
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Курсовая работа: Технологія виготовлення паперу
Курсовая работа: Технологія виготовлення паперу
Вступ
Життя нерозривно пов’язане з природним середовищем. На ранніх етапах свого становлення людина, користуючись продуктами природи, не завдавала помітної шкоди природним ресурсам. Але з посиленням практичної діяльності, пов’язаної з винаходом знарядь праці, вплив її на природу неухильно зростав. В останні десятиліття ХХ століття у зв’язку із високими темпами науково-технічного прогресу, небувалим розширенням сфер матеріального виробництва він став особливо значним великомасштабним.
Неухильно зростає населення нашої планети, що потребує відповідного збільшення видобутку й виготовлення життєвих ресурсів для забезпечення його проживання. Наслідки впливу людини на навколишнє середовище сумні й тривожні:порушуються природн угруповання й ландшафти, забруднюється атмосфера, морські акваторії і прісн водойми , руйнується ґрунтовий покрив, зменшуються лісові ресурси та чисельність видів рослин і тварин, хімічні сполуки, які циркулюють у біосфері, шкодять здоров’ю людини та всьому живому.
В Україн екологічна криза значно поглибилась після аварії на Чорнобильській АЕС у квітн 1986 року. Ці обставини, а також складні соціально-економічні умови привели до різкого погіршення стану здоров’я населення та зниження його відтворення. Тепер в Україні більше людей помирає, ніж народжується. Рішенням парламенту від 1992 року всю територію нашої країни оголошено зоною екологічного лиха.
Тож у стосунках з природою людство зіткнулося із серйозними і складними проблемами. Цілком очевидно, що вплив людини на природу нині значно перевищує здатність біосфери до саморегуляції і ставить загалом під загрозу можливість її існування як системи.
В умовах науково-технічного прогресу значно ускладнились взаємовідносини суспільства з природою. Людина отримала можливість впливати на хід природних процесів, підкорила сили природи, почала опановувати майже всі доступні відновн невідновні природні ресурси, але разом з тим забруднювати і руйнувати довкілля.
За оцінкою Всесвітньої організації охорони здоров'я (ВООЗ), із більш ніж 6 млн. відомих хімічних сполук практично використовується до 500 тис. сполук; із них біля 40 тис. мають шкідливі для людини властивості, а 12 тис. є токсичними.
Із розвитком цивілізації і науково-технічного прогресу, обсягів виробництва та його відходів проблеми стосунків між природою і суспільством дедалі загострюються.
Людство змушене перейти до ресурсозберігаючого виробництва і керуватися екологічними пріоритетами у взаємодії з природним середовищем. Непродумані технології, організація і виконання робіт можуть привести до великих втрат енерг матеріалів, високого ступеню забруднення навколишнього середовища.
Розділ1. Технологія виробництва паперу
1.1 Папір, його класифікація та властивості
У деяких вропейських країнах, таких як Україна, Англія, Німеччина, Франція тощо, листовий матеріал, на якому пишуть, друкують і виконують інші види робіт , називають папером. Цю назву листовий матеріал дістав від свого попередника папіруса, на якому писали ще в древньому Єгипті.
Батьківщиною паперу є Китай. У Китаї папір виробляли ще задовго до н.е. В Європі першими почали виробляти папір угорці(1300р.) В Україні першу папірню побудовано в 1541р. на Львівщині у місті Буськ.
Папером називають волокнистий листовий, переважно рослинного походження матеріал, маса 1м2 якого становить 4-250г.
За призначенням папір поділяють на групи, які складаються з окремих підгруп. Папір для друку (друкарський), писання(зошитовий, поштовій), креслярсько-ресувальний(калька), електроізоляційний (кабельний, конденсаторний), санітарно-побутовий (туалетний, гігієнічний), фільтрувальний (лабораторні фільтри, фільтри для нафтопродуктів), промислово-технічний (патронний, лугостійкий, наждачний), світлочутливий (основа для фотопаперу), перебивний (копіювальний), пакувальний (мішковий) тощо.
Папір як волокнистий матеріал з капілярною структурою легко поглинає вологу з довкілля. Тому чим віща вологість повітря, тим вища вологість паперу.
Властивост паперу залежать від властивостей сировини.
1.2 Сировина для виготовлення паперу
Для виготовлення паперу та картону використовують целюлозу отриману з різних порід дерев рослин, макулатуру, ганчір’я тощо.
Нещодавно почали використовувати штучні, синтетичні, мінеральні та інші волокна. Крім волокнистих речовин використовують наповнювачі, воду, клеї, барвники тощо.
1.2.1 Волокнист речовини (целюлоза)
Основною сировиною для виробництва паперу є і буде рослина, оскільки вона не дорога, швидко відновлюється і не порушує рівновагу в природі.
На сьогодн основною волокнистою сировиною є целюлоза сульфатна та сульфітна, макулатура, ганчір’я, волокна (синтетичні. Штучні, мінеральні, вовняні) тощо.
Целюлозу варять з подрібненої рослинної сировини в казанах періодичної та безперервної дії.
Сульфатну целюлозу варять із подрібненої рослинної сировини у розчині, основними компонентами якого є їдкий натр (NaOН) і сульфід натрію (Na2S), за температури 160-180 °С і тиску 0,7-1,2 МПа. Отримана продукція має темний колір. З не виробляють технічні види паперу та картону.
Сульфітну целюлозу варять із знесмоленої хвойної деревини в розчині, основними компонентами якого є водний розчин SO2 і бісульфіти кальцію, магнію тощо, за температури 130-145 °С і тиску 0,6-1,2 МПа. У процесі виробництва сульфітно целюлози більший вихід целюлози , а з відходів отримують етиловий спирт, кормові дріжджі та інші речовини.
Макулатура - це папір або картон, зіпсований в процесі виробництва, обрізки паперу, стар газети, часописи, книжки тощо. Це вторинна сировина. Вона є замінником свіжо целюлози. Використання макулатури у процесі виробництва паперу має велике значення. Затрати на папір, вироблений з макулатури, у 2-3 рази менші, ніж з целюлози. Меньше забруднюється також довкілля, ніж під час виробництва паперу з рослинної сировини. Одна тонна макулатури економить 3,0-4,5 м? деревини або близько 15 дерев.
Ганчір’я також належить до вторинної сировини. Найкращий папір виробляють із лляного та конопляного ганчір’я.
Синтетичні та нші волокна використовують для виробництва спеціальних видів технічного паперу. Для отримання цих видів паперу використовують штучні, синтетичні, мінеральні (азбестові, базальтові) та інші волокна.
Волокнист речовини можуть бути сухими або сирими. Із сирих речовин виробляють якісніший дешевий папір, ніж із сухих. Проте використовувати сирі речовини можна лише тоді, коли паперова фабрика розташована в межах паперово-целюлозного комбінату.
1.2.2 Наповнювачі
У процес виробництва більшості видів паперу до волокнистих речовин додають значну кількість мінеральних речовин, які називають наповнювачами.
Наповнювач поліпшують властивість паперу - надають йому гладкості, м’якості, непрозорості, роблять його білим тощо. Більшість наповнювачів дешеві, ніж волокнист речовини. Додавання наповнювачів до волокнистих речовин робить папір дешевим. Проте слід пам’ятати , що, поліпшуючи одні властивості паперу, наповнювач погіршують інші, наприклад зменшують міцність. Для кожного виду паперу додається оптимальна кількість певного наповнювача. Найчастіше наповнювачами використовують каолін, тальк, крейду, сульфати барію та кальцію, діоксин титану, алюмосилікати тощо.
