
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Дипломная работа: Повышение рентабельности продукции на основе снижения переменных затрат в цехе холодной прокатки нержавеющей ленты ОАО ММЗ "Серп и молот"
Дипломная работа: Повышение рентабельности продукции на основе снижения переменных затрат в цехе холодной прокатки нержавеющей ленты ОАО ММЗ "Серп и молот"
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение
высшего профессионального образования
Московский Государственный
Вечерний Металлургический Институт
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К ДИПЛОМНОМУ ПРОЕКТУ (РАБОТЕ) Факультет экономический
Специальность 0608 экономика и управление на предприятии
ТЕМА ДИПЛОМНОГО ПРОЕКТА
Повышение рентабельности продукции на основе снижения переменных затрат в цехе холодной прокатки нержавеющей ленты ОАО ММЗ «Серп и молот»
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
Государственное образовательное учреждение
высшего профессионального образования
Московский Государственный
Вечерний Металлургический Институт
Кафедра Экономики и менеджмента
Утверждаю:
Зав. Кафедрой проф. Рытиков А.М._____________________
«29» Января 2007г.
ЗАДАНИЕ
на выполнение дипломного проекта
1. Тема проекта Повышение рентабельности продукции на основе снижения переменных затрат в цехе холодной прокатки нержавеющей ленты ОАО ММЗ «Серп и молот».
2. Утверждена приказом по институту от
3. Срок сдачи студентом законченного проекта 25 мая 2007 г.
4. Исходные данные к проекту: теоретическая и методологическая база - по литературным источникам; руководящие положения - по законодательным актам, методическим и нормативным материалам; содержательная часть - по отчётам и оперативным данным цеха; результативная часть -по результатам исследования в целом
5. Содержание проекта и расчетно-пояснительной записки (перечень) материала, подлежащего разработке:
а) Общая часть, (введение) - раскрываются актуальности темы и её цель; обосновываются задачи исследования и на их основе формулируются разделы, подразделы, пункты и т.д.; кратко формулируются основные выводы, рекомендации и способы их практического осуществления. Введение пишется после выполнения всей работы. Используется в реферате и в докладе при защите
б) Специальная часть (технологическая) - по заданию консультанта по данному проекту: писание технологии прокатного производства проката нержавеющей ленты.
в) Содержательно-аналитическая часть: характеристика производственной и организационной структуры цеха; объём поставок продукции по сортаменту основным потребителям; объём поставок материальных ресурсов по видам основными поставщиками; динамика основных технико-экономических показателей за 2001-2005 гг.: производство, затраты, реализация, прибыль, персонал и др,
г) Результативно-рекомендательная часть: принципы деления затрат (издержек) на постоянные и переменные. По данным цеха определить динамику постоянных и переменных затрат в сопоставлении с динамикой объёма производства. Обосновать снижение переменных затрат в расчете на единицу продукции (в тоннах, рублях) при расчётном уровне снижения расходных коэффициентов материальных ресурсов и увеличения производительности труда (снижение зарплатоёмкости). Рассчитать экономический эффект от практического осуществления этого мероприятия через показатель рентабельности продукции.
д) Безопасность жизнедеятельности - по заданию консультанта по данному разделу Безопасность и экология проекта.
6. Перечень иллюстративного материала используемого в докладе при защите дипломной работы: схема, отражающая сущность технологической части; таблицы и диаграммы, отражающие состояние, динамику и результаты анализа производственно-хозяйственной деятельности цеха по основным показателям: производство, затраты, реализация, прибыль и др.; таблицы, диаграммы, формулы расчётов, подтверждающих обоснованность выводов и рекомендации, представляемых к защите.
7. Руководитель проекта. д.э.н., профессор Суворин В.И._____________
8. Консультанты по проекту_____________________________________
а) по организации и экономике производства,_______Суворин В.И.___
б) по технологической части _____________Морозова Ю.А.__________
в) по безопасности жизнедеятельности __________Морозова И.М.____
г) _________________________________________
д) _______________________________________
9. Дата выдачи задания 27 января 2007 г.
10. Задание принял к исполнению студент _________________________
(подпись)
АННОТАЦИЯ
Данный дипломный проект посвящен теме: "Повышение рентабельности продукции на основе снижения переменных затрат в цехе холодной прокатки нержавеющей ленты ОАО "ММЗ "Серп и Молот".
Дипломный проект состоит из 209 страниц, содержит 28 таблиц, 36 рисунков.
Он состоит из следующих частей:
1. Общая часть (введение), в которой раскрывается актуальность темы и её цель, обосновываются задачи исследования и на их основе формулируются разделы, подразделы, пункты и т.д.; кратко формулируются основные выводы, рекомендации и способы их практического осуществления.
2. Технологическая часть, в которой дается характеристика технологического процесса производства холоднокатаной нержавеющей ленты, а также оборудования на котором рассматриваемый процесс осуществляется.
3. Содержательно-аналитическая часть, в которой проводится анализ динамики основных технико-экономических показателей работы завода за 2001-2005 год: производство, затраты, реализация, прибыль, персонал; характеристика производственной и организационной структуры цеха; объём поставок продукции по сортаменту основным потребителям; объём поставок материальных ресурсов по видам основными поставщиками
4. Результативно-рекомендательная часть, в которой рассматриваются принципы деления затрат (издержек) на постоянные и переменные; по данным цеха определяется динамика постоянных и переменных затрат в сопоставлении с динамикой объёма производства; обосновывается снижение переменных затрат в расчёте на единицу продукции (в тоннах или рублях) при расчётном уровне снижения расходных коэффициентов материальных ресурсов и увеличения производительности труда (снижение зарплатоёмкости); рассчитывается экономический эффект от практического осуществления этого мероприятия через показатель рентабельности продукции.
5. Безопасность жизнедеятельности.
СОДЕРЖАНИЕ
Введение………………………………………………………….……………..10
1. Общая часть…………………………………………………………...……13
1.1.Понятие себестоимости и ее анализ………………………………......…13
1.2.Себестоимость продукции и ее структура ………………………………17
1.3.Планирование себестоимости продукции………………………….…....22
1.4Деление затрат (издержек) на постоянные и переменные……………...27
1.5Факторы, влияющие на снижение издержек производства……………..29
1.6Анализ и повышение рентабельности продукции………………….…..31
2. Технологическая часть…………………………………………………….34
2.1. Программа прокатки станов холодной прокатки листовой стали…..34
2.2. Холодная прокатка углеродистой листовой стали…………………...39
2.2.1 Операции технологического процесса холодной прокатки……....39
2.2.2 Технологический процесс травления……………………………..….41
2.2.3 Термическая обработка и отделка холоднокатаной листовой углеродистой стали…………………………………………………………….45
2.2.3.1 Колпаковая печь………………………………………………….…..46
2.2.3.2 Агрегат непрерывного отжига жести……………………………….49
2.2.3.3 Дрессировка……………………………………………………….….52
2.2.3.4 Поперечная и продольная резка рулонов…………………………..54
2.2.3.4.1 Поперечная резка………………………………………………..…55
2.2.3.4.2 Продольная резка…………………………………………………..56
2.3 Техническая характеристика двадцативалкового стана 500……….…57
2.4 Основные расчетные параметры……………………………………..…60
2.4.1 Холодная деформация……………………………………………….….60
2.4.2 Расчет усилия и момента прокатки стальной ленты…………………60
Выводы………………………………………………………………………….60
3. Содержательно-аналитическая часть………………………………….….67
3.1. Краткая характеристика ОАО ММЗ «Серп и Молот»…………………67
3.1.1 Создание ОАО ММЗ «Серп и Молот». Учредители предприятия. Особенности уставной деятельности………………………………………….67
3.1.2 Производственная структура предприятия………………………....…71
3.1.3 Организационная структура управления ОАО ММЗ «Серп и Молот»………………………………………….………………………….……74
3.1.4 Организация экономической службы…………………………..……82
3.1.4.1 Экономическая служба завода, в компетенцию которых входит решение вопросов по учёту и анализу трудовых показателей...................83
3.2. Характеристика производственной и организационной структуры ЦХПНЛ……………………………………………………………………….…85
3.2.1 Краткая характеристика цеха………………………………………...85
3.2.1.1 Общая масса оборудования цеха………………………...............…89
3.2.1.2 Персонал цеха………………………………………………………...91
3.2.2 Характеристика оборудования………………………………………92
3.3 Основные технико-экономические показатели работы ОАО ММЗ «Серп и Молот» и их динамика за 2001-2005 гг…………………………………...102
3.3.1. Технико-экономические показатели работы завода в целом, динамика за 2001-2005 гг……………………………………………………..102
3.3.2. Технико-экономические показатели работы ЦХПНЛ, динамика за 2001-2005 гг……………………………………………………………………105
Выводы………………………………………………………………...………108
4.Результативно-рекомендательная часть………………………………..….110
4.1 Издержки производства……………………………………..……….…..110
4.1.1Понятие издержек……………………………………………..........…..110
4.1.2Сущность, экономическая характеристика и классификация затрат………………………………………………………..………………….111
4.1.3Принципы деления затрат на постоянные и переменные…………….120
4.1.4Характеристика различных учётов систем затрат……………………..128
4.1.5 Анализ безубыточности производства………………….……………..139
4.2 Рентабельность предприятия…………………………………………..…141
4.3. Анализ производственной программы………………………………...147
4.4. Оценка выполнения плана по товарной и реализованной продукции…………………………………………………………………...…148
4.5. Анализ движения и использования основных производственных Фондов………………………………………………………………………..150
4.6. Анализ численности трудящихся……………………………………..154
4.7. Анализ производительности труда……………………………………155
4.8. Анализ себестоимости продукции……………………………….…157
4.8.1. Анализ себестоимости всей товарной продукции………………..159
4.8.2 Анализ затрат на рубль товарной продукции………………………162
4.9. Анализ прибыли и рентабельности…………………………………163
4.10. Анализ расходов по переделу………………………………………166
4.11 Основные направления снижения себестоимости в прокатном производстве...………………………………………………………………175
4.11.1Расширение сортамента и повышение качества продукции……..176
4.11.2Повышение скоростей прокатки и внедрение непрерывности процесса производства……..………………………………………………………..…177
4.11.3Увеличение мощности агрегата……………………………………...177
4.11.4Совершенствование технологии прокатки………………………….178
4.11.5Автоматизация и механизация производственных процессов…….178
4.11.6Пути снижения себестоимости проката……………………………..179
4.11.7Экономия металла и повышение выхода годности…………………179
4.11.8Резервы сокращения расхода топлива и электроэнергии ………….180
4.11.9Улучшение использования оборудования…………………………..181
4.11.10Производительность труда и расходы на заработную плату……....182
4.11.11Предлагаемые мероприятия по снижению себестоимости………...183
Выводы………………………………………………………………………...183
5. Безопасность и экология…………………………………………………..187
5.1. Безопасность труда…………………………………………………..….187
5.1.1 Характеристика технологических процессов………………………...187
5.1.2 Характеристика производственного помещения………………….….187
5.1.3 Производственная санитария……………………………………….….188
5.1.3.1Вентиляция и отопление……………………………………………...188
5.1.3.2Освещение………………………………………………………….….189
5.1.3.3Санитарно-бытовые помещения …………………………………….189
5.1.3.4Питьевой режим……………………………………………………….190
5.1.4 Анализ потенциальных опасностей вредностей на проектируемом производстве……………………………………………………...…………...190
5.1.5 Меры защиты работников от воздействия опасных и вредных факторов……………………………………………………………………….190
5.1.5.1 Меры безопасности при эксплуатации и ремонте оборудования…191
5.1.5.2Защита от тепловых выделений…………………..…………..……...192
5.1.5.3Токсикологическая характеристика используемых вредных веществ меры защиты от них ………………………………………………….………192
5.1.5.4Предотвращение взрывов газов, пара, пыли, оборудования, работающего под давлением...................................................................193
5.1.5.5 Защита от шума, вибрации, ультразвука………………………..….193
5.1.5.6 Защита от ионизирующих излучений………………………….…..194
5.1.5.7 Электробезопасность……………………………………………...….194
5.1.5.8 Пожарная безопасность………………………………………...…….195
5.1.6 Производственная эстетика……………………………………………196
5.1.7 Социальные показатели, достигаемые после внедрения проекта….196
5.2. Экология…………………………………………………………………197
5.2.1 Общая характеристика экологических последствий от внедрения..197
5.2.2 Отходы производства …………………………………………………197
5.2.2.1 Краткая характеристика отходов проектируемого производства…………………………………………………………………..197
5.2.2.2 Нейтрализация и очистка сточных вод, повторное использование воды……………………………………………..……………………………..197
5.2.2.3 Газообразные отходы и их очистка…………………………...…….198
5.2.2.4 Утилизация твёрдых отходов…………………………………..…...199
5.2.3 Использование природных ресурсов на проектируемом производстве………………………………………………………………..…199
5.2.4 Использование энергетических ресурсов на проектируемом производстве……………………………………………………………….…199
5.3 Безопасность в чрезвычайных ситуациях……………………....199
5.3.1 Основные поражающие факторы чрезвычайных ситуаций……...200
5.3.2 Система предупредительных сигналов………………………….…200
5.3.3 Организация работ по ликвидации последствий ЧС……….……200
5.3.4 Негативное воздействие ЧС и рекомендации по правилам безопасности поведения при ЧС…………………………………………….202
5.3.5 Инженерные разработки мер защиты от конкретных опасностей (вредностей)……………………………………………………………….…..204
Заключение…………………………………………………………………….206
Список литературы…………………………………………………………...209
ВВЕДЕНИЕ
Производство металла имеет важное значение для развития народного хозяйства и всех его отраслей.
