Образование формальдегида осуществляется в результате протекания параллельных реакций простого и окислительного дегидрирования метанола:
СН3 ОН → СН2 О + Н2 - 93,4 кДж/моль (3.1)
СН3 ОН + 1/2 О2 → СН2 О + Н2 О + 147,4 кДж/моль (3.2)
Наряду с этими реакциями в системе протекает целый комплекс побочных превращений.
СН3 ОН + 2/3 О2 → СО2 + 575,1 кДж/моль(3.3)
СН2 О + 1/2 О2 → НСООН + 270,4 кДж/моль(3.4)
НСООН + 1/2 О2 → СО2 + Н2 О + 14,5 кДж/моль(3.5)
НСООН → СО + Н2О - 53,7 кДж/моль(3.6)
СН2 О → СО + Н2 + 1,9 кДж/моль (3.7)
2 СН2 О + Н2 О → СН3 ОН + НСООН + 122,0 кДж/моль(3.8)
Н2+ 1/2 О2 → Н2 О + 241,8 кДж/моль(3.9)
2 СН3 ОН → СН2 (ОСН3 )2 + Н2 О + 131,0 кДж/моль(3.10)
СО + 1/2 О2 → СО2 + 283,0 кДж/моль(3.11)
2 СО → СО2 + С + 172,5 кДж/моль (3.12)
Реакции (3.3) и (3.4) являются равновесными. Доля метанола израсходованного по реакции (3.4) составляет около 60 %, а остальное, по реакции (3.3).
Превращение метанола в формальдегид происходит в результате контакта молекул спирта с кислородом, хемосорбированным на атомах серебра, т.е. активными центрами катализатора являются поверхностные окислы серебра. Процесс получения формальдегида в целом сопровождается выделением тепла, за счет которого поддерживается необходимая температура в зоне контактирования и равновесие реакции дегидрирования смещается вправо.
Побочные реакции снижают выход формальдегида и определяют состав выхлопных газов (абгазов).
3.1 Механизм процесса
Ключевые превращения осуществляются на поверхности катализатора. Метанол адсорбируется на поверхности окисленного серебра. На поверхности свободного неокисленного серебра метанол адсорбируется очень слабо, причем с ростом температуры, количество поглощенного продукта уменьшается. Превращение поглощенного продукта уменьшается молекул спирта с кислородом, химсорбированным на атомах серебра, т.е. активными центрами катализатора являются поверхностные окислы серебра. В процессе хемосорбции кислорода на атомах серебра на адсорбированный кислород, происходит его диссоциация на атомные ионы (атомарная адсорбция). Выделяют 3 типа (области) адсорбции в зависимости от степени окисления серебра. При степени окисления до 0,1 - 0,12 см3 О2/м2 Ag, т.е. в пределах покрытия поверхности монослоем кислорода, один атом кислорода связан с двумя поверхностными атомами серебра (Ag2SО):
![]() (3.14)
(3.14)
С увеличением степени окисления до (0,22-0,26) см3 О2/м2Ag преобладает соединение, в котором атом кислорода связан с одним атомом поверхностного серебра (AgSO или Ag2SO2):
![]() или
или ![]() (3.15)
(3.15)
При дальнейшем окислении возникает структура с большим содержанием кислорода на атом серебра:
![]() (3.16)
(3.16)
Каталитическая специфичность серебра обуславливается особым состоянием кислорода на серебре. В то время как на других металлах при активированной адсорбции кислорода образуется только атомные ионы О- или О2-, вызывающие сгорание исходного продукта до углекислого газа, на серебре образуются поверхностные молекулярные ионы типа О2- или О22-. Поверхностный ион в состав поверхностного оксида Ag2+O2-. Атомные ионы, образующие с серебром активные центры при адсорбции метанола на них ослабляют или полностью разрывают химические связи в адсорбированной молекуле. Дальнейшие взаимодействия протекают между двумя хемосорбированными частицами, находящихся на соседних активных центрах или между хемосорбированной частицей и физически адсорбированной или налетающей из объема молекулой.
3.2 Термодинамика реакций
Реакции окислительного дегидрирования имеют тепловой эффект, зависящий от доли реакций окисления и особенно дегидрирования. Так как окисление протекает с выделением тепла, введением тех или иных количеств кислорода, можно широко вальировать эффект суммарного превращения. Это является одним из преимуществ окислительного дегидрирования – устраняется эндотермичность процесса и необходимость в постоянном подогреве реакционной массы. Практически для получения формальдегида для поддержания необходимой температуры в зоне контактирования, с учетом возмещения потерь тепла в окружающую среду. Необходимо, чтобы процесс шел на 55% через окисление и на 45% через дегидрирование. Тогда процесс можно осуществлять в реакторе адиабатического типа, не имеющего поверхности теплообмена. При таком соотношении реакций дегидрирования и окисления исходная паро-воздушная смесь должна содержать около 40% (объемные доли) метанола, что находится за верхним пределом взрываемости метанола в воздухе [36,5%].
Смещения равновесия реакций окислительного дегидрирования вправо обусловлено связыванием части водорода в воду, которая не принимает участия в равновесии реакций гидрирования – дегидрирования.
|
+0,5О2
![]() (3.17)
(3.17)
Разбавление метанола на 10 - 12% водой также смещает равновесие в сторону выхода формальдегида, за счет подавления побочных реакций. Образованию побочных реакций препятствует недостаток кислорода в процессе, т.к. глубокое окисление не получает значительного развития. Выход формальдегида на пропущенное сырье достигает 80-85% при степени конверсии метанола 85-90%. При дегидрировании ввиду отщепления водорода всегда происходит увеличение объемов газа, поэтому повышение степени конверсии благоприятствует низкое давление. Поэтому для процессов дегидрирования выбирают давление, близкое к атмосферному, а в некоторых случаях процесс осуществляют в вакууме. В места вакуума можно применять разбавление реакционной массы водяным паром.
В производстве формалина метанол разбавляют на 10 - 12% водяным паром.
Наличие водяных паров в реакционной массе ведет к снижению парциальных давлений реагентов и росту равновесной степени конверсии.
3.3 Кинетика реакций
При температуре 600 - 700°С скорость превращения метанола в формальдегид лимитируется подводом реагентов к поверхности катализатора, т.е. процесс протекает во внедиффузионной области. Кинетическая область протекания реализуется при температуре ниже 300°С. Признаки превращения метанола в формальдегид наблюдается уже при температуре 200 - 240°С. Выход формальдегида формальдегида в этих условиях составляет примерно 1% при конверсии метанола 1,5 - 2%.
При температуре 200°С выход формальдегида 3,6% при конверсии метанола 4,6%. Реакции протекают в этом случае по окислительному механизму. При температуре 290 - 300°С реакция смещается в переходную область. При 300°С происходит «зажигание» катализатора. Температура самопроизвольно повышается до 600 - 700°С, соответствующей заданному соотношению О2:СН3ОН. Обратному переходу процесса в кинетическую область способствует снижению температуры до 350°С за счет увеличения скорости потока реагентов. В этом случае формальдегид является промежуточным продуктом реакции: при времени контакта (5 - 10)*10-3 секунд происходит накапливание его, а при дальнейшем времени контакта наблюдается его расходование. Конечный продукт реакции – углекислый газ. При 370 - 400°С процесс перемещается в область внешней диффузии. Протекание процесса в диффузионной области обуславливается значительной разности концентраций реагентов и продуктов реакции на поверхности серебра и в потоке. Само химическое взаимодействие между молекулами метанола и кислорода происходит очень быстро и разогрев катализатора настолько велик, что он оказывается достаточным для поддержания высокой температуры реакции. Конверсия кислорода резко возрастает. На промышленных установках при (600 - 700)°С селективность достигает значений 91 - 93%. Объемное содержание водорода в газообразных продуктах 18 - 20%. То есть проведение реакции в диффузионной области преимущественней, т.к. резко возрастает активность и селективность катализатора, что приводит к значительному повышению производительности катализатора (на 1,5-2,0 порядка) и исключает необходимость подвода тепла из вне для поддержания температуры в реакторе. Максимальная селективность образования формальдегида 90% происходит при значении соотношения О2:СН3ОН в пределах 0,68:0,7. При движении горячей реакционной смеси от слоя катализатора происходит нарастание количества углекислого газа и водорода с одновременным уменьшением формальдегида. Для снижения этого процесса необходимо охлаждение реакционной смеси поверхностью с температурой не выше 170°С. Это осуществляется в подконтактном холодильнике.
4. ВЫБОР И ОБОСНОВАНИЕ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ
Выбор технологической схемы обусловлен мощностью производства формалина и назначением готового продукта. Мощность производства составляет 380 тыс. тонн в год 37% формалина. Процесс оформлен в виде трех технологических ниток, единичной мощности 126,6 тыс. тонн в год, каждая. С целью снижения металлоемкости и принятых технологических решений ряд узлов выполнен общим для трех ниток: узел подготовки сырья, узел очистки годовых выбросов, узел очистки, опорожнения, продувки.
Процесс получения формалина представлен в виде трех параллельных ниток, состоящих из следующих узлов:
- подготовка сырья и получения метаноло-воздушной смеси;
- синтез формальдегида;
- получение формалина - ″сырца″ (абсорбция формалина);
- ректификация формалина - ″сырца″,
и узлов, выполненных общими для трех ниток:
- сбор и переработка некондиционных и дренируемых продуктов,
- факельная установка,
- очистка газовых выбросов,
- теплопункт,
- получение катализатора.
Некоторые заводы не включают в технологическую схему процесс ректификации, но как показывает практика затраты на эту стадию полностью себя оправдывают. Во-первых, исключается возможность получения нестандартного продукта; во-вторых, получается возможность получать как безметанольный продукт, так и формалин высокой концентрации.
Исходя из рассмотренных стадий получения технического формалина, характеризуем каждую из них по технологической схеме цеха производства формалина.
5. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
5.1 Получение метаноло-воздушной смеси
Метанол из емкости поступает через обратные клапаны к I, II, III технологическим ниткам на "метанольные гребенки", где к "свежему" метанолу добавляется "возвратный" метанол с узлов ректификации. Метанол (для одной технологической нитки) от "метанольной гребенки" предварительно подогревается в 2-х нижних встроенных теплообменниках абсорбционной колонны поз.К1 до 65°С, и поступает для образования спиртовоздушной смеси в спиртоиспаритель. Чтобы снизить побочные реакции процесса получения формальдегида, метанол в смесителе поз.Х2 смешивается с деминерализованной или надсмольной водой.
Спиртоиспаритель состоит из испарителя поз.Е2а, выносной греющей камеры - теплообменника поз.Т1 и смонтированного под ней отстойника поз.Е2б.
Воздух из атмосферы, предварительно очищенный от пыли на фильтре поз.Ф1, подается воздуходувками поз.М1/1-3, с давлением (0,5 - 0,8) кгс/см2 и температурой (30 - 70)°С и расходом (3000 - 11000) м3/ч через обратный клапан в верхнюю часть выносной греющей камеры поз.Т1. На каждую технологическую нитку предусмотрено по три воздуходувки производительностью 6000 м3/ч каждая - две в работе, одна в резерве или ремонте.
Метаноло - водяная смесь из смесителя поз.Х2 с температурой (20 - 65)°С и расходом (6 - 14) м3/ч подается в отстойник спиртоиспарителя поз.Е2б, где в конической части отделяются и собираются механические примеси.
Уровень в испарителе поз.Е2а поддерживается подачей метанола. При уровне метанола в испарителе поз.Е2а 20% воздуходувки поз.М1/1-3 отключаются.
Метанол в спиртоиспарителе подогревается паром давлением 2 кгс/см2, подаваемым из паросборника поз.Е4 в выносную греющую камеру теплообменника спиртоиспарителя поз.Т1. Температура метанола в испарителе поз.Е2а поддерживается (52-85)°С в зависимости от концентрации метанола.
Образование метаноло - воздушной смеси происходит в верхней части выносной греющей камеры поз.Т1, куда через барботер подается воздух от воздуходувок поз.М1/1-3. Затем в испарителе поз.Е2а жидкий метанол отделяется, с помощью каплеотбойника, и метаноло - воздушная смесь поступает в перегреватель поз.Т2.
Метаноло - воздушная смесь в перегревателе поз.Т2 перегревается до (90 - 145)°С паром 6 кгс/см2, подаваемым в межтрубное пространство, для предотвращения конденсации и попадания жидкого метанола на катализатор, который при этом зауглероживается и снижает свою активность. Перегретая метаноло - воздушная смесь, пройдя огнепреградитель поз.Х3, заполненный фарфоровыми шариками и кольцами Рашига, которые служат для предотвращения попадания открытого огня в спиртоиспаритель, поступает в верхнюю часть контактного аппарата поз.Р1.
5.2 Синтез формальдегида
Образование формальдегида из метанола происходит в контактном аппарате поз.Р1 при прохождении метаноло - воздушной смеси через слой катализатора при температуре (550 - 600)°С ("мягкий режим") или с добавлением воды при температуре (650 - 700)°С ("жесткий режим").
Контактный аппарат поз.Р1 представляет собой вертикальный цилиндрический аппарат, в нижней части которого расположен кожухотрубный теплообменник, в межтрубное пространство которого подается водяной конденсат, а по трубному пространству проходят реакционные газы. Катализатор укладывается на 2 слоя нержавеющей сетки, (10х10) мм и (1х1) мм, высотой (120-150) мм, а сверху помещается электрозапал.
Разогрев контактной массы, при пуске, до температуры (300 - 350)°С, при которой начинается реакция превращения метанола в формальдегид, осуществляется включением электрозапала, а дальнейший подъем температуры происходит за счет тепла реакций.
Температура в слое катализатора поддерживается автоматически, подачей пара в греющую камеру поз.Т1 спиртоиспарителя, и сопровождается световой и звуковой сигнализацией при температуре в слое катализатора 620°С – в "мягком режиме" и 720°С – в "жестком режиме". При достижении температуры в слое катализатора в "мягком режиме" – 650°С, а в "жестком режиме" – 750°С происходит автоматическое отключение воздуходувки поз.М1/1-3.
В результате реакций, протекающих в слое катализатора, из метаноло -воздушной смеси образуются контактные газы, в состав которых входят: формальдегид, водород, углекислый газ, окись углерода, азот, пары воды, непрореагировавший метанол.
Для предотвращения термического разложения образовавшегося формальдегида и прекращения побочных реакций, контактные газы, выходящие из зоны контактирования, резко охлаждаются в подконтактном холодильнике до температуры не более 200°С за счет испарения водного конденсата, поступающего из паросборника поз.Е4 в межтрубное пространство подконтактного теплообменника. Образовавшаяся в подконтактном холодильнике паро-водяная смесь за счет естественной циркуляции поступает в паросборник поз.Е4, где отделяется пар от конденсата. Давление пара в паросборнике поз.Е4 (1,8-2)кгс/см2, поддерживается паром подаваемым в паросборник поз.Е4 из теплопункта от коллектора.
Конденсат из теплообменника поз.Т1 спиртоиспарителя собирается в конденсатосборник поз.Е3, откуда насосами поз.Н1/1-2 через обратный клапан подается в паросборник поз.Е4.
5.3 Получение формалина - "сырца"
Контактные газы, охлажденные в подконтактном холодильнике реактора, поступают в поглотительную систему, состоящую из абсорбционной колонны поз.К1, аппарата воздушного охлаждения поз.Х4, пластинчатых теплообменников поз.Т3, Т4, Т6, Т5 и циркуляционных насосов поз.Н2/1-3, Н3/1-3.
Абсорбционная колонна поз.К1 представляет собой вертикальный цилиндрический аппарат переменного сечения: нижняя кубовая часть диаметром 2800 мм с шестью встроенными теплообменниками, с 24 тарелками (1,7,13, 19 тарелки – глухие, с 21 по 24 – колпачковые, остальные – жалюзийно-клапанного типа). В верхней части колонны для предотвращения уноса капель жидкости предусмотрен каплеотбойник.
В кубе абсорбционной колонны поз.К1 происходит охлаждение контактных газов, конденсация паров воды и метанола, а также хемосорбция водой значительной части формальдегида. Несконденсировавшиеся пары и газы из куба поднимаются вверх по колонне навстречу орошающей жидкости.
Орошение абсорбционной колонны осуществляется водой, поступающей на 24 тарелку расходом до 6 мЗ/ч и охлажденной в теплообменнике поз.Т6 до температуры не более 25°С. Для оперативного изменения концентрации формальдегида в кубе колонны предусмотрена подача жидкости до 6 м3/ч от насосов поз.Н1/2,3 в куб колонны поз.К1.
Уровень в кубе колонны поз.К1 поддерживается (20-80)% и в зависимости от нагрузки и давления в системе регулируется отбором формалина на питание ректификационной колонны поз.К2.
При стабильном режиме узлов синтеза абсорбции возможна работа технологической нитки без узла ректификации. Остановка узла ректификации производится при массовой доле метанола (6-8)% и формальдегида (37 - 38)% в кубе абсорбционной колонны поз.К1.
Дополнительно при этом осуществляется отвод жидкости с 13-й «глухой» тарелки в емкость. Уровень на 13-й тарелке поддерживается (20 - 80)% и регулируется отбором жидкости с расходом (0,5 - 3)м3/ч от насоса поз.Н3/2,3 в емкость.
Уровень в кубе колонны поз.К1, в зависимости от нагрузки, давления в системе и массовой доли метанола, поддерживается (10-80)% и регулируется, отбором формалина в стандартизаторы.
Часть тепла, выделяющаяся в кубе колонны, снимается в 4-х верхних встроенных теплообменниках оборотной водой, в 2-х нижних – метанолом, поступающим в процесс, а остальная часть тепла снимается циркуляцией формалина через аппарат воздушного охлаждения поз.Х4. Дополнительно съем тепла реакционных газов, теплоты поглощения и конденсации в колонне поз.К1 осуществляется охлаждением слабого формалина, выводимого с глухих тарелок, в выносных пластинчатых теплообменниках по контурам:
![]() 1 контур-1-я тарелка-насос Н2/2,3-теплообменник
Т3-6-я тарелка.
1 контур-1-я тарелка-насос Н2/2,3-теплообменник
Т3-6-я тарелка.
2 контур-7-я тарелка-насос Н3/1,2-теплообменник Т4-12-я тарелка.
3 контур-13-я тарелка-насос Н3/2,3-теплообменник Т5-18-я тарелка.
4 контур-дем.вода и надсмольная вода-теплообменник Т6-24-я тарелка.
Температура в абсорбционной колонне поз.К1 контролируется следующим образом:
на выходе из куба колонны -не более 70°С,
под первой тарелкой - не более 80°С,
на 9-й тарелке - не более 50°С,
на 18 тарелке - не более 30°С,
на 24 тарелке - не более 25°С,
вверху колонны - не более 25°С.
Охлаждение формалина в теплообменниках поз.Т3, Т4 производится оборотной водой до температуры не более 60°С и 30°С соответственно, а в теплообменниках поз.Т5 и Т6 оборотной водой до температуры не более 25°С.
Выхлопные газы с верха колонны поз.К1 с температурой не более 25°С направляются на установку термического обезвреживания, проходя через конденсатосборник поз.Х1, где отделяется и самотеком сливается в стандартизатор сконденсировавшаяся жидкость.
Выхлопные газы, которые не может принять УТО и во время аварийных остановок поступают для сжигания на факельную установку.
Состав выхлопных газов в объемных долях, %:
СО2 - не более 5,
СО - не более 5,
Н2 - 16-26,
О2 - не более 1,2,
СН4 - не более 1,
метанол - не более 7 г/м3,
формальдегид - не более 4 г/м3,
азот - по разности.
По составу выхлопных газов можно судить о работе катализатора, о наличии отклонений от норм технологического режима.
Повышение содержания суммы углеродосодержащих газов свидетельствует об усилении побочных реакций. В частности, увеличение объемной доли двуокиси углерода свыше 5% свидетельствует об избытке кислорода в метаноло - воздушной смеси.
Увеличение содержания окиси углерода в выхлопных газах – результата перегрузки и отравления катализатора.
Объемная доля метана более 1% бывает при высокой температуре в нижних слоях катализатора, где нет уже кислорода, кроме этого содержание метана увеличивается при отравлении каталитической массы железом или его солями, при попадании асбеста (от прокладки), что сопровождается выделением сажи.
Объемная доля водорода ниже 16% указывает на малую конверсию, если температура низка, и на избыток кислорода при повышенной температуре.
Увеличение объемной доли водорода в газах (свыше 20%) указывает на повышение степени полезной конверсии и на уменьшение побочных реакций.
Давление верха колонны поз.К1 не более 0,34 кгс/см2, в кубе – не более 0,67 кгс/см2.
При повышении давления выхлопных газов из колонны поз.К1 выше 0,38 кгс/см2 открывается электрозадвижка поз.К1-36 "на свечу".
5.4 Ректификация формалина - "сырца"
Формалин - "сырец" с массовой долей метанола до 20% и формальдегида не более 38% из куба абсорбционной колонны поз.К1 насосами поз.Н2/1-2 подается на ректификацию, где вверху отделяется метанол.
Ректификация метанольного формалина ведется в колонне поз.К2 под вакуумом. Проведение ректификации под вакуумом позволяет снизить температуру, что предотвращает повышение кислотности формалина за счет уменьшения протекания реакции Канницарро:
2СН2О + Н2О → СН3ОН + НСООН(5.1)
Ректификационная колонна представляет собой вертикальный цилиндрический аппарат диаметром 2900 мм, высотой 52000 мм и 70-ю колпачковыми тарелками с радиальным сливом.
Вакуум в ректификационной колонне поз. К2 создается вакуум-насосом поз. Н6/1-2 и поддерживается в кубе (минус 0,2 ÷ минус 0,60) кгс/см2, а вверху колонны (минус 0,44 ÷ минус 0,70) кгс/см2.
Обогрев колонны поз.К2 осуществляется через кипятильник поз.Т7 паром давлением 2 кгс/см2. Температура формалина в кубе колонны поз. К32 поддерживается (75-95)°С, вверху колонны поз.К2 – (40-50)°С, в укрепляющей части (60 - 70)°С, в исчерпывающей (70 - 80)°С.
Формалин - "сырец" из абсорбционной колонны поз.К1 расходом (10-21) м3/ч, некондиционный формалин, подаваемый из стандартизаторов с расходом до 8 м3/ч поступает на 34, 42, 52 тарелки ректификационной колонны.
Пары метанола и формальдегида нагретые внизу колонны поднимаются вверх, а сверху (навстречу парам) подается почти чистый жидкий метанол. При соприкосновении поднимающихся паров со стекающей жидкостью происходит частичная конденсация формалина из формалина-"сырца" и частичное испарение метанола. Таким образом, стекающая жидкость обогащается формальдегидом, а поднимающиеся пары обогащаются метанолом, в результате чего выходящие из колонны пары представляют собой почти чистый метанол. Эти пары поступают в аппараты воздушного охлаждения поз. Х5/1-2, где охлаждаются до температуры не более 50°С, конденсируются и отделяются в газоотделителе поз.Х6 от жидкости. Жидкий метанол сливается в емкость поз.Е5, а газовая фаза дополнительно охлаждается в теплообменнике поз.Т9 оборотной водой и поступает в газоотделитель поз.Х7. Жидкая фаза после газоотделителя поз. Х7 сливается в емкость поз.5, а несконденсировавшиеся пары и инертны направляются к вакуум-насосу поз.Н6/1,2.
Выбросы от вакуум-насоса поз.Н6 направляются в верхнюю часть абсорбционной колонны поз.К1, где отмываются водой от большей части метанола, и вместе с выхлопными газами абсорбционной колонны поступают на сжигание.
Метанол из емкости поз. Е5 с массовой долей формальдегида до 6% и метанола не менее 92 % насосом поз.Н5/1,2, с расходом (5 - 15) м3/ч, подается в виде флегмы в колонну поз.К2, а избыток, с расходом до 6,5 м3/ч, направляется в процесс через смеситель поз.Х2 для получения метаноловоздушной смеси.
Уровень в емкости поз.Е5 поддерживается (30-70)% отбором метанола, направляемого в смеситель поз.Х2.
Формалин массовой долей метанола не более 8% и формальдегида не более 50% забирается из куба колонны поз.К2, насосом поз.Н6/1-2, охлаждается в холодильнике поз.Т8 до температуры (40 - 65)°С и поступает в стандартизаторы.
Уровень в кубе колонны поз. К2 поддерживается (30 - 70)% отбором формалина в стандартизаторы.
В случае выхода из строя вакуум-насосов поз. Н6/1,2 ректификацию можно вести непродолжительное время под азотным дыханием с давлением 0,3 кгс/см2, но при этом возрастает кислотность формалина, и температура в кубе колонны поз. К2 будет (95 - 110)°С, а вверху – (60 - 66)°С.
Емкости поз.Е5 и газоотделители поз.Х7 соединены с "азотным дыханием" давлением 0,3 кгс/см2.
6. МАТЕРИАЛЬНЫЙ БАЛАНС
Материальный баланс в таблице 6.1.
Таблица 6.1 – Материальный баланс
| Приход | Расход | ||||
| Состав | кг/ч | Массовая доля,% | Состав | кг/ч | Массовая доля,% |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
Ректификация |
|||||
| 1.Формалин-"сырец" | 20425 | 100 | 1.Формалин-товарный | 15833,33 | 100 |
| в т.ч.: | в т.ч.: | ||||
| формальдегид | 5880,36 | 28,79 | формальдегид | 5858,33 | 37 |
| метанол | 5563,77 | 27,24 | метанол | 1108,33 | 7 |
| вода | 8980,87 | 43,97 | вода | 8866,66 | 56 |
| 2.метанол-ректификат | 4591,67 | 100 | |||
| в т.ч.: | |||||
| метанол | 4453,92 | 97 | |||
| формальдегид | 22,96 | 0,5 | |||
| вода | 114,79 | 2,5 | |||
| итого | 20425 | 100 | итого | 20425 | 100 |
|
Абсорбция |
|||||
| 1.Контактные газы, | 25302,74 | 100 | 1.формалин-сырец, | 20425 | 100 |
| т.ч.: | в т.ч.: | ||||
| формальдегид | 5880,36 | 23,24 | формальдегид | 5880,36 | 28,79 |
| метанол | 5566,60 | 22 | метанол | 5563,77 | 27,24 |
| вода | 3228,63 | 12,76 | вода | 8980,87 | 43,97 |
| углекислый газ | 807,16 | 3,19 | |||
| водород | 146,76 | 0,58 | 2.Выхлопные газы, | 12112,55 | 100 |
| окись углерода | 83,50 | 0,33 | в т.ч.: | ||
| азот | 9589,74 | 37,9 | азот | 8461,83 | 69,86 |
| водород | 1480,15 | 12,22 | |||
| 2.Вода на орошение | 7234,81 | 100 | углекислый газ | 591,09 | 4,88 |
| окись углерода | 96,90 | 0,8 | |||
| вода | 1482,58 | 12,24 | |||
| итого | 32537,55 | 100 | итого | 32537,55 | 100 |
|
Контактирование |
объемная доля, % | ||||
| 1.Смесь воздух- | 25302,74 | 100 | 1.Контактные газы, | 25302,74 | 100 |
| метанол, в т.ч.: | в т.ч.: | ||||
| формальдегид | 22,96 | 0,09 | формальдегид | 5880,36 | 23,24 |
| метанол | 12862,72 | 50,84 | метанол | 5566,60 | 22 |
| вода | 294,39 | 1,16 | вода | 3228,63 | 12,76 |
| азот | 8621,55 | 34,07 | углекислый газ | 807,16 | 3,19 |
| кислород | 3501,12 | 13,84 | окись углерода | 83,50 | 0,33 |
| водород | 146,76 | 0,58 | |||
| азот | 9589,74 | 37,9 | |||
| итого | 25302,74 | 100 | итого | 25302,74 | 100 |
|
Спиртоиспарение |
|||||
| 1.Метанол "свежий", | 8417,22 | 100 | 1.Смесь воздух- | 25302,74 | 100 |
| в т.ч.: | метанол, | ||||
| метанол | 8408,80 | 99,9 | в т.ч.: | ||
| вода | 8,42 | 0,1 | формальдегид | 22,96 | 0,09 |
| метанол | 12862,72 | 50,84 | |||
| 2.Метанол-ректиф., | 4591,67 | 100 | вода | 294,39 | 1,16 |
| в т.ч.: | азот | 8621,55 | 34,07 | ||
| метанол | 4453,92 | 97 | кислород | 3501,12 | 13,84 |
| формальдегид | 22,96 | 0,5 | |||
| вода | 114,79 | 2,5 | |||
| объемная доля, % | |||||
| 3.Воздух, | 12293,85 | 100 | |||
| в т.ч.: | |||||
| кислород | 2544,83 | 20,7 | |||
| азот | 9527,73 | 77,5 | |||
| вода | 221,29 | 1,8 | |||
| итого | 25302,74 | 100 | итого | 25302,74 | 100 |
7. ЕЖЕГОДНЫЕ НОРМЫ РАСХОДА ОСНОВНЫХ ВИДОВ СЫРЬЯ, МАТЕРИАЛОВ И ЭНЕРГОРЕСУРСОВ
Ежегодные нормы расхода основных видов сырья, материалов и энергоресурсов в таблице 7.1.
Таблица 7.1 – Ежегодные нормы расхода основных видов сырья, материалов и энергоресурсов по производству 37%-го формалина
| Наименование сырья, материалов и энергоресурсов | По проекту |
|
1. Метанол, кг 2. Вода деминерализованная, м3 3. Катализатор «серебро не пемзе», кг - в пересчете на серебро, кг - безмозмездные потери, г 4. Вода оборотная, м3 5. Пар давлением 18 кгс/см2 (1,8 МПа), т 6. Воздух технологический 6 кгс/см2, (0,6 МПа), м3 7. Воздух КИП 5 кгс/см2, м3 8.Азот 4 кгс/см2, м3 9. Электороэнергия, кВт/ч |
508,41 369,89 18,37 7,35 0,20 43,00 0,43 0,060 4,44 0,44 37,00 |
8. ЕЖЕГОДНЫЕ НОРМЫ ОБРАЗОВАНИЯ ОТХОДОВ ПРОИЗВОДСТВА
Ежегодные нормы образования отходов производства 37%-го формалина в таблице 8.1.
Таблица 8.1 – Ежегодные нормы образования отходов производства 37%-го формалина
|
Наименование отхода, аппарат или стадия образования |
Характеристика, состав |
Направление использование, метод очистки или уничтожения |
Нормы образования отходов | |
|
По проекту кг/т |
1998г. кг/т |
|||
| 1 | 2 | 3 | 4 | 5 |
|
1. Выхлопные газы после аб- сорбционной колонны поз.К1 |
Состав, об. доля, %: - водород: 16-26; - окись углерода: не более 5,0; - двуокись углерода: не более 1,0; - кислород: не более 1,2; - метан: не более 1,0; - азот: по разности; - метанол: не более 7,0 г/м3; - формальдегид: не более 4,0 г/м3 |
Поступают на установку термического обезвреживания (УТО) | 677,50 | 677,50 |
| 2. Факельная установка |
Продукты сгорания абгазов: - окисид углерода; - оксиды азота; - углеводороды |
Рассеивание в атмосфере |
0,2464 0,0369 0,0062 |
0,160 0,024 0,004 |
| 3. Дымовая труба |
Продукты термичес- кого обезврежива- ния абгазов: - оксид углерода; - оксиды азота; - метанол; - формальдегид |
Рассеивание в атмосфере |
1,266 0,507 - - |
0,0610 0,0052 0,0005 0,0003 |
| 4. Сточные воды от производства формалина | На очистные сооружения | 0,3579 | 1,085 | |
|
5. Отработан- ный катализа- тор (в персчете на серебро), г |
Сдается на завод драгоценных металлов | 6,98 | ||
9. НОРМЫ ТЕХНОЛОГИЧЕСКОГО РЕЖИМА
Нормы технологического режима в таблице 9.1.
Таблица 9.1 – Нормы технологического режима
| Наименование стадии и потоков реагентов | Наименование технологических показателей | |||||
| Скорость подачи реагентов |
Температура,° С |
Давление, кгс/см2 |
Прочие показатели | |||
| 1 | 2 | 3 | 4 | 5 | ||
|
1. Спиртоиспарение (на одну технологическую нитку) |
||||||
| 1.1.Метанол, подаваемый в смеситель поз.Х2. |
(6-14) м3/ч |
20-65 | 2,8-3,2 | |||
| 1.2.Деминерализованная или надсмольная вода в смеситель |
(2-5) м3/ч |
Соотношение массовых долей метанола и воды – [(70 – 75) – (25 – 30)]%. Плотность метаноло – водной смеси не более 850кг/м3 |
||||
| 1.3.Атмосферный воздух в испаритель поз.Е2а |
(3000-11000) м3/ч |
30-70 | 0,5-0,8 | |||
|
1.4.Испаритель поз.Е2: - жидкая фаза; - газообразная фаза. |
52-90 52-85 |
0,4-0,75 |
Уровень (40 – 60)% Массовая доля метанола в жидкой фазе, -при пуске – не менее 97% - при работе – не менее 20% |
|||
|
1.5.Метаноло-воздушная смесь: - после перегревателя поз.Т2; - после огнепреградителя поз.Х3. |
90-145 90-145 |
перепад, не более 0,1 |
||||
2. Синтез формальдегида (на одну технологическую нитку) |
||||||
|
2.1.Контактный аппарат поз.Р1: - при работе в "мягком режиме": |
550-600 650-700 |
2,8-3,2 | Толщина слоя катализатора (120-150) мм | |||
| 2.2. Контактные газы на выходе из подконтактного холодильника поз.Р1. | 160-200 |
перепад, не более 0,1 |
||||
| 2.3. Паросборник поз.Е4. | 1,8-2,0 | Уровень (30-70) % | ||||
|
3. Получение формалина -"сырца" |
||||||
| 3.1.Формалин в кубе колонны поз.К1 | не более 70 |
Уровень (12-80) %. Состав: массовая доля - формальдегида – Не более 38 %, - метанола, Не более 20% |
||||
|
3.2.Циркуляционные контуры колонны п..К1; -с куба под 1-ю тарелку, после поз.Х4; - с 1 – ой тарелки на 6-ю; после теплообменника поз.Т3; - с 7 –ой тарелки на 12-ю, После теплообменника поз.Т4; - с 13-ой тарелки на 18-ю, После теплообменника поз.Т5. |
не более 70 не более 60 не более 30 не более 25 |
|||||
| 3.3.Деминерализованная или надсмольная вода на орошение колонны поз.К1 теплообменника поз.Т6. |
(1-6) м3/ч |
не более 25 | Расходы корректируется в зависимости массовой доли формальдегида в кубе колонны. | |||
| 3.4.Выхлопные газы из абсорбционной колонны поз.К1 | не более 25 | 0,06-0,34 |
Состав, объемная доля: - двуокись углерода, не более 5,0%4 - окись углерода, не более 5,0%; - кислород, не более1,2% - метан, не более 1,0%; - водород, (16 – 26)%; - азот, по разности |
|||
|
- метанола, не более 7,0 г/м3 - формальдегида, не более 4,0 г/м3 |
||||||
|
4. Ректификация формалина -"сырца"(на одну технологическую нитку) |
||||||
|
4.1. Ректификационная колонна поз.К2 -Ректификация под вакуумом: куб верх -Ректификация под атмосферным давлением: куб верх |
85 – 95 40 – 50 95 – 11 60 - 66 |
Флегмовое число 1-4 | ||||
| 4.2. Флегма на орошение колонны поз.К2 |
(5 – 15) м3/ч |
|||||
| 4.3. Формалин «сырец» из абсорбционной колонны поз.К1 в колонну поз.К2 |
(10 – 21) м3/ч |
|||||
| 4.4. Формалин из ректификационной колонны поз.К2 после теплообменника поз.Т8 | (35 – 55) в зависимости от массовой доли формальдегида |
Состав, массовая доля: - формальдегида, до 50%, - метанола, не более8% |
||||
Методика проведения аналитического контроля
Определение массовой доли формальдегида
Метод заключается в титровании гидроокиси натрия, образующейся в результате реакции формальдегида с нейтральным раствором сернистокислого натрия.
Приготовление раствора сернокислого натрия: (126,0 ± 0,1)г безводного или (252,0 ± 0,1)г 7-водного сернистокислого натрия растворяют воде в мерной колбе вместимостью 1 дм3, и перемешивают. Раствор годен в течении 5 суток.
1,5 1,8г анализируемого продукта взвешивает в колбе с пришлифованной пробкой, содержащей 10 см3 дистиллированной воды. В другую колбу помещают 50 см3 раствора сернистокислого натрия, добавляют 3 – 4 тимолфталеина и нейтрализуют раствором соляной или серной кислоты (0,1 моль/дм3) до исчезновения голубой окраски.
Нейтральный раствор сернистокислого нитрия переливают в колбу с навеской продукта, перемешивают в течении 2 минут, титруют раствором соляной или серной кислоты до исчезновения голубой окраски.
Массовую долю формальдегида (х, %) определяют по формуле:
![]()
где, V – объем раствора HCl, H2SO4, израсходованного на титрование см3; 0,003003 – масса формальдегида, соответствующая 1 см3 раствора HCl, г; m – масса навески, г.
Проводят два параллельных анализа. За результат анализа принимается средне арифметическое значение между двумя результатами параллельных анализов.
Определение массовой доли метанола
Метод основан на определении по найденным значениям плотности раствора формалина и массовой доли формальдегида в формалине.
Плотность анализируемого продукта марки ФМ определяют по ГОСТ 18995.1 с помощью пикнометра ПЖ-2 или ПЖ-3 вместимостью 25 или 50 см3 с помощью ареометра марки ФБМ – с помощью пикнометра.
Массовую долю метанола определяют по формуле:
![]()
где,
1,1123 – плотность раствора формальдегида с массовой долей 37%, не содержащего
метанол при температуре 20°С, г/м3; X – массовая доля формальдегида в анализируемом формалине;
0,0030 – разность плотностей двух растворов формалина, имеющих одинаковую
массовую долю метанола, а массовая доля формальдегида которых отличается на 1%,
г/см3; ![]() - плотность
анализируемого формалина, г/см3. Проводят два параллельных анализа.
- плотность
анализируемого формалина, г/см3. Проводят два параллельных анализа.
Определение массовой доли кислот (в пересчете на муравьиную)
Метод основан на титровании кислот в формалине раствором гидроокиси натрия с использованием бромтимолового синего в качестве индикатора. 100 г анализируемого продукта взвешивают в колбе с пришлифованной пробкой. К навеске добавляют 4 капли раствора индикатора и титруют раствором гидроокиси натрия до появления синей окраски. Массовую долю кислот определяют по формуле:
![]()
где, V – объем раствора гидроокиси натрия (0,1 моль/дм3), израсходованный на титрование, см3; 0,0046 – масса муравьиной кислоты, соответствующая 1 см3 раствора гидроокиси натрия; m – масса навески, г.
Проводят два параллельных анализа.
10. КОМПОНОВКА ОБОРУДОВАНИЯ
При размещении оборудования учитываются следующие технологические требования: удобство обслуживания оборудования и возможность демонтажа аппаратов и их деталей при ремонтах; обеспечение максимально коротких трубопроводов между аппаратами при необходимости самотека; рациональное решение внутризаводского транспорта. При этом необходимо соблюдать строительные нормы, требования естественной освещенности, технику безопасности и охрану труда, санитарные нормы [5].
Компоновка оборудования на открытых площадках сокращает капитальные затраты на строительство, уменьшает загазованности и влияние тепловыделений, снижает врыво- и пожароопасность. Установка аппаратуры на открытых площадках создает также предпосылки для укрупнения агрегатов, позволяет во многих случаях отказаться от членения на части (царги) аппаратуры (преимущественно колонной) и, кроме того, улучшает условия монтажа оборудования.
На открытых площадках химическая аппаратура устанавливается или на этажерках- железобетонных и металлических – или самостоятельно- на индивидуальных и групповых фундаментах. Аппараты малого диаметра и большой высоты устанавливаются в этажерках.
При размещении технологического оборудования на открытых площадках, руководствуются перечнем технологического оборудования химической промышленности, устанавливаемого на открытых площадках, и характеристикой климатического района.
Размеры пролетов, расположение разбивочных осей и высоты зданий принимаются по строительным нормам СниП-II-М2-62.
В зданиях и на открытых площадках для монтажа, эксплуатации, демонтажа и ремонта оборудования устанавливают подъемно-транспортные устройства.
Для технологического обслуживания большого количества и разнообразного по характеру оборудования, устанавливаемого на открытой площадке, требующей частой разборки или демонтажа, загрузки и выгрузки катализатора, применяются передвижные краны.
При размещении оборудования предусмотрены проходы, обеспечивающие безопасное обслуживание оборудования, движения людей и транспорта, а также удобную очистку рабочих поверхностей оборудования.
Машины и аппараты, обслуживаемые подъемными кранами, размещают в зоне приближения крюка крана.
Все насосы в насосном отделении, создающие на рабочих местах вибрации и шум, устанавливаются на специальных фундаментах.
Для выполнения работ по монтажу, демонтажу, чистке и замене трубных пучков подогревателей, холодильников, конденсаторов, коммуникаций предусматриваются соответствующие средства механизации.