Каолін(глина білого кольору) – один з найважливіших наповнювачів паперу та картону.
Тальк(кисла сіль метакремінєвої кислоти(3MgO*4SiO2*H2O)) надає паперу м’якості, безшумності, підвищує адсорбцію друкарських фарб тощо. Основним недоліком тальку є те, що папір пилиться.
Крейда(майже чистий карбонат кальцію (СаСО3)) порівняно з каоліном і тальком біліша. Крейда надає паперу білизни, непрозорості, м’якості. Її використовують у процес виробництва цигаркового паперу.
Синтетичний сірчанокислий барій (ВаSO4) поліпшує білизну паперу. Зменшує його прозорість надає блиску.
Діоксид титану (ТіО2) – дуже дорогий наповнювач, його вартість у 35-40 разів перевищу вартість каоліну. Його використовують під час виробництва дуже якісного непрозорого паперу.
Алюмосілікати отримують на основі рідинного скла та розчинних кальцієвих солей і солей алюмінію. Вони роблять папір білішим. Непрозорим та поліпшують друк. Тому їх часто використовують замість дорогих титанових та інших наповнювачів.
Наповнювач додають до паперової маси у вигляді суспензій. Це суміш найдрібніших твердих частинок і рідини, у якій вони містяться у звислому стані.
1.2.3 Вода
Без води нема паперу. Для виробництва паперу використовують знесолену, без запаху та кольору воду. Особливі вимого ставлять до води, яку використовують у процес виробництва конденсаторного та інших видів технічного паперу.
На виробництво 1 тонни целюлозного паперу витрачають 150 м? води, а на 1 тонну конденсаторного понад 1000 м?. У процесі виробництва 1 тонни паперу використовують більше води, ніж у процесі виробництва однієї тонни металу.
1.2.4 .Клеї
Для проклеювання використовують каніфоль, парафіни, воски, тваринні клеї, крохмаль, казеїн, летикси, паліакриламід тощо. Найчастіше використовують каніфоль. Паперова промисловість використовує 20% виробленої каніфолі. Назва каніфолі походить від грецького міста Колофонія в Малій Азії, де її вперше отримали. У даний час каніфоль виробляють із живиці хвойних дерев, найчастіше із сосни, відігнавши скипидар.
1.2.5 Барвники
Для надання паперу білизни або кольору до паперової маси додають невелику кількість синіх, фіолетових та інших барвників.
1.3 Підготовлення паперової маси
Паперова маса, з якої виробляють папір і картон, складається з розмелених волокнистих речовин, води, наповнювачів, барвників і проклеюючи речовин. Підготовлення паперової маси - дуже відповідальний технологічний процес, який значно впливає на якість отриманої продукції: паперу чи картону. Він складається з подрібнення, проклеювання, наповнення, фарбування тощо.
1.3.1 Подрібнення волокнистих речовин
Подрібнення один із найважливіших технологічних процесів у виробництві паперу. Від нього залежіть якість паперу. Цей процес найбільш енергомісткий. На подрібнення волокнистих речовин витрачається 60-70% загальної кількості енергії в процес виготовлення паперу. У ході подрібнення волокна вкорочуються, розщепляються, розтираються та стискаються. Внаслідок подрібнення змінюються довжина та товщина волокон. Після подрібнення волокна стають еластичними, гнучкими та масними на дотік.
Волокнисті речовини подрібнюють на спеціальних машинах, винайдених ще у 17-19 ст., які постійно вдосконалюють. До таких машин належать рол (1670р). дисковий млин (1856р), конічний млин (1858р).
Рол використовують у процесі виготовлення тонких видів паперу, які потребують тривалого подрібнення волокон, а також під час подрібнення ганчір’я.
Конічні млини довгий час використовували для допоміжного подрібнення після розмелювання на ролах і лише в 30-х роках ХХ ст. після вдосконалення їх використовують як основні машини для подрібнення волокнистих речовин.
Дискові млини після реконструкції в 50-х роках ХХ ст.. встановлено на всіх папероробних підприємствах . порівняно з конічними млинами вони споживають на 20-25% менше енергії , мають велику продуктивність (до 650 т на добу), просту конструкцію.
Час подрібнення волокнистих речовин різний: у ролах - 0,5-24 год., а в млинах безперервної д секунди.
1.3.2 Проклеювання паперової маси
Рослинн волокна, з якіх виробляють папір, мають здатність вбирати вологу. Щоб запобігти вбиранню води і деяких колоїдних розчинів, наприклад чорнила, та розтіканню їх по поверхні паперу, папір проклеюють. Проклеювання можна проводити двома способами. За першим способом спеціальні речовини (клеї) вводять у паперову масу перед виготовленням паперу. Ці речовини розподіляються рівномірно по всій товщині паперу. За другим способом клейкі речовини наносять на поверхню готового паперу. Клеї розподіляються в основному на поверхні паперу, а середина залишається непроклеєною. Другий спосіб економічно вигідніший, оскільки клею витрачається значно менше. Проте він потрібує додаткового обладнання. У промисловості використовують обидва способи проклеювання.
1.3.3 Наповнення паперової маси
Багато видів паперу виробляють із використанням інертних наповнювачів. Наповнювач погрішують проклеювання паперу; щоб запобігти цьому. Їх додають до паперово маси після клею.
1.3.4 Фарбування паперу
Для надання паперу певного забарвлення його фарбують. Фарбування проводять двома способами. За першим способом барвники наносять на поверхню готового паперу, а за другим додають до паперової маси ( 90% усього виробленого паперу фарбують саме таким способом, оскільки він простіший, не потрібує додаткового обладнання).
1.4 Виготовлення паперу на плоскосіткових машинах
Папір виробляють на папероробних машинах. На сьогодні є кілька видів таких машин: плоскосіткові, круглосіткові (циліндрові, двосіткові, комбіновані тощо). Між собою вони різняться способом формування паперу. Найпоширенішими е плоскосіткові машини. На них виробляють майже всі види паперу і деякі види картону.
Будова та принцип роботи плоскосіткової машини. Плоскосіткові машини складаються із сіткової, пресової, сушильної та оздоблювальної частини.
На машин відбуваються безперервно та послідовно такі технологічні процеси: відливання паперової маси, формування паперу, його зневоднювання, пересування, висушування, охолодження, оздоблення та складання готової продукції.
Сіткова частина машини складається з довгої сітки та плоского стола. Плоскосіткові машини можуть мати 2-4 сіткових столи, які розміщені один над одним. Ці машини призначені для виробництва багатошарового міцного паперу.
Сітка є основною складовою частиною папероробної машини. На сітці формується паперове полотно із суспензії та відбувається зневоднювання його до 17-22%. Від добротності сітки залежить якість паперу та ефективність роботи машини. Тому сітка має бути міцною, достатньо густою та рівномірно пропускати воду. Номер сітки залежить від кількості ниток основи, які припадають на 1 см ширини сітки. Чим тоншим ма бути папір, тим краще повинна бути подрібнена паперова маса і густішою має бути сітка.