В век высокой машинной техники особенно важную роль играют черные металлы и их производство в современном обществе.
От развития черной металлургии в значительной степени зависит обеспечение металлом машиностроения, строительства, транспорта, сельского хозяйства, так как продукция черной металлургии - сталь - этот конструкционный и инструментальный материал, в укреплении экономической и оборонной мощи страны и в будущем останется решающей.
Сталь обладает многими ценными качествами:
· большой прочностью,
· вязкостью,
· способностью приобретать определенные свойства в зависимости от химического состава и способа термической обработки,
· способностью легко изменять форму при горячей и холодной обработке давлением,
· способностью приобретать жаропрочность.
Черная металлургия является базисной отраслью народного хозяйства, это важнейшая отрасль промышленности, обеспечивающая металлом все народное хозяйство Российской Федерации.
Развитие черной металлургии в настоящее время осуществляется в условиях стабилизации, а в дальнейшем и снижении объемов производства основных видов металлопродукции и определяется главной народнохозяйственной задачей удовлетворения потребности народного хозяйства в черных металлах требуемого качества и сортамента при значительном повышении эффективности производства и использовании металла в потребляющих отраслях. К числу важнейших стратегических задач, стоящих перед черной металлургией можно отнести:
·снижение металлоемкости национального дохода примерно в 2 раза;
·повышение производительности труда в отрасли также в 2 раза;
·коренное улучшение качества металлопродукции, расширение ее состава, увеличение объема производства черных металлов;
·освоение новых экономических видов готовой продукции;
·коренное обновление основных производственных фондов и повышение экономической эффективности работы отрасли в условиях полного хозяйственного расчета и самофинансирования;
· комплексное решение вопросов социального развития, охраны окружающей среды, рационального использования природных ресурсов и отходов производства.
Указанные задачи должны решаться в процессе технического перевооружения, реконструкции и обновления каждого металлургического предприятия и, в частности, каждого конкретного цеха.
При этом, как следует из вышеизложенного, в подавляющем большинстве случаев не стоит задача наращивания объемов производства продукции на отдельных предприятиях, хотя мощность и производительность реконструируемых и новых агрегатов и даже цехов могут увеличиваться. В каждом конкретном случае главными задачами являются повышение качества и расширение сортамента металлопродукции, улучшение условий и рост производительности труда, решение проблем охраны окружающей среды и повышение эффективности производства.
В данном дипломном проекте проведен анализ различных сторон производственно-хозяйственной деятельности цеха холодной прокатки нержавеющей ленты ОАО "ММЗ "Серп и Молот". На его основе разработаны конкретные мероприятия, направленные на снижение переменных затрат с целью повышения рентабельности продукции холоднокатаной нержавеющей ленты.
1. ОБЩАЯ ЧАСТЬ
1.1. Понятие себестоимости и ее анализ.
В хозяйственной практике нашей страны для определения величины издержек производства используется категория "себестоимость".
В Российском законодательстве себестоимость определяется как стоимостная оценка используемых в процессе производства продукции (работ, услуг) природных ресурсов, сырья, топлива, материалов, энергии, основных фондов, трудовых ресурсов, а также других затрат на её производство и реализацию.
Получение наибольшего эффекта с наименьшими затратами, экономия трудовых, материальных и финансовых ресурсов зависят от того, как решает предприятие вопросы снижения себестоимости продукции.
Непосредственной задачей анализа являются: проверка обоснованности плана по себестоимости, прогрессивности норм затрат; оценка выполнения плана и изучение причин отклонений от него, динамических изменений; выявление резервов снижения себестоимости; изыскание путей их мобилизации.
Выявление резервов снижения себестоимости должно опираться на комплексный технико-экономический анализ работы предприятия: изучение технического и организационного уровня производства, использование производственных мощностей и основных фондов, сырья и материалов, рабочей силы, хозяйственных связей.
Затраты живого и овеществленного труда в процессе производства составляют издержки производства. В условиях товарно-денежных отношений и хозяйственной обособленности предприятия неизбежно сохраняются различия между общественными издержками производства и издержками предприятия. Общественные издержки производства - это совокупность живого и овеществленного труда, находящая выражение в стоимости продукции. Издержки предприятия состоят из всей суммы расходов предприятия на производство продукции и ее реализацию. Эти издержки, выраженные в денежной форме, называются себестоимостью и являются частью стоимости продукта. В нее включают стоимость сырья, материалов, топлива, электроэнергии и других предметов труда, амортизационные отчисления, заработная плата производственного персонала и прочие денежные расходы. Снижение себестоимости продукции означает экономию овеществленного и живого труда и является важнейшим фактором повышения эффективности производства, роста накоплений.
Наибольшая доля в затратах на производство промышленной продукции приходится на сырье и основные материалы, а затем на заработную плату и амортизационные отчисления. В легкой промышленности доля сырья и основных материалов составляет 86%, а заработной платы с отчислениями на социальное страхование - около 9%.
Себестоимость продукции находится во взаимосвязи с показателями эффективности производства. Она отражает большую часть стоимости продукции и зависит от изменения условий производства и реализации продукции. Существенное влияние на уровень затрат оказывают технико-экономические факторы производства. Это влияние проявляется в зависимости от изменений в технике, технологии, организации производства, в структуре и качестве продукции и от величины затрат на ее производство. Анализ затрат, как правило, проводится систематически в течение года в целях выявления внутрипроизводственных резервов их снижения.
Для анализа уровня и динамики изменения стоимости продукции используется ряд показателей. К ним относятся: смета затрат на производство, себестоимость товарной и реализуемой продукции, снижение себестоимости сравнимой товарной продукции и затраты на один рубль товарной (реализованной) продукции.
Смета затрат на производство - наиболее общий показатель, который отражает всю сумму расходов предприятия по его производственной деятельности в разрезе экономических элементов. В ней отражены, во-первых, все расходы основного и вспомогательного производства, связанные с выпуском товарной и валовой продукции; во-вторых, затраты на работы и услуги непромышленного характера (строительно-монтажные, транспортные, научно-исследовательские и проектные и др.); в-третьих, затраты на освоение производства новых изделий независимо от источника их возмещений. Эти расходы исчисляют, как правило, без учета внутризаводского оборота.
В себестоимость товарной продукции включают все затраты предприятия на производство и сбыт товарной продукции в разрезе калькуляционных статей расходов. Себестоимость реализуемой продукции равна себестоимости товарной за вычетом повышенных затрат первого года массового производства новых изделий, возмещаемых за счет фонда освоения новой техники, плюс производственная себестоимость продукции, реализованной из остатков прошлого года. Затраты, возмещаемые за счет фонда освоения новой техники, включаются в себестоимость товарной, но не входят в себестоимость реализуемой продукции. Они определяются как разница между плановой себестоимостью первого года массового производства изделий и себестоимостью, принятой при утверждении цен:
СР = СТ - ЗН + (СП2 – СП1),
где СР - себестоимость реализованной продукции СТ - себестоимость товарной продукции
ЗН - повышенные затраты первого года массового производства новых изделий, возмещаемые за счет фонда освоения новой техники
СП1, СП2 - производственная себестоимость остатков нереализованной (на складах и отгруженной) продукции соответственно на начало и конец года.
Для анализа уровня себестоимости на различных предприятиях или ее динамики за разные периоды времени затраты на производство должны приводиться к одному объему. Себестоимость единицы продукции (калькуляция) показывает затраты предприятия на производство и реализацию конкретного вида продукции в расчете на одну натуральную единицу. Калькуляция себестоимости широко используется в ценообразовании, хозяйственном расчете, планировании и сравнительном анализе.
Показатель снижения себестоимости сравнимой товарной продукции применяется для анализа изменения себестоимости во времени при сопоставимом объеме и структуре товарной продукции на тех предприятиях, которые имеют устойчивый по времени ассортимент изделий. Под сравнимой понимают такую продукцию, которая производилась серийно или массово в предшествующем году. К ней относится и частично модернизированная продукция, если эти изменения не привели к введению новых моделей, стандартов и технических условий.
Затраты на один рубль товарной (реализованной) продукции - наиболее известный на практике обобщающий показатель, который отражает себестоимость единицы продукции в стоимостном выражении обезличенно, без разграничения ее по конкретным видам. Он широко используется при анализе снижения себестоимости и позволяет, в частности, характеризовать уровень и динамику затрат на производство продукции в целом по промышленности.
Остальные встречающиеся на практике показатели себестоимости можно подразделить по следующим признакам:
·по составу учитываемых расходов - цеховая, производственная, полная себестоимость;
·по длительности расчетного периода - месячная, квартальная, годовая, за ряд лет;
·по характеру данных, отражающих расчетный период,- фактическая (отчетная), плановая, нормативная, проектная (сметная), прогнозируемая;
·по масштабам охватываемого объекта - цех, предприятие, группа предприятий, отрасль, промышленность и т.п.
1.2 Себестоимость продукции и ее структура
Себестоимость продукции - один из важнейших экономических показателей деятельности промышленных предприятий и объединений, выражающий в денежной форме все затраты предприятия, связанные с производством и реализацией продукции. Себестоимость показывает, во что обходится предприятию выпускаемая им продукция. В себестоимость включаются перенесенные на продукцию затраты прошлого труда (амортизация основных фондов, стоимость сырья, материалов, топлива и других материальных ресурсов) и расходы на оплату труда работников предприятия (заработная плата).
Различают четыре вида себестоимости промышленной продукции. Цеховая себестоимость включает затраты данного цеха на производство продукции. Общезаводская (общефабричная) себестоимость показывает все затраты предприятия на производство продукции. Полная себестоимость характеризует затраты предприятия не только на производство, но и на реализацию продукции. Отраслевая себестоимость зависит как от результатов работы отдельных предприятий, так и от организации производства по отрасли в целом.
Систематическое снижение себестоимости продукции дает государству дополнительные средства как для дальнейшего развития общественного производства, так и для повышения материального благосостояния трудящихся.
Снижение себестоимости продукции - важнейший источник роста прибыли предприятий.
Затраты на производство промышленной продукции планируются и учитываются по первичным экономическим элементам и статьям расходов.
Группировка по первичным экономическим элементам позволяет разработать смету затрат на производство, в которой определяются общая потребность предприятия в материальных ресурсах, сумма амортизации основных фондов, затраты на оплату труда и прочие денежные расходы предприятия. Эта группировка используется также для согласования плана по себестоимости с другими разделами техпромфинплана, для планирования оборотных средств и контроля за их использованием. В промышленности принята следующая группировка затрат по их экономическим элементам:
· сырье и основные материалы,
· вспомогательные материалы,
· топливо (со стороны),
· энергия (со стороны),
· амортизация основных фондов,
· заработная плата,
· отчисления на социальное страхование,
· прочие затраты, не распределенные по элементам.
Соотношение отдельных экономических элементов в общих затратах определяет структуру затрат на производство. В различных отраслях промышленности структура затрат на производство неодинакова; она зависит от специфических условий каждой отрасли.
Группировка затрат по экономическим элементам показывает материальные и денежные затраты предприятия без распределения их на отдельные виды продукции и другие хозяйственные нужды. По экономическим элементам нельзя, как правило, определить себестоимость единицы продукции.
Поэтому наряду с группировкой затрат по экономическим элементам затраты на производство планируются и учитываются по статьям расходов (статьям калькуляции).
Группировка затрат по статьям расходов дает возможность видеть затраты по их месту и назначению, знать, во что обходится предприятию производство и реализация отдельных видов продукции. Планирование и учет себестоимости по статьям расходов необходимы для того, чтобы определить, под влиянием каких факторов сформировался данный уровень себестоимости, в каких направлениях нужно вести борьбу за ее снижение.
В промышленности применяется следующая номенклатура основных калькуляционных статей:
1) сырье и материалы
2) топливо и энергия на технологические нужды
3) основная заработная плата производственных рабочих
4) расходы на содержание и эксплуатацию оборудования
5) цеховые расходы
6) общезаводские (общефабричные) расходы
7) потери от брака
8) непроизводственные расходы.
Первые семь статей расходов образуют фабрично-заводскую себестоимость. Полная себестоимость складывается из фабрично-заводской себестоимости и внепроизводственных расходов.
Расходы предприятий, включаемые в себестоимость продукции, делятся на прямые и косвенные. К прямым расходам относятся затраты, непосредственно связанные с изготовлением продукции и учитываемые прямым путем по ее отдельным видам: стоимость основных материалов, топлива и энергии на технологические нужды, заработная плата основных производственных расходов и др. К косвенным расходам относятся затраты, которые невозможно или нецелесообразно прямо относить на себестоимость конкретных видов продукции: расходы цеховые, общезаводские (общефабричные), по содержанию и эксплуатации оборудования.