Максимально механизирована загрузка и выгрузка ядовитых и взрывоопасных веществ, а также подача веществ в опасные зоны. В производстве исключены ручные операции при транспортировке и погрузочно-разгрузочных работах.
В качестве безрельсового транспорта применяются автопогрузчики, тележки, платформы.
При размещении оборудования руководствуются действующими правилами и нормами по технике безопасности, противопожарной безопасности, указаниями по выносу оборудования на открытые площадки в химической промышленности и другими действующими указаниями, правилами и нормами, обеспечивая нормальные условия обслуживающему персоналу и безаварийную работу оборудования
10.1 Характеристика производственных помещений
1. Насосное отделение
Расположено
на отметке 0,00 м. Помещение закрытого типа, размером 78![]() 12 м, высотой 6 метров. Категория взрывопожарной опасности помещения – А. Класс взрывоопасной зоны для выбора и
установки электрооборудования – В-Iа.
12 м, высотой 6 метров. Категория взрывопожарной опасности помещения – А. Класс взрывоопасной зоны для выбора и
установки электрооборудования – В-Iа.
Расстояние от длинных сторон фундаментальных плит стен не менее 1,5 – 2 м. Центральный проход шириной 3 м.
2. Воздуходувное отделение
Расположено
на отметке 0,00 м. Помещение закрытого типа, размером 36![]() 12 м, высотой 6 метров. Категория взрывопожарной опасности помещения – Д.
12 м, высотой 6 метров. Категория взрывопожарной опасности помещения – Д.
При определении свободной площади вокруг каждого аппарата, руководствуются теми же соображениями, которые были приняты при проектировании насосного зала.
3. Аппаратные отделения
К
ним относятся: реакторное отделение, отделение абсорбции и отделение
ректификации. Все отделения находятся на открытой площадке. Размер площадки 84![]() 12 м, 12 м. Отделение абсорбции и ректификации расположены на отметке 0,00 м, 6,00 м, 12,0 м, а реакторное отделение – на отметке 6,00 м и 12,0 м. Класс взрывоопасной зоны открытой установки по всем отметкам – В-Iг.
12 м, 12 м. Отделение абсорбции и ректификации расположены на отметке 0,00 м, 6,00 м, 12,0 м, а реакторное отделение – на отметке 6,00 м и 12,0 м. Класс взрывоопасной зоны открытой установки по всем отметкам – В-Iг.
4. Тепловой пункт
Теплопункт
расположен на отметке 0,00 м. Помещение закрытого типа, размером 12![]() 10 м, высотой 6 метров. Категория взрывопожарной опасности помещения – Д. Класс взрывоопасной зоны для выбора и
установки электрооборудования – В-Iа.
10 м, высотой 6 метров. Категория взрывопожарной опасности помещения – Д. Класс взрывоопасной зоны для выбора и
установки электрооборудования – В-Iа.
Предусматривается в составе цеха в тех случаях, когда по технологическим соображениям необходимо понизить давление и степень перегрева пара из общезаводских сетей. Для этого на тепловом пункте устанавливаются редукционно-охладительные установки (РОУ), где пар подвергается дросселированию и увлажнению. Здесь же устанавливаются сборники для приема отработанного конденсата и насосы, перекачивающие его в общезаводскую систему очистки и возврата на ТЭЦ.
5. Паро-коллекторная
Отделение
находится на отметке 0,00 м. Помещение закрытого типа, размером 24![]() 12 м, высотой 6 м. Категория взрывопожарной опасности помещения – Д. Класс взрывоопасной зоны для выбора и
установки электрооборудования – В-Iа.
12 м, высотой 6 м. Категория взрывопожарной опасности помещения – Д. Класс взрывоопасной зоны для выбора и
установки электрооборудования – В-Iа.
Так как в производстве формалина используется пар нескольких параметров, то необходимо предусмотреть паро-коллекторное отделение. На вводе пара имеется большое количество отключающей и переключающей запорной арматуры. Вследствие недостаточной плотности арматуры возможны пропуски пара через сальники и значительное увлажнение окружающего воздуха. Поэтому такие вводы желательно сконцентрировать в отдельном небольшом помещении. При этом в помещении должен оставаться проход шириной не менее 1 м.
В отдельном здании расположены:
6. Операторное помещение
Из операторного отделения производится управление всеми процессами производства. Помещение находится в отдельном 3-х этажном здании, на 3-ем этаже.
7. Анализаторная
Анализаторная расположена в этом же помещении. Здесь устанавливаются датчики непрерывно действующих автоматических анализаторов. К датчикам подведены пробоотборные трубки от соответствующих технологических трубопроводов, размещенных во взрывоопасных помещениях. Изменение концентраций анализируемых веществ преобразуется в датчиках в соответствующие пневматические или электрические сигналы, передаваемые вторичным приборам автоматики, расположенным в операторной.
8. Цеховая контрольная лаборатория
Предназначена для анализов сырья, промежуточных и конечных продуктов. При лаборатории предусматривается комната для хранения проб, оборудованная мощной системой вентиляции.
9. Цеховые ремонтные мастерские
Оборудование
мастерской состоит из токарного, сверлильного верстака и стеллажей для
инструментов. Ориентировочные размеры местерской составляют 12![]() 6 м.
6 м.
10. Кладовые
В кладовых хранятся комплекты изготовления прокладок, запас обтирочных материалов.
11. Бытовые помещения
В их состав входят гардеробные, помещения для сушки, обезвреживания и обеспыливания рабочей одежды, уборные, умывальные, душевые, помещения для личной гигиены женщин, курительные, прачечные и помещения для обогревания рабочих. Кроме того, в бытовых помещениях могут быть организованы медицинский пункт и комната для приема пищи.
12. Административно-конторские помещения
К ним относятся кабинет начальника цеха, кабинет технолога цеха, кабинет цеха, контора и красный уголок.
Все рассмотренные помещения соединяются между собой с помощью коридоров, лестничных клеток, галерей и тамбуров.
11. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА ПРОИЗВОДСТВА ФОРМАЛИНА
Химическое производство относится к отрасли промышленности, которая представляет потенциальную опасность профессиональных заболеваний и отравлений работающих. Число отравлений и профессиональных заболеваний, несмотря на рост химизации промышленности, непрерывно снижается; однако отдельные случаи отравлений и профессиональных заболеваний еще имеются, и предупреждение их остается важнейшей задачей гигиены труда.
Работа в цехе формалина характеризуется следующими опасностями:
- Газоопасностью. Метанол, формальдегид, природный газ, азотная кислота могут создать загазованность и служить причиной отравления при вдыхании их паров.
- Взрыво-и пожароопасностью. Возможно образование взрывоопасных смесей метанола, формальдегида и природного газа с воздухом. Например, в случае снижения концентрации метанола в спиртовоздушной смеси, а также при пропусках метанола, формалина и природного газа через неплотности оборудования и коммуникаций. Азотная кислота в определенных условиях нитрует материалы, повышая их пожароопасность.
- Возможностью получения химических ожогов едким натром, азотной кислотой и формалином при попадании их на кожу.
- Возможностью получения термических ожогов паровым конденсатом или при соприкосновении с нагретыми поверхностями оборудования и трубопроводов.
- Возможностью поражения электрическим током при соприкосновении с токоведущими частями электрооборудования или при неисправности изоляции электрооборудования и электропроводки.
- Возможностью получения механических травм при проведении работ на высоте, при обслуживании оборудования и ремонте механизмов.
Несмотря на мероприятия, исключающие попадание вредных веществ в воздух рабочей зоны, в производстве возможен контакт обслуживающего персонала с вредными веществами по следующим причинам:
- при разгерметизации оборудования, трубопроводов, арматуры;
- при ремонте и чистке аппаратов;
- при замене контактной массы.
Учитывая выше изложенное, в целях предупреждения профессиональных заболеваний и улучшения условий труда для работающих, в производстве формалина предусмотрены льготы, которыми пользуются работники аналогичных производств:
1. Согласно "Перечню производств, профессий и должностей, работы в которых дают право на бесплатное получение лечебно-профилактического питания в связи с особо вредными условиями труда" 1977 года пункт 141, рабочие и ИТР получают питание по рациону N 2.
2. Согласно "Списку производств, цехов, профессий и должностей с вредными условиями труда, работа в которых дает право на дополнительный отпуск и сокращенный рабочий день", 1976 год, пункт 223, рабочие и ИТР имеют право на дополнительный отпуск.
11.1 Производственная санитария
Воздушная среда характеризуется на химические загрязнения и метеоусловия. Характеристика химического загрязнения, ПДК и их влияния на организм человека, приведены в таблице 12.1.
Химические загрязнения представляют угрозу для жизни человека, для его здоровья и для окружающей среды. Чтобы предотвратить загрязнение, необходимо принимать меры по защите окружающей среды, а также меры коллективной и индивидуальной защиты.
Таблица 11.1 – Токсические свойства, ПДК, класс опасности сырья, полупродуктов, готовой продукции и отходов производства (ГН 2.2.4.586 – 98)
| Наименование сырья, полупродуктов, готовой продукции, отходов производства |
Класс опас-ности ГОСТ 12.1.007 -76 |
Характеристика токсичности (воздействие на человека) |
ПДК вредных веществ в воздухе рабочей зоны производственных помещений ГОСТ 12.1.005-88 |
|
| 1 | 2 | 3 | 4 |
|
| Метанол | 3 | Яд нервного и сосудистого действия с резко выраженным коммуля-тивным действием |
5мг/м3 |
|
| Формалин (по формальдегиду) | 2 | Токсичен. Раздражает слизистые обо-лочки,вызывает дерматит. |
0,5 мг/м3 по формальдегиду |
|
| Едкий натр | 2 | При попадании на кожу вызывает ожоги |
0,5 мг/м3 аэрозоль |
|
| Надсмольная вода | - | Токсичность определяется содержанием в ней метанола и формальдегида |
|
|
| Азотная кислота | 3 | При попадании на кожу вызывает химические ожоги |
5мг/м3 |
|
|
Азотнокислое серебро |
Действует прижигающе на кожу и слизистые оболочки. Вызывает воспалительные заболевания кожи. При многолетней работе серебро накапливается в организме |
|
||
| Окислы азота | 3 | Раздражают дыхательные пути, вызывают удушье, коньюктивиты и поражают роговицы глаз. |
5мг/м3 |
|
| Выхлопные газы (абгазы) | 3 | Токсичность определяется содержанием формальдегида и метанола |
29мг/м3 |
|
| Природный газ (по метану) | 3 | Оказывает наркотическое действие |
300мг/м3 |
|
Санитарная характеристика производственных зданий, помещений и наружных установок в таблице 12.2.
Таблица 11.2 – Санитарная характеристика производственных зданий, помещений и наружных установок
| Наименование производственных зданий, помещений, установок. |
Группа производственных процессов по санитарной характеристике (СНИП 2 09 04-87) |
|
| Наружная установка | 3-а |
|
| Стандартизация формалина. | 3-а |
|
| Насосное отделение | 3-а |
|
| Воздуходувное отделение | 1-б |
|
| Теплопункт | 1-б |
|
| Факельная установка | 3-б |
|
В связи с применением вредных и ядовитых веществ на производстве формалина, средства индивидуальной защиты и аварийный запас принят в соответствии с действующими отраслевыми нормами согласно ГН 2.2.5.686 – 99.
Средства коллективной защиты, в зависимости от назначения, делятся на следующие классы:
- средства нормализации воздушной среды производственных помещений и рабочих мест;
- средства нормализации освещения производственных помещений и рабочих мест;
- средства защиты от ионизирующих, инфракрасных, ультрафиолетовых и электромагнитных излучений;
- средства защиты от магнитных и электрических полей;
- средства защиты от излучения лазеров;
- средства защиты от шума, вибрации и ультразвука;
- средства защиты от поражения электрическим током;
- средства защиты от статического электричества;
- средства защиты от высоких и низких температур окружающей среды;
- средства защиты от воздействия механических, химических и биологических факторов.
Для индивидуальной защиты органов дыхания от вредных веществ используются противогазы марки А, БКФ, респираторы марки РПГ-67;А; КД. Противогазовый респиратор представляет собой резиновую полумаску с двумя резиновыми муфтами по бокам. В муфты вставлены сменные цилиндрические патроны из картона или пластмассы, снаряженные сорбентом. Респираторы снабжены патронами марок А и КД, каждый из которых используется строго по назначению.
Для защиты рук от агрессивных химических веществ применяют резиновые перчатки. Для защиты глаз применяют защитные очки, выпускаемые в соответствии с требованиями ГОСТ 12.4.013 – 85Е «Очки защитные».
В местах работы с кислотами и щелочами установлены аптечки с нейтрализующими растворами.
Средства защиты применяют для предотвращения или уменьшения воздействия на работающих опасных и вредных производственных факторов. К средствам защиты предъявляют следующие требования: они должны обеспечивать высокую степень защитной эффективности и удобство при эксплуатации; должны создавать наиболее благоприятные для человека соотношения с окружающей внешней средой и обеспечивать оптимальные условия для трудовой деятельности.
С целью защиты работающих от воздействия формалина, метанола, паров кислоты и щелочи производственные помещения снабжены системой приточной и вытяжной вентиляции.
В производственных помещениях и на открытых установках производства предусмотрены датчики сигнализации предельных концентраций углеводородов типа СТМ-10.
Все виды ремонтных работ и работ по обслуживанию оборудования производятся в спецодежде, спец.обуви и в каске.
11.1.1 Производственные метеорологические условия
Метеоусловия сочетание параметров микроклимата, которое при длительном воздействии на человека обеспечивает сохранение нормального состояния организма. Метеоусловия должны обеспечивать сохранение ощущение теплового комфорта и создавать наиболее благоприятные условия для высокой работоспособности.
Метеорологические условия производственной среды (рабочих помещений, производственных цехов, открытых рабочих площадок и др.) зависят от физического состояния воздушной среды и характеризуются такими метеорологическими элементами как: температура, влажность и скорость движения воздуха, а также тепловым излучением от нагретых поверхностей оборудования. Совокупность этих факторов, характерных для данного производственного участка, называется производственным микроклиматом.
Так, увеличение движения воздуха ослабляет неблагоприятное действие высокой температуры и усиливает и усиливает действие низкой; повышение влажности воздуха усугубляет действие как высокой, так и низкой температуры. Следовательно, в одних случаях сочетание метеорологических факторов создает благоприятные условия для нормального протекания жизненных функций организма, а в других неблагоприятные, что может привести к нарушению терморегуляции организма.
Производственные метеоусловия регламентируются ″Санитарными нормами проектирования промышленных предприятий СанПиН 2.2.4.548 – 96
Чтобы в зимний период рабочие могли обогреться, а в местах укрыться от зноя и осадков, в помещении создается специальный микроклимат. В теплый период года температура воздуха должна быть 20 – 22°С, а в холодный период 22 – 24°С, относительная влажность воздуха 30 – 60 %, скорость воздуха 0,2 – 0,7 м/с.
Для обеспечения нормальных метеорологических условий и поддержания теплового равновесия между телом человека и окружающей средой, в цехе проводится ряд мероприятий:
- механизация и автоматизация тяжелых и трудоемких работ, выполнение которых сопровождается избыточным теплообразованием в организме человека;
- дистанционное управление теплоизлучающими процессами и аппаратами (гетерогенно каталитическое окисление метанола в контактном аппарате), что исключает необходимость пребывания работающих в зоне инфракрасного излучения;
- рациональное размещение и теплоизоляция оборудования, аппаратов, коммуникаций и других источников, излучающих на рабочие места конвекционное и лучистое тепло.
Теплоизлучающее оборудование установлено на открытой площадке. Теплоизоляция осуществлена с таким расчетом, чтобы температура наружных стенок теплоизлучающего оборудования не превышала 45°С;
- источники интенсивного влаговыделения снабжены крышками;
- организация рационального водно-солевого режима с целью профилактики перегрева. Для этого к питьевой воде добавляют небольшое количество (0,2 – 0,5%) поваренной соли и насыщают ее углекислым газом (сатурируют). Питье подсоленной воды приводит к более быстрому восстановлению водно-солевого равновесия, утоляет жажду, компенсирует потоотделение и уменьшает потерю массы; углекислый газ придает воде вкус и улучшает секрецию желудочного сока;
- обеспечение рабочих рациональной спец.одеждой и спец.обувью.
11.1.2 Производственная освещенность
Одним из важнейших элементов благоприятных условий труда является рациональное освещение помещений и рабочих мест. При правильном освещении повышается производительность труда, улучшаются условия безопасности, снижается утомляемость. При недостаточном освещении рабочий плохо видит окружающие предметы и плохо ориентируется производственной обстановке. Успешное выполнение рабочих операций требует от него дополнительных усилий и большого зрительного напряжения. Неправильное и недостаточное освежение может привести к созданию опасных ситуаций. Наилучшие условия для полного зрительного восприятия создает солнечный свет.
Для освещения производственных, служебных, бытовых помещений используют естественный свет и свет от источников искусственного освещения.
Естественное освещение
Источник естественного (дневного) освещения – солнечная радиация, т.е. поток лучистой энергии солнца, доходящей до земной поверхности в виде прямого и рассеянного света.
В дневное время производственные здания освещаются естественным светом. Естественный солнечный свет характеризуется большой интенсивностью, равномерностью освещения, относительно невысокой средней яркостью на единицу площади, изменением освещенности в течение суток.
Основной величиной для расчета и нормирования естественного освещения внутри помещений принят коэффициент e,%, естественной освещенности (КЕО), представляющий собой отношение естественной освещенности внутри помещения Ев, лк, к одновременному значению наружной горизонтальной освещенности Ен, лк, создаваемой светом полностью открытого небосвода:
 (11.1)
(11.1)
Нормы естественного освещения промышленных зданий, сведенные к нормированию коэффициента естественной освещенности (КЕО) предствавлены в СНиП 23 – 05 – 95. СНиП 23 – 05 95 устанавливает требуемую величину КЕО в зависимости от точных работ, вида освещения и географического расположения производства. В таблице 12.3 приведены значения КЕО.
Таблица 11.3 – Значения коэффициента естественной освещенности для производственных освещений
|
Разряд работ |
Характеристика зрительной работы | Значения КЕО | ||
|
Виды работ по степени точности |
Наименьший размер объекта различения, мм | При верхнем или комбинированном освещении | При боковом освещении в зоне с устойчивым снежным покровом | |
| III |
Высокой точности |
0,3 – 0,5 | 5 | 1,6/2,0 |
Расчет естественного освещения заключается в определении площади световых проемов для помещения. Расчет ведем по формуле:
 (11.2)
(11.2)
где, S0 – суммарная площадь световых проемов окон (3 м 2,5 м = 7,5 м 2); Sп – площадь пола помещения (8 м 4 м = 32 м2); ен – нормированное значение КЕО (1,6); Кз – коэффициент запаса (Кз = 1,2 – 2,0); η0 – световые характеристики окна (23); τ0 – общий коэффициент светопропускания (0,4); r1 – коэффициент, учитывающий отражение света при боковом и верхнем освещении (1,6); Кзд – коэффициент, учитывающий затемнение окон противостоящими зданиями, (Кзд =1 1,7).
При боковом естественном освещении площадь светового проема равна:
![]()
S0 = 25,2 м2 площадь 3 окон, а одного окна равна 8,4 м2.
Таким образом, площадь световых проемов (окна) соответствует допустимым нормам.
Искусственное освещение.
Искусственное освещение предусматривается в помещениях, в которых недостаточно естественного света, или для освещения помещения в часы суток, когда естественная освещенность отсутствует.
Искусственное освещение нормируется в единицах освещенности – люксах (Лк). Выбор освещенности производится в соответствии со СНиП 23 – 05 – 95. Освещенности помещений приняты по действующим нормам исусственного помещения:
а) для освещения производственных отделений и открытых площадок с устанавливаемыми на них аппаратами не менее 30 люкс;
б) для освещения помещения КИП – 200 люкс (при люминесцентном освещении);
в) для освещения бытовых помещений – 30 люкс.
Так как по санитарным нормам на ЦПУ освещенность должна быть 200 Лк, то при этом используют люминесцентные лампы типа ЛБУ. Они создают в производственных помещениях искусственный свет, приближающийся к естественному, более экономичны в сравнении с другими лампами и создают освещение более благоприятное с гигиенической точки зрения.
Освещение территории цеха предусматривается светильниками наружного освещения типа УПМ-500, СХ-500.
Для освещения при работе внутри аппаратов предусмотрены светильники во взрывозащищенном исполнении. Подвесной светильник повышенной надежности против взрыва типа НОГЛ-80 с люминесцентной лампой мощностью 80 Вт использую для общего освещения взрывоопасных зон классов В-Iа, В-Iг.
В случае отключения рабочего освещения в производственных помещениях предусмотрено аварийное освещение.
Проводка для освещения производственных пожароопасных помещений и открытых площадок приняты типа СХ, подвешенные на трубных стойках (торшерах).
Для освещения нормальных помещений предусматриваются светильники типа ″Универсаль″, ″Люцетта″ и для освещения помещения КИП – люминесцентные светильники.
Проводка к светильникам в производственных пожароопасных помещениях предусматривается проводом марки АПРТО в газовых трубах и кабелем марки АВРГ.
Питающие кабели, идущие от трансформаторной подстанции до распределительных пунктов предусматриваются марки АСБ со свинцовой оболочкой ввиду закисленности грунта.
11.1.2 Шумы и вибрация
Некоторые производственные процессы сопровождаются значительным шумом и вибраций. Источники интенсивного шума и вибрации являются машины и механизмы с неуравновешенными вращающимися массами, в отдельных кинематических парах которых возникают трение и соударения, а также технологические установки и аппараты, в которых движение газов и жидкостей происходит с большими скоростями и сопровождается пульсацией.
Повышение уровня шума и вибрации на рабочих местах оказывает вредное воздействие на организм человека.
В результате длительного воздействия шума нарушается нормальная деятельность сердечно-сосудистой и нервной системы, пищеварительных и кроветворных органов. Вибрация воздействует на центральную нервную систему, желудочно-кишечный тракт, органы равновесия, вызывает головокружение т.д.
Шум – это совокупность звуков различной частоты и интенсивности (силы), возникающих в результате колебательного движения частиц в упругих средах (твердых, жидких, газообразных).
При нормировании шумовых характеристик рабочих мест, как правило, регламентируют общий шум на рабочем месте независимо от числа источников шума в помещениях и характеристик каждого в отдельности.
″Санитарными нормами проектирования промышленных предприятий″ (ГОСТ 12.1.003-88) определены допустимые уровни параметров шума и вибрации. Норма составляет 80 дБ.
При постоянном шуме на рабочем месте нормируется уровень звукового давления (в дБ) октавных полосах частот со среднегеометрическими частотами 63, 125, 350, 500, 1000, 2000, 4000, 8000 Гц.
Наиболее шумным из помещений, где расположено оборудование производства формалина, является помещение воздуходувной, где уровень звукового давления во всех частотах превышает допустимые уровни для производственных помещений с постоянным пребыванием людей. Для воздуходувного отделения, где нет постоянного рабочего места и пребывание
человека в смену не превышает один час, применяются индивидуальные средства защиты антифоны, ″беруши″.
Вибрация – это колебания твердых тел – частей аппаратов, машин, оборудования, сооружений, воспринимаемые организмом человека как сотрясения. Часто вибрации сопровождаются слышимым шумом. Местная вибрация характеризуется колебаниями инструмента и оборудования, передаваемыми к отдельным частям тела. При общей вибрации колебания передаются всему телу от работающих механизмов на рабочем месте через пол, сиденье или рабочую площадку. Наиболее опасная частота общей вибрации лежит в диапазоне 6 9 Гц, поскольку она совпадает с собственной частотой колебаний внутренних органов человека, в результате чего может возникнуть резонанс.
Гигиенические допустимые уровни вибрации регламентирует ГОСТ 12.1.012 – 96 «Вибрация. Общие требования безопасности». Нормируемыми параметрами общих вибраций являются среднеквадратичные величины колебательной скорости в октавных полосах частот со среднегеометрическими значениями.
Согласно этим нормам, уровень вибрации оценивается по спектру виброскорости в диапазоне частот от 11 до 2800 Гц в октавных полосах частот со следующими среднегеометрическими значениями: 5; 16; 31; 63; 125; 250; 500; 1000; 2000 Гц.
Установлены предельно допустимые величины, ограничивающие общие вибрации: при частоте до 11 Гц – нормируемым параметром является смещение, при частоте от 11 до 355 Гц виброскорость.
Для измерения вибрации применяются виброметры и шумомеры с дополнительным приспособлением – предусилителем, устанавливаемым вместо микрофона.
Одним из основных организационных мероприятий по борьбе с шумом и вибрацией является исключение из технологического процесса виброакустически-активного оборудования.
Основными техническими мероприятиями являются:
- правильное проектирование фундамента под нагнетатели воздуха с учетом динамических нагрузок;
- наличие виброоснования у вентиляционных установок;
- шумоглушение на всасывании и выхлопе вентиляционных систем.
С целью защиты обслуживающего персонала от шума и вибрации здания и сооружения выполнены согласно санитарным нормам, вентиляторы установлены на виброоснованиях и подсоединены к воздуховодам через мягкие вставки.
Защита от шума достигается качественным монтажом отдельных узлов машин, динамической их балансировкой и современным проведением планово-предупредительных ремонтов. Необходимо также своевременно проверять работу подшипников, устранять удары и биения деталей при возникновении зазоров в сочленениях, прочно закреплять кожухи, ограждения. Уменьшить шум на рабочих местах можно установкой звукопоглощающих конструкций близ источника шума или рабочего места. Конструкцию и материал звукопоглощающих облицовок выбирают, исходя из частотной характеристики шума и звукопоглощающих свойств материала.
Для защиты от вибрации широко используют вибропоглощающие и виброизолирующие материалы и конструкции. Виброизоляция – это снижение уровня вибрации защищаемого объекта, достигаемое уменьшением передачи колебаний от их источника.
11.2 Техника безопасности
11.2.1 Техника безопасности при разработке генерального плана
Планировку промышленного района связывают с планировкой прилегающих районов города. Промышленные предприятия целесообразно проектировать объединенными в промышленные узлы с общими для предприятий вспомогательными производствами. Данное производство удобно расположено в плане источника сырья и сбыта готовой продукции.
Генеральные планы промышленных предприятий проектируют с соблюдением требованиям действующих СНиП, инструкций по разработке схем генеральных планов, санитарных норм проектирования промышленных предприятий, ГОСТов и других нормативных документов.
Производство формалина по противопожарным нормам Н-102-54 строительного проектирования относится к категориям «А» и «Б», а по санитарным нормам к классу I (воздуходувное отделение) и классу III (наружная установка). Ширина санитарно-защитной зоны 1000м.
Цех расположен на территории Томского Нефтехимического комбината и имеет подъездные пути с двух сторон.
По материалам инженерно-геологических изысканий грунты имеют следующую характеристику:
1) почвенный слой;
2) суглинок лессовидный – заболоченный;
3) грунтовая вода повсеместно на поверхности земли.
Грунтовые воды по отношению к бетону не являются агрессивными. Глубина промерзания грунта согласно НТУ-187-55 принимается 2,25 м от спланированной отметки территории комбината.
11.2.2 Техника безопасности технологического процесса
Технологический процесс определяется параметрами, при которых обеспечивается нормальное его функционирование. Технологическими параметрами называются измеримые величины, определяющие состояние веществ, образующихся в данном процессе. Наиболее важным для определения степени безопасности технологического процесса являются физико-химические параметры: давление, температура и концентрация веществ.
Особоопасные стадии в производстве формалина является:
1. Приготовление метаноло-воздушной смеси - в испарителе поз.Е2а возможно образование взрывоопасных смесей.
2. Синтез формальдегида - в контактном аппарате поз.Р1 возможен взрыв и термические ожоги.
3. Установка термического обезвреживания - процесс обезвреживания абгазов, для получения горячей воды с температурой до 140°С, протекает с применением в качестве топлива природного газа, способного образовывать взрывоопасные смеси с воздухом.
В целях исключения возникновения взрывов, пожаров, отравлений, ожогов, травм при эксплуатации производства должны соблюдаться следующие обязательные условия:
Ведение технологического режима осуществляют в строгом соответствии c требованиями и нормами технологического регламента. При этом необходимо контролировать и выдерживать в заданных пределах следующие параметры:
- Расход воздуха в спиртоиспаритель поз.Т1, Е2а. При изменении подачи воздуха изменяется состав спиртовоздушной смеси, производительность агрегата. При избытке воздуха увеличиваются побочные реакции с выделением углекислого газа, кроме того, может образоваться взрывоопасная концентрация метанола. При недостаточном количестве воздуха увеличиваются побочные реакции с образованием метана. При значительном недостатке воздуха возможно выделение свободного углерода.
- Температуру в спиртоиспарителе. Снижение температуры в испарителе поз.Е2а на 1°С ведет к повышению температуры в контактном аппарате поз.Р1 на 100°С, а повышение температуры в испарителе на 1оС ведет к снижению температуры в контактном аппарате на 100°С.
- Изменение уровня в испарителе поз.Е2а приведет к изменению интенсивности испарения метанола.
- Температуру спиртовоздушной смеси после теплообменника поз.Т2. Понижение температуры ведет к попаданию капель жидкости на катализатор, что ведет к потере его активности и замедлению реакции образования формальдегида.
- Температуру в контактном аппарате поз.Р1. Изменение температуры в сторону повышения ведет к образованию побочных реакций.
- Температуру реакционных газов на выходе из подконтактного холодильника. Пониженная температура способствует полимеризации формальдегида в трубках холодильника, повышенная - продолжению побочных реакций.
- Температуру в кубе абсорбционной колонны поз.К1. При высокой температуре ухудшается поглощение формальдегида, при низкой - происходит его полимеризация.
- Состав и температуру выхлопных газов. По составу абгазов определяется характер протекания реакции в контактном аппарате, температура влияет на состав выхлопов.
- Температуру в стандартизаторах. Понижение температуры вызывает полимеризацию формальдегида, повышение - приводит к его потерям и загрязнению атмосферы.
- Температуру куба ректификационной колонны поз.К2. Понижение температуры вызывает увеличение концентрации метанола в кубовой жидкости, повышение приводит к увеличению концентрации формальдегида в дистилляте.
- Вакуум в ректификационных колоннах. Понижение вакуума приводит к увеличению концентрации метанола в кубовой жидкости и повышению кислотности.
Чтобы избежать аварийных ситуаций в процессе получения формальдегида необходимо для следующих параметров строго соблюдать границы критических значений:
1. Снижение объемной доли метанола в метаноловоздушной смеси менее 34,7% ведет к обеднению метаноло-воздушной смеси и как следствие, к взрыву. Поэтому, объемная доля метанола в метаноло-воздушной смеси должна быть (45-50) %, а массовая доля метанола в жидкой фазе испарителя поз.Е2а – не менее 20 % .
2. Уровень в испарителе поз.Е2а поддерживать не ниже 30 %.
3. Температуру метаноло-воздушной смеси после огнепреградителя поз.Х3 поддерживать (100-180)°С.
4. Температуру в контактном аппарате поддерживать (550-600)°С при "мягком режиме" и (640-700)°С при "жестком режиме".
11.2.3 Техника безопасности механического оборудования
Процесс каталитического окисления метанола протекает в контактном аппарате. Рабочее давление в трубках аппарата 0,065Мпа, в межтрубном пространстве – 0,2 МПа.
Межтрубное пространство контактного аппарата перед эксплуатацией подвергают гидравлическому давлению 0,2 МПа; трубное пространство после монтажа подвергают гидравлическому давлению 1,6 МПа.
Конструкция контактного аппарата должна быть герметична, так как нарушение герметичности является одной из основных причин аварии, пожаров и несчастных случаев. Образование неплотностей и связанных с этим утечек опасных газов и паров жидкостей возможно в разъемных соединениях крышек, люков, разъемных фланцевых и резьбовых соединениях, сальниковых устройствах.
Герметичность осуществляется за счет фланцевых уплотнений типа шип – паз и правильным подбором прокладок (паронит).
Надежная изоляция контактных аппаратов также ведет к безопасности производства.
Аппараты, контактирующие с агрессивной средой, изготовлены из высоколегированной стали марки 12Х18Н10Т.
Меры для предупреждения аварийной разгерметизации:
- Оборудование, содержащее формалин, сообщается с атмосферой через огнепреградители.
- Оборудование, работающее под давлением более 0,7 кгс/см2 (согласно Ростехнадзору), обеспечивается установкой предохранительных клапанов (на паросборнике и конденсатосборнике). На паросборнике, помимо рабочего, устанавливается контрольный предохранительный клапан. В кубе ректификационной колонны поз.К2, имеющей 70 тарелок, установлено 2 предохранительных клапана.
- Для предотвращения повышения давления от перегрева метанола на аппарате получения метаноло-воздушной смеси устанавливается предохранительный клапан.
На контактном аппарате установлена предохранительная мембрана для предотвращения разрыва аппарата.
- Во избежание образования взрывоопасной смеси метанола и формальдегида с воздухом для оборудования, содержащего метанол и формалин, предусматриваются системы "азотного дыхания".
- В помещении насосном, при выделении паров метанола и формальдегида выше 20 % от НКПВ, предусмотрена звуковая и световая сигнализация взрывоопасной концентрации, сблокированная с аварийной вентиляцией.
- Для уменьшения вредных выделений в помещении насосном предусмотрены бессальниковые герметичные электронасосы и насосы с двойными торцевыми уплотнениями.
- Аппараты и коммуникации тщательно герметизируются. Жидкие и газообразные продукты транспортируются по трубопроводам.
- Аппараты и трубопроводы, находящиеся в помещении с температурой выше плюс 45°С, а также все трубопроводы и емкости, находящиеся на улице, теплоизолированы.
- Перед ремонтом аппараты и трубопроводы опорожняются в подземные емкости, промываются и продуваются сжатым азотом и воздухом.
11.2.4 Электробезопасность
Электробезопасность система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, статического электричества.
Изоляция
Исправность изоляции – основное условие, обеспечивающее безопасность эксплуатации и надежность электроснабжения электроустановок. В электроустановках применяются следующие виды изоляций: рабочая изоляция – электрическая изоляция токоведущих частей, обеспечивающая нормальную работу электроустановки и защиту от поражения электрическим током; дополнительная изоляция – электрическая изоляция, предусмотренная дополнительно к рабочей изоляции для защиты от поражения электрическим током в случае повреждения рабочей изоляции.
Регулярное наблюдение за состоянием изоляции электрических сетей – одна из основных мер, предотвращающих поражение человека электрическим током. Контроль сопротивления изоляции может быть периодическим и непрерывным. Сопротивление изоляции силовых и осветительных электропроводов должно быть не ниже 0,5 МОм.
Во взрывоопасных зонах всех классов с химически активными средами должны применяться провода и кабели с поливинилхлоридной изоляцией, а также провода с резиновой изоляцией и кабели с резиновой и бумажной изоляцией в свинцовой или поливинилхлоридной оболочке.
Чтобы обеспечить надежную работу электрооборудования в химически активных средах, необходимо исключить возможность проникновения химически активных реагентов в оболочки электрооборудования и применять специальные конструкционные материалы и защитные покрытия. Конструкция вводных устройств электрооборудования должна обеспечивать защиту токоведущих частей, изоляции и мест соединений от воздействия химически активных сред, для которых оно предназначено.
Статическое электричество
Заряды статического электричества могут возникнуть при соприкосновении или трении твердых материалов, при размельчении или пересыпании однородных и разнородных непроводящих материалов, при разбрызгивании диэлектрических жидкостей, при транспортировке сыпучих веществ по трубопроводам и др.