Сітки виготовляють на ткацьких верстатах спеціальної конструкції з металевого дроту, де основою є дріт, виготовлений із бронзи, а поробком - дріт із латуні. Виготовляють сітки із синтетичних волокон. Сітки виготовлені із синтетичних волокон довговічніші, у 6-8 разів легші, а виготовлений папір якісніший. Проте х використання потребує більших затрат енергії, ретельнішого підготовлення паперової маси тощо.
Ретельно підготовлену паперову масу у вигляді суспензії, подають до машинної ванни, а звідти після додаткового очищення певними порціями – на стіл машини.
Формують папір на сітковому столі, який є найважливішою складовою частиною машини. Сіткова частина машини має нескінченно рухому сітку, на яку безперервним рівномірним потоком подають паперову масу. На сітковому столі відбувається одночасно два важливих процеси: формування паперу з водної суспензії паперової маси та зневоднювання. Якість паперу залежіть як від умов подання суспензії на сітку, так і від умов зневоднювання суспензії на ній. Для рівномірного розподілу суспенз на всю ширину сітки використовують різного типу розподілювачі.
Швидкість подавання паперової маси на сітку впливає на витрату маси та якість паперу. Якість паперу залежіть від рівномірного розподілу маси та розподілу волокон у поздовжньому та поперечному напрямках. Якщо швидкість потоку паперової маси (Vп.м.) менша від швидкості руху сітки (Vр.с.), то волокна орієнтуються переважно в повздовжньому напрямку. Міцність паперу в цьому напрямі буде більшою ніж, у поперечному. На практиці швидкості майже однакові. У процес виробництва товстого паперу та картону швидкість руху сітки менша.
Зневоднювання паперової маси на сітці проводять фільтруванням. Швидкість зневоднювання впливає на якість паперу. Чім більша швидкість зневоднювання, тим гірша якість паперу.
Для поліпшення структури паперу в процесі зневоднювання на машині встановлено вирівнювач легкий порожнистий валик, обтягнений сіткою, густішою ніж основна сітка.
Якщо на сітку вирівнювача нанести випуклий рисунок, то в разі тиску валика на ще несформоване паперове полотно випуклий рисунок розсуне волокна і відіб’ється на папері. Отримані рисунки називають водяними знаками. Їх добре видно на просвіт.
Пресують зневоднений папір у пресувальній частині машини, яка складається з двох – трьох пресів. Сирий папір, який має 18-22% вологи, спрямовують у пресову частину машини, де відбувається його подальше зневоднювання та ущільнення. У процес пресування зменшується пористість паперу та поліпшується його фізико-механічн властивості.
Висушують папір у сушильній частині машини. Де відбувається остаточне зневоднювання паперу та доведення встановленої стандартами вологості для кожного виду паперу. У процес висушування крім кінцевого зневоднювання закінчується проклеювання паперу за рахунок речовин, які додавали до паперової маси, і папір набува вологостійкості. Тому температура висушування істотно впливає на властивост паперу.
Висушування проводять контактним і конвенційним способами. У процесі контактного висушування теплота від нагрітої поверхні сушильних циліндрів безпосередньо передається вологому паперу. Температура сушильних циліндрів, у середину яких подають гарячу пару, залежіть від виду паперу та не перевищує 180 оС. Наприклад , для висушування конденсаторного паперу вона становить 60-70 оС.
У раз конвекційного способу висушування папір висушують нагрітим повітрям.
Процеси зневоднювання, пресування та висушування доповнюють один одного. Зневоднювати папір висушуванням дорожче в 10-12 разів, ніж пресуванням, и в 60-70 разів дорожче ніж зневоднюванням на сітці.
У кінц папероробної машини розташовані спеціальні пристрої, на яких оздоблюють папір для поліпшення його властивостей.
Оздоблення паперу складається з ряду операцій, основними з яких є: проклеювання, крепування, крейсування, каландрування тощо.
Проклеюють папір для збільшення міцності, надання гладкості, водонепроникності тощо. Поверхневе проклеювання найчастіше проводять за допомогою пресів. У процесі проклеювання використовують різні види крохмалю, казеїн, полівініловий спирт, латекси тощо. До цих речовин додають добавки для надання паперу спеціальних властивостей. Преси складаються з двох валків, які можуть бути розташовані вертикально, горизонтально або під кутом один до одного. Швидкість руху валків досягає 13,3 м/с. На поверхню паперу наносять 1-10 г\м? клею. Після проклеювання папір просушують.
Крепують папір для надання йому шорсткості, м’якості та об’ємності, що дуже важливо для санітарно - гігієнічного, пакувального та деяких інших видів паперу.
Крепування - це надання поверхні паперу дрібних поперечних складок.
Цю операцію проводять на папероробних або спеціальних машинах.
Крейдування - це нанесення на поверхню паперу тонкого покриття. Крейдування паперу проводять для надання йому білизни, гладкості та інших властивостей. Цей процес відбувається на папероробних або спеціальних машинах. До складу покриття входять каолін, діоксин титану та зв’язувальна речовина (крохмаль, полівініловий спирт тощо). Після нанесення покриття папір висушують.
Каландрування проводять для вирівнювання товщини паперу за всією шириною, а також підвищення його щільності та гладкості. Каландри складаються з великої кількості ретельно відполірованих валів, виготовлених з чавуну. Вали розміщенні у вертикальній площині один над одним.
Кінцевою операцією технологічного процесу виробництва паперу є його змотування в рулони або розрізування на листи певного розміру. Після цього папір маркують та пакують.
Виробництво паперу практично безвідходне, оскільки нестандартну продукцію (як мокру, так суху) переробляють на папір. Воду, яку вилучають з паперової маси, використовують знову для її приготування і лише ту, яка не містить волокон очищена від шкідливих речовин, випускають в очисні споруди.
Розділ 2. Використання хімічних добавок в галузі будівельних матеріалів
2.1 Класифікація хімічних добавок
Введення добавок - один з найбільш ефективних факторів, що підвищують довговічність бетону. Дія різних типів добавок (пластифікуючих, повітрявтягуючих, комплексних) досить добре вивчене.
Добавки для бетонів - природні або штучні хімічні продукти, що вводяться у склад бетонів при їхньому виготовленні з метою поліпшення технологічних властивостей бетонних сумішей, фізико-хімічних властивостей бетонів, зниження їх вартості.
ГОСТ 24211-91 класифікує всі добавки для бетонів. Залежно від призначення (основного ефекту дії) добавки для бетонів підрозділяють на види.
1. Регулююч властивості бетонних сумішей:
• Пластифікуючі I групи (суперпластифікатори), пластифікуючі II групи (сильнопластификуючі), пластифікуючі III групи (середньопластифікуючі), пластифікуючі IV групи (слабопластифікуючі);
• стабілізуючі;
• водоутримуючі;
• поліпшуючі перекачність;
• регулюючі збережність бетонних сумішей;
• сповільнювач тужавління;
• прискорювач тужавління;
• поризуючі (для легких бетонів): повітряутягуючі, піноутворюючі, газотворні.
2. Регулююч твердіння бетону:
• сповільнювач тужавління;
• прискорювач тужавління.
3. Підвищуюч міцність і (або) корозійну стійкість, морозостійкість бетону й залізобетону, що знижують проникність бетону:
• водоредуцируючі I, II, III і IV груп;
• кольматируючі;
• газотвірні;
• повітряутягуючі;
• підвищуюч захисні властивості бетону стосовно сталевої арматури (інгібітори корозії сталі).