Цеховые и общезаводские расходы в большинстве отраслей промышленности включаются в себестоимость отдельных видов продукции путем распределения их пропорционально сумме заработной платы производственных расходов (без доплат по прогрессивно-премиальной системе) и расходам на содержание и эксплуатацию оборудования.
По статье «Внепроизводственные расходы» учитываются главным образом расходы по сбыту готовой продукции (затраты на тару, упаковку продукции и т.д.) и расходы на стандартизацию и научно-исследовательские работы, централизованные расходы по подготовке кадров и т.п. Как правило, внепроизводственные расходы включаются в себестоимость отдельных видов продукции пропорционально их фабрично-заводской себестоимости.
Себестоимость отдельных видов продукции определяется путем составления калькуляций, в которых показывается величина затрат на производство и реализацию единицы продукции. Калькуляции составляются по статьям расходов, принятым в данной отрасли промышленности. Различают три вида калькуляций: плановую, нормативную и отчетную. В плановой калькуляции себестоимость определяется путем расчета затрат по отдельным статьям, а в нормативной - по действующим на данном предприятии нормам, и поэтому она в отличие от плановой калькуляции в связи со снижением нормативов в результате проведения организационно-технических мероприятий пересматривается, как правило, ежемесячно. Отчетная калькуляция составляется на основе данных бухгалтерского учета и показывает фактическую себестоимость изделия, благодаря чему становятся возможными проверка выполнения плана по себестоимости изделий и выявление отклонений от плана на отдельных участках производства.
Правильное исчисление себестоимости продукции имеет важное значение: чем лучше организован учет, чем совершеннее методы калькулирования, тем легче выявить посредством анализа резервы снижения себестоимости продукции. На промышленных предприятиях применяются три основных метода калькулирования себестоимости и учета затрат на производство: позаказный, попередельный и нормативный.
Позаказный метод применяется чаще всего в индивидуальном и мелкосерийном производстве, а также для калькулирования себестоимости работ ремонтного и экспериментального характера. Метод этот состоит в том, что затраты на производство учитываются по заказам на изделие или на группу изделий. Фактическая себестоимость заказа определяется по окончании изготовления изделий или работ, относящихся к этому заказу, путем суммирования всех затрат по данному заказу. Для исчисления себестоимости единицы продукции общая сумма затрат по заказу делится на количество выпущенных изделий.
Попередельный метод калькулирования себестоимости находит применение в массовом производстве с коротким, но законченным технологическим циклом, когда выпускаемая предприятием продукция однородна по исходному материалу и характеру обработки. Учет затрат при этом методе осуществляется по стадиям (фазам) производственного процесса. Например, на текстильных комбинатах - по трем стадиям: прядильное, ткацкое, отделочное производство.
Нормативный метод учета и калькулирования является наиболее прогрессивным, ибо позволяет вести повседневный контроль за ходом производственного процесса, за выполнением заданий по снижению себестоимости продукции. В этом случае затраты на производство подразделяются на две части: затраты в пределах норм и отклонения от норм расхода. Все затраты в пределах норм учитываются без группировки, по отдельным заказам. Отклонения от установленных норм учитываются по их
причинам и виновникам, что дает возможность оперативно анализировать причины отклонений, предупреждать их в процессе работы. При этом фактическая себестоимость изделий при нормативном методе учета определяется путем суммирования затрат по нормам и затрат в результате отклонений и изменений текущих нормативов. [10]
1.3 Планирование себестоимости продукции
Основной целью планирования себестоимости является выявление и использование имеющихся резервов снижения издержек производства и увеличение внутрихозяйственных накоплений. Снижая издержки производства в результате сбережения прошлого и живого труда, промышленность добивается наряду с ростом накоплений увеличения объема выпуска продукции. Планы по себестоимости должны исходить из прогрессивных норм затрат труда, использования оборудования, расхода сырья, материалов, топлива и энергии с учетом передового опыта других предприятий. Только при научно организованном нормировании затрат можно выявить и использовать резервы дальнейшего снижения себестоимости продукции.
Плановая себестоимость определяется путем технико-экономических расчетов величины затрат на производство и реализацию всей товарной продукции и каждого вида изделий. В зависимости от характера производства применяется ряд показателей, характеризующих себестоимость продукции.
При выпуске одного вида продукции себестоимость единицы этой продукции является показателем уровня и динамики затрат на ее производство. Для характеристики себестоимости разнородной продукции в планах и отчетах используются показатели снижения себестоимости сравнимой товарной продукции и затрат на 1 руб. товарной продукции. План предприятия содержит также сводную смету затрат на производство и плановые калькуляции себестоимости отдельных изделий.
Показатель затрат на 1 руб. товарной продукции определяется исходя из уровня затрат на производство товарной продукции по отношению к стоимости продукции в оптовых ценах предприятия.
Показатель затрат на 1 руб. товарной продукции не только характеризует планируемый уровень снижения себестоимости, но и определяет также уровень рентабельности товарной продукции. Его величина зависит как от снижения себестоимости продукции, так и от изменения оптовых цен, ассортимента и качества продукции.
В плане затраты рассчитываются на плановый объем и ассортимент продукции, но фактический ее ассортимент может отличаться от планового. Поэтому плановое задание по затратам на 1 руб. продукции пересчитывается на фактический ассортимент и потом уже сопоставляется с данными о затратах на 1 руб. продукции.
План по себестоимости промышленной продукции составляется по единым для всех предприятий правилам, установленным в инструкциях по планированию, учету и калькулированию себестоимости промышленной продукции. В этих инструкциях содержится перечень затрат, включаемых в себестоимость продукции, и определяются способы калькулирования себестоимости.
Установление общих, единых для всех предприятий правил имеет важное значение для правильного планирования и учета себестоимости продукции. В частности, общим для всех отраслей промышленности является порядок включения в себестоимость продукции только тех затрат, которые прямо или косвенно связаны с производством продукции. Поэтому нельзя включать в плановую себестоимость продукции расходы, не относящиеся к производству продукции, например расходы, связанные с обслуживанием бытовых нужд предприятия (содержание жилищно-коммунальных хозяйств, расходы других непромышленных хозяйств и т.д.), по капитальному ремонту и строительно-монтажным работам, а также расходы культурно-бытового назначения.
Некоторые расходы хотя и учитываются в фактических затратах на производство, однако в силу их особого характера также не могут включаться в плановую себестоимость продукции. К таким затратам относятся разного рода непроизводительные расходы и потери, например обусловленный отступлениями от установленного технологического процесса производственный брак (потери от брака планируются только лишь в литейных, термических, вакуумных, стекольных, оптических, керамических и консервных производствах, а также в особо сложных производствах новейшей техники в минимальных размерах по нормам, устанавливаемым вышестоящей организацией).
Плановая себестоимость продукции определяется путем соответствующих расчетов технико-экономических факторов. Методическими указаниями по разработке 11-ого пятилетнего плана определен следующий типовой перечень технико-экономических факторов, обусловливающих снижение себестоимости продукции:
1) повышение технического уровня производства;
2) улучшение организации производства и труда;
3) изменение объема, структуры и размещения производства;
4) улучшение использования природных ресурсов;
5) развитие производства.
В плане по себестоимости продукции на предприятии наряду с затратами на 1 руб. товарной продукции имеются следующие показатели: себестоимость отдельных видов продукции, себестоимость товарной продукции, снижение себестоимости сравнимой продукции.
Определение плановой себестоимости отдельных видов продукции служит основой планирования затрат на производство. Плановая себестоимость всей товарной продукции рассчитывается на основе данных об объеме выпуска товарной продукции и плановой себестоимости отдельных видов изделий.
Оценка выполнения плана по себестоимости всей товарной продукции осуществляется с учетом происшедших в течение отчетного года изменений цен на материалы и тарифов на перевозки и энергию.
Вся товарная продукция при планировании и учете себестоимости на предприятиях подразделяется на сравнимую и несравнимую. Сравнимой считается продукция, выпускавшаяся в предыдущем (по отношению к плановому) году, а также изделия с длительным циклом производства, которые выпускались в прошлом году в единичных экземплярах. В состав сравнимой продукции не включаются работы по заказам на сторону, услуги, оказанные своему капитальному строительству, работы по капитальному ремонту и продукция, изготовлявшаяся в опытном порядке. К несравнимой относится продукция, освоенная производством в текущем году.
В плане предприятия определяется задание по снижению себестоимости сравнимой продукции. Оно выражается процентом снижения себестоимости продукции по отношению к прошлому году. Наряду с этим может быть указана и сумма планируемой экономии в результате снижения себестоимости сравнимой продукции.
Для определения задания по снижению себестоимости сравнимой товарной продукции составляется расчет себестоимости по всей номенклатуре изделий исходя из предусмотренного планом предприятия объема продукции и с учетом планового показателя по уровню затрат на 1 руб. товарной продукции в оптовых ценах.
Выполнение плана по сравнимой продукции характеризуется суммой полученной экономии и процентом снижения себестоимости по отношению к прошлому году.
Важнейшее значение в борьбе за снижение себестоимости продукции имеет соблюдение строжайшего режима экономии на всех участках производственно-хозяйственной деятельности предприятия. Последовательное осуществление на предприятиях режима экономии проявляется прежде всего в уменьшении затрат материальных ресурсов на единицу продукции, сокращении расходов по обслуживанию производства и управлению, в ликвидации потерь от брака и других непроизводительных расходов.
Материальные затраты, как известно, в большинстве отраслей промышленности занимают большой удельный вес в структуре себестоимости продукции, поэтому даже незначительное сбережение сырья, материалов, топлива и энергии при производстве каждой единицы продукции в целом по предприятию дает крупный эффект.
Предприятие имеет возможность влиять на величину затрат материальных ресурсов, начиная с их заготовки. Сырье и материалы входят в себестоимость по цене их приобретения с учетом расходов на перевозку, поэтому правильный выбор поставщиков материалов влияет на себестоимость продукции. Важно обеспечить поступление материалов от таких поставщиков, которые находятся на небольшом расстоянии от предприятия, а также перевозить грузы наиболее дешевым видом транспорта. При заключении договоров на поставку материальных ресурсов необходимо заказывать такие материалы, которые по своим размерам и качеству точно соответствуют плановой спецификации на материалы, стремиться использовать более дешевые материалы, не снижая в то же время качества продукции.
Основным условием снижения затрат сырья и материалов на производство единицы продукции является улучшение конструкций изделий и совершенствование технологии производства, использование прогрессивных видов материалов, внедрение технически обоснованных норм расходов материальных ценностей.
Сокращение затрат на обслуживание производства и управление также снижает себестоимость продукции. Размер этих затрат на единицу продукции зависит не только от объема выпуска продукции, но и от их абсолютной суммы. Чем меньше сумма цеховых и общезаводских расходов в целом по предприятию, тем при прочих равных условиях ниже себестоимость каждого изделия.
Резервы сокращения цеховых и общезаводских расходов заключаются прежде всего в упрощении и удешевлении аппарата управления, в экономии на управленческих расходах. В состав цеховых и общезаводских расходов в значительной степени включается также заработная плата вспомогательных и подсобных рабочих. Проведение мероприятий по механизации вспомогательных и подсобных работ приводит к сокращению численности рабочих, занятых на этих работах, а следовательно, и к экономии цеховых и общезаводских расходов. Важнейшее значение при этом имеют автоматизация и механизация производственных процессов, сокращение удельного веса затрат ручного труда в производстве. Автоматизация и механизация производственных процессов дают возможность сократить и численность вспомогательных и подсобных рабочих в промышленном производстве.
Значительные резервы снижения себестоимости заключены в сокращении потерь от брака и других непроизводительных расходов. Изучение причин брака, выявление его виновника дают возможность осуществить мероприятия по ликвидации потерь от брака, сокращению и наиболее рациональному использованию отходов производства.
Масштабы выявления и использования резервов снижения себестоимости продукции во многом зависят от того, как поставлена работа по изучению и внедрению опыта, имеющегося на других предприятиях. [8]
1.4 Деление затрат (издержек) на постоянные и переменные
Если рассматривать производственные затраты, то их можно группировать следующими способами:
по отношению к объему производства: переменные (затраты, размер которых изменяется пропорционально изменению объема производства продукции, - сырье и основные материалы, заработная плата производственных рабочих и др.) и условно-постоянные (размер этих затрат почти не зависит от изменения объема производства продукции; к ним относятся общепроизводственные и общехозяйственные расходы и др.);
К условно-переменным затратам Cv, которые зависят от объема производства, относятся:
• сырье и основные материалы;
• вспомогательные материалы;
• транспортные расходы;
• затраты на техническую оснастку;
• текущий ремонт оборудования.
Затраты на энергоносители можно разделить на 2 составляющие:
■ двигательная электроэнергия и технологическое топливо (80%);
■ электроэнергия на освещение, обогрев помещения и т.п. (20%).