Продукты, используемые при производстве формалина имеют объемное сопротивление, что способствует возникновению статического электричества при их транспортировке, так как все трубопроводы и аппараты изготовлены из углеродистой и легированной стали.
Для предупреждения возможности накопления разрядов статического электричества на производстве формалина предусмотрены:
1. Заземление оборудования, трубопроводов.
2. Скорость транспортирования по трубопроводам метанола, формалина не должна превышать 10 м/с.
Одним из надежных методов снижения потенциалов статического электричества является заземление всех металлических частей оборудования, где возможна электризация. Заземлять следует не только те части оборудования, которые учавствуют в регенировании зарядов, но и все другие изолированные проводники, которые могут зарядиться по индукции.
Оборудование следует считать электростатически заземленным, если сопротивление в любой точке при самых неблагоприятных условиях не превышают 106 Ом.
Заземление
Защитным заземлением называется преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением при замыкании на корпус и по другим причинам. Задача защитного заземления – устранение опасности поражения током в случае прикосновения к корпусу и другим токоведущим металлическим частям электроустановки, оказавшимся под напряжением.
Защита зданий, сооружений, оборудования, трубопроводов от прямых ударов молнии, осуществляется путем присоединения корпусов отдельных аппаратов к заземляющему устройству и установкой молниеприемников. Защита аппаратов и трубопроводов от статической индукции и статического электричества осуществляется присоединением к контуру заземления.
Система устройства заземления состоит из внутреннего и внешнего контуров.
Внешний контур выполнен из электродов, изготовленных из стальных вертикальных стержней длиной 2,5 м и соединенных между собой полосовой сталью (4х40) мм. Внутренний контур заземления выполнен из полосовой стали (4х25) мм, (4х40) мм и присоединен к внешнему. Все соединения заземляющего устройства выполнены сваркой.
Все электрооборудование, пусковая аппаратура, оборудование, трубопроводы, а так же все металлические части, нормально не находящиеся под напряжением, но могущие под таковым оказаться вследствие нарушения изоляции, заземлены присоединением к контуру.
Металлические вентиляционные короба и кожухи теплоизоляции трубопроводов также присоединены к внутреннему контуру защитного заземления.
Заземление кабельных конструкций осуществляется с помощью строительных металлоконструкций, на которых они установлены.
Колонные и емкостные аппараты заземлены в двух точках.
11.2.5 Пожаровзрывобезопасность
Для максимального ограничения количества горючих веществ, которые могут поступать в окружающую среду при аварийной разгерметизации системы, производства формалина разделено на блоки, каждый из которых должен быть отключен от технологической схемы запорной арматурой без опасных изменений режима, приводящих к развитию аварии в смежной аппаратуре.
Оценка взрывоопасности блоков производства формалина произведена в соответствии с "Общими правилами взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств" утвержденными Гостехнадзором СССР 06.09.88 г. АООТ "Сибхимпроект" (г.Новосибирск).
Расчетная категория взрывоопасности для всех блоков III, а так как формалин - вещество II класса опасности, то для всех блоков устанавливается II категория взрывоопасности в таблице 11.4.
Таблица 11.4 – Категории взрывоопасности для всех блоков
| № блока и наименование | Границы блока | Общий энергетический потенциал взрывоопасности Е,кДж | Относительный энергетический потенциал взрываемости | Категория взрывоопасности | Радиус разрушения блока, м |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
1.Испарение метанола |
Испаритель поз.Е2а, теплообменник поз.Т2, перегреватель поз.Т2, огнепреградитель поз.Х3 |
7,67 107 |
25,7 | III | 5,5 |
|
2.Синтез формальдегида |
Реактор поз.Р1 |
2,35 107 |
25,7 | II | 2,8 |
|
3.Абсорбция формальдегида и метанола |
Абсорбционная колонна поз.К1 |
2,7 107 |
18,2 | II | 3,0 |
|
4.Охлаждение формалина |
Теплообменник поз.Х4, насос поз.Н3/1,2 |
1,0 107 |
13,0 | II | 1,5 |
|
5.Подача абгаза на сжигание |
Трубопроводов абгазов от абсорбционной колонны поз.К1 |
3,85 107 |
9,5 | III | 0,8 |
|
6.Ректификация формалина |
Ректификационная ко- лона поз.К2, сборник поз.Е5, вакуум-насос поз.Н7/1,2 |
3,03 107 |
18,9 | II | 3,3 |
| 7.Транспорти-ровка метанола в испаритель | Насос поз.Н6/1,2 |
2,3 107 |
17,2 | III | 2,8 |
| 8.Стандартиза-ция | Стандатизатор |
1,04 107 |
6,1 | II | - |
| 9.Транспорти-ровка формалина | Насос |
0,78 107 |
5,7 | II | 0,23 |
|
10.Прием и подача метанола в процесс |
Трубопроводы мета- нала |
5,06 107 |
22,4 | III | 4,2 |
| 11.Опорожне-ние метанола | Емкость |
4,88 107 |
4,8 | II | 0,18 |
| 12.Хранение формалина | Емкость |
5,06 107 |
22,4 | II | 1,6 |
| 13.Перекачива-ние формалина в емкостях и налив в ж/д цистерны | Насосы |
1,16 107 |
16,8 | II | 1,2 |
Пожаровзрывоопасные свойства сырья, полупродуктов, готовой продукции и отходов производства представлены в таблице 12.5.
Таблица 12.5 – Пожаровзрывоопосные свойства сырья, полупродуктов, готовой продукции и отходов производства (ГН 2.2.4.586 – 98)
| Наименование сырья, полупродуктов, готовой продукции, отходов производства |
Класс опас-ности ГОСТ 12.1.007 -76 |
Температура, °С | Концентрационный предел воспламенения | ||||||
| ВСП | ВОСП |
Само. ВОСП. |
Нижний | Верхний | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||
| Метанол | 3 | 8 | 13 | 464 | 6 | 34,7 | |||
| Формалин (по формальдегиду) | 2 | 56-85 | 62-80 | 435 | 7 | 73 | |||
| Едкий натр | 2 | - | - | - | - | - | |||
| Надсмольная вода | - | 63 | - | 610 | - | - | |||
| Азотная кислота | 3 | Не горючая. При контакте с горючими веществами вызывает их самовозгорание. | |||||||
|
Азотнокислое серебро |
Не горючее | ||||||||
| Окислы азота | 3 | Не горючие | |||||||
| Выхлопные газы (абгазы) | 3 | по водороду | |||||||
| 500 | 4 | 75 | |||||||
| по окиси углерода | |||||||||
| 610 | 12,5 | 74 | |||||||
| Природный газ (по метану) | 3 | с воздухом | |||||||
| 537 | 4,9 | 15,4 | |||||||
| с кислородом | |||||||||
| 5,6 | 6,1 | ||||||||
Для обеспечения пожарной безопасности производство формалина оборудуется первичными противопожарными средствами согласно "Нормам первичных средств пожаротушения для производственных складских и жилых помещений".
Пожаротушение внутри помещений осуществляется от пожарных кранов, оборудованных рукавами и стволами - распылителями.
В помещении насосной предусмотрена автоматическая система пожаротушения, сблокированная с отключением вентиляции.
Для пожаротушения наружной установки предусмотрены лафетные установки и стояки сухотрубы.
На лестничных клетках на входе в здание и у этажерки по периметру здания установлены пожарные извещатели.
Для обнаружения подачи сигнала пожарной тревоги, локализации и ликвидации возможного пожара, в насосной и на наружной установке предусмотрена установка автоматического пожаротушения. Огнегасящее вещество – тонко распыленная вода. Подача воды на установку осуществляется по трубопроводам из распределительного пункта по секциям.
Насосная формалина (секции 4-13, 26-28) обслуживается дренчерной установкой, которая приводится в действие автоматически или дистанционно (с ЦПУ), или вручную.
Наружная установка, секции (14-17), обслуживается до 30 м - лафетными стволами, а колонные аппараты выше 30 м – кольцами орошения. Секции (14-17) приводятся в действие дистанционно и вручную.
Узлами управления являются клапаны типа КМ и вентили с электромагнитным приводом.
Для хранения необходимого запаса воды предусмотрен резервуар емкостью 1000 м3.
До пожара элементы установок находятся в состоянии контроля, трубопроводы до узлов управления заполнены водой и находятся под давлением импульсного устройства, а от узлов управления до секций (4-17) - "сухотрубы".
Автоматический пуск установки: При возникновении пожара в секциях (4-13), (22-26) срабатывают электроизвещатели, и сигналы поступают на вскрытие вентиля с электромагнитным приводом и включение насосов. При вскрытии вентиля срабатывает узел управления установкой, пропуская огнетушащее вещество по трубопроводам через оросители на очаг пожара.
Дистанционный пуск установки: Производится от приемной станции ППС-1 в корпусе в случае, если не сработала автоматическая система пуска.
На пульте ППС-1 тумблер соответсвующей секции переводится в положение "дистанционное управление" и после нажатия кнопки "пуск" осуществляется дистанционное включение насосов, поступает сигнал на срабатывание электромагнитного вентиля, вскрывается соответсвующий клапан типа КМ-150 в распределительном пункте и поступает вода по трубопроводам через оросители на очаг пожара.
Ручной пуск осуществляется при отказе автоматического пуска и при проверке системы.
Для вызова пожарной части у входа в корпус производства формалина, на ЦПУ расположены пожарные извещатели и кнопки отключения приточной вентиляции. Взрывопожарная и пожарная опасность, санитарная характеристика производственных зданий, помещений и наружных установок в таблице 11.6.
Таблица 11.6 – Взрывопожарная и пожарная опасность производственных зданий, помещений и наружных установок
| Наименование производственных зданий, помещений, установок. |
Категория взрывопожар.и пожароопасности помещений и зданий ОНТП 24-86 |
Классификация зон внутри помещений для выбора и установки электрооборудования (ПУЭ) |
|
| Класс взрывоопасности или пожароопасной зоны | Категория и группа взрывоопасных смесей | ||
| Наружная установка | - | В-1г |
2В-Т1 2В-Т2 2А-Т2 |
| Стандартизация формалина. | - | П-3 | - |
| Насосное отделение | А | В-1а |
2А-Т2 2В-Т2 |
| Воздуходувное отделение | Д | норм. | - |
| Теплопункт | Д | норм. | - |
| Факельная установка | - | В-1г | 2В-Т2 |
12. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Мероприятия, связанные с охраной окружающей среды:
- охрану атмосферного воздуха от загрязняющих веществ;
- снижение концентрации загрязняющих веществ в сточных водах производства.
Твердых отходов в производстве формалина нет.
12.1 Охрана атмосферного воздуха
Возможными источниками загрязнения атмосферы являются:
- абсорбционная колонна поз.К1,
- вакуум-насосы поз.Н6 процесса ректификации,
- сальники насосов,
- воздушки от аппаратов,
- факельная установка,
- дымовая труба УТО,
- парк емкостей формалина и наливная эстакада,
- аппараты катализаторного отделения.
Выбросы формальдегида и метанола на производстве сведены до минимума.
Абсорбционные газы с верха колонны поз.К1 при стабильном ведении процесса получения формалина подаются на установку термического обезвреживания в водогрейные котлы КВГМ-10-150, где сгорают с выделением тепла.
Избыток выхлопных газов с узла абсорбции при работе и при аварии сжигается на факельной установке.
При остановке УТО в течение продолжительного времени возможно сжигание абсорбционных газов на факеле.
При пуске в атмосферу выбрасывается воздух с парами метанола. При остановке технологической нитки абгазы выбрасываются в атмосферу в течение 0,5 часа.
Инертные газы, содержащие метанол и формальдегид, от вакуум-насосов поз.Н6/1-2 направляются в верхнюю часть колонны поз.К1 и далее на сжигание.
Загрязнение воздуха от сальников насосов уменьшается ввиду использования герметичных насосов и насосов с двойным торцевым уплотнением.
Ко всем аппаратам с метанолом и формалином подведено "азотное дыхание", которое объединяются в общий коллектор и направляется на сжигание.
На складе формалина выбросы от "дыхания" емкостей, при приеме и перекачивании формалина, и выбросы с наливной эстакады при заполнении железнодорожных цистерн очищаются частично в ловушках. Выбросы в атмосферу в таблице12.1.
Таблица 12.1 – Выбросы в атмосферу
|
Аппарат, диаметр и высота выброса |
Количество источников выбросов |
Суммарный объем от- ходящих газов, м3/ч |
Периодичность, ч/сутки |
Характеристика выбросов | ||
| Температура, °С |
Состав выброса |
Допустимое количество Нормируемых компонентов, кг/ч |
||||
|
1.Колонна абсорбци- онная поз.К1 Н-14 м, d-4 м |
3 | 6660,0 | 6 ч/год | 21 |
Формальдегид-4 г/м3 метанол – 7,0 г/м3, окись углерода – 50 г/м3 |
0,012 0,0082 0,0145 |
|
2.Факел поз.Ф1 Н-23,5 м, d-0,5 м |
1 | 20000,0 | 24 | 20 |
Окись углерода -0,561 г/м3, оксиды азота - 0,084 г/м3, метан – 0,014 г/м3 |
11,232 1,6848 0,2808 |
12.2 Очистка сточных вод
Сточные воды от производства формалина, образующиеся при опорожнении промывке насосов, перед ремонтом собираются в подземную емкость и по мере заполнения передавливаются азотом в стандартизатор и далее в процесс.
Сточные воды от смыва полов через приямок у II технологической нитки направляются в химически загрязненную канализацию.
Ливневые стоки с отметок наружной установки через приямки технологических ниток направляются в ливневую канализацию.
Стоки от катализаторного отделения после предварительной нейтрализации растворенной азотной кислоты через подземную емкость направляются в химически загрязненную канализацию.
Стоки от продувки водогрейных котлов, содержащие соли жесткости (Na2CO3, СaCO3, МgCO3) направляются в ливневую канализацию.
Стоки от смыва полов на складе формалина направляются в химически загрязненную канализацию. Сточные воды в таблице 12.2.
Таблица 12.2 – Сточные воды
|
Наименова- ние стока |
Куда сбра- сывается |
Количес- тво стоков, м3/сутки |
Перио- дичность стоков |
Состав сбросов, мг/м |
Допустимое количество сбрасывае- мых вредных веществ, кг/сутки |
|
1.Сточные воды от промывки насосов |
В емкость | 0,5 |
Перио- дически 1 раз в 3 дня |
Формальдегид-2000 метанол - 2000 |
ДВП, мг/л формальде- гид 1,0, метанол-12,5 |
|
2.Сточные воды от смыва полов и ливневые стоки |
В химзаг- рязненную канализа- цию |
не более 20 м3, на операцию |
Перио- дически 2 раза в сутки |
Формальдегид-1860 метанол-1550 |
Формальде- гид-1,0, метанол-12,5 |
12.3 Твердые отходы
Твердые отходы в таблице 13.3.
Таблица 12.3 – Твердые отходы
|
Наименова- ние отхода |
Куда скла- дируется |
Коли- чество отходов кг/сутки |
Периодичность образования |
Характеристика отхода | |
|
Химический состав |
Физические показатели |
||||
|
1.Отработан- ный катали- затор «сере- бро на пемзе» |
Сдается на завод реге- нерации драгоцен- ных метал- лов |
7,40 |
При перегрузках катализатора в реакторах 3 раза в год |
Металличес- кое серебро, нанесенное на гранулы пемзы, заг- рязненное сажей (мас- совая доля до 40%) |
|
|
2.Пемза раз- мером зерен менее 2 мм |
Сдается как строи- тельные отходы на полигон ТБО в р-не д.Михай- ловки |
0,192 |
При просеивании гранулированной пемзы перед про- цессом наработки катализатора |
SiO2 до 74%, AlO+FeO+TiO до 24%, Mg н/б 3%, CaO н/б 5% |
Твердое ве- щество пем- за кусковая или грану- лированная |
13. ЗАЩИТА ЧЕЛОВЕКА В ЧРЕЗВЫЧАЙНЫХ СИТУАЦИЯХ
13.1 Производственные аварии
В связи с тем, что в производстве формалина используются взрыво- пожароопасные метанол и формальдегид, возможны аварийные ситуации, которые могут привести к разрушению зданий, сооружений, технологического оборудования и несчастным случаям с технологическим персоналом, разработан план ликвидации аварийных ситуаций. Все аварийные ситуации выходят на уровень А.
Межблочная арматура, которая используется в аварийных ситуациях, перекрывается дистанционно или вручную.
Расчетное время для закрытия межблочной арматуры – дистанционно 50 секунд, вручную – 2-5 минут.
Меры безопасности при ведении технологического процесса, и производственных операций
Работать только на исправном оборудовании с исправными приборами КИП и средствами автоматизации и управления. Работа на неисправном или негерметичном оборудовании может создать условия для прорыва горючих, токсических паров или газов и образования взрывоопасных смесей. Работа с неисправными приборами КИП может привести к значительному отклонению технологических параметров от норм, что, в свою очередь, может вызвать повышенную загазованность, взрыв или пожар.
Не допускать работы оборудования без ограждения движущихся частей и надежного заземления с целью защиты от статического электричества, грозы и вторичных проявлений молнии.
Технологический процесс вести только при нормально работающей вентиляции. Неисправность вентиляционных систем может привести к загазованности производственных помещений и, как следствие, вызвать отравление, пожар, взрыв.
Не допускать заполнения емкостей с ЛВЖ и ГЖ более, чем на 80 % объема во избежание проливов, утечек.
К работе с оборудованием, подведомственным органам Госгортехнадзора, допускаются лица, имеющие удостоверение о сдаче экзамена по "Правилам и безопасной эксплуатации сосудов, работающих под давлением".
Подвод азота, воздуха к аппаратам и трубопроводам для продувки осуществлять с помощью съёмных участков трубопроводов или гибких шлангов. Крепление шлангов к штуцерам производить с помощью хомутов.
Обслуживающий персонал должен находиться на рабочем месте в спецодежде установленной формы, иметь при себе индивидуальные средства защиты, знать расположение аварийных запасов противогазов и средств пожаротушения.
Курение, проведение постоянных огневых работ разрешается только в специально отведенных местах.
Возможные неполадки, аварийные ситуации и способы их ликвидации в таблице 13.1.
Таблица 13.1 – Возможные неполадки, аварийные ситуации и способы их ликвидации
|
Возможные неполадки, аварийные ситуации |
Причины возникновения | Способы устранения |
| 1 | 2 | 3 |
| 1.Понижение давления пара на паровом коллекторе или на РОУ |
1.Неисправность клапана 2.Прекращение подачи пара с котельной |
1.Отрегулировать давление пара вручную, открыв байпас на клапане 2.При снижении давле- ния пара менее 1,75 кгс/см2 произвести аварийную остановку отделения согласно инструкции Ц-2 |
|
2.Понижение давления оборотной воды менее 2 кгс/см2 |
Неисправность насоса или его остановка |
1.Снизить нагрузку по воздуху на установку до (4000-5000) м3/ч 2.Включить резервный насос. При длительном отсутствии воды произвести аварийную остановку согласно инструкции Ц-2 |
| 3.Понижение напряжения в сети |
Кратковременное падение напряжения, менее 2 сек 2.Падение напряжения более 2 сек |
1.Провести работоспособность всех эл.агрегатов. В случае отключения, произвести запуск 2.Произвести аварийную остановку отделения согласно инструкции Ц-2 |
| 4.Прекращение подачи метанола | Неполадки в работе насосов |
Снизить нагрузку по воздуху до (4000-5000) м3/ч Откачать метанол из емкости (до уровня 30%) в испаритель поз.Е2а При длительном отсутствии метанола произвести аварийную остановку отделения согласно инструкции Ц-2 |
| 5.Массовая доля метанола в испарителе поз.Е2а менее 20% | Неисправен уровнемер поз.LIRCSA-11 |
Увеличить расход метанола для получения заданной по регламенту концентрации, отрегулировав уровень визуально по стеклам Закрыть арматуру у уровнемера поз.LIRCSA-11 и проверить работу Контроль вести визуально по стеклам |
| 6.Возникновение местного пожара | Разгерметизация трубопроводов, оборудования (загорание пролитой жидкости) | Выключить приточно-вытяжную вентиляцию. Закрыть окна и двери, если пожар произошел в помещении. Вызвать пожарную охрану по телефону или по пожарному извещателю. Вызвать газоспасательную службу. Приступить к тушению пожара первичными средствами пожаротушения. Порядок дальнейших дейст- |
| вий определяется согласно «Плана ликвидации аварийных ситуаций». |
13.2 Стихийные бедствия
Чтобы землетрясение и наводнение не наносили урон технологическому оборудованию, следует повышать механическую прочность вновь строящихся зданий и сооружений. Это достигается соответствующей планировкой, а также применением более прочных конструкций и материалов. Построенные здания и сооружения для повышения их прочности могут усиливаться металлическими стойками и балками. Кроме того, необходимо стремиться к уменьшению высоты производственных зданий.
Большинство толстостенных реакционных и ректификационных колонн, аппаратов довольно устойчивы к воздействию ударной волны. Наиболее характерным повреждением является их опрокидывание.
Емкости и хранилища, установленные внутри и снаружи зданий могут быть сброшены с фундаментов или разрушены вследствие отрыва днища или разрыва по швам. Наиболее эффективный способ повышения устойчивости этих сооружений – заглубление их на высоту с усилением крепления.
Емкости с сжиженными или газообразными веществами, находящиеся под давлением, устанавливают на фундаменты с глубокими гнездами и мощной анкеровкой. Штуцера таких емкостей защищают стальными колпаками.
Здания цехов, оборудование, емкости могут обкладываться мешками с песком для защиты от поражающих факторов землетрясения и падающих обломков разрушающих конструкций.
При строительстве новых предприятий необходимо предусматривать, чтобы запасы сильнодействующих и легколетучих веществ были рассредоточены по территории завода.
Для быстрой ликвидации последствий разлива ядовитых жидкостей необходимо заблаговременно создать запасы дегазирующих веществ и воды вблизи хранилищ.
Гражданская оборона
Гражданская оборона представляет собой систему общегосударственных мероприятий, осуществляемых в мирное и военное время для защиты населения и народного хозяйства от оружия массового поражения и других средств нападения противника, а также для проведения спасательных и неотложных аварийно-восстановительных работ в очагах поражения.
Необходимо повысить огнестойкость зданий и сооружений. Для этого здания и сооружения выполняют из железобетона. В целях уменьшения разрушения все основное оборудование расположено на открытой площадке на фундаментах. Компоновка выбрана так, что аппараты с веществами, представляющими наибольшую опасность, расположены на максимальном расстоянии от места нахождения персонала.
Повысить устойчивость зданий и сооружений можно следующим образом:
- увеличить механическую прочность зданий и сооружений установкой железобетонных каркасов, усилением металлическими балками и стойками;
- повысить устойчивость наиболее важных сооружений. Для этого их необходимо строить заглубленными или с уменьшением площадью стен и высотностью, что значительно увеличивает сопротивляемость их ударной волне.
14. ОРГАНИЗАЦИЯ И ЭКОНОМИКА ПРОИЗВОДСТВА
Анализ среды предприятия
1. Потребитель
1.1 Отрасль: производство карбамидоформальдегидных смол.
1.2 Текущее состояние этой отрасли: состояние роста.
1.3 Размер предприятия: крупное.
1.4 Тип производства: массовое.
1.5 Потребность в оборудование и уровень автоматизации производства:
оборудование предприятия не нуждается в модернизации, производство полностью автоматизировано.
2. Конкуренты.
2.1 г.Томск Нефтехимический завод, Новомосковский химический завод.
![]()
ККС > 1, предприятие конкурентоспособно.
Расчет производственной мощности
Требуемые производственные мощности для непрерывного производства рассчитываются следующим образом:
М=Пчас Тэфф n; (15.1)
где,Пчас часовая производительность ведущего оборудования, час;
Тэфф эффективное время работы оборудования за год по выпуску данного вида продукции, час;
Тэфф=Тн - Тппр - Тто; (15.2)
Тн номинальный фонд рабочего времени оборудования, Тн = 365 дней;
Тппр–время простоя в ремонтах за расчетный период, которые определяются из графика ППР, который берем из технологического регламента;
Тто время технологических остановок;
Тн= 365 дней=8760 часов;
Тппр = 18 дней = 432 часа;
Тто = 3 8 = 24 часа (3 дня по 8 часов на каждый год);
Тэфф= 8760 – 360 – 72 – 24 = 8304 часов;
![]() Пчас=15,8 т/ч;
Пчас=15,8 т/ч;
n- количество однотипного оборудования, n=3.
По формуле (15.1) определим производственную мощность:
М = 15,833 3 = 393609,6 тонн/год.
Производственная программа:
![]() ;(15.3)
;(15.3)
где,Км коэффициент используемой мощности.
![]() ; (15.4)
; (15.4)
 (15.5)
(15.5)
 (15.6)
(15.6)
где, Праб – действительная производительность;
Птехн техническая, максимально возможная часовая производительность;
 (15.7)
(15.7)
КИМ = 0,94795 0,9875 1 = 0,93609;
Nгод = 0,93609 393609,6 = 368456,33.
Потребность в основных фондах
Потребность в основных фондах в таблице 15.1.
Таблица 15.1 – Потребность в основных фондах
| Основные фонды | 1 год | 2 год | 3 год | ||||||||
| Цена | Кол-во | Об.стоим. | Кол-во | Об.стоим. | Кол-во | Об.стоим. | |||||
| 1.Здания,сооруженпроизводственного назначения | 45389762 | 3 | 136169286 | 136169286 | 136169286 | ||||||
| 2.Передаточные устройства | 10000000 | 10000000 | 10000000 | ||||||||
| 3.Машины и оборудования | 101360000 | 101360000 | 101360000 | ||||||||
| 4. Транспортные средства | 500000 | 6 | 3000000 | 8 | 4000000 | 10 | 5000000 | ||||
| 5 Инструменты со сроком службы более 1 года | 1000 | 260 | 260000 | 300 | 300000 | 350 | 350000 | ||||
| 6. Производственный инвентарь и принадлежности | 243000 | 260000 | 282000 | ||||||||
| 7. Хозяйственный инвентарь | 647500 | 738400 | 799000 | ||||||||
|
Итого |
251679786 |
252827686 |
253960286 |
||||||||
Планирование себестоимости продукции
Калькуляция себестоимости 1 тонны продукции в таблице 15.2
Таблица 15.2 – Калькуляция себестоимости 1 тонны продукции Nгод = 184228,16 тонн/год (на 1 год)
| № п/п | Наименование статей расхода | Затраты, тыс.руб | ||||
| На 1 тонну | На N год | |||||
| 1 | Сырье и основные материалы | 1,08020 | 199002,94 | |||
| 2 | Энергия всех видов | 0,44818 | 82567,66 | |||
| 3 | Заработная плата основных рабочих | 0,01969 | 3627,83 | |||
| 4 | Единый социальный налог | 0,00512 | 943,24 | |||
| 5 | Расходы на содержание и эксплуатацию | |||||
| оборудования (РСЭО) | 0,05217 | 9611,99 | ||||
| 5.1. | Амортизация активной части основных фондов (АЧОФ) | 0,03372 | 6212,35 | |||
| 5.2. | Затраты на ремонт АЧОФ | 0,00169 | 310,62 | |||
| 5.3. | Заработная плата вспомогательных рабочих | 0,01331 | 2451,60 | |||
| 5.4. | Единый социальный налог | 0,00346 | 637,42 | |||
| 6 | Цеховые расходы | 0,14985 | 27607,07 | |||
| 6.1. | Амортизация пассивной части основных фондов (ПЧОФ) | 0,01599 | 2945,28 | |||
| 6.2. | Заработная плата ИТР, МОП, руководителей | 0,06376 | 11746,94 | |||
| 6.3. | Единый социальный налог | 0,01658 | 3054,20 | |||
| 6.4. | Охрана труда и техника безопасности | 0,01451 | 2673,96 | |||
| 6.5. | Вода на бытовые и хозяйственные нужды | 0,02160 | 3979,49 | |||
| 6.6. | Отопление помещений | 0,01688 | 3110,40 | |||
| 6.7. | Освещение помещений | 0,00053 | 96,80 | |||
| 7 | Цеховая себестоимость | 1,75522 | 323360,73 | |||
| 8 | Общезаводские расходы | 0,35104 | 64672,15 | |||
| 9 | Заводская себестоимость | 2,10626 | 388032,88 | |||
| 10 | Коммерческие расходы | 0,26474 | 48772,01 | |||
| 10.1. | Реклама | 0,00145 | 267,90 | |||
| 10.2. | Сбыт продукции | 0,26328 | 48504,11 | |||
| 11 | Проценты за кредит | 0,57098 | 105190,45 | |||
| Полная себестоимость, вт.ч.: | 2,94198 | 541995,33 | ||||
| Условно-переменные затраты | 1,79166 | 330074,72 | ||||
| Условно-постоянные затраты | 0,57934 | 106730,17 | ||||
Расчет заработной платы
На предприятиях химической промышленности в зависимости от условий труда и степени вредности производства длительность рабочего дня составляет 12 часов. Поэтому возникает потребность в организации постоянной работы. Для этого на заводе организована 2-х сменная работа и составляется график сменности, т.к. работает 4 бригады (А, Б, В, Г) с дополнительными днями отдыха.
График сменности рабочих представлен в таблице 15.3
Таблица 15.3 - График сменности рабочих
| Смена | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| пн | вт | ср | чт | пт | сб | вс | пн | вт | ср | чт | пт | сб | вс | пн | |
| А | 8 | 8 | 12 | 12 | 8 | 8 | 12 | 12 | |||||||
| Б | 12 | 12 | 8 | 8 | 12 | 12 | 8 | ||||||||
| В | 12 | 12 | 8 | 8 | 12 | 12 | 8 | 8 | |||||||
| Г | 12 | 8 | 8 | 12 | 12 | 8 | 8 |
Примечание 2: 12 – смена, работающая с 8.00 до 20.00, 8 – смена, работающая с 20.00 до 8.00.
Из графика сменности можно рассчитать величину сменооборота:
![]() ; (15.8)
; (15.8)
где,
![]() - длительность
сменооборота;
- длительность
сменооборота;
![]() - количество бригад;
- количество бригад;
![]() - количество дней, в течение которых бригада работает
одну смену.
- количество дней, в течение которых бригада работает
одну смену.
![]() .
.
Сменооборот позволяет нам определить количество выходных дней:
 ; (15.9)
; (15.9)
где,
![]() - количество выходных за
год;
- количество выходных за
год;
![]() - время календарное;
- время календарное;
![]() - количество выходных за один сменооборот.
- количество выходных за один сменооборот.
Зная количество выходных за год, можно определить эффективное время работы за год:
![]() , (15.10)
, (15.10)
где,
![]() - эффективное время
рабочего;
- эффективное время
рабочего;
![]() - количество невыходов.
- количество невыходов.
Тэфф = 365 – 182,5 – 28 – 10 = 144,5 дня.
Рассчитаем количество эффективного времени в часах:
Тэфф = 144,5 12 = 1734 часов.
Таблица 15.4 – Баланс эффективного времени одного среднесписочного работника
| №№ п/п | Показатели | Дни | Часы | |||
| 1 | Календарный фонд рабочего времени | 365 | 4380 | |||
| 2 | Нерабочие дни | |||||
| выходные | 182,5 | 2190 | ||||
| праздничные | ||||||
| 3 | Номинальный фонд рабочеого времени | 182,5 | 2190 | |||
| 4 | Планируемые невыходы | |||||
| очередные и дополнительные отпуска | 28 | 336 | ||||
| невыходы по болезни | 10 | 120 | ||||
| декретные отпуска | ||||||
| отпуск в связи с учебой без отрыва от | ||||||
| производства | 3 | 36 | ||||
| выполнение гос. обязанностей | 7 | 84 | ||||
| 5 | Эффективный фонд рабочего времени | 144,5 | 1734 | |||
| время ночной работы, tнв | 91 | 1092 | ||||
| количество праздников в году, Тпраз | 12 | 144 | ||||
| количество дней невыходов на работу, Дн | 38 | 456 | ||||
Расчет годового фонда заработной платы цехового персонала
Тарифная заработная плата включает в себя:
![]() ; (15.11)
; (15.11)
где,
![]() - тарифная ставка данной
категории рабочих;
- тарифная ставка данной
категории рабочих;
![]() - эффективное годовое время одного среднесписочного
работника.
- эффективное годовое время одного среднесписочного
работника.
Премиальные рассчитывается по формуле:
![]() (15.12)
(15.12)
Доплата за работу в ночное время определяется по формуле:
![]() ;
;
где,
![]() - время ночной работы,
которое для каждого рабочего в год.
- время ночной работы,
которое для каждого рабочего в год.
Доплата за работу в праздничные дни определяется по формуле:
![]() ; (15.13)
; (15.13)
где,
![]() - количество часов,
отработанных в праздник;
- количество часов,
отработанных в праздник;
![]() - явочная численность рабочих.
- явочная численность рабочих.
Доплата из фонда мастера рассчитывается по формуле:
![]() . (15.14)
. (15.14)
Доплату за бригадирство определяется по формуле:
![]() , (15.15)
, (15.15)
с учетом того, что в цехе доплата за бригадирство идет только работникам 6-ого разряда.
Заработную плату рабочих за год определяется по формуле:
![]() ; (15.16)
; (15.16)
где,
![]() - основная заработная плата;
- основная заработная плата;
![]() - дополнительная плата за нерабочее время;
- дополнительная плата за нерабочее время;
![]() - районный коэффициент (для Томска он равен
- районный коэффициент (для Томска он равен ![]() ).
).
![]() ; (15.17)
; (15.17)
![]() , (15.18)
, (15.18)
где,
![]() - зарплата по тарифу;
- зарплата по тарифу; ![]() - доплата
премиальная;
- доплата
премиальная;
![]() - доплата за ночное время;
- доплата за ночное время;
![]() - доплата за работу в праздничные дни;
- доплата за работу в праздничные дни;
![]() - доплата за бригадирство.
- доплата за бригадирство.
Заработная плата рабочих рассчитанная по формулам, изложенным выше, в таблице 15.5. Сумма амортизационных отчислений (АО) определяется по формуле:
![]() (15.19)
(15.19)
где, СОФ – среднегодовая стоимость основных фондов, руб;
Н норма амортизационных отчислений на полное восстановление основных фондов, % к их балансовой стоимости.
Основные технико-экономические показатели
1. Рентабельность – относительная прибыль, она показывает, какой доход приносит один рубль вложений в используемые ресурсы. Коэффициенты рентабельности показывают отношение полученной прибыли к величине производимых затрат.
1.1 Рентабельность производства продукции:
![]() (15.20)
(15.20)
где, ПР – прибыль от реализации;
С полная себестоимость продукции.
1.2 Рентабельность продаж:
![]() (15.21)
(15.21)
где, ЧП – чистая прибыль;
В выручка от реализации.
2. Фондоотдача – выпуск продукции на 1 руб. стоимости основных производственных фондов по предприятию. Она определяется по формуле:
 (15.22)
(15.22)
где, ВП – объем выпущенной продукции;
СОФ среднегодовая стоимость основных фондов, руб.
3. Фондоемкость – показатель, обратный фондоотдаче и характеризующий стоимость основных фондов для выполнения единицы объема работ. Она определяется по формуле:
 (15.23)
(15.23)
4. Производительность труда – показатель экономической эффективности трудовой деятельности работника. Рассчитывается по формуле:
 (15.24)
(15.24)
где, Q – количество выпущенной продукции;
Ч численность работников, выпустивших данный объем продукции.
5. Затраты на 1 руб. продукции:
 (15.25)
(15.25)
6. Чистый дисконтированный доход (ЧДД) – по международной терминологии NPV – или интегральный эффект:
 (15.26)
(15.26)
где , Rt – результаты, достигнутые на t-шаге расчета;
Rt= Пр+А;
Пр – чистая прибыль;
А – амортизационные отчисления;
St – затраты, осуществляемые на том же шаге;
T – горизонт расчета, равный номеру шага расчета, на котором производится ликвидация объекта, т.е. последнему году жизненного цикла проекта;
n – норма дисконта.
Сумма дисконтированных капиталовложений вычисляется как:
 (15.27)
(15.27)
где , t - год вложения средств.
Тогда:
 (15.28)
(15.28)
Если ЧДД>0, то проект является эффективным (при данной норме дисконта). Чем больше ЧДД, тем проект эффективнее.
7. Индекс доходности ИД или индекс рентабельности капиталовложений:
 (15.29)
(15.29)
Если ИД<1, то проект отвергается.
8. Внутренняя норма доходности ВНД равна ставке дисконтирования nвн, при которой ЧДД проекта равен нулю. ВНД вычисляется из равенства:
 (15.30)
(15.30)
Если ВНД > нормы дохода на вкладываемый капитал, то проект целесообразен. 9. Анализ безубыточности – определение точки безубыточности, т.е. минимального объема продаж, начиная с которого предприятие не несет убытков. Это означает, что выручка от реализации продукции (В) должна быть равна общим затратам на производство и реализацию продукции:
В= Зпост+Зпер (15.31)
10. Срок окупаемости проекта (Ток) минимальный временной интервал (от начала осуществления проекта), за пределами которого ЧДД становится положительным. Срок окупаемости находится из равенства:
 (15.32)
(15.32)
Основные технико-экономические показатели в таблице 15.7.
Таблица 15.7 – Основные технико-экономические показатели
| 1.Объем продаж | тонн/год | 184228,16 | |||
| 2.Цена за 1 тонну | тыс.руб | 3,6481 | |||
| 3.Выручка | тыс.руб | 672074,21 | |||
| 4.Себестоимость год.выпуска | тыс.руб | 541995,33 | |||
| 5.Стоимость основных фондов | тыс.руб | 20973,32 | |||
| 6.Чистая прибыль | тыс.руб | 85365,96 | |||
| 7.Прибыль от реализации | тыс.руб | 130078,88 | |||
| 8.Рентабельность произв-ва прод-ии | % | 24 | |||
| 9.Рентабельность продаж | % | 13 | |||
| 10.Фондоотдача | руб/руб | 8,7839314 | |||
| 11.Фондоемкость | руб/руб | 0,1138442 | |||
| 12.Производительность труда | т/ год | 1510,07 | |||
| 13.Затраты на 1 руб. продукции | тыс.руб | 0,8064 | |||
| 14.ЧДД | тыс.руб | 694606,12 | |||
| 15.ИД | 2,35 | ||||
| 16.ВНД | 0,45 | ||||
| 17.Срок окупаемости, Ток | лет | 5 лет | |||
| 18.Точка безубыточности | тонн | 65000 | |||
Финансово экономическая целесообразность проекта характеризуется следующими показателями:
Ккс > 1 – предприятие является конкурентно способным.
Срок окупаемости проекта 5 лет.
Индекс доходности предприятия равен 2,35 > 1
Внутренняя норма доходности равна ставке дисконтирования n = 0,45, при которой чистый дисконтированный доход (ЧДД) проекта равен нулю.
На основании всего вышеперечисленного можно сделать вывод, что проект эффективен, так как все критерии эффективности отвечают условиям положительности проекта.
15. МАТЕРИАЛЬНЫЙ РАСЧЕТ
Целью материального расчета является составление материальных балансов стадии образования метаноло-воздушной смеси, контактирования, абсорбции и ректификации.
Расчеты проводим для получения формалина с массовой долей формальдегида 37 % для одной технологической нитки.
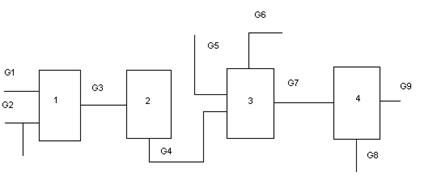
Рис. 16.1 Блок – схема материальных потоков 1 приготовление метаноло - воздушной смеси; 2 контактирование; 3 – абсорбция; 4 – ректификация.
G1 воздух;
G2 метанол со склада;
G3 спирто - воздушная смесь;
G4 контактные газы;
G5 вода на орошение;
G6 абсорбционные газы;
G7 формалин – ″сырец″;
G8 продукционный формалин;
G9 метанол – ректификат.
Исходные данные
Годовая производительность одной технологической нитки производства - 126666,6 тонн, годовой фонд рабочего времени – 8000 ч.
Массовая доля формальдегида, (%):
- в продукционном формалине, 374;
- в формалине – «сырце», 28,79.
Потери формальдегида на стадиях производства – 0,4%.
Степень конверсии метанола – 0,665.
Доля превращенного метанола:
по реакции 1 – 0,26;
по реакции 2 – 0,6;
по реакции 3 – 0,12;
по реакции 4 – 0,02;
Протекающие реакции:
1) CH3OH → CH2O + H2;
2) CH3OH + ½O2 → CH2O +H2O;
3)CH3OH + 1,5O2 → CO2 + 2H2O;
4)CH3OH → CO + 2H2.
Часовая производительность колонны ректификации (по формалину):