4. Що надають бетону спеціальн властивості:
• Морозостійкі ( щозабезпечують твердіння при негативних температурах);
• гидрофобізиручі I, II і III груп.
2.2 Механізм д хімічних добавок (сповільнювачі та прискорювачі тужавління)
Строки тужавління (час втрати пластичності) і швидкість твердіння (темп набору міцності) цементних розчинних і бетонних сумішей, у тому числі сухих будівельних сумішей, є основними характеристиками, що визначають умови їх застосування в будівництві. Строго кажучи, поняття "сроки тужавління" ставиться вийнятково до в'язкої речовини - портландцементу й визначається в тесті 1:0 (ГОСТ 310); для сумішей цементу із заповнювачами й наповнювачами користуються характеристиками: втрата пластичності, рухливості, удобоукладаймості.
Для характеристики втрати пластичності розчинних сумішей, отриманих затвором сухих будівельних сумішей, більш нформативне поняття "живучість (життєздатність) сумішей". Це поняття більш ємне й базується не тільки на визначенні часу загустіння розчинної суміші, але й на визначенні максимального часу, протягом якого розчинна суміш може бути використана без втрати властивостей, припускаючи можливість одержання із цієї суміші проектних показників готових виробів (розчинів) при використанні розчинної суміші в період, відповідний до часу її живучості. У цьому випадку живучість характеризує не тільки час загустівання суміші, але і є гарантією якості при довгострокових випробуваннях. Очевидно, що показники живучості суміші й швидкості набору міцності насамперед залежать від характеристик використаного в сухій будівельній суміші цементу, однак, далеко не вичерпуються цим фактором і залежать від значення В/Ц, співвідношення цемент:заповнювач:наповнювач, їх природи й гранулометрії, наявності в суміші домішних компонентів функціональних добавок, і від умов твердіння (температури й вологості). Вплив цих факторів може привести до того, що суміш, виготовлена на основ нормально-тужавліючого цементу (45 хв.-10 час. по ГОСТ 10178) може стати як швидко-, так і повільно-тужавліючою. Проте, у тих випадках, коли сроки схоплювання (живучість) суміші виявляються неприйнятними, їх регулювання (уповільнення або прискорення) здійснюють шляхом регулювання процесу гідратації цементу. Цей підхід слушний і в тих випадках, коли потрібно підвищити, або, навпаки, понизити швидкість наростання міцності або абсолютне значення міцності цементних сухих сумішей. Поряд зі зміною складу суміші (співвідношення й виду заповнювачів наповнювачів) і мінімізації значення В/Ц основним прийманням регулювання швидкості твердіння, як і у випадку регулювання строків схоплювання, є регулювання процесів твердіння цементу. Строки схоплювання й кінетика наростання міцності цементу, за інших рівних умов, залежать від його речовинного складу (співвідношення клінкер- мінеральні добавки), мінералогічного складу клінкера (насамперед від змісту фаз аліта й алюмінату), тонкощі млива цементу й змісту часток певних фракцій, змісту в цементі гіпсу, лужних з'єднань, домікових фаз та ін.
Однак, ц фактори складаються у виробника цементу, а споживач цементу не може на них впливати й ефективним способом регулювання цих характеристик цементу стає введення до складу, твердіючих цементних сумішей (сухих будівельних сумішей) добавок - регуляторів тужавління й твердіння цементу (прискорювачів або сповільнювачів). Такі добавки, стосовно до технології сухих будівельних сумішей, у якості відмітних ознак від добавок для традиційних розчинів і бетонів, повинні бути сухими, негігроскопічними й швидкорозчинними у воді. Необхідність введення до складу цементних сумішей прискорювачів тужавління й твердіння найчастіше виникає:
• для нтенсифікації твердіння сумішей, використовуваних при низьких і негативних температурах;
• при виробництві сумішей, призначених для ремонтних і відбудівних робіт;
• при виробництві сумішей для спеціальних робіт: торкрет-мас, набризкувальних- розчинів, ін'єкційних складів та ін.
• для прискорення обертаймості форм при виробництв виробів;
для ліквідац побічного ефекту сповільнення гідратації цементу при використанні функціональних добавок деякого типу (суперпластифікаторів, редіспергіруймих полімерних порошків, ефірів целюлози та ін.).Необхідність в сповільненні тужавління й твердіння цементу шляхом застосування добавок- сповільнювачів може виникнути при проведенн робіт у спекотну пору року або в гарячих цехах, при необхідності формування ослабленого ("жертвенного") шару при опоряджувальних роботах, при тампонуванн гарячих шпар та ін.
Добавки - прискорювачі тужавління й твердіння сухих сумішей на основі портландцементу найчастіше являють собою неорганічні солі, солі органічних кислот або продукти на їхній основі. Перелік солей - прискорювачів тужавління включає багато з'єднань: K2CO3, Na2SO4, NaAlO2, NaF, Na2O·nSiO2·mH2O, Ca(NO3)2, Li2CO3. У якості прискорювача тужавління використовують також форміати кальцію й натрію, щавлеву кислоту, технічні продукти, що містять алюмінати кальцію, оксиди й гідроксиды алюмінію. Оскільки в ряді випадків застосування прискорювачів тужавління приводить до деякої втрати кінцево міцності виробів, вибір прискорювача тужавління є відповідальним розв'язком.
Загальною тенденцією в цей час є застосування речовин і з'єднань, що не містять хлору й шкідливих речовин, у тому числі зухвалих корозію встаткування або арматури, а також обмеження в ряд випадків застосування лужних з'єднань, що звичайно знижують марочну міцність цементних розчинів (бетонів).
Розповсюдженим прийманням скорочення строків тужавління сумішей на основі портландцементу є введення до їхнього складу алюмінатных цементів (глиноземистих і високоглиноземистих), а також прискорювачів тужавління на основі g-Al2O3 [1].
Перелік добавок - прискорювачів твердіння, багато з яких є також прискорювачами тужавління, не включає класичний прискорювач твердіння СаСl2 через його гігроскопічність й обмеження, пов'язаних з негативним впливом іонів хлору на корозію арматур. Застосування в сухих сумішах інших відомих прискорювачів (наприклад, триэтаноламіна) неможливо, оскільки вони рідинами. Через ці обставини список рекомендованих добавок - прискорювачів твердіння для сухих будівельних сумішей досить обмежений і включа форміат кальцію - СаС2Н2О4 (кальцієву суміш мурашиної кислоти), форміат натрію, нітрат кальцію, тіосульфат кальцію. Є відомості про використання в якості прискорювача твердіння роданіду (тіоцианата) кальцію - Са(NСS)2. Прискорювачем твердіння для алюминатних (глиноземистих) цементів х комбінацій з портландцементом, використовуваних у якості швидкотужавліючих композицій, є карбонат літію - Li2CO3. Дія перерахованих добавок більшою мірою проявляється в початковій стад твердіння (1-3 сут.) і меншою мірою в тривалий термін (28 сут.). Добавками- Модифікаторами сухих будівельних сумішей, на відміну від індивідуальних хімічних сполук перерахованих вище, можуть бути комплексні добавки. По класифікації В.Г.Батракова такі речовини ставляться до поліфункціональних модифікаторів (ПФМ), основи технології й склад яких, стосовно до традиційних розчинів і бетонам, наведений в [2].