Первая составляющая будет зависеть от объема производства, а вторая - нет. Заработную плату с отчислениями также можно разделить на 2 составляющие:
· затраты на оплату труда административно-управленческого персонала, управленческого аппарата, на поддержание (на минимуме) трудового коллектива при спаде производства (50%);
· затраты на оплату труда производственных рабочих, которая будет зависеть от объема производства.
Остальные издержки производства (плату за аренду помещений, амортизационные отчисления, общезаводские расходы и пр.) следует отнести к условно-постоянным Ср.
Таким образом,
а) условно-постоянные затраты составили в %: 20
б) условно-переменные затраты составили в %: 80
Следует отметить, что при анализе безубыточности принимается условие:
· Объем производства = объему продаж.
· Условно-переменные затраты изменяются пропорционально объему производства.
· Условно-постоянные эксплуатационные затраты одинаковы для любого объема продукции
1.5 Факторы, влияющие на снижение издержек производства
Совершенно очевидно, что каждая фирма должна стремиться к сокращению издержек производства и себестоимости продукции. При стабильных ценах и прочих равных условиях сокращение издержек приводит к росту прибыли, приходящейся на единицу продукции.
Себестоимость продукции отражает уровень использования потребляемых производственных факторов, который в свою очередь определяется технико-организационными (техника и технология, организация производства, труда и правления), социальными и природными факторами (условиями), или, как их принято называть в совокупности, технико-экономическими факторами.
Таким образом, основными направлениями снижения себестоимости являются:
· повышение технического уровня производства;
· улучшение организации производства, труда и управления;
· изменение объема, структуры и размещения производства.
Рассмотрим влияние перечисленных групп факторов более подробно. В первой группе факторов выделяются: внедрение новой, прогрессивной технологии, механизация и автоматизация производственных процессов; расширение масштабов и совершенствование применяемой технологии и техники; улучшение использования имеющихся и применение новых видов сырья и материалов; изменение конструкции и технологических характеристик изделий и другие факторы, повышающие технический уровень производства. Отдельно рассматривается внедрение вычислительной техники. По этому фактору учитывается влияние на себестоимость товарной продукции результатов от внедрения и дальнейшего развития автоматизированных систем управления технологическими процессами производства, а также от ввода в действие отдельных ЭВМ и других средств вычислительной техники.
Вторая группа факторов включает: развитие специализации производства; совершенствование организации, обслуживания и управления производством, сокращение затрат на управление; улучшение организации труда, материально-технического снабжения, использование основных фондов, материальных ресурсов; сокращение транспортных расходов; ликвидация излишних затрат и потерь и другие факторы, повышающие уровень организации.
К третьей группе относятся: снижение затрат в результате роста объема производства за счет уменьшения постоянных издержек (положительный эффект масштаба производства); изменение структуры (номенклатуры и ассортимента) продукции; повышение качества продукции; изменение размещения производства.
С ростом объема производства постоянные издержки, приходящиеся на единицу изделия, уменьшаются, в результате чего снижается полная себестоимость единицы и всей продукции фирмы. Известно, что производство продукции более высокого качества требует и высокого уровня издержек производства. Однако это утверждение было опровергнуто японскими предприятиями, использующими метод "точно вовремя". Главная цель их системы - сокращение издержек. Эта система способствует росту эффективности производства, увеличивает оборачиваемость капитала (отношение объема продаж к основному капиталу). Для снижения издержек необходимо приспособление системы к ежедневным колебаниям спроса путем непрерывного регулирования номенклатуры и объема выпускаемой продукции, обеспечение высококачественными комплектующими деталями.
1.6 Анализ и повышение рентабельности продукции
Рентабельность в отличие от прибыли предприятия, показывающей эффект предпринимательской деятельности, характеризует эффективность этой деятельности. Рентабельность - относительная величина, выражающая прибыльность (доходность) предприятия. В рыночной экономике существует система показателей рентабельности.
Рентабельность продукции можно рассчитать как по всей реализованной продукции, так и по отдельным ее видам. Рентабельность всей реализованной продукции можно определить как:
· процентное отношение прибыли от реализации продукции к затратам на ее производство и реализацию;
· процентное отношение прибыли от реализации продукции к выручке от реализованной продукции;
· процентное отношение балансовой прибыли к выручке от реализации продукции;
· отношение чистой прибыли к выручке от реализации продукции.
Эти показатели дают представление об эффективности текущих затрат предприятия и степени доходности реализуемой продукции.
Рентабельность отдельных видов продукции зависит от цены и полной себестоимости. Она определяется как процентное отношение цены реализации единицы данной продукции за вычетом ее полной себестоимости к полной себестоимости единицы данной продукции.
Рентабельность имущества (активов) предприятия рассчитывается как процентное соотношение чистой прибыли к средней величине активов (имущества).
Рентабельность внеоборотных средств определяется как процентное соотношение чистой прибыли к средней величине внеоборотных активов.
Рентабельность оборотных активов определяется как процентное отношение чистой прибыли к среднегодовой стоимости оборотных активов.
Рентабельность инвестиций определяется как процентное отношение валовой прибыли к стоимости имущества предприятия.
Рентабельность собственного капитала рассчитывается как процентное отношение чистой прибыли к величине собственного капитала.
Показатели рентабельности используются в процессе анализа финансово- хозяйственной деятельности, принятия управленческих решений, решений потенциальных инвесторов об участии в финансировании инвестиционных проектов.
Повышение рентабельности может быть достигнуто как посредством увеличения суммы прибыли, так и путем снижения стоимости производственных фондов. Невыполнение плана прибыли и увеличение производственных фондов может привести к снижению уровня рентабельности. Поскольку рентабельность - показатель относительный, его рост или снижение возможны и при различном соотношении темпов изменения прибыли и фондов. [9]
Анализ общей рентабельности имеет большое значение для комплексной характеристики работы с точки зрения эффективности использования всего производственного потенциала, находящего в распоряжении производственного предприятия.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1. Программа прокатки станов холодной прокатки листовой стали
Характерной особенностью развития листопрокатного производства является непрерывное увеличение доли холоднокатаной листовой стали в общем выпуске тонколистовой стали. На современных станах листы толщиной менее 1,5 мм прокатывают в холодном состоянии. Во многих отраслях народного хозяйства с каждым годом увеличивается потребность в тонколистовой стали с высокими механическими свойствами, равномерной толщиной по ширине и длине, высоким качеством поверхности. Холодная прокатка в сочетании с термической обработкой позволяет изготовить листовую сталь, удовлетворяющую указанным требованиям.
На современных листовых станах холодной прокатки производят листовую сталь с минимальной толщиной 0,15 мм и максимальной шириной 2000 мм и более, жесть с минимальной толщиной около 0,07 мм и максимальной шириной до 1300 мм и ленты с минимальной толщиной 0,0015 мм и максимальной шириной до 1000 мм и более.
Согласно ГОСТ 19904-74, поставляют холоднокатаную сталь толщиной 0,5-5,0 мм и шириной более 500 мм. Она должна иметь хорошую поверхность и обладать высокой вязкостью, так как в основном ее применяют для изготовления деталей штамповкой.
При изготовлении консервных банок, крышек к стеклянной таре и других изделий применяют тонколистовую сталь толщиной 0,06-0,50 мм, прокатанную из низкоуглеродистой стали.
Большое распространение имеет холодная прокатка конструкционной тонколистовой стали обыкновенного качества толщиной 0,8-2,0 мм (изготовляют из стали марок Ст0-Ст6), кровельной тонколистовой стали толщиной 0,4-0,82 мм (прокатывают из мягкой углеродистой стали, ее применяют для кровли и поделочных работ), декапированной (травленой) стали толщиной 0,25-2,0 мм, а также тонколистовой стали с защитными покрытиями (оцинкованной, алюминированной, покрытой пластиками). В электромашино-строении широко применяют трансформаторную и динамную стали при изготовлении силовых трансформаторов, генераторов, двигателей и других электрических машин. В ряде отраслей машиностроения - нефтяном, химическом, пищевом - широко используют холоднокатаную коррозионностойкую тонколистовую сталь. Исходным материалом в этом случае являются хромистые и хромоникелевые стали, а также легированные другими элементами стали и сплавы.
Современные цехи холодной прокатки листовой стали имеют определенную специализацию и предназначены для обработки определенного вида холоднокатаной листовой стали.
Листовую сталь, подвергающуюся при штамповке весьма глубокой вытяжке, прокатывают из углеродистой стали марок от 08 до 20; глубокой вытяжке - от 08 до 35, а подвергающуюся нормальной вытяжке - из углеродистой стали всех марок.
По степени отделки качественную углеродистую тонколистовую сталь разделяют на стали с особо высокой отделкой, стали с высокой отделкой поверхности, стали улучшенной и нормальной отделкой. Качественную углеродистую тонколистовую сталь поставляют по степени штампуемости, определяемой испытанием на вытяжку, или по механическим свойствам. По техническим условиям эта листовая сталь должна иметь определенную структуру металла, т.е. определенную величину и форму зерна при отсутствии структурного свободного цементита по границам зерен. После глубокой вытяжки крупнозернистой стали получается шероховатая поверхность, которая не сглаживается при покрытии лаком. Поэтому для производства, например, деталей автомобилей, к внешней отделке которых предъявляют высокие требования, такую сталь не применяют. Для получения готовых изделий с хорошей поверхностью листовая сталь должна иметь мелкозернистую структуру. Поэтому для весьма глубокой вытяжки применяют листовую сталь со средним зерном; в этом случае возможно получение слегка шероховатой поверхности. Листовая сталь, имеющая мелкозернистую структуру, допускает большие степени деформации при холодной штамповке.[5].
Приемка подката
Закалка (непрерывный закалочный агрегат (НЗА))
Травление (непрерывный травильный агрегат (НТА))
![]() Зачистка (агрегат выборочной зачистки (АВЗ))
Зачистка (агрегат выборочной зачистки (АВЗ))
Холодная прокатка (стан «КВАРТО»)
Термообработка (линия светлого отжига (ЛСО))
Шлифование (линия шлифовки (ЛШ))
Холодная прокатка (20-ти валковый стан)
Продольная резка (линия продольной резки (ЛПР))
ОТК
Отбор образцов и испытания
Упаковка и маркировка
Склад
Рисунок 2.1. Схема технологического процесса ЦХПНЛ
Таблица 2.1.
Схема технологических процессов производства нержавеющей ленты
| № п/п |
|
12Х18Н10Т, 08Х18Н10Т (ЭИ 914), 08Х18Н10, 17Х18Н9, 12Х18Н9, 03Х18Н12-ВИ, 09Х15Н8Ю (ЭИ 904), 07Х15Н7ЮМ2 (ЭП 35), ХН78Т (ЭИ 435), 06ХН28МДТ (ЭИ 943), 20Х13Н4Г9 (ЭИ 100), 12Х17Г9АН4 (ЭИ 878), 20X13, 12X13, 12X17 | Производство х/к ленты всех марок на экспорт |
Производство х/к ленты по ТУ: ТУ 14-1-2929-80 ТУ 14-1-3386-82 ТУ 14-1-3502-82 ТУ 14-1-652-73 ТУ 14-1-2255-77 |
| 1 | Приемка подката | 0 | 0 | 0 |
| 2 | Укрупнение |
01 |
01 |
01 |
| 3 | Термообработка |
02 |
02 |
02 |
| 4 | Травление |
02 |
02 |
02 |
| 5 | Зачистка на АВЗ | 0 | 0 | 0 |
| 6 | Холодная прокатка | 0 | 0 | 0 |
| 7 | Термообработка | 0 | 0 | 0 |
| 8 | Травление |
03 |
03 |
03 |
| 9 | Обработка кромки |
01 |
01 |
01 |
| 10 | Шлифовка | 0 | 0 | 0 |
| 11 | Холодная прокатка | 0 | 0 | 0 |
| 12 | Термообработка | 0 | 0 | 0 |
| 13 | Травление |
03 |
03 |
03 |
| 14 | Обрезка кромки |
01 |
01 |
01 |
| 15 | Шлифование |
01 |
0 | 0 |
| 16 | Холодная прокатка | 0 | 0 | 0 |
| 17 | Термообработка | 0 | 0 | 0 |
| 18 | Травление |
03 |
03 |
03 |
| 19 | Полирование |
01 |
01 |
01 |
| 20 | Приемка | 0 | 0 | 0 |
| 21 | Отбор образцов и испытания | 0 | 0 | 0 |
| 22 | Роспуск |
01 |
01 |
01 |
| 23 | Упаковка, маркировка | 0 | 0 | 0 |
| 24 | Сдача | 0 | 0 | 0 |
 Марки
сталей Операции
Марки
сталей ОперацииПримечание:
1. Операции № 11-15 повторяются в зависимости от количества переделов и состояния поставки ленты (термообработнанное, "ПН", "Н", "ВН").
2. О1 - операция производится в случае необходимости, которая определяется в процессе производства сменным мастером и контролером ОТК, с соответствующей записью в паспорте;
02 - операция производится в случае поступления подката в горячекатаном, нетермообработанном, нетравленом или ненагартованном состоянии;
О3 - операция производится в случае обработки на НЗА или колпаковых печах.