по формальдегиду:

или 195,28 кмоль/ч.
M(CH2O) = 30 г/моль.
С
учетом потерь необходимо получить в контактном аппарате формальдегида ![]() кг/ч или 196,06 кмоль/ч.
кг/ч или 196,06 кмоль/ч.
15.1 Материальный баланс стадии ректификации
Обозначим массовый расход формалина - ″сырца″ - G7, массовый расход товарного формалина – G8, массовый расход метанола - ректификата - G9
Материальный баланс:
GF = Gg + Gw;(16.1)
GF = G7; Gg = G9; Gw = G8; (16.2)
G7xF = G9xg + G8xw.(16.3)
где, GF, Gg, Gw – массовые расходы: питания, дистиллята и кубового остатка, соответственно.
xF, xg, xw – содержание формальдегида в питании, дистилляте и кубовом остатке соответственно, %.
Решим систему уравнений
 (16.4)
(16.4)

![]()
![]()
Товарный формалин:
содержание воды: 56% т.к. формальдегида 37% и метанола 7%.
Материальный баланс стадии ректификации в таблице 16.1.
Таблица 16.1 – Материальный баланс стадии ректификации
| Приход | Расход | ||||
| Состав | кг/ч | Массовая доля, % | Состав | кг/ч | Массовая доля,% |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
[G7] 1. Формалин «сырец» в т.ч.: формальдегид метанол вода |
20425 5880,36 5563,77 8980,87 |
100 28,79 27,24 43,97 |
[G8] 1. Формалин – товарный в т.ч.: формальдегид метанол вода [G9] 2. метанол ректификат в т.ч.: метанол формальдегид вода |
15833,33 5858,33 1108,33 8866,66 4591,67 4453,92 22,96 114,79 |
100 37 7 56 100 97 0,5 2,5 |
| Итого: | 20425 | 100 | Итого: | 20425 | 100 |
15.2 Материальный баланс стадии абсорбции
Объемная
доля водяных паров в выхлопных газах: ![]()
где, 1740 – парциальное давление водяных паров, Па;
![]() – общее давление выхлопных
газов, Па.
– общее давление выхлопных
газов, Па.
Материальный баланс:
![]() (16.5)
(16.5)
Решим систему уравнений:
 (16.6)
(16.6)