В останні роки нтенсивно розвивається напрямок, пов'язаний з застосуванням у якості поміцнювача розчинів бетонів різних форм мікрокремнезему в активному стані. Це можуть бути синтетичні форми кремнезему, типу білої сажі та аэросила, а також промислові відходи у вигляді тонкодисперсного кремнезему або высококремнеземистого скла (конденсований мікрокремнеземний пил), наприклад, золи віднесення від спалювання твердого палива на ТЕС, "мікрокремнезем" у вигляді продуктів сублімації при синтезі кремнію, карбіду кремнію, феросплавів і ін. Оскільки присутність активного кремнезему в сухій суміші збільшує водоцементное відношення, цю добавку звичайно застосовують разом з водо понижувачами (суперпластифікаторами) у вигляді комплексних добавок. Певну перспективу застосування як добавок - прискорювачів тужавління цементу представляють активні форми глинозему й гідроксида алюмінію. Виробництво добавки на основі аморфного гидроксида алюмінію (АмГА) освоює ВАТ "Бокситогорский глинозем".
Ілюстрацією впливу мікрокремнезему (МК) на швидкість наростання міцності цементів, отриманих спільним розмолом клінкера, гіпсу й мікрокремнезему (ПО "Металург", м.Пікалево) є результати, наведені в таблиці 1 (випробування за ДСТ 310).
Таблиця 1. Властивості портландцементу, що містить мікрокремнезем (МК)
| Склад цементу, % | Прохід через сіто 0,08 % |
Питома поверхня, см2/г |
В/ц Розчину | Нормальна густина цементного тіста | Срок тужавління, Хв. | Активність | |||||||||
|
Клінкер +тіпс |
МК | Початок | Кінець | 2 доби | 7діб | 28 діб | |||||||||
| вигин | стиск | вигин | стиск | вигин | стиск | ||||||||||
| 100 | - | 93,5 | 3410 | 0,366 | 26,0 | 194 | 380 | 4,2 | 23,2 | 6,4 | 36,4 | 7,0 | 42,1 | ||
| 95 | 5 | 95,0 | 4560 | 0,384 | 26,0 | 213 | 356 | 5,0 | 28,5 | 7,2 | 39,3 | 8,7 | 48,3 | ||
| 92,2 | 7,5 | 95,0 | 4680 | 0,376 | 26,2 | 258 | 343 | 5,2 | 29,0 | 7,6 | 40,3 | 9,3 | 49,5 | ||
| 90 | 10 | 94,5 | 5130 | 0,388 | 26,0 | 272 | 301 | 4,9 | 26,4 | 6,5 | 35,5 | 8,8 | 48,3 | ||
Перелік деяких ндивідуальних з'єднань - добавок прискорювачів тужавління й твердіння, застосовуваних у складі сухих будівельних сумішей, наведено в таблиці 2.
Таблиця 2. Добавки прискорювачі тужавління й твердіння для сухих будівельних сумішей (приклади)
| Найменування | Хімічна основа | Зовнішній вигляд | Дозування % мас. |
|
Форміат кальцію Perstorp,Швеція |
CaC2H2O4 |
Білий порошок | 1-5 |
| Поташ ГОСТ 10690, Росія |
K2CO3 |
Білий порошок Білий порошок | 1-5 |
|
Нітрат кальція ГОСТ 4142,Росія |
Ca(NO3)2 |
Білий порошок | 2-10 |
| Гідросилікат натрію Akzo-PQ, Голандія |
Na2O.nSiO2.mH2O, де n=2-3,5; m=1,2-3 |
Білий порошок | 0,5-2 |
|
Карбонат літія ТУ 6-09-3728-83 |
Li2CO3 |
Білий порошок | 0,1-1,0 |
|
Роксімат SA 502 Родіа, Франція |
y-Al2O3 (аморфний) |
Білий порошок | 3-5 |
| АмГа, ОАО "Бокситогорський глінозем" |
Al(ОН)3 (аморфний) |
Білий порошок | 1-3 |
Слід розрізняти "прискорювачі схоплювання", тобто добавки, що скорочують період початку й кінця тужавління цементу, і "прискорювачі твердіння", хоча в окремих випадках добавка може бути прискорювачем як тужавління, так і твердіння. Прискорювач тужавління можуть не тільки не змінювати швидкість гідратації після тужавління, але в деяких випадках навіть сповільнювати гідратаціонн процеси й знижувати міцність цементного каменю. Так, наприклад, діють так відомі прискорювачі тужавління як карбонати калію й натрію (поташ, сода), гідросилікат натрію, алюмінат натрію. На відміну від прискорювачів тужавління, прискорювач твердіння або суттєво не впливають на початок кінець тужавління, або, будучи прискорювачами тужавління, підвищують міцність каменю як у початковий термін (1-3 діб), так і в більш тривалі.
Механізм д добавок- прискорювачів тужавління й твердіння цементу досить складний не може вважатися надійно встановленим. Вплив їх зводиться до прискорення гідратації цементних мінералів, добавки цього типу не впливають на склад C-S-H гелю (відношення Сао/Sio2 , H2O/Sio2 ), однак у їхній присутності змінюється морфологія утворюючихся гідросилікатів. Істотний вплив на твердіння виявляють обмінні реакції добавок з фазою портландіта (Са(ОН) 2 ) твердіючого цементу, що веде до утвору важкорозчинних гідроксидів, основних солей або солей кальцію. Цей процес переважаючим, наприклад, при введенні до складу, твердіючого цементу активних форм аморфного кремнезему, глинозему й Al(OH) 3 . Вплив добавок на властивості цементного тіста досить різноманітний і залежить від концентрації солі, виду катіона й аніона. Так, наприклад, прискорюючу дію карбонатів пояснюють збільшенням дифузійної проникності захисного шару й видаленням іонів Са 2+ з розчину. Форміат кальцію збільшує ступінь протікання початково стадії гідратації C3S, але помітно не впливає на тривалість ндукційного періоду й наступні стадії реакції гідратації [3].
Добавки - сповільнювачі тужавління використовують при твердінні бетонів в умовах підвищених температур, а також для компенсації прискорювального ефекту інших функціональних добавок. Прикладами складів, що вимагають застосування сповільнювачів тужавління цементних сумішей, можуть бути суміші для обладнання підлог, деякі ремонтні розчини. Перелік деяких добавок- сповільнювачів наведено в таблиці 3.
Таблиця 3. Добавки - сповільнювачі тужавління й твердіння (приклади)
| Добавка | Склад | Загальна характеристика |
Дозування, % мас. |
Виробник |
| Лимонна К-та |
(CH2COOH)2 C(OH)COOH |
ГОСТ 3652 порошок | 0,03-0,15 | Росія |
| НТФ | Нірілотримети-ленфосфонова к-та | ТУ 6-4919-80 порошок | 0,01-0,08 | Росія |
| Триполіфосфат натрію |
Na5P3O10 |
ГОСТ 13493 порошок | 0,2-1,0 | Росія |
| Глюконат натрію |
Натрієва сіль Глюконової к-ти |
Порошок | 0,06 |
Rhodia, Франція |
Добавки - сповільнювачі тужавління досить ефективні в невеликих концентраціях, при цьому вповільнення тужавління викликається адсорбцією добавок на продуктах гідратації цементу, особливо на Са(OH)2 , а також на поверхн вихідних негідратированих мінералів. Більша частина введеного сповільнювача витрачається на алюмінатні фази цементу, тому ефект дії добавок більшою мірою проявляється в низкоалюмінатних цементах, а також у цементах з мінімальним змістом лугів, оскільки останні руйнують добавку.