3. При производстве ленты по ТУ 14-1-2929-80 производится двухсторонняя шлифовка с суммарным съемом до 8%;
При производстве ленты по ТУ 14-1-3386-82 производится двухсторонняя шлифовка с суммарным съемом до 10%;
При производстве ленты по ТУ 14-1-3502-82 производится двухсторонняя шлифовка с суммарным съемом до 10%.
4. При производстве "ПН", "Н", "ВН" ленты всех марок необходимо выполнять следующее правило: если подкат имеет фактическую толщину на верхнем пределе, то и готовую ленту выпускать с толщиной на верхнем пределе, и наоборот, если подкат имеет фактическую толщину на нижнем пределе, то и готовую ленту выпускать с толщиной по нижнему пределу.
2.2. Холодная прокатка листовой стали
2.2.1 Операции технологического процесса холодной прокатки
Исходным материалом для холодной прокатки этой стали являются горячекатаные рулоны, получаемые большей частью с непрерывных широкополосных станов горячей прокатки.
Перед холодной прокаткой горячекатаные рулоны подвергаются резке боковых кромок для того, чтобы получить полосу одинаковой ширины. Ширина обрези составляет 20 - 40 мм.
В травильном агрегате устраняется разноширинность. В этом случае величина обрези составляет примерно 20 мм; это однократная обрезка кромок, применяемая тогда, когда сталь предназначена для штамповки. При полном использовании холоднокатаной листовой стали производится двукратная обрезка кромок: одна в травильной линии, другая после холодной прокатки. При этом величина обрези составляет 40 мм. Тщательная обрезка кромок обеспечивает отсутствие заусенцев; незначительные рванины при высокоскоростной прокатке могут вызвать разрыв полосы, порчу валков и простои стана. Толщина полосы горячекатаного рулона зависит от суммарного обжатия на станах холодной прокатки. Горячекатаные рулоны углеродистой листовой стали в цехе холодной прокатки не подвергают смягчающей термической обработке. Поэтому первой операцией технологического процесса холодной прокатки этой стали является травление рулонов в кислотных растворах для очистки поверхности от окалины.
Окалину с поверхности горячекатаных рулонов удаляют для того, чтобы она не вдавливалась в металл при холодной прокатке, чтобы уменьшить износ валков и обеспечить чистую поверхность листовой стали, подвергающейся различным покрытиям (лужению, цинкованию и др.)
Удаление окалины с поверхности горячекатаной полосы из углеродистой стали осуществляют в непрерывных травильных агрегатах.
Как показывает практика травления, только часть окалины растворяется в кислоте, остальная часть ее осаждается на дно травильной ванны в виде шлама. Последнему способствует водород, выделяющийся при взаимодействии кислоты с чистым железом, находящимся в окалине.
При выделении водорода достаточно разрыхленные слои окалины механически отделяются и падают на дно травильных ванн. Скорость травления в растворе серной кислоты с повышением ее концентрации увеличивается и достигает максимума при концентрации 25 % H2SO4. Однако на практике во избежание сильного разъедания металла применяют травильные растворы с концентрацией не выше 20-22 % H2SO4.
Скорость травления значительно возрастает с повышением температуры травильного раствора. При повышении температуры травильного раствора серной кислоты на 15 °С скорость травления возрастает примерно в два раза. Поэтому раствор серной кислоты нагревают до 80-90 °С. Скорость травления зависит также от насыщенности травильного раствора железным купоросом, растворимость которого увеличивается с повышением температуры травильного раствора и уменьшается с понижением концентрации кислоты в нем. Поэтому при содержании железного купороса, близком к концентрации насыщения, и понижении концентрации кислоты в растворе до определенной величины раствор сливают из ванны и заменяют новым. Скорость травления зависит также от вида окалины и предварительной деформации металла, при которой происходит взрыхление окалины.
Выделение водорода при травлении может происходить не только вследствие взаимодействия кислоты с чистым железом, находящимся в окалине, но и вследствие взаимодействия кислоты и металла. Этот процесс требует дополнительного расхода кислоты. При этом получаются потери и неравномерное травление металла, а также возникает травильная хрупкость вследствие диффузии в металл водорода, накопление которого под поверхностным слоем может способствовать образованию травильных пузырей.
Для уменьшения расхода кислоты и предотвращения растворения кислотой металла применяют присадки, так называемые ингибиторы, из органических материалов или регуляторы травления, которые незначительно влияют на растворимость окалины и замедляют процесс растворения металла. Такое действие регуляторов травления объясняется тем, что они, адсорбируясь на поверхности металла, создают пленку, которая защищает его от растворения. Кроме того, они содержат вещества, вызывающие образование пены на поверхности травильного раствора, которая уменьшает испарение последнего и этим улучшает санитарно-гигиенические условия труда в травильном отделении цеха.
В современных цехах холодной прокатки травление осуществляют в растворе серной кислоты в непрерывных агрегатах, установленных обычно в травильном отделении цеха. Непрерывный способ травления листовой стали обеспечивает максимальную механизацию и автоматизацию, высокую производительность, минимальный расход кислоты и наиболее благоприятные условия труда.
2.2.2 Технологический процесс травления
На рис. 2.2 показана схема непрерывного травильного агрегата (НТА) травления углеродистой листовой стали в растворе серной кислоты. Горячекатаные рулоны со склада при помощи магнитного крана устанавливают на транспортер 1, который подает их к кантователю 2. После кантовки очередной рулон укладывается на подъемный стол 3 двухпозиционного разматывателя 4. При помощи скребкового отгибателя передний конец на рулоне отгибается и поступает в окалиноломатель 5 и в тянущие ролики 6. Окалиноломатель осуществляет грубую ломку окалины вследствие двойного изгиба полосы вокруг роликов небольшого диаметра. В результате этого часть окалины отваливается, а в окалине, оставшейся на полосе, образуются мелкие трещины, в которые легко проникает травильный раствор. Далее полоса правится на правильной машине 7 и поступает к сдвоенным гильотинным ножницам 8 с нижним резом, где производится обрезка обоих концов каждого рулона (вторые ножи до движения полосы отрезают передний конец, а первые - задний конец полосы). Для обеспечения непрерывного процесса травления задний конец полосы предыдущего рулона в стыкосварочной машине 9 сваривается с передним концом полосы последующего рулона.
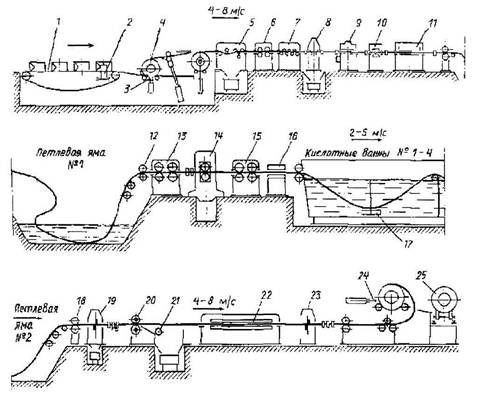
Puc. 2.2. Схема непрерывного травильного агрегата
Электросварка концов рулонов встык обеспечивает не только непрерывность процесса травления, но и позволяет также увеличить массу рулона, что значительно повышает производительность станов холодной прокатки и отделочных агрегатов. Зачистка сварных швов осуществляется ножами гратоснимателя 10, установленного за сварочной машиной. В тех случаях, когда на стане холодной прокатки прокатывают стали, которые плохо свариваются, за сварочной машиной (после гратоснимателя) устанавливают сшивную машину 11 для сшивки концов полосы. Сшивной шов не прокатывают. Поскольку шов приходится вырезать, отходы металла увеличиваются.
При обрезке заднего конца предыдущего рулона и сварке его с передним концом последующего необходимо на время этих операций останавливать движение полос. Чтобы не останавливать движение полосы в травильных ваннах, перед ними предусматривают петлевую яму (с горячей водой для размягчения окалины), в которой создается необходимый запас полосы, обеспечивающий непрерывную работу этих ванн.
Ломка окалины перед травлением имеет большое значение, так как увеличивает производительность травильного агрегата и сокращает расход кислоты на травление. Далее полоса промывается струями горячей воды под давлением 1—1,2 МПа, подаваемой через сопла 12, и тянущими роликами 13 подается в дрессировочную клеть 14 (двух или четырехвалковую). При натяжении полосы роликами 13 и 15 и обжатии ее на 3—8 % в дрессировочной клети, выполняющей роль второго окалиноломателя, осуществляется дополнительное разрушение окалины для ускорения процесса химического травления в ваннах с раствором серной кислоты. Кроме того, дрессировочная клеть устраняет изломы полосы, образовавшиеся при разматывании рулона и прохождении через окалиноломатель, а также упрочняет полосу, что уменьшает возможность образования новых изломов при сматывании ее в рулон после травления.
Перед поступлением в травильную ванну полосу подогревают для ускорения травления в индукционной установке 16. Обычно в состав травильных агрегатов входят четыре ванны с кислотным раствором длиной 20-25 м.
Чтобы не останавливать непрерывный агрегат при необходимости смены отработавшего кислотного раствора, применяют каскадный способ обновления раствора. В этом случае вместо четырех отдельных травильных ванн устанавливается одна травильная ванна длиной около 100 м, состоящая из четырех секций. Свежий раствор серной кислоты (концентрация 20—22 %) непрерывно поступает в четвертую (по движению полосы) секцию. Из этой секции раствор пониженной концентрации непрерывно переливается через перегородку в третью ванну, затем из третьей во вторую и из второй в первую. Из первой секции отработанный раствор (концентрация кислоты примерно 10 %) непрерывно сливают в купоросную установку для регенерации. Поступление свежего раствора автоматически регулируется в зависимости от заданной производительности агрегата.
Каскадный способ обновления кислотного раствора улучшает качество травления, повышает производительность агрегата, так как в течение всего периода травления концентрация травильного раствора остается постоянной. Для поддержания высокой активности температура кислотного раствора достигает 90-100 °С.
Перед поступлением в промывочные ванны полоса проходит через отжимные ролики, предназначенные для уменьшения уноса травильного раствора. Из четвертой кислотной ванны полоса поступает для промывки в ванну с холодной водой и в ванну с горячей водой. При помощи сопел водой под давлением 1-1,2 МПа с полосы смываются остатки кислотного раствора и окалины. С этой же целью в ванне устанавливают электрозвуковые вибраторы. Во второй ванне полоса промывается в воде с температурой 85-95°С. После промывки полоса проходит сушильное устройство, где сушится горячим воздухом, и тянущими роликами подается во вторую петлевую яму.
Из последней полоса вытягивается роликами 18 и подается к гильотинным ножницам 19 для вырезки мест сшивки и разрезки полосы. Боковые кромки полосы обрезаются дисковыми ножницами 20 и разрезаются на мелкие кусочки кромкокрошителем 21. В установке электростатического промасливания 22 на полосу наносится тонкий (1-2 мкм) слой масла для предотвращения от коррозии при хранении протравленных рулонов на складе перед станом холодной прокатки. Рядом устанавливают обычные промасливающие ролики на случай выхода установки из строя. В моталке 24 полоса сматывается в рулон требуемой массы (15-35 т и более), после чего разрезается ножницами 23. Рулон сталкивается на транспортер 25, при помощи которого рулоны поступают на склад стана холодной прокатки или в отделение горячекатаных рулонов, где они могут подвергаться разделке на листы и продольной резке [5].
2.2.3 Термическая обработка и отделка холоднокатаной листовой углеродистой стали
Отделочные операции после холодной прокатки углеродистой листовой стали проводят в листах или рулонах. В первом случае требуется разделка холоднокатаных рулонов на агрегатах, установленных за станом холодной прокатки. На них образуют боковые кромки и делают поперечную резку рулона на листы мерной длины. Все дальнейшие отделочные операции (термическую обработку, дрессировку и др.) проводят в листах.
Во втором случае все отделочные операции после холодной прокатки осуществляют в рулонах массой до 25 т; разделка рулонов на листы является завершающей операцией. В современных цехах холодной прокатки обычно применяют этот способ отделки, так как при этом обеспечивается непрерывность процесса и автоматизация его. Все это позволяет увеличить производительность агрегатов и снизить трудоемкость процесса по сравнению с отделкой в листах.
При холодной прокатке листовой стали происходит упрочнение (наклеп) металла. Для устранения наклепа и получения структуры, обеспечивающей необходимые механические и технологические свойства листовой стали, холоднокатаная листовая сталь должна быть подвергнута отжигу. Так как при холодной прокатке углеродистой листовой стали суммарное обжатие равно не менее 50 %, обычной термической обработкой для такой стали является рекристаллизационный отжиг при 650-720 °С, обеспечивающий достаточно высокие механические и технологические свойства. Кроме того, при такой температуре отжига имеется меньшая опасность слипания витков.
Отжиг углеродистой листовой стали после холодной прокатки является окончательной термической обработкой, поэтому его проводят в защитной атмосфере, предохраняющей поверхность от окисления. После такого отжига, называемого светлым, листовая сталь в травлении не нуждается.