Количество формальдегида и метанола в контактных газах соответственно 5880,36 кг/ч и 5563,77 кг/ч.
Материальный баланс абсорбционной колонны в таблице 16.2.
Таблица 16.2 – Материальный баланс абсорбционной колонны
| Приход | Расход | ||||
| Состав | кг/ч | Массовая доля, % | Состав | кг/ч | Массовая доля, % |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
[G4] 1. Контактные газы, в т.ч.: формальдегид метанол вода углекислый газ водород окись углерода азот [G5] 2. Вода на орошение |
25302,74 5880,36 5566,60 3228,63 807,16 146,76 83,50 9589,74 7234,81 |
100 23,24 22 12,76 3,19 0,58 0,33 37,9 100 |
[G7] 1. Формалин – «сырец» в т.ч.: формальдегид метанол вода [G6] 2. Выхлопные газы, в т.ч.: азот водород углекислый газ окись углерода вода |
20425 5880,36 5563,77 8980,87 12112,55 8461,83 1480,15 591,09 96,90 1482,58 |
100 28,79 27,24 43,97 100 69,86 12,22 4,88 0,8 12,24 |
| Итого: | 32537,55 | 100 | Итого: | 32537,55 | 100 |
15.3 Материальный баланс стадии контактирования и спиртоиспарения
На
1 моль формальдегида расходуется 1 моль метанола, т.е. ![]() кг/ч.
кг/ч.
Расход метанола с учетом побочных реакций находим: 196,012/0,86 = 227,92 кмоль/ч или 7293,47 кг/ч;
где 0,86 – доля метанола, превращенного в формальдегид по 1ой и 2ой реакциям.
Подают метанол с учетом степени конверсии равной 0,567.
227,92/0,567 = 401,96 кмоль/ч или 12862,72 кг/ч;
401,96 227,92 = 174,04 кмоль/ч или 5569,28 кг/ч.
По
реакции первой расходуется метанола: ![]() кмоль/ч
или 189632 кг/ч.
кмоль/ч
или 189632 кг/ч.
Образуется:
формальдегида: 59,26 кмоль/ч или 1777,8 кг/ч;
водорода: 59,26 кмоль/ч или 118,52 кг/ч.
По
реакции второй расходуется метанола: ![]() кмоль/ч
или 3882,56 кг/ч;
кмоль/ч
или 3882,56 кг/ч;
кислорода:
![]() кмоль/ч или 2188,16 кг/ч.
кмоль/ч или 2188,16 кг/ч.
Образуется:
формальдегида: 136,75 кмоль/ч или 4102,56 кг/ч;
воды: 136,752 кмоль/ч или 2461,54 кг/ч.
По
реакции третьей расходуется метанола: 227,92![]() =
27,35 кмоль/ч или 875,21 кг/ч;
=
27,35 кмоль/ч или 875,21 кг/ч;
кислорода:
27,35![]() = 41,03 кмоль/ч или
1316,16 кг/ч.
= 41,03 кмоль/ч или
1316,16 кг/ч.
Образуется:
диоксида углерода: 27,35 кмоль/ч или 1203,4 кг/ч;
воды:
27,35![]() = 54,7 кмоль/ч или 984,6
кг/ч.
= 54,7 кмоль/ч или 984,6
кг/ч.
По
реакции четвертой расходуется метанола: 227,92![]() =
4,56 кмоль/ч или 145,92 кг/ч.
=
4,56 кмоль/ч или 145,92 кг/ч.
Образуется:
оксида углерода: 4,56 кмоль/ч или 127,68 кг/ч;
водорода:
![]() кмоль/ч или 18,24 кг/ч.
кмоль/ч или 18,24 кг/ч.
Всего образуется:
водорода: 9,12 + 59,26 = 68,38 кмоль/ч или 136,76 кг/ч;
воды: 136,752 + 54,7 = 191,452 кмоль/ч или 3446,14 кг/ч.
Общий расход кислорода: 68,38 + 41,03 = 109,41 кмоль/ч или 3501,12 кг/ч.
Расход сухого воздуха:
объемная доля кислорода в воздухе, %, 20,7;
![]() кмоль/ч.
кмоль/ч.
объемная доля водяных паров в воздухе:
![]() %;
%;
где, 3230 – парциальное давление водяных паров в воздухе, Па;
![]() – общее давление воздуха, Па.
– общее давление воздуха, Па.
Количество
водяных паров в воздухе: 528,55![]() /100 =
9,51 кмоль/ч или 171,18 кг/ч.
/100 =
9,51 кмоль/ч или 171,18 кг/ч.
Количество воды в техническом («свежем») метаноле:
а) с учетом разбавления метанолом ректификатом
12862,72 4453,92 = 8408,8 кг/ч – количество метанола;
б)
количество воды 8408,8![]() /99,9 = 8,42 кг/ч;
/99,9 = 8,42 кг/ч;
где, 0,1 – массовая доля воды «свежем» метаноле, %.
Суммарное количество водяных паров в спирто - воздушной смеси:
171,18 + 114,79 + 8,42 = 294,39 кг/ч.
Расход воздуха:
25302,74 4591,67 – 8417,22 = 12293,85 кг/ч;
где, 25302,74 кг/ч, 4591,67 кг/ч и 8417,22 кг/ч расход спирто-воздушной смеси, метанола - ректификата и «свежего» метанола, соответственно.
Количество азота в воздухе:
12293,85 3501,12 – 171,18 = 8621,55 кг/ч;
где, 3501,12 кг/ч и 171,18 кг/ч количество кислорода и воды в воздухе.
Содержание метанола в спирто- воздушной смеси:
25302,74 кг/ч или 840,71 кмоль/ч-1;
840,71 100%
401,96 х%
х = 47,81%, что соответствует оптимальному технологическому режиму.
Материальный баланс стадии контактирования и спиртоиспарения в таблице 16.3.
Таблица 16.3 – Материальный баланс стадии контактирования и спиртоиспарения
| Приход | Расход | ||||||
| Состав | кг/ч | кмоль/ч | Массовая доля, % | Состав | кг/ч | кмоль/ч | Массовая доля, % |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Контактирование | |||||||
|
[G3] 1. Смесь воздух метанол, в т.ч.: формальдегид метанол вода азот кислород |
25302,74 22,96 12862,72 294,39 8621,55 3501,12 |
836,39 0,77 401,96 16,34 307,91 109,41 |
100 0,09 50,84 1,16 34,07 13,84 |
[G4] 1 Контактные газы, в т.ч.: формальдегид метанол вода углекислый газ окись углерода водород азот |
25302,74 5880,36 5566,60 3228,63 807,16 83,50 146,76 9589,74 |
986,76 196,2 173,97 179,37 18,34 2,98 73,4 342,5 |
100 23,24 22 12,76 3,19 0,33 0,58 37,9 |
| Итого: | 25302,74 | 836,39 | 100 | Итого: | 25302,74 | 986,76 | 100 |
| Спиртоиспарение | |||||||
|
[G2] 1. Метанол «свежий» в т.ч.: метанол вода 2. Метанол – ректиф., в т.ч.: метанол формальдегид вода [G1] 3. Воздух, в т.ч.: кислород азот вода |
8417,22 8408,80 8,42 4591,67 4453,92 22,96 114,79 12293,85 2544,83 9527,73 221,29 |
263,27 262,8 0,47 146,34 139,19 0,77 6,38 432,1 79,53 340,28 12,29 |
100 99,9 0,1 100 97 0,5 2,5 100 20,7 77,5 1,8 |
[G3] 1. Смесь воздух метанол, в т.ч.: формальдегид метанол вода азот кислород |
25302,74 22,96 12862,72 294,39 8621,55 3501,12 |
836,39 0,77 401,96 16,34 307,91 109,41 |
100 0,09 50,84 1,16 34,07 13,84 |
| Итого: | 25302,74 | 100 | Итого: | 25302,74 | 100 | ||
Сводная таблица материального баланса в таблице 16.4.
Таблица 16.4 – Сводная таблица материального баланса
| Потоки | Приход | Расход | ||||
|
G1 |
G2 |
G5 |
G6 |
G8 |
G9 |
|
| Компоненты | кг/ч | кг/ч | кг/ч | кг/ч | кг/ч | кг/ч |
|
CH2O |
22,96 | 5858,33 | 22,96 | |||
|
CH3OH |
12862,72 | 1108,33 | 4453,92 | |||
|
H2O |
221,29 | 123,21 | 7234,81 | 1482,58 | 8866,66 | 114,79 |
|
N2 |
9527,73 | 8461,83 | ||||
|
O2 |
2544,83 | |||||
|
CO2 |
591,09 | |||||
| CO | 96,90 | |||||
|
H2 |
1480,15 | |||||
| ∑(комп.) | 12293,85 | 13008,89 | 7234,81 | 12112,55 | 15833,32 | 4591,67 |
| Итого: | 32537,55 | Итого: | 32537,55 | |||
Рассчитаем состав выхлопных газов в объемных долях и определим степень конверсии метанола в формальдегид по составу, пользуясь формулой:
 (16.7)
(16.7)
СO – 2,98 кмоль/ч 0,48 %;
CO2 – 18,34 кмоль/ч 2,97 %;
N2 – 342,5 кмоль/ч 55,55 %;
H2 – 73,4 кмоль/ч 11,9 %;
H2O – 179,37 кмоль/ч 29,1 %.