Слід мати на увазі, що в багатьох випадках уповільнення тужавління сумішей на основі портландцементу є побічним ефектом введення нших цільових добавок, причому їх вплив може виявитися досить значним. Наприклад, уповільнення строків схоплювання може бути результатом введення добавок- пластифікаторів (водопонижувачів), водоутримуючих і загустиняючих та ін.
2.3 Пластифікатори та суперпластифікатори
Пластифікатор, а вірніше, його більш просунутий спадкоємець - суперпластифікатор - найвикористовуваніша на сьогодні добавка для бетону. У всякому разі на бетонному завод Групи компаній Бетон столиця пластифікатор з-3 використовується практично завжди. Взагалі, хімічні добавки, що сприяють зменшенню водовмісту в складі бетонних сумішей - найбільш затребувані. Дуже багато плюсів від їхнього використання, а саме: підвищується плинність бетонної суміші без додавання зайвої води, бетон стає більш пластичним, заощаджується цемент, підвищується щільність бетону, його водонепроникність, морозостійкість і т.д.
У технології виробництва бетонних сумішей і розчинів є парадоксальне протиріччя: щоб зробити бетон міцнішим і довговічнішим, необхідно якомога більше скоротити кількість води заутвору (знизити водоцементное відношення). В ідеалі, бажане залишити лише ту кількість води, яка необхідна для повноцінного процесу гідратації цементу. У житті це не зовсім реально через неможливість якісного укладання, так званої, твердої суміші, яка віробляється в цьому процесі. Для того щоб бетонна суміш була більш-менш рухливою, вводиться кількість води значно більша, ніж потрібно для гідратації. А зайва вода знижу розрахункову міцність бетону. Що ж робити, якщо потрібний рідкий (литєвий) бетон, коли для його укладання в опалубку використовується бетононасос.
Отут і приходять на допомогу пластифікатори. Пластифікатори почали використовувати ще із сорокових років минулого сторіччя. На сьогоднішній день, ми в основному маємо справу з їхньою новою версією, так званими суперпластифікаторами. Вони з'явилися в СРСР ще на початку вісімдесятих. Безумовний лідер тут - пластифікатор з-3. Одним з головних виробників суперпластифікатору з-3 компанія "Полішар". Чим же так гарні пластифікатори для бетону, давайте подивимося:
• Економія цементу. Для одержання рівноміцного бетону однаково рухливості із застосуванням пластифікатору з-3 і без нього, на один куб бетону витрачається цементу на 15% менше. Досягається ця пишнота за рахунок зниження кількост води заутвору, але завдяки застосуванню пластифікатора зберігається потрібна рухливість бетону.
• Без шкоди для міцності майбутнього бетону й залізобетонних конструкцій підвищується рухливість бетонної суміші. Що особливо актуально для монолітного будівництва, де постійно застосовуються бетононасосы й автобетононасосы, що вимагають для нормально роботи бетон п 4-пп.5 (осадка конуса від 16 см).
• Збільшення остаточних міцностних характеристик до 25%.
• Завдяки поліпшеній удобоукладаймост відпадає необхідність вібрування свіжеукладеного бетону!
• Можливість без особливих проблем заливати густоармован конструкції: колони, вузькі опалубки стін і так далі.
• Одержання бетону підвищеної щільності (висока непроникність), що позитивно позначається на водонепроникності бетону й залізобетонних конструкцій у цілому.
• Підвищення морозостійкості аж до F350 і тріщиностійкості.
• Знижується усадка бетону, що твердіє.
• Можливість одержувати високоміцнийбетон, з показниками міцності на стиск понад 100МПа! НАПРИКЛАД : класичний бетон марки 350 має міцність на стиск усього лише 25 Мпа. Тобто - у чотири рази меншої. Причому, отриманий бетон перевищу марку використовуваного при заутворі цементу.
• Заводи випускаючі бетон одержують свою вигоду від використання пластифікаторів за рахунок скорочення часу пропарювання або зниження температури в камерах. А це стотна економія енергоресурсів, прискорення оборотності формоснастки і як наслідок - збільшення обсягів виробництва.
• Збільшується зчепляймість арматури й бетону аж в 1,5 рази!
Мені здається, що перерахованих плюсів цілком достатньо для того щоб зрозуміти, що робити бетон без пластифікаторів - не самий вигідний захід. Однак, у нашої бочці меду й ложка дьогтю. Маленька така, але є. І дьоготь цей - незначне вповільнення строків твердіння бетону. Можна вважати це негативним ефектом, може комусь він здасться й позитивним, але суть одна. Для компенсації сповільнюваного дії пластифікаторів інод вводяться спеціальні добавки - прискорювач твердіння. Вони й компенсують усе, що зіпсував пластифікатор, а саме графік нормального твердіння бетону.
На сьогоднішній момент усе частіше й частіше застосовуються комплексн добавки в бетон. Як правило, вони двокомпонентні. Наприклад: в основі пластифікатор з-3, а в добавок прискорювач твердіння, або воздухоутягуюча добавка, або мікрокремнезем і т.д. Завдяки таким комбінаціям бетонні заводи одержують високоміцні бетони з унікальними характеристиками.
Розділ 3. Методики
3.1 Водоцементне відношення
Струшуючий столик форма-конус
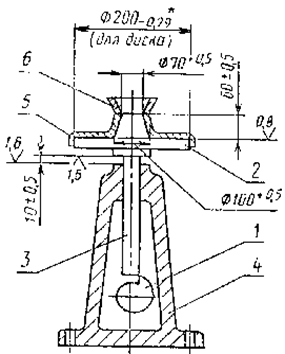
* Для випробування цементу з розпливом конуса більше 200 мм застосовують диск діаметром 300 мм. Вказаний допуск - для виготовлення.
1 - кулачок; 2 - диск; 3 - шток; 4 - станина; 5 - форма-конус з центруючим пристроєм; 6 –насадка
3.1.1 Роз'ємн форми для зразків-балочок (мал. 4) виготовляють з матеріалів, що задовольняють умовам їх експлуатації і форм, що забезпечують жорсткість, і стабільність розмірів зразків.
Подовжн поперечні стінки форми повинні при закріплені щільно прилягати один до одного до піддону, не допускаючи при виготовленні зразків витікання води з форми.
Форми для виготовлення зразків-балочок
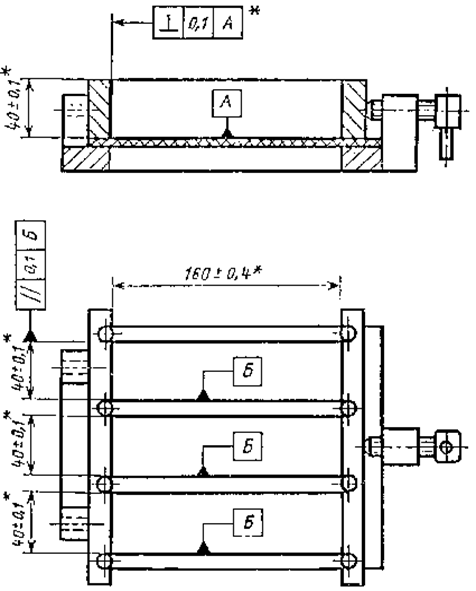
* Допуск для виготовлення форми.