2.2.3.1 Колпаковая печь
В цехах холодной прокатки для отжига углеродистой листовой стали широко применяют колпаковые печи (рис. 2.3). Колпаковая печь состоит из неподвижного стенда (пода) 7, внутреннего колпака-муфеля 2, выполненного из жаропрочной стали, и наружного нагревательного колпака 1, установленного над муфелем и футерованного огнеупорным легковесным кирпичом. В этом колпаке (иногда в стенках стенда) внизу расположены горелки 9 и сделаны дымовые окна 6.
Рулоны 3 листовой стали укладывают на стенде в стопу и накрывают муфелем. Этот муфель устанавливают в специальный песочный затвор, предохраняющий отжигаемый металл от продуктов сгорания при нагреве и атмосферного воздуха при охлаждении. Затем муфель накрывают колпаком. Продукты сгорания, выходящие из горелок, экранами направляются к своду, затем опускаются и через дымовые окна отсасываются эжектором 5.
При нагреве и охлаждении рулонов внутрь муфеля непрерывно поступает защитный газ для предохранения поверхности листовой стали от окисления и появления цветов побежалости. Для ускорения нагрева применяют принудительную циркуляцию защитного газа, передающего тепло от стенки муфеля к торцовым и внутренним поверхностям рулонов. С этой целью современные колпаковые печи для отжига рулонов оборудованы специальными вентиляторами 8, установленными под стопой рулонов. Вентилятор забирает защитный газ из полости внутри рулонов и через специальный направляющий аппарат выбрасывает его в пространство между стенкой рулонов и муфелем. Защитный газ, получивший тепло от стенок муфеля, проходит между рулонами через отверстия в специальных ребристых прокладках 4, установленных между рулонами, поступает во внутреннюю полость рулонов и далее к вентилятору.
Для отжига рулонов листовой стали используют многостопные и одностопные колпаковые печи. Последние получают все большее распространение, так как имеют наилучший обогрев рулонов. Кроме того, нагревательные колпаки одностопных колпаковых печей имеют меньшую массу, что удешевляет здание и мостовые краны переноса колпаков. Загрузка этих печей более простая, так как садка состоит из 2-3 рулонов.
Обычно один нагревательный колпак обслуживает 3-4 стенда. Нагревательный колпак, после того как садка нагрета до заданной температуры, снимают и переносят на другой стенд. Такой порядок работы позволяет использовать тепло, аккумулированное в футеровке нагревательного колпака, для нагрева новой садки и, следовательно, увеличить производительность печи.
Для ускорения охлаждения применяют специальные охладительные колпаки, которые помещают над муфелями после переноса нагревательного колпака на другой стенд. На верху такого колпака устанавливают вентилятор, который засасывает в пространство между колпаком и муфелем холодный воздух, ускоряя этим охлаждение рулонов. При температуре ниже 300 °С для ускорения охлаждения применяют также воду, которую подают по трубопроводам на верх муфеля; последняя стекает по его наружной стенке или впрыскивается снизу и увлажняет воздух, засасываемый вентилятором охладительного колпака.
Колпаковые печи отапливают чаще всего коксовым газом, причем газ сгорает непосредственно в пространстве между нагревательным колпаком и муфелем или в радиационных трубах, изготовленных из жаропрочной стали.
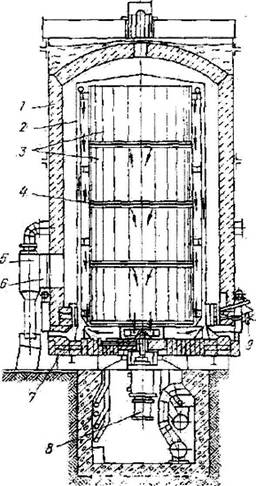
Рис. 2.3 Колпаковая печь для светлого отжига рулонов листовой стали после холодной прокатки
Электрические колпаковые печи в большинстве случаев применяют для термической обработки специальной листовой стали. Кроме того, для отжига листовой стали применяют непрерывные печи, которые позволяют значительно ускорить процесс производства холоднокатаной листовой стали, так как время отжига разматываемой полосы, проходящей через печь с большой скоростью, составляет несколько минут. В непрерывных печах рулоны разматываются, концы их свариваются и полоса движется непрерывно через печь, в которой она нагревается и охлаждается, а затем, по выходе из печи, сварные швы вырезают и полоса сматывается в рулоны. Большим преимуществом непрерывного отжига является также то, что полоса по всей длине имеет одинаковые механические свойства. Это обусловливается одинаковыми условиями нагрева и охлаждения. Следует отметить, что при непрерывном отжиге исключается опасность слипания витков рулона и наблюдается некоторое уменьшение коробоватости и волнистости полосы, получающихся при холодной прокатке.
2.2.3.2 Агрегат непрерывного отжига жести
На рис.2.4 показана схема агрегата непрерывного отжига жести. Рулоны жести подают к разматывателю. Обычно устанавливают два разматывателя 1 и 2, причем с одного из них полоса поступает в печь, а на другой в это время устанавливают новый рулон. Применение двух разматывателей позволяет сократить время перехода на новый рулон при окончании размотки предыдущего и этим уменьшить емкость петлевого устройства.
С разматывателя полосу подают тянущими роликами 3 к сдвоенным гильотинным ножницам 4, на которых обрезают задний конец предыдущего рулона и передний конец следующего рулона перед сваркой их внахлестку в электросварочной машине 7. Перед сварочной машиной и за ней имеются подающие ролики 5. Так как жесть подвергают лужению, поверхность ее перед отжигом очищают от масла, металлической пыли и других веществ, остающихся на полосе после прокатки. В противном случае образуется сажистый налет, который может привести к браку при лужении. После подающих роликов 5 полоса проходит петлевую секцию 6, состоящую из ванны химической обработки, щеточно-моечных машин, ванны электролитического обезжиривания и камеры для промывки водой и сушки полосы.
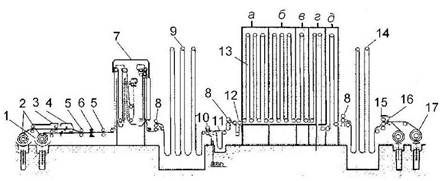
Рис. 2.4. Схема агрегата непрерывного отжига листовой стали с башенными печами
Далее полоса поступает в тянущие ролики 8 и в петлевую башню 9, обеспечивающую непрерывную работу отжигательной печи во время сварки концов. Эта башня представляет собой сварную металлическую конструкцию высотой около 20 м, под которой имеется петлевая яма. За петлевой башней установлены дисковые ножницы 10 для обрезки боковых кромок в случае, если на них есть мелкие трещины (во избежание обрывов полосы в печи), за которыми расположено небольшое петлевое устройство 11. Далее полоса проходит тянущие ролики 8 и регулятор натяжения 12, который создает необходимое натяжение полосы перед поступлением в печь. Отжигательная печь 13 состоит из камер нагрева а, выдержки б, замедленного охлаждения в, ускоренного охлаждения г и окончательного охлаждения д. В камере нагрева полоса делает три петли длиной 100 м и нагревается до 700-730 °С. На входе в эту камеру установлены специальные уплотняющие ролики, препятствующие проникновению воздуха в печь. С двух сторон каждой ветви петли расположены нагревательные элементы. Если печь отапливается газом, то нагревательным элементом являются радиационные трубы (коксодоменный газ сжигается в трубах). Если для нагрева применяют электроэнергию, то нагревателями являются элементы сопротивления.
Камера выдержки предназначена для выдерживания полосы при температуре нагрева и имеет электрический обогрев. В этой камере полоса также делает три петли общей длиной около 100 м. В камере замедленного охлаждения полоса делает только одну петлю и охлаждается до 500 °С, проходя между трубами с холодным воздухом. Предусмотренные в камере электронагреватели включают только в начале работы печи для разогрева кладки. В этой камере при замедленном охлаждении полосы обеспечивается полное выпадение мелкодисперсных карбидов, растворенных в феррите, что необходимо для повышения пластических свойств металла. Далее полоса проходит камеру ускоренного охлаждения, где она делает 10 петель, проходя через каналы с водяными рубашками. Для ускорения охлаждения осуществляется циркуляция защитного газа. В камере ускоренного охлаждения полоса охлаждается до 120-150 °С. Во всех четырех камерах полоса находится в атмосфере защитного газа, поэтому по выходе из четвертой камеры поверхность полосы будет светлой (при 120-150 °С цвета побежалости не образуются). Дальнейшее охлаждение полосы до температуры не выше 50 °С производится в камере окончательного охлаждения, где полоса делает одну петлю. В этой камере полосу охлаждают холодным воздухом. Исследования показывают, что время отжига можно сократить в несколько раз, используя ускоренный нагрев и охлаждение полосы. Для быстрой заправки полосы печь имеет люки сверху и снизу, а также специальные механизмы, осуществляющие заправку.
За печью непрерывного отжига имеются выходные тянущие ролики 8 и петлевая башня с ямой 14. Далее установлены тянущие ролики 15, ножницы 16 для вырезки сварных швов и две моталки 17, оборудованные уборочными устройствами для рулонов. При непрерывном отжиге полоса под натяжением проходит петлевой путь в башнях, огибая направляющие профилированные ролики на 180°, благодаря чему ее легче центрировать; поэтому скорость движения полосы достигает в этих печах до 10 м/с. Производительность непрерывных печей башенного типа составляет 30-50 т/ч.
Кроме агрегатов непрерывного отжига с вертикальной печью, применяют также агрегаты с горизонтальным расположением печи.
Длина этих печей достигает 150-200 м, что является одним из недостатков, так как они удлиняют здание цеха. Для уменьшения длины печей ролики для перемещения полосы располагают в несколько рядов по высоте. В этом случае полоса с помощью роликов делает несколько поворотов по высоте рабочего пространства печи и после этого выходит из печи. В горизонтальных печах отжигают полосы толщиной 0,5-2,0 мм. Производительность таких печей низкая (10-15 т/ч) вследствие того, что по условиям центрирования движущейся полосы скорость ее не превышает 1,5-2,0 м/с. При скорости движения полосы более 2,0 м/с происходит сильное биение и сползание полосы к стенкам печи.
Преимуществами этих агрегатов являются меньшая высота цеха, более простой ввод в печь переднего конца полосы и более легкая наладка в случае разрывов полосы.
2.2.3.3 Дрессировка
Следующая операция отделки холоднокатаных листов углеродистой стали - дрессировка, которая заключается в холодной прокатке металла с обжатиями в пределах 0,5-3 %.
Дрессировка углеродистой листовой стали, применяемой главным образом в автотракторной промышленности, предназначена для предотвращения появлений линий сдвига при штамповке (линий Чернова - Людерса), что исключает ее применение без дополнительной обработки - дрессировки. Эти линии бывают настолько резко выражены, что даже после покраски и эмалирования они остаются заметными. Для изделий, к поверхности которых предъявляют повышенные требования, листовая сталь с линиями сдвига совершенно непригодна.
Кроме того, в результате дрессировки заметно улучшается поверхность листовой стали. Мягкая листовая сталь после дрессировки приобретает некоторую упругость, что предохраняет ее от ломки и смятия при дальнейшей обработке. В результате дрессировки несколько повышается прочность листовой стали, а также уменьшается волнистость и коробоватость листов.
В современных цехах холодной прокатки для дрессировки углеродистой листовой стали применяют одноклетевые или двухклетевые четырехвалковые станы, которые по конструкции аналогичны станам холодной прокатки. Дрессировка на этих станах производится с натяжением, при котором обеспечивается не только обжатие металла, но и правка его растяжением. При дрессировке углеродистой листовой стали толщиной 0,5-1,5 мм натяжение составляет 0,7-0,8 предела текучести. Для лучшей правки и получения гладкой поверхности полосы желательно на дрессировочных станах применять рабочие валки большого диаметра (для получения большего упругого сплющивания валков и большей длины контакта с полосой). Однако для унификации на дрессировочных станах применяют валки того же диаметра, что и на станах холодной прокатки данного цеха (500-600 мм).
На рис. 2.5 показан общий вид одноклетевого дрессировочного четырехвалкового стана 500/1300х1200 конструкции УЗТМ для дрессировки отожженной полосы и жести толщиной 0,2-0,6 мм и шириной 1000 мм, масса рулона 15 т.
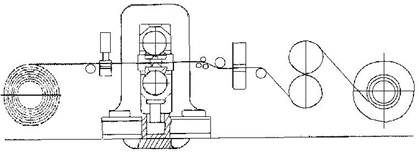
Рис 2.5. Одноклетевой дрессировочный стан 500/1300x1200 для тонкой жести
К качеству поверхности тонкой полосы (0,2-0,35), предназначенной для покрытия оловом (лужения), предъявляются весьма жесткие требования: поверхность полосы должна быть гладкой и блестящей. Для обеспечения качественной правки полосы перед рабочими клетями и за ними установлены натяжные ролики. Они не соприкасаются своими бочками; полоса огибает ролики по S-образной кривой (восьмеркой) и растягивается между ними с усилием, создающим натяжения в полосе, равные пределу текучести.