Расчет основных расходных коэффициентов
1. Расходный коэффициент по метанолу:

2. Расходный коэффициент по воде:
3. Расходный коэффициент по воздуху:

16. ТЕПЛОВОЙ РАСЧЕТ
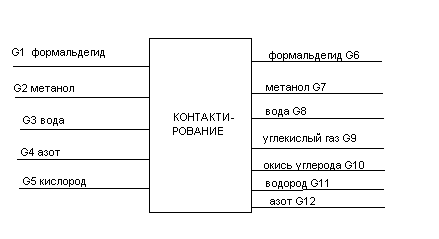
Рис.17.1 Схема теплового баланса контактного аппарата.
Qпр = G1Cp1t + G2Cp2t + G3Cp3t + G4Cp4t + G5Cp5t; (17.1)
Qрасх = G6Cp6t + G7Cp7t + G8Cp8t + G9Cp9t + G10Cp10t + G11Cp11t + G12Cp12t 17.2)
1. Стадия синтеза
Приход:
а) теплота реакции дегидрирования;
б) теплота реакции окисления;
в) теплосодержание спирто-воздушной смеси.
Расход:
а) теплосодержание реакционных газов на входе из зоны контактирования;
б) теплопотери в окружающую среду.
Приход:
а) на реакцию дегидрирования расходуется CH3OH = 5787,88 кг/ч;
1) CH3OH → CH2O + H2.
б) на реакцию окисления расходуется CH3OH = 7074,84 кг/ч;
2) CH3OH + ½O2 → CH2O + H2O.
Тепловой эффект реакции при 20оС (293К):
реакции (1) – (-9791,18 Вт);
реакции (2) – 492840Вт [1 с. 448];
Определим тепловой эффект реакции при 650оС (923К):
Q923 = Q923 + ά (T – 293) + β (T2 – 2932) + j (T3 – 2933);(17.3)
где, Т – температура реакции;
β алгебраическая сумма коэффициентов деленная пополам;
ά алгебраическая сумма коэффициентов из выражений молярных теплоносителей веществ;
j алгебраическая сумма коэффициентов деленная на три [1 с. 450].
Тепловой эффект реакции дегидрирования – (-12782,14 Вт).
Тепловой эффект реакции окисления – 24837901,83 Вт.
в) теплосодержание спирто-воздушной смеси при 100°С определяем из уравнения:
![]() (17.4)
(17.4)
где, Ср – теплоемкость, [Дж/кг К] [1 с. 471];
G массовый расход, кг/ч [таблица 13].
 Qс.в.с. = 3299796 Вт.
Qс.в.с. = 3299796 Вт.
Расход:
а) теплосодержание контактных газов при 650оС
![]() (17.5)
(17.5)
где, Ср – теплоемкость, Дж/кг К;

Qк.г. = 26505323 Вт.
б) материальный баланс стадии контактирования:
Qс.в.с. + Qp = Qк.г. + Qпот;(17.6)
Qp = -12782,14 + 24837901,83 = 24825119,69 Вт.
Теплопотери определяются по разности:
Qпот = Qс.в.с. + Qр – Qк.г;. (17.7)
Qпот = 3299796 + 24825119,69 – 26505323 = 1619592,69 Вт;
что,
составит: 
от прихода тепла.
2. Количество воды на охлаждение контактных газов в подконтактном холодильнике: теплосодержание газов на входе в холодильник, Qк.г. = 26505323 Вт.
Температуру газов на входе из холодильника принимаем 180оС, определяем теплосодержание газов при 180оС.







Всего: i = 5416347,534 Вт.
Количество теплоты, принятой водой в холодильнике составляет:
Qохл = 26505323 – 5416347,534 = 21088975,47 Вт.
Отсюда определяем расход воды на охлаждение:
tвх = 90оС (конденсат);
tвых = 123оС (пар Р = 0,2МПа).
 (17,8)
(17,8)

GH2O = 37966,56 кг/ч = 10,5 кг/с.
3. Абсорбция
Приход:
а) количество тепла приходящего с контактными газами:
Qк.г. = 5416347,53 Вт;
б) тепло приходящее с оросительной водой при 20°С:
![]() (17.9)
(17.9)
где, Ср – теплоемкость воды (кДж/кг К).
![]()
в) количество тепла процесса абсорбции:
![]() (17.10)
(17.10)

Расход
а) количество тепла, уходящее с выхлопными газами, при 20°С:
![]() (17.11)
(17.11)
где, G – массовый расход (кг/ч);
Ср удельная теплоемкость (кДж/кг К); t – температура (° С).
![]()
б) количество тепла, уходящее в окружающую среду (принимаем 2 % от прихода тепла):
![]()
![]()
в) количество теплоты, принятое хладоагентом теплообменников (встроенных и выносных)
![]() (17.12)
(17.12)
где, Qф.с. – количество тепла, уходящее с формалином-″сырцом″ и рассчитывается по формуле:
![]() (17.13)
(17.13)
![]()
![]()
4. Ректификация
Тепловой баланс:
![]() (17.14)
(17.14)
где, Qф.с. – тепло формалина-″сырца″;
Q8 – тепло формалина стандартного;
Q9 – тепло формалина-″сырца″; Qрект. – тепло процесса ректификации.
17. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ОСНОВНОГО АППАРАТА
17.1 Технологический расчет реактора
Главной целью технологического расчета секции контактирования является определение высоты слоя катализатора, при которой может быть обеспечена новая производительность. Расчеты будем проводить согласно методике, предложенной в [9], где рассматривается аналогичный случай.
Процесс каталитического окислительного дегидрирования метанола в формальдегид происходит в реакторе поверхностного контакта при Р = 0,76 105 Па.
Реактор
(контактный аппарат) предназначен для окислительного дегидрирования метанола в
формальдегид в газовой фазе на пемзосеребряном катализаторе. Для расчета выбран
вертикальный стальной цилиндрический аппарат, смонтированный непосредственно
над верхней трубной решеткой подконтактного холодильника. В нижней части
аппарата на свободно лежащую решетку, покрытую двумя слоями сеток, засыпан
катализатор. Над слоем катализатора предусмотрено распределительное устройство,
имеющее 24 щели размером 200![]() 500 мм
для равномерного распределения потока спиртовоздушной смеси. Разогрев
катализатора производят двумя нихромовыми электроспиралями (d = 0,4 м, U = 220 В).
500 мм
для равномерного распределения потока спиртовоздушной смеси. Разогрев
катализатора производят двумя нихромовыми электроспиралями (d = 0,4 м, U = 220 В).
Аппарат снабжен штуцером входа спиртовоздушной смеси Dy = 600 мм, Рy = 0,6 МПа, одним предохранительным устройством Dy = 350 мм, Рy = 0,6 МПа, люком-лазом Dy = 500 мм, Рy = 1,6 МПа.
Определяющим эталоном является диффузия.
Состав исходного газа [таблица 16.3]
CH3OH –50,84%; O2 –13,84%;
CH2O – 0,09%; N2 –34,07%.
H2O – 1,16 %;
Состав контактного газа:
CH3OH –22%; СО – 0,33%;
CH2O – 23,24%; Н2 – 0,58% ;
H2O – 12,76 %; N2 – 37,9%.
СО2 3,19%;
Плотности и вязкости компонентов смеси в таблице 18.1.
Таблица 18.1 – Плотности и вязкости компонентов смеси
|
t, oC |
константа | Компоненты газовой смеси | |||||||
|
CH3OH |
CH2O |
O2 |
H2O |
N2 |
H2 |
CO |
CO2 |
||
| 100 | ρ | 1,04 | 0,925 | 1,04 | 0,588 | 0,913 | |||
| μ | 0,864 | 0,104 | 0,0028 | 0,0748 | |||||
| 650 | ρ | 0,4216 | 0,3952 | 0,237 | 0,368 | 0,026 | 0,368 | 0,605 | |
| μ | 0,082 | 0,0926 | 0,107 | 0,131 | 0,0658 | 0,131 | 0,13 | ||
Вязкости взяты [4, с. 294, таб. 10] и [7, с. 596, рис. 5]
Плотности веществ определяются по формуле:
 (18.1)
(18.1)
Среднее значение молекулярных масс М и плотностей газов определяют по правилу аддитивности:
![]() (18.2)
(18.2)
![]() (18.3)
(18.3)
где, n – доли компонентов смеси;
М'см = 0,5084 32 + 0,0009 30 + 0,016 18 + 0,1384 32 + 0,3407 28 = 16,27 + 0,027 + 0,288 + 4,4288 + 9,5396 = 30,53;
М"см = 0,22 32 + 0,2324 30 + 0,1276 18 + 0,0319 44 + 0,0033 28 + 0,0058 2 + 0,379 28 = 7,04 + 6,972 + 2,2968 + 1,4036 + 0,0924 + 0,0116 + 10,612 = 28,43;
ρ'см = 0,5084 1,04 + 0,0009 0,925 + 0,016 0,588 + 0,1384 1,04 + 0,3407 0,913 = 0,5271 + 0,0008325 + 0,009408 + 0,143936 + 0,3110591 = 0,9923 [кг/м3];
ρ"см = 0,22 0,4216 + 0,2324 0,3952 + 0,1276 0,237 + 0,0319 0,605 + 0,0033 0,368 + 0,0058 0,026 + 0,379 0,368 = 0,092752 + 0,09184448 + 0,0302412 + 0,0192995 + 0,0012144 + 0,0001508 + 0,139472 = 0,3749 [кг/м3].
На входе (100оС): М = 30,53;
ρ100 = 0,9923.
На выходе (650оС): М = 28,43;
ρ650 = 0,3749.
Степень превращения метанола в формальдегид 0,9067.
Температура исходной смеси 100оС, температура выхода смеси в подконтактный холодильник 650оС.
Материальный баланс реактора [таб. 16.3]
Приход спирто-воздушной смеси [м3/ч] составляет:
 (18.4)
(18.4)
V = 25302,74/0,9923 = 25499,08 м3/ч.
Зададимся линейной скоростью исходной газовой смеси ω = 0,8 м/с
Определяем диаметр реакционной зоны:
![]() (18.5)
(18.5)
где, S – 0,785 D2 – площадь поперечного сечения реакционной зоны, м2;
D диаметр реактора, м.