Межі зносу стінок форм, що допускається, не більше 0,2 мм по ширині і висоті.
3.1.2 Пристрої, використовувані для роз'єму і чищення форм, повинні забезпечувати виконання відповідної операції без пошкодження зразків і деталей форми.
Проведення випробування
3.1.3. Визначення консистенції цементного розчину.
3.1.3.1.Для визначення консистенції цементного розчину відважують 1500 г нормального піску по ГОСТ 6139, 500 г і 200 г води (В/Ц=0,40). Компоненти завантажують в заздалегідь протерту вологою тканиною чашу лопатевої мішалки в наступній послідовності : пісок, вода, цемент. Чашу встановлюють на мішалку і роблять перемішування в перебігу (120±10) с. При використанні бігункової мішалки відважений пісок і цемент висипають в заздалегідь протерту мокрою тканиною сферичну чашу, перемішують цемент з піском лопатою в перебігу 1 хв. Потім в центрі сухої суміші роблять лунку, вливають в неї воду в кількості 200 г (В/Ц=0,40), дають воді вбратися в перебігу 0,5 хв. і перемішують суміш протягом 1 хв.
3.1.3.1.1. При вживанні бігункової мішалки допускається перемішувати цемент і пісок до і після приливу води в мішалках, що забезпечує добре перемішування розчину і не зміню зерновий склад піска.
3.1.3.2. При вживанні бігункової мішалки розчин переносять в заздалегідь протерту мокрою тканиною чашу мішалки і перемішують в останній протягом 2,5 мін (20 зворотів чаші мішалки).
3.1.3.3. Форму-конус з центруючим пристроєм встановлюють на диск струшуючого столика. Внутрішню поверхню конуса і диск столика перед випробуванням протирають вологою тканиною.
3.1.3.4. Після закінчення перемішування заповнюють розчином форму-конус на половину висоти ущільнюють 15 штикуваннями металевою штиковкою. Потім наповнюють конус розчином з невеликим надлишком і штикують 10 разів. Після ущільнення верхнього шару надлишок розчину видаляють ножем, розташованим під невеликим кутом до торцево поверхні конуса, загладжуючи з натиском розчин врівень з краями конуса, потім конус знімають у вертикальному напрямку. Ніж заздалегідь протирають вологою тканиною.
3.1.3.5. Розчин струшують на столику 30 разів за (30±5) с, після чого штангенциркулем вимірюють діаметр конуса по нижній підставі і два взаємно перпендикулярних напрямах беруть середні значення. Розплив конуса з В/Ц=0,40 має бути в межах 106-115 мм. Якщо розплив конуса виявиться менше 106 мм, кількість води збільшують для здобуття розплива конуса 106-108 мм. Якщо розплив конуса виявиться більше 115 мм, кількість води зменшують для здобуття розплива конуса 113-115 мм. Водоцементне відношення, отримане досягши розплива конуса 106-115 мм, приймають для проведення подальших випробувань.
3.2Визначення межі міцності при вигині і стиску
3.2.1 Безпосередньо перед виготовленням зразків внутрішню поверхню стінок форм і піддону злегка змащують машинним мастилом. Стики зовнішніх стінок один з одним і з піддоном форми промазують тонким шаром солідолу або іншого густого мастила. На зібрану форму встановлюють насадку і промазують зовні густим мастилом стик між формою насадкою.
3.2.2 Для визначення прочностних характеристик цементів виготовляють зразки-балочки з цементного розчину, виготовленого як вказано в пп. 3.1.3.1. і 3.1.3.2., з В/Ц=0,40 і консистенцієй, характерезуємою розпливом конуса 106-115 мм. Якщо при В/Ц=0,40 розплив конуса меньше 106 або більше 115 мм, зразки виготовляють при водоцементном відношенні, визначеному по п. 3.1.3.5.
3.2.3 Для кожного встановленого терміну випробувань виготовляють по три зразки (одна форма).
3.2.4 Для ущільнення, розчину форму балочок з насадкою, підготовлену по п. 3.2.1., Закріплюють в центрі вібромайданчика, щільно притискуючи її до плити. Допускається встановлювати дві форми, симетрично розташовані відносно центру вібро-майданчика, за умови одночасного їх заповнення. Форму по висот наповнюють приблизно на 1 см розчином і включають вібраційний майданчик. Протягом перших 2 хв. вібрації всі три гнізда форми рівномірні невеликими порціями заповнюють розчином. Після закінчення 3 хв. від початку вібрац вібромайданчик відключають. Форму знімають з вібромайданчика і надлишок розчину видаляють ножем розташованим під невеликим кутом до поверхні укладання, загладжуючи, з натиском розчину врівень з краями форми. Зразки маркірують. Ніж попередньо має бути протертий вологою тканиною.
3.2.5 Після виготовлення зразки у формах зберігають (24±1) ч у ванні з гідравлічним затвором або в шафі, що забезпечує відносну вологість повітря не менше 90 %.
3.2.6 Після закінчення часу зберігання вказаного в п. 3.2.5, Зразки обережно расформовують укладають у ванни з питною водою і горизонтальному положенні так, щоб вони не стикалися один з одним. Вода повинна покривати зразки не менше чим на 2 см. Воду міняють через кожних 14 діб. Температура її при заміні повинна бути (20±2)°С; як і при зберіганні зразків.
3.2.6.1. Зразки, що мають через (24±1) ч міцність, недостатню для расформування їх без пошкодження, допускається виймати з форми через (48±2) годин, вказуючи цей термін в робочому журналі. (Змінена редакція, Ізм. № 1).
3.2.7 Після закінчення терміну зберігання зразки виймають з води і не пізніше чим через 30 хв. піддають випробуванню. Безпосередньо перед випробуванням зразки мають бути витерті.
3.2.8 Визначення межі міцності при вигині Зразок встановлюють на опорні елементи приладу так, щоб його горизонтальні при виготовленні грані знаходились у вертикальному положенні. Схема розташування зразка на опорних елементах показана на мал. 6. Зразки випробують відповідно до інструкції, прикладеної до приладу.
3.9.9 Межу міцності при вигині обчислюють як середнє аріфметичне значення двох найбільших результатів випробування трьох зразків.
3.2.10 Визначення межі міцності при стискуванні. Отримані після випробування на вигин шість половинок балочок відразу ж піддають випробуванню на стискування. Половинку балочок поміщають між двома пластинками так, щоб бічні грані, які при виготовленні прилягали до стінок форми, знаходилися на плоскості пластинок, а упори пластинок щільно прилягали до торцевої гладкої плоскості зразка (мал.8). Зразок разом з пластинами центрують на опорній плиті преса. Середня швидкість наростання навантаження при випробуванні має бути (2,0±0,5) МПа/с. Рекомендується використовувати пристрій, що автоматично підтримує стандартну швидкість вантаження зразка.
3.2.11. Межа міцності при стискуванні окремого зразка вичисляють, як частку від ділення величини руйнівного навантаження (у кгс) на робочу площу пластинки (у см2) тобто на 25 см2.
Положення зразка між натисними пластинками при випробуванні на стискування

1-нижня плита преса; 2 -пластинки; 3 - верхня плита преса
3.2.12. Межу міцності при стискуванні вичисляють як середнє арифметичне значення чотирьох найбільших результатів іспитів 6 зразків.