При дрессировке полосы разматыватель и первые натяжные ролики (а в некоторых случаях - и первая клеть) работают на тормозном режиме, создавая натяжение полосы. Натяжение на выходном участке стана создается моталкой и вторыми натяжными роликами, работающими в двигательном режиме.
Максимальное усилие металла на валки при дрессировке составляет 5 МН. Каждый рабочий валок снабжен индивидуальным приводом от двух электродвигателей, установленных на одной оси, при помощи универсального шпинделя типа удлиненной зубчатой муфты. Толщина полосы измеряется летучим изотопным микрометром, установленным за первой клетью. Максимальная скорость дрессировки 25 м/с; производительность стана 100 т/ч, т.е. соответствует производительности непрерывного стана холодной прокатки. Масса оборудования стана около 1000 т.
2.2.3.4 Поперечная и продольная резка рулонов
К другим операциям отделки тонколистовой углеродистой стали относят поперечную и продольную резку рулонов. Для резки полосы в соответствии с заказами в цехе холодной прокатки устанавливают следующие агрегаты: 1) поперечной резки полосы на мерные длины; 2) продольной резки широкой полосы на более узкие полосы, сматываемые в рулоны; 3) комбинированные для поперечной и продольной резки.
2.2.3.4.1 Поперечная резка
На рис. 2.6 показана схема агрегата поперечной резки холоднокатаной полосы толщиной 0,6-2,0 мм и шириной 750-1550 мм на листы мерной длины. Масса рулонов 30 т, наружный диаметр 2200 мм, внутренний диаметр 600 мм. Скорость движения полосы в агрегате 1,0-6,0 м/с.
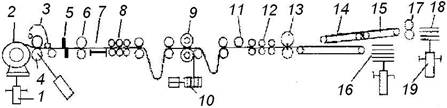
Рис. 2.6 Агрегат поперечной резки холоднокатаной полосы 0,6-2,0х1550 мм
При помощи цепного транспортера рулоны подают к агрегату по оси разматывателя. Очередной рулон при помощи передвижного подъемного гидравлического стола 1 надвигается на консольный барабан разматывателя 2; последний автоматически расклинивается (увеличивается его диаметр) и поворачивается в положение, необходимое для отгибания переднего конца полосы магнитным отгибателем 3 правильно-тянущей машины 4. Передний конец полосы (длиной 1-2 м) отрезают гидравлическими гильотинными ножницами 5, подают роликами 6 на наклонный стол 7 и сбрасывают в боковой короб для обрези. Для создания натяжения полосы разматыватель работает в генераторном режиме. Протягивание полосы на этом участке осуществляют передние тянущие ролики правильной машины 8 для грубой правки полосы. Боковые кромки полосы отрезают дисковыми ножницами 9 и сматывают мотки моталкой 10. Окончательная правка полосы осуществляется второй правильной машиной 12, после чего полоса разрезается на листы мерной длины летучими барабанными ножницами 13. Пакетирующее устройство состоит из трех секций: первая 16 предназначена для бракованных листов, а остальные две 18 - для годных. Листы направляют на пакетирующие столы распределительными ленточными транспортерами 14 и 15. Над нижней ветвью этих транспортеров установлены переключающие электромагниты. Переключение этих магнитов осуществляется от импульса приборов контроля качества поверхности полосы, расположенных на столе 11 перед второй правильной машиной. Перед поступлением на пакетирующие столы годные листы промасливают в устройствах 17. При опускании стола 19 поддон с пакетом листов устанавливается на тележку, которая выкатывается в боковую сторону, взвешивается на весах и краном переносится на склад.
Агрегат характеризуется высокой производительностью (30-50 т/ч), большинство операций на нем выполняется автоматически.
2.2.3.4.2 Продольная резка
На рис. 2.7 показана схема агрегата продольной резки, предназначенного для обрезки боковых кромок рулонной полосы и резки ее на узкие полосы. Масса рулона 30 т, толщина полосы 0,4-2,0 мм, ширина 750-1550 мм. Готовые узкие рулоны имеют массу до 10 т, наружный диаметр до 1600 мм, внутренний диаметр 600 мм, ширину 80 мм и более. Скорость движения полосы 1,5- 7,0 м/с.
Исходный рулон устанавливают на барабан разматывателя 1, конец полосы отгибается магнитным отгибателем 2 и обрезается ножницами 3. Для создания натяжения полосы роликами 4 разматыватель работает в генераторном режиме.
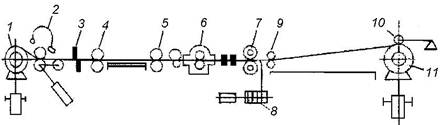
Рис. 2.7 Агрегат продольной резки холоднокатаной полосы 0,4-2,0x1550мм
Полоса проходит через контрольно-маркировочный стол 5, промасливающее устройство 6 и дисковыми многопарными ножницами 7 разрезается на несколько узких полос. Боковые кромки сматываются в бунты моталкой 5.
Передние концы узких полос захватываются передвижными роликами 9 и заправляются в щель барабана моталки 11. При этом полосы отводятся одна от другой на некоторое расстояние и в образующиеся зазоры опускаются разделительные кольца, сидящие на подъемном ролике 10; при помощи этих колец образуются ровные торцы узких рулонов. По окончании наматывания рулоны обвязывают узкой полосой и сталкивают на один из трех штырей поворотного пакетирующего устройства. Производительность агрегата 20-40 т/ч [5].
2.3. Техническая характеристика двадцативалкового стана 500.
Для холодной прокатки тонколистовой стали используют многовалковые станы, преимущественно двадцативалковые станы (рис. 2.8).
Исходная холоднокатаная лента: предел прочности - до 1300 МПа, толщина до 1,05 мм, ширина 200 - 400 мм, наружный диаметр рулона до 1350 мм, масса рулона до 3 т; конечная толщина ленты до 0,05 мм. Диаметр рабочих валков 50 - 80 мм; максимальное усилие на валки при прокатке 1 МН, скорость прокатки до 7,5 м/с; натяжение моталкой от 2 до 80 кН.
Оборудование стана:
· загрузочное устройство для подачи исходных рулонов от накопителя и надевания рулона на барабан разматывателя;
· консольный разматыватель «плавающего» типа для установки и автоматического центирования ленты по оси прокатки с точностью до 1 мм;
· отгибатель скребкового типа для отделения переднего конца ленты на рулоне и подаче его роликами в правильную машину;
· правильная пятироликовая машина для правки переднего и заднего концов ленты;
· гильотинные гидравлические ножницы для обрезки концов ленты;
· дисковые ножницы с кромкокрошителем для обрезки боковых кромок при прокатке ленты с разматывателя;
· проводковый стол для поддержания переднего конца ленты при заправке ее в валки;
· моталка правая для создания натяжения при прокатке и намотки ленты в рулон со съемными двухопорными барабанами; барабан приводится двумя элоктродвигателями через редуктор с двумя передаточными числами (i = 1 и 4,5); переключение осуществляется кулачковой муфтой с приводом от пневмоцилиндра;
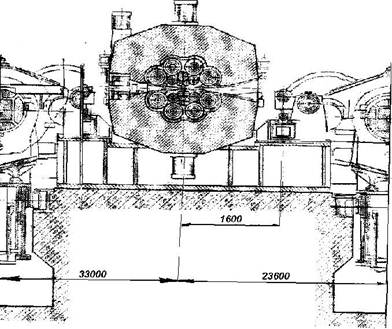
Рис. 2.8. Двадцативалковый стан 55х1200
· рабочая клеть, состоящая из станины-моноблока с валками диаметром 2X50, 4X70, 6X110 и 8X180 мм, двух измерителей натяжения, двух измерителей толщины ленты, направляющих роликов, проводкового устройства, обеспечивающего подачу смазки со стороны входа ленты в валки и устройства для смены валков. Станина с валками имеет гидравлическое нажимное устройство с реечным и эксцентриковыми передачами, гидравлическое устройство для регулирования профиля рабочих валков путем воздействия через опоры опорных роликов и устройство для осевого перемещения профилированных первых промежуточных валков;
· моталка левая аналогична правой и, кроме того, имеет: подъемник барабана для обеспечения перемещения рулона с рабочей позиции на позицию перематывания, привод перемоточного устройства и разматыватель бумаги;
· моталка-разматыватель для намотки прокатанной ленты на консольный барабан и для размотки рулона при перемотки ленты на съемный барабан моталки; для недопущения телескопичности при намотке и размотке выполнена «плавающей» со следящей гидравлической системой (по аналогии с разматывателем);
· устройство для загрузки рулонов, намотанных на транспортировочные гильзы и разгрузки гильз после смотки с них рулонов ленты.
На стане установлены следующие приборы и системы для контроля и автоматического регулирования технологических и электрических параметров: измерители толщины полосы; измерители натяжения полосы; счетчики витков на моталках; измерители диаметра рулонов на моталках, разматывателе и моталке промежуточного устройства; измеритель скорости прокатки; приборы контроля электрических параметров электродвигателей; натяжения бумаги на бумагомоталках; центрирования полосы по оси прокатки; точной остановки стана в конце каждого пропуска; поддержания давления и температуры технологической смазки и управления ее подачей на валки.
В рабочей клети два верхних и два нижних промежуточных валка диаметром 110 мм приводятся от электродвигателя постоянного тока мощностью 650 кВт через шестеренную клеть и шарнирные шпиндели.
Для привода каждой моталки применены два электродвигателя постоянного тока мощностью по 315 кВт (500/1500 об/мин); при большом натяжении полосы работают оба двигателя через редуктор с передаточным числом i = 4,5; при малых натяжениях тонкой ленты работает один двигатель через редуктор с i = 1 [6].
2.4. Основные расчетные параметры
2.4.1 Холодная деформация.
По мере увеличения степени холодной деформации металл утрачивает свои природные пластические свойства и становится жестким и хрупким, т.е. труднодеформируемым. Для восстановления пластических свойств металла с целью дальнейшей его деформации необходимо снять наклеп и возвратить металлу его прежние механические свойства. Для этой цели холодная пластическая деформация всегда сопровождается промежуточными нагревами (отжиг, рекристаллизация). При горячей деформации металлов пластические свойства их выше, а сопротивление деформации (давление со стороны рабочего инструмента, например, валков) ниже, чем при холодной деформации. Отсюда следует, что горячая деформация экономически более выгодна, чем холодная. Поэтому последнюю применяют только в том случае, если по различным техническим и технологическим требованиям готовый катаный продукт нельзя получить в горячем состоянии: тонкую стальную ленту, проволоку и т.д [6].
2.4.2 Расчет усилия и момента прокатки стальной ленты
(толщиной: 4,0 à 3.5 à 2.0 à 1.4 à 1)
Данные для расчета первого прохода
Начальная толщина для второго прохода h0 = 4,0 мм.
Выходная толщина h = 3,5 мм
Скорость прокатки Vпр = 3 м/с
Ширина ленты S =356 мм
Коэффициент трения валков f = 0,2.
Коэффициент формулы для определения условного предела текучести σ 0,2 при холодной прокатке:
А =50,0;
В =6,7;
ψ = 0,36.
1. Абсолютное обжатие:
∆h = h0 – h
∆h = 4.0 - 3.5 = 0.5 мм
2. Относительное обжатие:
ε = ∆h/h0*100%
ε = 0,5/4,0*100% = 0,125*100% = 12,5%
3. Угол захвата:

![]() рад
рад
4. Длина дуги захвата:
![]()
![]()
5. Параметр прокатки:
δ = 2*f/a
δ = 2*0.2/0.045 = 8.89
6. Площадь контакта:
Fk = S*L
Fk = 0.356*0.01118 = 0.004 м2
Выводы:
В данной части дипломного проекта рассмотрена технология производства холоднокатаной нержавеющей ленты.
После изучение технологического производства предлагается осуществить мероприятия, направленные на увеличение выпуска холоднокатаной нержавеющей ленты и улучшение технико-экономических показателей работы цеха, в том числе и снижение себестоимости продукции.
1. Применение рулонного подката вместо сварного. Это мероприятие позволит увеличить выход годного и тем самым снизит удельный расход листового проката (условно).
2. Внедрение новой технологии обработки нержавеющей ленты марки 12Х17. Эффект от внедрения новой технологии производства нержавеющей ленты марки 12Х17 заключается в том, что при улучшении механических свойств и качества поверхности удается избежать затрат на передел нержавеющей ленты марки 12Х17 на линии светлого отжига и тем самым позволит снизить цеховую себестоимость готовой продукции.
3. реконструкция термотравильного и отделочного отделения, которая позволит увеличить выпуск ленты примерно на 25%.
3. СОДЕРЖАТЕЛЬНО-АНАЛИТИЧЕСКАЯ ЧАСТЬ
3.1. Краткая характеристика ОАО ММЗ «Серп и молот»
ОАО ММЗ «Серп и молот» - одно из самых крупных промышленных предприятий города Москвы, с численностью ППП 2 428 человек (по данным на 01/01/2006 года). Завод относится к отрасли черной металлургии и специализируется на выпуске сортового и листового проката, ленты, калиброванной стали, проволоки и специальных сталей и сплавов, в том числе нержавеющих и жаропрочных марок. По целому ряду видов продукции завод является монополистом в РФ (быстрорежущий лист, тончайшая нержавеющая лента, сталь со специальной отделкой поверхности).