Принимаем D = 3,00 м.
Площадь сечения реактора SP = 0,785 3,02 = 7,065 м2.
Реакторы с катализатором в очень тонком слое в виде металлических сит используют для проведения реакций, протекающих с большой скоростью.
Установлено, что скорость процесса определяется скоростью диффузии от контактной поверхности катализатора. Это явление было описано Андрусовым, который сравнивая количество реагирующего метанола и метанола, проникающего путем диффузии до поверхности серебряных сит, установил, что они равны между собой.
Количество метанола, диффундирующего к поверхности катализатора, можно рассчитать, если известен коэффициент переноса массы, допустив при этом, что концентрация метанола на поверхности контакта рана нулю, т.е. скорость реакции настолько велика, что метанол непосредственно достигает контакта с серебром.
Расчет проводится для слоя катализатора с сечением 1 см2 и толщиной l образованный рядами сеток из серебряной проволоки.
Характеристика катализатора из серебра (сита):
проволоки ТУ 48 – 1 – 112 – 85;
толщина проволоки, мм – 0,22;
число ячеек на 1 см2 – 225.
Для определения коэффициентов диффузии устанавливаем с помощью материального баланса состав конечной газовой смеси. Рассчитаем производительность реактора на 1 м2 поверхности катализатора.
Производительность по метанолу составит:
Массовая скорость всей газовой смеси:
Результаты расчета в таблице 18.2.
Таблица 18.2 – Конечный состав газовой смеси
| Приход |
кг/м2ч |
% | Расход |
кг/м2ч |
% |
| Контактирование | |||||
|
Смесь воздух метанол, в т.ч.: формальдегид метанол вода азот кислород |
3581,42 3,22 1820,63 41,54 1220,19 495,67 |
100 0,09 50,84 1,16 34,07 13,84 |
Контактные газы, в т.ч.: формальдегид метанол вода углекислый газ окись углерода водород азот |
3581,42 832,32 787,91 456,99 114,25 11,82 20,77 1357,36 |
100 23,24 22 12,76 3,19 0,33 0,58 37,9 |
Для определения высоты слоя катализатора воспользуемся методом расчета скорости каталитического процесса, лимитируемого массообменом.
По этому методу определяем высоту единицы переноса СН3ОН (ВЕП) и число единиц переноса (Z) по формулам:
 (18.6)
(18.6)
где, Sуд – удельная поверхность катализатора, [м2/м3];
kМ – коэффициент массопередачи, [м/ч];
Pr – критерий Прандля .
С этой целью находим физико – химические константы исходной и конечной газовой смеси – плотности ρг [кг/м3], динамические коэффициенты вязкости μг [кг/мч], коэффициенты диффузии D [см2/с].
Значение плотностей и вязкостей компонентов смесей при начальной температуре и температуре в зоне реакции в таблице 18.1.
Коэффициенты диффузии находим последующим соотношениям, определяемым общими закономерностями диффузии газов. Для диффузии газа А в газ В.
 (18.7)
(18.7)
где, υА, υВ – мольные объемы газов А и В, [см3/моль];
МА, МВ – молекулярные массы газов А и В;
Р общее давление.
Для расчета принимаем следующие значения мольных объемов [см3/моль], [ 1, с. 288, таб. 6.3]:
СН3OH – 37; N2 31,2;
CH2O – 29,37; H2 – 14,3;
H2O – 18,9; CO – 29,6;
O2 – 25,6; CO2 – 34.
Коэффициенты диффузии DАсм для газа А, диффундирующего через смесь газов (В + С), вычисляем по формуле:
 (18.8)
(18.8)
где, NA, NB, NC – мольные доли компонентов в газовой смеси;
DAB, DAC коэффициенты диффузии для бинарных газовых смесей.
Рассчитанные таким путем коэффициенты диффузии метанола и других компонентов исходного и конечного газов процесса окисление метанола в бинарных газовых смесях, а так же значение коэффициентов диффузии метанола DСН3ОН [см2/с] в начальной и конечной газовой смеси в таблице 18.3.
Таблица 18.3 – Коэффициенты диффузии
|
DCH3OH, O2 0,0714 |
DCH3OH 0,0688 |
DCH3OH, H2O 0,0912 |
100oC |
||
|
DO2, N2 0,0785 |
DN2, H2O 0,103 |
DO2, H2O 0,105 |
|||
|
DCH3OH → (O2, N2, H2O) = 0,0747 |
|||||
|
DCH3OH, CH2O 0,250 |
DCO2, CO 0,387 |
DCH2O, CO2 0,252 |
DCO, N2 0,294 |
DH2O, N2 0,389 |
650oC |
|
DCH3OH, CO 0,271 |
DCO, H2 1,03 |
DCH2O, N 0,293 |
DCH3OH, CO2 0,230 |
DH2O, CO2 0,344 |
|
|
DCH2O, H2 1,048 |
DCH3OH, H2O 0,355 |
DH2O, H2 1,26 |
DCH3OH, N2 0,271 |
DH2O, H2 1,02 |
|
|
DH2O, CO 0,356 |
DCH3OH, H2 0,710 |
DCO2, N2 0,255 |
DCH2O, CO 0,292 |
DH2, N2 1,04 |
|
|
DCH3OH → (CH2O, H2O, CO2, CO, H2, N2) = 0,166 |
|||||
Среднюю вязкость газовой смеси рассчитываем по уравнению:
 (18.9)
(18.9)
где, N1, N2, N3, … - мольные доли компонентов в газе.
Получаем μr [Па г]
при 100оС – 7 10-2;
при 650оС – 8,75 10-2.
Для расчета величин ВЕП и Z принимаем, что слой сеток серебряного катализатора подобен слою насадки колей Рашига с d = h = 0,22 мм (аналогично диаметру проволоки) для таких колец эквивалентный диаметр
![]() (18.10)
(18.10)
Удельная поверхность колец Sуд = 7,8419*103 м2/м3.
Для расчета ВЕП определяем значения критерия Рейнольдца Re и диффузного критерия Прандтля Pr:
 (18.11)
(18.11)
 (18.12)
(18.12)
Подставляя наши данные, имеем:


Коэффициент массопередачи находим по формуле:
![]() (18.13)
(18.13)
![]()
![]()
По нашим данным находим ВЕП:
 (18.14)
(18.14)

Число единиц переноса массы Z:
 (18.15)
(18.15)
где, β – изменение числа молей в результате реакции рассчитанное на 1 моль метанола;
ССН3ОНвх, ССН3ОНвых – концентрация метанола в газе, на входе и выходе из реактора, мол. доли.
![]()
Принимаем Z ≈ 1, тогда высота слоя катализатора равна:
Н = ВЕП Z = 0,41 = 0,4 м. (18.16)
Приняв коэффициент запаса φз = 1,5 (с учетом того, что доступная для реагентов поверхность слоя из колец больше приблизительно в 1,5 раза поверхности проволочных сеток), получим:
Н = 0,4 1,5 = 0,6 м.
При диаметре проволоки 0,22 мм достаточно 0,6/0,22 = 2,73 сетки.
На практике берут с запасом, хотя в работе нужны 4 сетки. Берут еще одну сетку, т.к. верхняя сетка быстро прогорает вследствии уноса серебра.
17.2 Технологический расчет подконтактного холодильника
Целью расчета является определение запаса поверхности теплопередачи при новой производительности. Расчеты будем проводить согласно методике, предложенной в [9], где рассматривается аналогичный случай.
Подконтактный холодильник предназначен для быстрого охлаждения контактного газа до температуры 140 – 200°С во избежании разложения образовавшегося формальдегида.
Для установки выбран стальной вертикальный кожухотрубчатый теплообменник с противоточным движением теплоносителя в межтрубном пространстве и контактного газа в трубном пространстве. Теплоноситель – паровой конденсат (Р = 0,3,2 МПа, t = 133°С).
В холодильнике предусмотрено шахматное расположение труб (по вершинам правильных шестиугольников). Температурные напряжения, вызываемые разностью температур между кожухом и трубами, могут привести к разрушению аппарата; во избежании этого на корпусе установлен линзовый компенсатор.
Аппарат снабжен штуцером выхода контактного газа Dy = 800 мм, Р = 0,6 МПа, шестью штуцерами входа конденсата Dy = 100 мм, Рy = 1,0 МПа и шестью штуцерами выхода пароводяной эмульсии Dy = 200 мм, Рy = 1,0 МПа.
Принимаем агрегатную схему компоновки оборудования – контактный аппарат смонтирован непосредственно на подконтактном холодильнике.
Исходные данные:
Расход охлаждаемого контактного газа 25302,74/3600 = 7,03 кг/с.
Расход охлаждающей жидкости – воды: 8,7 кг/с.
на входе:
температура контактного газа 650оС;
температура воды 90оС.
на выходе:
температура контактного газа 180оС;
температура воды 123оС;
Температурная схема процесса:
650 → 180
123 ← 90
∆tб = 527оС ∆tм = 90оС
 (18.17)
(18.17)
Средняя температура контактных газов:
 (18.18)
(18.18)
Теплофизические параметры контактных газов при 415С в таблице 18.4.
Таблица 18.4– Теплофизические параметра контактных газов при 415оС
| Состав |
ρ, кг/м2 |
С, Дж/кг К |
μ (м с)/м2 |
√М Ткр |
|
СН2О |
0,547 |
514 10-7 |
111,47 | |
|
СН3ОН |
0,583 |
226 10-7 |
89,33 | |
|
Н2О |
0,327 |
232 10-7 |
108 | |
| СО | 0,51 |
309 10-7 |
61,4 | |
|
СО2 |
0,801 |
299 10-7 |
115,5 | |
|
Н2 |
0,036 |
154 10-7 |
8,13 | |
|
N2 |
0,51 |
311 10-7 |
59,5 | |
| смесь | 0,487 |
1,743 103 |
250 10-7 |
- |
Плотность компонентов определена по формуле:
 (18.19)
(18.19)
Плотность смеси по правилу аддитивности. Вязкость компонентов взята из [4, с. 430 таб. 6].
Вязкость смеси определена по формуле:
 (18.20)
(18.20)
где, m1…m2 - объемные доли компонентов;
М1…Мn – молекулярные массы компонентов;
Ткр1…Ткр.n - критические температуры.
Теплоемкость смеси:
 (18.21)
(18.21)
где, Q – количество теплоты, отданное контактными газами при охлаждении от 650оС до 180оС.

где, Gсм – расход контактных газов, кг/с;
tвх, tвых – температуры входа и выхода контактных газов, оС.

Определим критерий Прандтля.
Наибольший процент в смеси составляют многоатомные газы. Принимаем приблизительное значение Pr для смесей такое же, как для трехатомных газов, Pr = 0,8 [ 2, с. 187].
Теплопроводность смеси (λсм)
 (18.22)
(18.22)
Так как диаметр реактора равен 3,0 м, принимаем диаметр обечайки подконтактного холодильника Dхвн = 3,0 м с трубами d - 38×2 мм и рассчитаем необходимое количество труб:
 (18.23)
(18.23)
где, К – коэффициент заполнения трубной решетки, принимаем К = 0,7;
t шаг.
t = 1,25 dн = 1,25 0,038 = 0,048 м;
Скорость движения газа:
 (18.24)
(18.24)
 (18.25)
(18.25)
переходный режим
![]() (18.26)
(18.26)
 (18.27)
(18.27)
коэффициент теплоотдачи для воды в межтрубном пространстве.
Принимаем теплообменник с поперечными перегородками в межтрубном пространстве. Расстояние между перегородками равно 0,9 м. Площадь поперечного сечения между соседними соединениями соседних перегородок, считая его по диаметру кожуха.
Sм тр=D h (t-d) [1, с. 64]; (18.28)
Sм тр=3,0 0,9 (0,048 – 0,038) = 0,577 м2.
Скорость движения воды при поперечном обтекании:
 (18.29)
(18.29)
Средняя температура воды:
Теплофизические параметры воды при tср=106,5оС в таблице 18.5.
Таблица 18.5 – Теплофизические параметры воды при tср=106,5оС
| С, Дж/кг К |
Ρ кг/м3 |
μ, Па с | λ, Вт/м К |
| 4,23 | 954 |
226,10-6 |
0,684 |
 (18.30)
(18.30)
 (18.31)
(18.31)
dэ = 0,0334 м [1, стр. 81].
 (18.32)
(18.32)
 (18.33)
(18.33)
- переходный режим
Nu = 0,24 Re0.6 Pr0,43; (18.34)
Pr = 4,23 103 226 10-6/0,684 = 1,397; (18.35)
Nu = 0,24 2819,790,6 1,3970,43 = 32,56;
 (18.36)
(18.36)
Коэффициент теплопередачи:
 (18.37)
(18.37)
где rст – термическое сопротивление стальной сетки и ее загрязнений, м2К/Вт.
∑rст = rзагр.К.Г. + rзагр.В. (18.38)
Принимаем
 [2, табл. ХХХ] (18.39)
[2, табл. ХХХ] (18.39)
∑rсм = 0,00041 м2К/Вт;
Поверхность теплообмена:
 (18.40)
(18.40)
С учетом запаса 10% F = 1160 м2, Lтр = 5 м.
Расстояние между трубными решетками:
 (18.41)
(18.41)
где Z – число ходов, Z = 1.
Принимаем l1 = 4 м.
Общая высота холодильника:
Н = l1 + h1; (18.42)
где, h1 – высота нижней камеры, м.
принимаем h1 = 0,8 м.
Н = 4 + 0,8 = 4,8 м.
18. ГИДРАЛИЧЕСКИЙ РАСЧЕТ
Целью расчета является определение величины гидравлического сопротивления.
Исходные данные:
внутренний диаметр обечайки – 3 м;
количество труб – 24,75 d = 38×2 мм;
длина 5 м;
диаметр внутренний входного штуцера – 0,15 м;
диаметр внутренний выходного штуцера – 0,6 м;
количество перегородок в межтрубном пространстве – 3 (шт).
Расход воды – 8,7 кг/с при tср 106,5оС, ρ = 854 кг/м3.
Расход контактного газа – 7 кг/с при tср = 415оС, ρ = 0,487 кг/м3.
Высота слоя катализатора – 0,6 мм.
Общее гидравлическое сопротивление определим по формуле:
∆Р = ∆Рк.ап. + ∆Ртр, (19.1)
где, ∆Рк..ап. - гидравлическое сопротивление слоя катализатора, Па;
∆Ртр гидравлическое сопротивление трубного пространства подконтактного холодильника, Па.
 (19.2)
(19.2)
где, f – функция Re, для турбулентного режима и насыпной насадки f = 3,8/Re0,2;
ε порозность слоя, ε = 0,4;
g0 – удельная массовая скорость газа, рассчитанная на сечение пустого аппарата, кг/м2с.
![]() (19.3)
(19.3)
ρг плотность газа, кг/м3;
g ускорение свободного падения – 9,81 м/с;
Re 4238,19 [технологич. pасчет].
 (19.4)
(19.4)

∆Ртр = ∆Р1 + ∆Р2, Па(19.5)
где, ∆Р1 – потеря давления на входе в трубки, в трубках, на выходе из них, Па;
∆Р2 потеря давления на входе в выходной патрубок, Па.
 (19.6)
(19.6)
Коэффициент сопротивления на входе в трубку принимаем ε1 = 0,5 d = 38×2 мм, Re = 4238,19.
Относительная шероховатость:
 (19.7)
(19.7)
Размер выступов шероховатости принимаем равным 0,1 мм.
Коэффициент трения λ для Re = 4238,19 и l/d = 0,0029 находим
[7, с. 445], λ = 0,045.
Коэффициент сопротивления на входе из трубок принимаем 0,5 – εn.

![]() (19.8)
(19.8)
 (19.9)
(19.9)
∆Ртр = 117,98 + 572,3 = 690,28 Па;
∆Р = 3,43 + 690,28 = 693,71 Па.
Определение гидравлического сопротивления межтрубного пространства подконтактного холодильника [1, с. 446, рис. 3]:
 (19.10)
(19.10)
где, D – внутренний диаметр кожуха, м;
n число перегородок в межтрубном пространстве;
ω скорость движения жидкости, м/с;
dэ – эквивалентный диаметр межтрубного пространства, dэ = 0,0334;
ρ плотность жидкости, кг/м3;
λ коэффициент трения, λ = 0,6 [1, с. 446].

Затраты давления на подъем охлаждающей жидкости:
![]() (19.11)
(19.11)
∆Pпод = ![]() = 112304,88 Па;
= 112304,88 Па;
∆Р = ∆Рм.тр. + ∆Рпод. = 26,42 + 112304,88 = 112331,3 Па. (19.12)
19. МЕХАНИЧЕСКИЙ РАСЧЕТ
Цель расчета – определение размеров отдельных элементов, обеспечивающих безопасную эксплуатацию аппарата за счет установочной механической прочности, плотности расчетных соединений, устойчивости к сохранению формы и необходимой долговечности.
19.1 Обоснование конструкции основного аппарата
Реактор (контактный аппарат поз.Р1) предназначен для окислительного дегидрирования метанола в формальдегид в газовой фазе на пемзосеребряном катализаторе. Реактор представляет собой стальной вертикальный цилиндрический аппарат, разделенный на две секции: верхнюю (секция контактирования) и нижнюю (подконтактный холодильник). В нижней части секции контактирования на свободно лежащую решетку, покрытую двумя слоями сеток, засыпан катализатор. В этой секции происходит, непосредственно, синтез формальдегида. Разогрев контактной массы, при пуске, до температуры 300÷350°С, при которой начинается реакция превращения метанола в формальдегид, осуществляется включением электрозапала, представляющего собой три нихромовые спирали (диаметром 0,4 мм), уложенные поверх слоя катализатора. Дальнейший подъем температуры происходит за счет выделяющегося тепла реакций. Секция контактирования снабжена штуцером для подвода метаноло-воздушной смеси, люком-лазом (для загрузки и выгрузки катализатора). В связи с тем, что метаноло-воздушная смесь взрывоопасна, на случай аварийных ситуаций, секция контактирования снабжена, также, двумя взрывными мембранами. Для контроля температуры в слое катализатора имеются два штуцера, предназначенных для подсоединения датчиков температуры.
Синтез формальдегида протекает с выделением тепла при температурах 550÷700°С. При таких температурах формальдегид неустойчив и возможно его необратимое разложение, поэтому требуется быстрое охлаждение (закалка) контактных газов до температуры не выше 200°С. ПО этой причине непосредственно под верхней секцией контактного аппарата (в нижней секции) смонтирован теплообменник (подконтактный холодильник). Подконтактный холодильник представляет собой кожухотрубчатый одноходовой теплообменник, по трубному пространству которого движутся контактные газы, а в межтрубном пространстве происходит кипение водного конденсата. Для равномерной подачи конденсата и отвода водяного пара имеется по шесть штуцеров, расположенных радиально, соответственно в нижней и верхней частях межтрубного пространства. В нижней части холодильника имеются: штуцер для отвода контактных газов, люк-лаз (для регламентных работ), дренажный штуцер. Для компенсации температурных напряжений на корпусе подконтактного холодильника предусмотрен линзовый компенсатор. Контактный аппарат устанавливается на несущие балки металлоконструкции с помощью юбочной цилиндрической опоры.
19.2 Выбор материала основных элементов аппарата
На выбор конструкционных материалов для изготовления аппаратов химической промышленности влияет ряд факторов, таких как:
- агрессивность среды, с которой контактирует материал;
- температура;
- давление;
- стоимость материала;
- легкость его обработки и т.д.
Главными из этих условий являются агрессивность среды и температура.
В контактном аппарате рассматриваемой конструкции можно выделить три группы деталей и узлов: детали, соприкасающиеся с контактным газом и метаноло-воздушной смесью (обечайка, крышка и днище, трубы подконтактного холодильника, трубные решетки т.д.); детали, соприкасающиеся с водяным паром и конденсатом (штуцера для подвода конденсата и отвода пара, трубчатка подконтактного холодильника и т.д.); детали, находящиеся в контакте только с внешней средой (монтажные штуцера, опора и т.д.).
Контактный газ является агрессивной средой и имеет достаточно высокую температуру, до 700°С, поэтому узлы и детали, соприкасающиеся с ним, следует изготовлять из жаропрочных материалов с высокой коррозионной стойкостью. Этим условиям удовлетворяют высоколегированные стали типа 12Х18Н10Т (ГОСТ 5632 – 61). Эта сталь обладает хорошими прочностными свойствами, жаропрочна при температурах 700°С, характеризуется высокой коррозионной стойкостью во многих агрессивных средах, технологична в обработке, хорошо деформируется в горячем и холодном состояниях, хорошо сваривается всеми видами сварки и не требует обязательной термической обработки изделия после сварки. Единственный недостаток этого материала – высокая стоимость [17, c.79].
Другая группа деталей и улов находится в контакте с водяным паром и конденсатом при температурах порядка 100÷150°С. Вода является менее агрессивной средой по сравнению с контактным газом, поэтому для изготовления узлов и деталей, контактирующих с водой, можно использовать стали с меньшей коррозионной и жаростойкостью, такие как углеродистые или низколегированные стали. В конструкции действующих контактных аппаратов для изготовления деталей контактирующих с водой применяется низколегированная сталь марки 09Г2С (ГОСТ 5520 – 62). Саль этой марки характеризуется повышенной прочностью и ударной вязкостью, хорошо деформируется и обрабатывается резанием, легко сваривается всеми видами сварки, однако, неустойчива во многих агрессивных средах. Использование этой стали выгоднее и с финансовой точки зрения в виду ее дешевизны. [17, c.69].
Детали, находящиеся в контакте только с внешней средой, следует изготовлять из возможно более дешевых материалов, обладающих, однако, достаточной механической прочностью. В конструкции действующего контактного аппарата для изготовления такого рода деталей используется углеродистая сталь Ст.3сп. (ГОСТ 380 – 60). Сталь этой марки характеризуется хорошим сочетанием механических свойств, позволяющим применять ее для изготовления ответственных деталей и узлов, хорошо обрабатывается резанием и давлением, хорошо сваривается всеми видами сварки, однако, как и сталь марки 09Г2С неустойчива во многих агрессивных средах [17, c.68].
В качестве прокладочного материала в действующих контактных аппаратов используется паронит марки ПОН-Б (ГОСТ 481 – 80). Этот материал может использоваться в агрессивных средах при рабочих давлениях среды до 6 МПа и температурах до 500°С [17, c.240], следовательно, выбор его оправдан.
19.3 Расчет диаметра патрубков
Подбор патрубков и фланцев будем проводить по условному проходу и условному давлению.
Расчет диаметра патрубков рассчитывается по формуле:
 (20.1)
(20.1)
где, G – расход продукта, кг/ч;
ω скорость движения продукта, м/с;
ρ плотность продукта, кг/м3.
Значение скоростей движения продуктов в таблице 20.1 [1, с.100].
Таблица 20.1 – Значение скоростей движения продуктов
| Продукты | Назначение патрубка |
Температура, оС |
Плотность, кг/м3 |
Скорость, м/с | Расход, кг/с |
|
Конденсат Конденсат |
вход выход |
90 123 |
996 954 |
1,6 50 |
10,5 10,5 |
|
Спирто – воздушная смесь Контактные газы |
вход выход |
100 180 |
0,940 0,818 |
30 30 |
7 7 |
Результаты расчета в таблице 20.2.
Таблица 20.2 – Результаты расчета
| Продукты | Диаметр по расчету, м | Принятый диаметр, м |
|
Конденсат Конденсат Спирто – воздушная смесь Контактные газы |
0,168 0,0918 0,563 0,739 |
0,2 0,1 0,6 0,8 |
Диаметры патрубков принимаем согласно ГОСТ 28759.2 – 90.
Основные размеры подобранных фланцев к патрубкам в таблице 20.3.
Таблица 20.3 – Основные размеры подобранных фланцев к патрубкам
|
Пат-ру- бок |
D |
D1 |
D2 |
D3 |
D4 |
D5 |
S | h |
h0 |
d | Z | a |
a1 |
| 1 | 100 | 205 | 170 | 148 | 108 | - | - | 11 | 4 | 16 | 8 | - | - |
| 2 | 200 | 315 | 280 | 258 | 219 | - | - | 15 | 4 | 16 | 4 | - | - |
| 3 | 600 | 720 | 680 | 644 | 652 | 643 | 8 | 30 | - | 23 | 24 | 14 | 12 |
| 4 | 800 | 920 | 880 | 842 | 852 | 841 | 8 | 35 | - | 23 | 32 | 14 | 12 |
Для входа и выхода конденсата используют плоский-приварной фланец, а для входа спирто-воздушной смеси и выхода контактных газов - тип фланцевого соединения ″шип-паз″.
19.4 Расчет толщины стенок обечайки и днища
Толщина стенки обечайки реактора
Исходные данные:
материал сталь 12Х18Н10Т;
температура 650оС;
диаметр 3,0 м;
расчетное давление – 0,3 МПа;
нормативно допустимое напряжение σ* = 113 МПа [1, с. 33, таб. 1.4];
толщину обечайки рассчитываем по формуле:
 (20.2)
(20.2)
где, φ = 1 – коэффициент прочности сварного шва;
σдоп допустимое напряжение, МПа;
σдоп
= ![]() (20.3)
(20.3)
η = 1 – поправочный коэффициент [1, с. 31];
σдоп = 1 113 МПа = 113 МПа.
С прибавка на компенсацию коррозии, м;
С1 дополнительная прибавка на округление размеров, м;
С1 = 0,62 см.
![]() (20.4)
(20.4)
где, П – коррозионная проницаемость слоев для среды, содержащий формальдегид и метанол, П = 0,2 мм/год;
τ амортизационный срок службы, τ = 10 лет.