3.3. Визначення міцності цементу при пропарюванні
3.3.1. Зразки для визначення міцності цементу, при пропарюванні виготовляють відповідно до пп. 3.1.3.і 3.2. Для оберігання поверхні зразка від попадання конденсату форми накривають пластинами, що виконанні з корозійностійких матеріалів і не чинять тиску на зразки. Форми із зразками поміщають в пропарювальну камеру, де витримують протягом (120±10) хв.. при температурі (20±3)°С (при відключеному підігріванні).
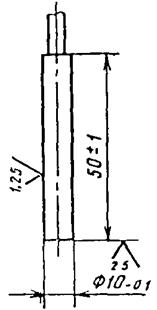
3.4 Визначення нормальної густини цементного тіста
3.5.1. Апаратура
Прилад Віка з голкою і товкачем.
Кільце до приладу Віка.
Мішалка для приготування цементного тесту.
3.3.1.1. Прилад Віка (мал. 1) має циліндрічний металевий стрижень 1, що вільно переміщається в обоймі станини 2. Для закріплення стрижень на необхідній висоті служить стопор-ніс пристрій 3. Стрижень забезпечений покажчиком 4 для відліку переміщення його відносно шкали 5, прикріпленою до станіни. Шкала має ціну ділення 1 мм.
При визначенн нормальної густини цементного тіста в нижню частину стрижень вставляють металевий циліндр-товкач 6.
При визначенн термінів схоплювання товкач замінюють голкою 7.
Товкач має бути виготовлений з неіржавіючої сталі з полірованою поверхнею. Голка має бути виготовлена із стального жорсткого неіржавіючого дроту з полірованою поверхнею не повинна мати викривлень. Поверхня товкача і голки має бути чистою.
Пристрій Віка
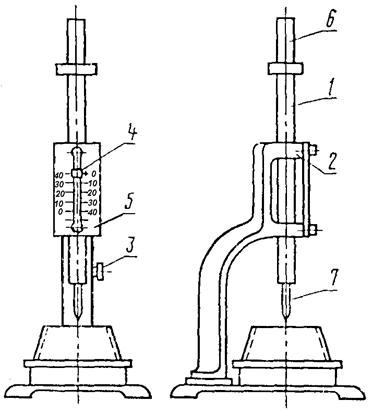
1 - циліндричний металевий стрижень; 2 - обойма станіни; 3 - стопорний пристрій; 4 - покажчик; 5 - шкала; 6 - товкач; 7 - голка
Масу частини приладу, що переміщається, зберігають взаємною перестановкою товкача і голки. Окремі деталі пересувної частини приладу підбирають так, щоб їх загальна маса знаходилась в межах (300±2) г.
Розміри голки товкача повинні відповідати вказаним на мал. 2 і 3.
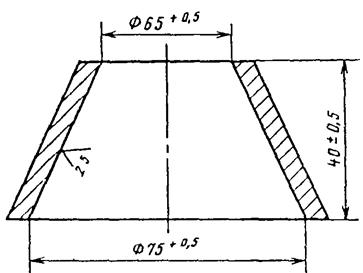
3.3.1.2. Кільце до приладу Вика і пластинка, на яку встановлюють кільце, мають бути виготовлен з неіржавіючої сталі, пластмаси або іншого не всмоктуючого воду матеріалу. Форма і розміри кільця повинні бути виготовлені з неіржавіючої сталі, пластмаси або іншого не всмоктуючого воду матеріалу. Форма і розміри кільця повинн відповідати вказаним на мал. 4.
3.3.1.3. Мішалка для приготування цементного тіста повинна відповідати вимогам відповідних технічних умов.
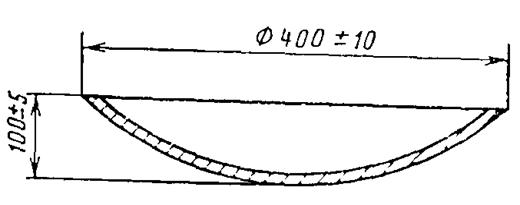
3.3.1.4. За відсутності в лабораторії механізованої мішалки для приготування цементного тіста застосовують чашу сферичної форми (мал. 5), виготовлену з неіржавіючо сталі.
Робоча частина голки
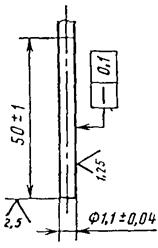
Робоча частина товкача
Мал.3
Кільце до приладу Віка
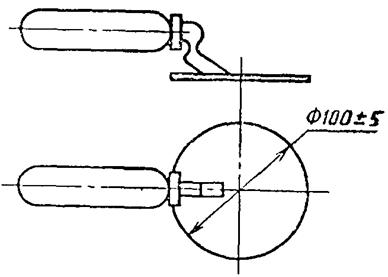
Лопатку для перемішування цементного тіста виготовляють з пружної неіржавіючої сталі. Основні розміри лопатки вказані на мал. 6.
3.3.2. Проведення випробувань
3.3.2.1. Нормальною густиною цементного тіста вважають таку його консистенцію, при якій товкач приладу Віка, занурений в кільце, заповнене тістом, не доходить на 5-7 мм до пластинки, на якій встановлено кільце.
Чаша для зачиннень
Лопатка для перемішування
Нормальну густину цементного тіста характеризують кількістю води зачиннення, вираженим у відсотках від маси цемента.
3.3.2.2. Пробу цементу готують по ГОСТ 310.1.
3.3.2.3. Перед початком випробування перевіряють, чи вільно опускається стрижень приладу Віка, а також нульове свідчення приладу, доторкуючи товкач з пластинкою, на якій розташовано кільце. При відхиленні від нуля шкалу приладу відповідним чином пересувають.
Кільце пластинку перед початком випробувань змащують тонким шаром машинного масла.
3.3.2.4. Для ручного приготування цементного тіста відвішують 400 г цементу, висипають в чашу, заздалегідь протерту вологою тканиною. Потім роблять в цемент поглиблення, в яке вливають в один прийом воду в кількості, необхідній (орієнтовано) для здобуття цементного тіста нормальної густини. Поглиблення засипають цементом і через 30 з після прилипання води спочатку обережно перемішують, а потім енергійно растирають тісто лопаткою.
Тривалість перемішування і розтирання складає 5 хв. з моменту приливу води.
Цементне тісто на механічній мішалці готують в відповідності з інструкцією, що додається до мішалки.
3.3.2.5. Після закінчення перемішування кільце швидко наповнюють в один прийом цементним тістом і 5-6 разів струшують його, постукуючи пластинку об тверду підставку. Поверхню тіста вирівнюють з краями кільця, зрізаючи надлишок тіста ножем, протертим вологою тканиною. Негайно після цього приводять товкач приладу в доторкання з поверхнею тіста в центрі кільця і закріплюють стрижень стопорним пристроєм, потім швидко звільняють його і надають товкачу вільно занурюватись в тісто. Через 30с з моменту звільнення, стержня роблять відлік занурення за шкалою. Кільце з тестом при відліку не повинне піддаватися поштовхам. При невідповідній консистенції цементного тіста змінюють кількість води і знов зачиняють тісто, добиваючись занурення товкача на глибину, вказану в п. 1.2.1. Кількість води, що додається для здобуття тесту нормальної густини визначають з точністю до 0,25 %.
© 2010 Интернет База Рефератов