Допускаемое давление:
![]() (20.5)
(20.5)

Формулы применимы для выполнения условия:
![]() (20.6)
(20.6)
![]()
Прочность обечайки обеспечена.
Толщина стенки обечайки подконтактного холодильника
Исходные данные:
материал сталь 09Г2С;
температура 106,5оС;
диаметр 3,0 м;
расчетное давление 0,2 МПа;
нормативно допускаемое напряжение.
σ* = 151,6 МПа;σдоп = 1*151,6 = 151,6 МПа.
 (20.7)
(20.7)

Условия применимости расчетных формул:
![]() (20.8)
(20.8)
Прочность обечайки обеспечена.
19.5 Расчет толщины днища подконтактного холодильника
(выбираем крышку эллиптической формы):
Исходные данные:
материал сталь 12Х18Н10Т;
температура 180оС;
диаметр 3,0 м;
расчетное давление – 0,3 МПа;
нормативно допускаемое напряжение σ* = 113 МПа.
Допускаемое напряжение σдоп = 1 113 = 133 МПа.
Исполнительную толщину стенки определяем по формуле:
 (20.9)
(20.9)
Формулы применимы когда:
![]() (20.10)
(20.10)
![]() (20.11)
(20.11)
Условия прочности обеспечены.
19.6 Условия укрепления отверстий
Расчетный диаметр для эллиптического днища:
 (20.12)
(20.12)
D = 3 м = 300 см, S = 100 см.
где, х – расстояние от центра укрепляемого отверстия до оси эллиптического днища, х = 0.

Расчетный диаметр отверстия в днище:
dR = d + ![]() .
(20.12)
.
(20.12)
где, d – диаметр штуцера, 0,6 м [1, таб. 77];
Sст.ш – толщина стенки штуцера;
Sст.ш. = С1 +С2; (20.13)
где, С1 – прибавка на коррозию, м;
С2 минусовой допуск по толщине листа штуцера, м.
Sст.ш. = 0,002 + 0,008 = 0,01 м;
DR = 0,6 + 2 0,01 = 0,62 м.
Условия применения формул для днища [ 2, с. 498]:
 (20.14)
(20.14)

 (20.15)
(20.15)
Условия выполняются, укрепление отверстия не нужно.
19.7 Расчет крышки аппарата
Исходные данные:
материал сталь 12Х18Н10Т;
нормативное
допускаемое напряжение σдоп = ![]() =
113 МПа.
=
113 МПа.
Исполнительная толщина стенки:
 (20.16)
(20.16)
 (20.17)
(20.17)

Допускаемое давление:
 (20.18)
(20.18)
Применимость формул:
![]() (20.19)
(20.19)
![]() (20.20)
(20.20)
![]()
![]()
Условия прочности обеспечены.
Выбираем тип конструкции крышки:
сварная стальная при Рдоп ≤ 25 кг/см2 [77, с. 569, рис. 23.10].
19.8 Расчет трубной решетки подконтактного холодильника
Трубные решетки по конструкции представляют собой эллиптические днища. Такие трубные решетки применяются в кожухотрубчатых аппаратах при оносительно больших диаметров аппарата D = > 1200 мм.
Исходные данные:
материал сталь 12Х18Н10Т;
количество труб в решетки 2475, d - 38×2;
нормативно допускаемое напряжение σ* = 113 МПа;
допускаемое напряжение σдоп = 113 МПа [2, с. 33, таб.1,4];
диаметр обечайки, Dоб = 3,0 м;
температура 650оС;
Выбираем конструкцию решетки 2 – го типа [2, с. 633, рис. 25,].
Способ закрепления труб в трубных решетках:
выбираем способ гладкой развальцовки.
Расчетная высота снаружи (h1):
 (20.21)
(20.21)
где, К1 – коэффициент, К1 = 0,36 [2, с. 637, таб. 25.3];
![]()
Расчетная высота решетки а середине (h2):
 (20.22)
(20.22)
где, К2 = 0,45 [2, стр. 637, таб. 25.3];
φ0 коэффициент ослабления решетки отверстиям;
![]() (20.23)
(20.23)
где, z – количество труб в решетки по диаметру.
 (20.24)
(20.24)
![]()

С прибавками на коррозию:
h2 = 0,10771 + 0,001 = 0,10871 м.
19.9 Расчет тепловой изоляции реактора
Исходные данные:
Аппарат расположен на отдельной площадке.
температура воздуха – t6 – 5оС;
температура поверхности изоляции – 40оС;
температура рабочей среды – 650оС;
теплоизоляционный материал – асбест;
коэффициент теплопередачи воздуха – 21 Вт/м2К.
Удельный тепловой поток:
q = άв (tn – tв) = 21 (40 – 5) = 735 Вт/м2. (20.25)
Теплопроводность асбеста при tср => tср = (650 + 40)/2 = 340оС:
λ = 0,13 + 0,000186 tср; (20.26)
λ = 0,13 + 0,000186 340 = 0,189 Вт/м К [3, ст. 604].
Толщину изоляции находим:
 (20.27)
(20.27)
Принимаем толщину изоляции δиз = 14,4 см.
19.10 Расчет компенсатора подконтактного холодильника
В кожухотрубчатых аппаратах развивается весьма значительные напряжения за счет неодинакового температурного удлинения жесткосоединенных между собой деталей (например, труб, кожуха). Для ликвидации этого аппарат снабжают компенсатором.
Исходные данные:
диаметр обечайки D = 3,0 м;
длина обечайки l = 4 м;
давление в межтрубном пространстве Рм = 0,222 МПа;
давление в трубном пространстве Ртр = 0,666 МПа;
температура трубок tтр = 232оС;
температура обечайки tоб = 73,25оС;
толщина обечайки Sоб = 0,009 м;
количество труб z = 2475, d - 38×2;
коэффициент линейного расширения стали:
при t1 = 232оС; άтр = 13,5 10-6 1/оС.
при t2 = 73,25оС; άоб = 12,6 10-6 1/оС.
температура воды tср = 106,5оС.
Требуемое для компенсации перемещение.
∆К
= ![]() (20.28)
(20.28)
где, L – длина труб между трубными решетками, L = 4,2 м;
∆К = (13,5 10-6 232 – 12,6 10-6 73,25) = 0,009 м = 9 мм.
Разница между t1 и t2 составит 232 – 73,25 = 158,75оС, что больше 50оС, следовательно, необходимо наличие компрессора на обечайке.
По таблице 26.2 [2, с. 649] находим компенсатор.
D = 3386 мм;
S = 3 мм;
∆Λ = 8 мм;
Роб = 0,15 МПа;
Рр = 0,158 МПа.
Расчетное количество линз в компенсаторе:
![]() (20.29)
(20.29)
Принимаем Z' = 2.
19.11 Расчет опорных лап
Контактный аппарат по конструкции представляет собой вертикальный цилиндрический аппарат, установленный на открытой площадке. В таких случаях применяются опоры, которые размещаются снизу аппарата
Расчет опорных лап проводим по максимальной силе тяжести аппарата при заполнение его водой для проведения его гидравлического испытания.
Определим массу аппарата.
Вес обечайки реактора и подконтактного холодильника:
![]() (20.30)
(20.30)
где, Dн и Dв наружный и внутренний диаметры обечайки, м;
Dн = Dв + 2S = 3,0 + 2 0,009 = 3,018 м.
j = 7900 кг/м3 – плотность стали 12Х18Н10Т;
j = 7800 кг/м3 – плотность стали 02Г2С.
![]() (20.31)
(20.31)
![]() (20.32)
(20.32)
Вес трубных решеток:

Вес днища и крышки стандартен и равен:
Gд = 217 + 217 = 434 кг.
Вес люков стандартен и равен:
Gл = ![]() =
1216 кг.
=
1216 кг.
Вес патрубков стандартен и равен:
Gп = 104 + 163 + 8,31 + 4,15*2 = 283,61 кг.
Вес фланцев обечаек стандартен и равен:
Gф = ![]() =
3184 кг.
=
3184 кг.
Вес труб холодильника:
Gтр = ![]() (20.33)
(20.33)
где, ά – высота трубки, масса одной трубы равна 0,63 кг;
Gтр = ![]() =
7821 кг.
=
7821 кг.
Вес теплоизоляции обечайки теплообменника:
![]() (20.34)
(20.34)
где, Dв.из. и Dн.из. – диаметры внутреннего и внешнего слоя изоляции;
Н высота изоляционной части.
Dн.из. = Dв.из. + ![]() = 3,018 +
= 3,018 + ![]() = 3,306 м. (20.35)
= 3,306 м. (20.35)
j1 – плотность асбеста, j1 = 350 кг/м3.
![]()
Общий вес аппарата:
∑G = 24435,18 кг = 24,44 тонны.
Определим массу воды в аппарате:
 (20.36)
(20.36)
где, Н – высота аппарата;
jH2O плотность воды.

Максимальная масса аппарата:
![]() (20.37)
(20.37)
Определим расчетную толщину ребра опоры:
 (20.38)
(20.38)
где, G – максимальная масса аппарата, кг;
n число лап (n = 4);
z число ребер в одной лапе (z = 2);
σс допускаемое напряжение на сжатие принимаем σс = 1000 кгс/см2;
l высота опоры, принимаем l = 0,2 м.;
k коэффициент, k = 0,6.

Sоп. = 0,01826 [м] = 18,26 [мм].
Определим высоту лапы:
 (20.39)
(20.39)
Проверка: l/13 ≤ 0,019 [м].
0,2/13 = 0,015 ≤ 0,019.
Следовательно, Sоп определяем расчетной.
Общая длина сварного шва.
Lш. = 4 (h + Sоп.) = 4 (0,4 + 0,01826) = 1,673 м (20.40)
Прочность сварного шва:
G/n ≤ ![]() (20.41)
(20.41)
где, hш – катет сварного шва, 0,008 м;
τш.с. допускаемое напряжение материала на срез, 800 кг/см2.
![]()
19539,1 ≤ 74950,4.
Условия прочности выполнены. Принимаем опору ГОСТ 26 – 467 – 82.
20. ПОДБОР ВСПОМОГАТЕЛЬНОГО ОБОРУДОВАНИЯ
1. Ректификационная колонна К2
Ректификационная колонна предназначена для разделения формалина от метанола.
Определение диаметра тарельчатой ректификационной колонны производится по формуле:
 (21.1)
(21.1)
где, G – массовый расход проходящего по колонне пара, 20425 кг/ч или 5,67 кг/с;
![]() - скорость потока, м/с.
- скорость потока, м/с.
Скорость потока определяется по формуле:
 (21.2)
(21.2)
где, с – коэффициент, определяемый по рис.7.2 [6, 17], с = 0,065;
ρж плотность жидкой фазы, кг/м3 (ρж = 714,75 кг/м3);
ρп плотность пара , кг/м3 (ρп = 0,279 кг/м3).
Высота колонны:
![]() (22.3)
(22.3)
где, n – число тарелок в колонне, n = 70;
h расстояние между тарелками, h = 750 мм.
![]()
Принимаем Нт = 52000 мм = 52 м.
2. Абсорбционная колонна К1
Абсорбционная колонна предназначена для поглощения формальдегида деминерализованной водой.
Определение диаметра тарельчатой ректификационной колонны производится по формуле:
где, G – расход проходящего по колонне газа, 32537,55 кг/ч или 9,04 кг/с;
ω рабочая скорость газа, м/с;
![]()
принимаем ωпр = 6,05 м/с, тогда
Высота абсорбционной колонны:
![]()
где, n – число тарелок в колонне, n = 24;
h расстояние между тарелками, h = 600 мм.
![]()
3. Испаритель Е2а
Вертикальный сварной аппарат со встроенным секционным объемно-сетчатым брызгоулавителем. Материал – Ст09Г2С.
D = 2800 мм; Н = 7550 мм; V = 32 м3.
Требуемый объем испарителя определяем по формуле:
 (22.4)
(22.4)
где, G – расход выходящей из него метаноло-воздушной смеси, G = 25302,74 кг/ч;
τ время, на которое рассчитывается расход продукта (берется по технологическим соображениям ), t = 0,5 ч;
К коэффициент заполнения емкости, К = 0,6 – 0,8;
ρ плотность смеси, ρ = 800 кг/м3.
Требуемый объем меньше, значит, аппарат справиться с нагрузкой.
3. Теплообменник Т2
Горизонтальный кожухотрубный аппарат. Материал – сборный: Ст16ГС, Ст10, Ст20.
Диаметр 1000 мм; длина 4170 мм; площадь теплообмена 221 м3.
Назначение: для перегрева метаноло – воздушной смеси.
Рабочие условия:
Трубное пространство: Р = 0,07 МПа, Т = 150°С, среда – метанол.
Межтрубное пространство: Р = 0,6 МПа, Т = 180°С, среда – водяной пар.
Температурная схема теплообмена:
160°С → 160°С;
65°С → 125°С.
Принимаем значение коэффициента теплопередачи К = 60 Вт/м2 *К (от конденсирующего пара к газу) [2, с. 365 таб. 4.8]:
∑Q = Qмет + Qвозд, (22.5)
Смет (при 60оС) = 2703 Дж/кг*К,
Свозд. = 866 Дж/кг*К.
Q = ![]() (22.6)
(22.6)
![]()
![]()
∑Q = 627719,19 + 54743,9 = 682463,09 Вт.
Поверхность теплообмена:
 (22.7)
(22.7)
Подбираем из [2, с. 51 таб. 2.3] по ГОСТ 15118 – 79.
диаметр кожуха Dкож. = 800 мм;
общее число труб nтр. = 404 шт;
длина труб Lтр. = 6,0 м;
площадь поверхности теплообмена F = 190 м2;
диаметр труб Dтр - 25×2 мм.
4. Теплообменники Т3, Т4, Т5, Т6
4.1 Пластинчатый теплообменник Т3.
Теплообменник служит для охлаждения формалина, отводимого из куба колонны.
Рабочие условия:
Полость хладоагента: Р = 0,45 МПа, Т = (28 – 38)°С, среда – вода оборотная.
Полость горячего продукта: Р = 0,25 МПа, Т = 40°С, среда – раствор формалина.
Температурная схема теплообмена:
70°С → 40°С;
38°С ← 28°С.
Средняя разность температур: Δtб = 70 – 38 = 32°С; Δtм = 40 – 28 = 12°С.
ΔТср = 20,4 К.
Требуемая поверхность теплообмена:
где, Q – тепловая нагрузка, Вт;
К коэффициент теплоотдачи, принимаем К = 800 Вт/м3 [12, табл. 2.1, с.47];
ΔТср средняя разность температур, К.
F = 372 м2, так как 3 теплообменника, то F = 123 м2 каждый.
Принимаем по ГОСТ 15518 – 83 площадь поверхности теплообмена F = 125 м2, число пластин N = 242 шт, масса аппарата М = 2662 кг, площадь одной пластины f = 0,5 м2.
4.2 Пластинчатый теплообменник Т4.
Теплообменник служит для охлаждения раствора формалина, отводимого с глухой тарелки абсорбера.
Рабочие условия:
Полость хладоагента: Р = 0,45 МПа, Т = (5 – 15)°С, среда – вода захоложенная.
Полость горячего продукта: Р = 0,35 МПа, Т = 35°С, среда – раствор формалина.
Температурная схема теплообмена:
50°С → 35°С;
5°С ← 15°С.
Средняя разность температур: Δtб = 50 – 5 = 45°С; Δtм = 35 – 15 = 20°С.
ΔТср = 31 К.
Требуемая поверхность теплообмена:
где, Q – тепловая нагрузка, Вт;
К коэффициент теплоотдачи, принимаем К = 800 Вт/м3 [12, табл. 2.1, с.47];
ΔТср средняя разность температур, К.
F = 245,16 м2, так как 3 теплообменника, то F = 81,7 м2 каждый.
Принимаем по ГОСТ 15518 – 83 площадь поверхности теплообмена F = 80 м2, число пластин N = 154 шт, масса аппарата М = 2040 кг, площадь одной пластины f = 0,6 м2.
4.3 Пластинчатый теплообменник Т5.
Теплообменник служит для охлаждения деминерализованной воды, отводимой с глухой тарелки абсорбера.
Рабочие условия:
Полость хладоагента: Р = 0,45 МПа, Т = (5 – 15)°С, среда – вода захоложенная.
Полость горячего продукта: Р = 0,3 МПа, Т = 25°С, среда – деминерализованная вода.
Температурная схема теплообмена:
50°С → 35°С;
5°С ← 15°С.
Средняя разность температур: Δtб = 50 – 5 = 45°С; Δtм = 20 – 5 = 15°С.
ΔТср = 21 К.
Требуемая поверхность теплообмена:
где, Q – тепловая нагрузка, Вт;
К коэффициент теплоотдачи, принимаем К = 800 Вт/м3 [12, табл. 2.1, с.47];
ΔТср средняя разность температур, К.
F = 24,13 м2, так как 3 теплообменника, то F = 8,04 м2 каждый.
Принимаем по ГОСТ 15518 – 83 площадь поверхности теплообмена F = 8 м2, число пластин N = 30 шт, масса аппарата М = 362 кг, площадь одной пластины f = 0,3 м2.
4.4 Пластинчатый теплообменник Т6.
Теплообменник служит для охлаждения деминерализованной воды, отводимой с глухой тарелки абсорбера.
Рабочие условия:
Полость хладоагента: Р = 0,45 МПа, Т = (5 – 15)°С, среда – вода захоложенная, оборотная вода
Полость горячего продукта: Р = 0,3 МПа, Т = 25°С, среда – раствор слабого формалина.
Расчет теплообменника проводится аналогично предыдущему. Данный теплообменник справится с нагрузкой, так как его поверхность теплообмена составляет 180 м2, что больше необходимой.
5. Насос поз.Н2
Техническая характеристика насоса: поз.Н2/1,2:
Насос центробежный, консольный, типа 1ЦГ100/32а – К – 11 – 5: Q = 156 м3/ч, Н = 49 м, среда – метанол. Материал – 12Х18Н10Т, 12Х13Н10.
Работа любого насоса характеризуется напором и мощностью при заданной подаче насоса (расходе жидкости). Полезную мощность насоса рассчитываем по формуле:
 (22.8)
(22.8)
где, N – мощность, потребляемая насосом, кВт;
Vt - подача насоса, м3/с;
ρ плотность перекачиваемой жидкости, кг/м3;
g – ускорение свободного падения, g = 9,81 м/с2;
η общий КПД насоса, доли ед.
Подача насоса рассчитывается по формуле:
где, Vt - массовый расход перекачиваемой жидкости;
ρ плотность перекачиваемой жидкости, кг/м3.
Тогда,

Мощность электродвигателя принимаем с запасом 25%, тогда его требуемая мощность составит:
![]()
Электродвигатель типа ВАО – 82 – 2У2: N = 55 кВт, n = 3000 об/мин,
U = 380 В, исполнение ВЗГ.
Данные насосы справляются с заданной мощностью.
Третий насос, предназначенный тоже для перекачки формалина – ″сырца″ можно установить с меньшей мощностью.
Насос центробежный, герметический, консольный, типа 1ЦГ100/32а – К – 11 – 5: Q = 160 м3/ч, Н = 29 м.
Среда формалин.
Электродвигатель типа В18ОМ4: N = 30 кВт, n = 1500 об/мин,
U = 380 В, исполнение ВЗГ.
6. Расчет насоса поз.Н4
Техническая характеристика насоса: поз.Н4/1,2:
Насос центробежный, консольный, типа ЦГ 625/80К – 15 – 5 – У2: Q = 25 м3/ч, Н = 80 м, среда – формалин. Материал – 12Х18Н10Т, 12Х21Н5Т.
Электродвигатель моноблочный насосом: N = 4,5 кВт, n = 3000 об/мин.
Полезную мощность насоса рассчитываем по формуле:
где, N – мощность, потребляемая насосом, кВт;
Vt - подача насоса, м3/с;
ρ плотность перекачиваемой жидкости, кг/м3;
g ускорение свободного падения, g = 9,81 м/с2;
η общий КПД насоса, доли ед.
Подача
насоса рассчитывается по формуле: 
где, mt - массовый расход перекачиваемой жидкости;
ρ плотность перекачиваемой жидкости, кг/м3.
Тогда,

Мощность электродвигателя принимаем с запасом 25%, тогда его требуемая мощность составит:
![]()
Данные насосы справляются с заданной мощностью.
ЗАКЛЮЧЕНИЕ
Проведенные расчеты показали, что у производственных мощностей, реакторов и аппаратов есть весьма солидный технологический запас по увеличению мощности производства. На примере одной технологической нитки были проведены материальный, тепловой расчеты, а также поверочные расчеты вспомогательного оборудования. Большим плюсом оказалось, что увеличение мощности производства не требует внедрения нового оборудования или замены существующего, а следовательно и не понесет за собой практически никаких убытков. Экономические расчеты показали, что увеличение мощности производства формалина снижает себестоимость продукции, что делает продукцию конкурентоспособной. Это, в свою очередь приведет к увеличению прибыли от реализации.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1 Огородников С.К. Формальдегид. – Л: Химия, 1984. – 280 с.
2 Технологический регламент производства формалина ″Завода формалина и карбосмол″ Томского Нефтехимического комбината.
3 Лебедев Н.Н. Химия и технология основного и нефтехимического синтеза: Учебник для вузов. – М: Химия, 1981. – 608 с.
4 Охрана труда в химической промышленности. Под ред. Г.В. Макарова. М: Химия, 1989. – 476 с.
5 Криницына З. В. Менеджмент. Томск ТПУ, 2002. – 54 с.
6 Иванов Г.Н., Ляпков А.А., Бочкарев В.В. Учебное пособие – Томск: изд. ТПУ – 2002. – 113 с.
7 Гутник С.П. Расчеты по технологии органического синтеза. М: Химия, 1988. – 272 с.
8 Справочник нефтехимика. Под ред. С.К. Огородникова – Л: Химия, 1978. Т.2. – 592 с.
9 Основные процессы и аппараты химической технологии. Пособие по проектированию. Под ред. Ю.И. Дытнерского М: Химия 1991. – 496 с.
10 Павлов. К.Ф., Романков П.Г., Носков А.А. Примеры и задачи по курсу процессов и аппаратов химической технологии. – Л: Химия, 1987. – 576 с.
11 Лащинский А.А., Толчинский А.Р. Основы конструирования и расчета химической аппаратуры. Справочник. – Л: Машиностроение, 1970. – 752 с.
12 Краснощеков Е.А., Сукомел А.С. Задачник по теплопередаче. – М: Энергия, 1969. – 264 с.
13 Варгафтик Н.Б. Справочник по теплофизическим свойствам газов и жидкостей. – М: Наука, 1972. 653 с.
14 Иоффе И.Л. Проектирование процессов и аппаратов химической технологии: Учебник для техникумов. – Л: Химия, 1991. – 352 с.
15 Основы проектирования. Под ред. Лащинского А.А. – М: Химия, 1971. – 466 с.
16 Бочкарев В.В., Ляпков А.А. Основы проектирования предприятий органического синтеза. Методические указания к выполнению дипломного проекта. – Томск: ТПУ, 2002. – 52 с.
17 Анурьев В.И. Справочник конструктора – машиностроителя. М: Машиностроение, 1980. Т.3. – 557 с.
18 Викторов М.М. Методы вычисления физико-химических величин и прикладные расчеты: Л: Химия, 1977. – 360с.
© 2010 Интернет База Рефератов