До 1991 года продукция завода строго лимитировалась, и завод имел свыше 2,5 тыс. потребителей, 38% которых относились к оборонному комплексу, либо были тесно связаны с ним. На потребителей московского региона приходилось более 29% продукции завода.
В настоящее время в связи с конверсией военного производства и общим кризисом народного хозяйства, объем производства снизился в несколько раз, общая численность работников ОАО ММЗ «Серп и молот» с 10 000 человек (в 1985 г.) снизилась до 2 180 человек (в 2006 г.). Эти факторы способствовали ухудшению финансового положения предприятия.
Тем не менее, в последние года объем готовой продукции в стоимостном выражении имеет тенденции к снижению, но по некоторым позициям продукция завода находит все новых и новых потребителей (за счет выпуска новых марок стали, а также пуска в 2002 г., например, УВОС - установки внепечной обработки стали).
Также администрация завода старается привлекать на работу квалифицированных рабочих, грамотных специалистов и руководителей и делает упор на привлечение молодого персонала.
3.1.1. Создание ОАО ММЗ «Серп и молот». Учредители предприятия.
Особенности уставной деятельности.
Историческое развитие завода «Серп и молот» начинается с 1883 года, когда царем был подписан Указ, утвердивший Устав Акционерного Товарищества Московского металлургического завода. Руководство предприятием осуществляло Правление, председателем которого был владелец 50-ти % акций и земельного участка, на котором стоял завод, купец 1-ой гильдии Гужон Юлий Петрович. В 1884 году завод уже выпустил свою первую продукцию. В июне 1917 года на заседании Особого Совещания по обороне при Временном Правительстве было принято решение о секвестре завода (ограничении власти владельца в пользу государства). Было назначено Временное Правительственное Правление. Таким образом, с 1 июля 1917 года предприятие стало называться - Государственный Большой Московский Металлургический завод 9. Лишь только осенью 1922 года завод получил свое название - завод «Серп и молот».
В ноябре 1992 года завод преобразован в акционерное общество открытого типа Московский металлургический завод «Серп и молот». Согласно новому Уставу, основной целью производственной деятельности ОАО ММЗ «Серп и молот» является получение прибыли, увеличения объема производства, снижение издержек и повышение конкурентоспособности. Общество может осуществлять любые виды хозяйственной деятельности, за исключением запрещенных законом, имеет право осуществлять сделки и иные юридические акты (соглашения), в том числе купли-продажи, мены, перевозки, страхования, кредитные, вексельные, бартерные, экспорт продукции, производимой и потребляемой Обществом, осуществлять операции с ценными бумагами, в том числе и их реализацию. Для осуществления уставной деятельности Общество вправе использовать на коммерческой основе продукцию своих контрагентов, входить в союзы, ассоциации, объединения, научно-технические организации. Помимо основных видов деятельности (производство и реализация металлопродукции), Общество осуществляет: капитальное строительство и реконструкцию действующих производственных и социальных объектов, торгово-закупочную и посредническую деятельность, оказание платных услуг населению, сервисное обслуживание, внешнеэкономическую деятельность.
Для создания Общества и обеспечения его деятельности образован Уставной капитал.
Уставный капитал ОАО ММЗ «Серп и молот» составляется из номинальной стоимости акций Общества, приобретенных Акционерами.
Акционерам, по их требованию, выдается свидетельство на суммарную номинальную стоимость акций, находящихся во владении. Свидетельство подтверждает право владения поименованного в нем лица определенным числом акций.
Балансовая и чистая прибыль Общества определяется в порядке, предусмотренном действующим законодательством.
Чистая прибыль после обязательных платежей остается в полном распоряжении общества и может быть направлена на:
1. формирование резервного фонда;
2. выплату дивидендов по акциям;
3. увеличение Уставного капитала;
4. формирование прочих фондов;
5. благотворительные цели.
Общество вправе раз в год принимать решение о выплате дивидендов по размещенным акциям. Дивиденды выплачиваются из чистой прибыли Общества за текущий год. Решение о выплате годовых и промежуточных дивидендов, размере дивиденда и форме его оплаты по акциям принимается общим собранием акционеров Общества.
Органами управления Общества являются.
• Общее собрание акционеров;
• Совет директоров;
• Генеральный директор.
К исключительной компетенции Общего собрания относятся следующие вопросы:
1) внесение изменений и дополнений в Устав Общества или утверждение Устава Общества в новой редакции;
2) реорганизация Общества;
3) ликвидация Общества, назначение ликвидационной комиссии;
4) определение количественного состава, избрание членов Совета директоров и досрочное: прекращение их полномочий, утверждение Положения о Совете директоров;
5) дробление и консолидация акций;
6) уменьшение уставного капитала Общества путем уменьшения номинальной стоимости акций, приобретения Обществом части акций в целях сокращения их общего количества или погашения не полностью оплаченных акций;
7) утверждение годовых отчетов, бухгалтерских балансов, счета прибылей и убытков Общества, распределение его прибылей и убытков, принятие решений о выплате дивидендов.
Совет директоров Общества осуществляет общее руководство деятельностью Общества, за исключением решения вопросов, отнесенных Уставом к исключительной компетенции Общего собрания акционеров.
Члены совета директоров Общества избираются годовым общим собранием акционеров в порядке предусмотренном Уставом Общества, сроком на 1 год.
Из своего состава члены Совета директоров большинством голосов от общего числа членов Совета избирают Председателя Совета директоров Общества.
Совмещение постов Председателя и Генерального директора не допускается.
Руководство текущей деятельностью Общества осуществляется единоличным исполнительным органом Общества - Генеральным директором, с которым Совет директоров Общества, в лице его Председателя, заключает срочный контракт сроком до пяти лет. Назначение Генерального директора и досрочное прекращение его полномочий осуществляется по решению Совета директоров Общества. Генеральный директор Общества без доверенности действует от имени Общества, осуществляет оперативное руководство деятельностью Общества, распоряжается имуществом Общества в пределах, установленных Уставом, подписывает финансовые документы, представляет интересы Общества, как в РФ, так и за ее пределами, организует ведение бухгалтерского учета и отчетности и др.
3.1.2. Производственная структура предприятия
Завод «Серп и молот» имеет сложную производственную структуру, что обусловлено технологией производства предприятия, его масштабами, необходимостью контроля и четкого руководства производственно-хозяйственной деятельностью завода. Производственную структуру наглядно представляет схема, которая показана на рис. 3.1.
В состав завода входят 6 основных производственных цехов, непосредственно занимающихся производством и изготовлением металлопродукции:
1. Электрофасоннолитейный цех (ЭФЛЦ)
2. Сортопрокатный цех (СГЩ)
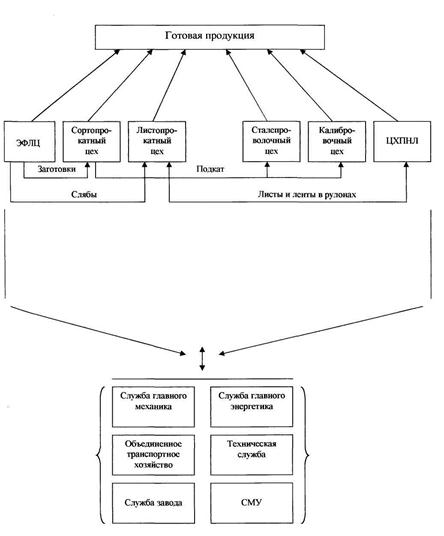
Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот»
3 Листопрокатный цех (ЛПЦ)
4 Сталепроволочный цех (СтПЦ)
5 Калибровочный цех
6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ)
Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и обеспечивающие непрерывность производственного процесса:
1. Служба главного механика:
- Отдел главного механика;
- Цех ремонта металлургического оборудования (ЦРМО);
- Ремонтно-механический цех;
- Ремонтно-строительный цех;
- Цех ремонта металлургических печей (ЦРМП).
2. Служба главного электрика:
- Отдел главного энергетика;
- Электрический цех;
- Энергетический цех;
- Цех контрольно-измерительных приборов и автоматики (КИПиА);
- Цех технической диспетчеризации (ЦТД);
- Специализированный цех водного хозяйства (СЦВХП);
- Центральная электротехническая лаборатория (ЦЭЛ).
3. Объединенное транспортное хозяйство:
- «Автосервис»;
- Железнодорожный цех;
- Автотранспортный цех.
4. Техническая служба:
- Центральная заводская лаборатория (ЦЗЛ);
- Проектно-конструкторский отдел (ПКО);
- Технический отдел;
- - Отдел технического контроля (ОТК).
5. Служба завода:
- Заводоуправление;
- Контрольно-пропускной пункт (КПП);
- Информационно-вычислительный центр (ИВЦ);
- Управление маркетинга;
6. Строительно-монтажное управление (СМУ) - представлен на заводе «Серп и молот» самостоятельным цехом.
Для решения социальных, культурно-бытовых и вопросов отдыха работников завода «Серп и молот» существует непромышленная группа, которая включает в себя:
- Гостиницу;
- Дом культуры (ДК);
- Оздоровительный комплекс «Бронницы»
- Стадион «Металлург (ДСО);
- Профилакторий «Металлург»;
- Медико-санитарную часть № 21 (МСЧ).
Общая численность работников на 01/01/2006 г. составляет 2 428 человек. В основных цехах завода «Серп и молот» в настоящее время работает 2 201 человек, из которых - 1 730 рабочих (основные рабочие), 407 человек РСиС и 54 человек - это совместители и подрядчики. Работники всех производственных цехов и вспомогательных служб завода относятся к промышленно-производственному персоналу (Ш111), их численность в настоящее время составляет 2 191 человек. Работники непромышленной группы относятся к непромышленному персоналу, их численность - 237 человек.
3.1.3. Организационная структура управления ОАО ММЗ «Серп и молот»
Величина получаемой прибыли, выполнение показателей производственных планов, создание оптимальных условий для эффективного использования трудовых и материально-технических ресурсов в значительной мере зависят от построения органов управления и четкого распределения функций между ними. Ознакомиться с организационной структурой управления ОАО ММЗ «Серп и молот» позволяет рис. 3.2.
Высшим органом управления завода «Серп и молот» является Общее Собрание акционеров, к исключительной компетенции которого относится изменение Устава и размера Уставного капитала, избрание членов Совета директоров, утверждение годовых результатов деятельности предприятия, а также реорганизация и ликвидация Общества. В промежутках между Общими Собраниями высшим органом управления Обществом является Совет директоров. Из числа членов Совета директоров избирается Генеральный директор. Основной задачей Совета директоров является выработка политики с целью увеличения прибыли Общества и обеспечения оптимальных условий работы.
Следует отметить, что в своем непосредственном подчинении генеральный директор имеет первого заместителя - главного инженера, а также главного бухгалтера и директоров служб завода.
На заводе создан и действует эффективный контроль труда и производства. Регулярно проводятся совещания с руководителями всех подразделений (согласно структуре управления), а также совещания руководителей подразделений со своими подчиненными, для оперативного решения задач налажена селекторная связь, проводятся диспетчерские совещания. Все эти методы положительно зарекомендовали себя на практике и используются в повседневном руководстве хозяйственно-экономической деятельностью завода.
Переход на акционерную форму работы потребовал совершенствования форм и методов управления. Периодически для проведения документальной проверки и подтверждения достоверности отчетностей на заводе проводятся внутренние и внешние аудиторские проверки. С этой целью на заводе создан Отдел менеджмента качества (ОМК). Решением таких задач, как ценовая и торговая политика, реклама готовой продукции занимается управление маркетинга.
С постоянными поставщиками сырья, материалов и полуфабрикатов для основной производственной деятельности у завода сложились длительные экономические связи, тем не менее, постоянно налаживаются и новые связи. К основным поставщикам завода «Серп и молот» относятся:
• АОЗТ «Прокат черных металлов» (г. Новосибирск);
• АО «МЕЧЕЛ» Челябинский литейный завод;
• Видновский огнеупорный завод;
• АО «Электросталь» (г. Электросталь Московской области);
• АО «МЗ Сибэлектросталь» (г. Красноярск);
• АО «Златоустинский МЗ» (г. златоуст Челябинской области);
• Боровичевский огнеупорный завод (Г. Боровичи Нижегородской области);
• Комбинат «Магнезит» (г. Сатка Челябинской области);
• Фирма «Росконтакт» (г. Москва).
Для производства и сбыта продукции, особенно в условиях рыночных отношений, необходимы обширные экономические связи. Ежегодно на заводе «Серп и молот» формируется «портфель заказов» путем заключения договоров с потребителями. За последние годы в связи с перераспределением потребителей металлопродукции во всем государстве претерпел существенные изменения и состав потребителей продукции завода. В данный момент преобладают потребители из Европейской части России. Покупателями продукции завода являются предприятия машиностроительной, металлообрабатывающей, автомобильной, шарикоподшипниковой, станкостроительной, авиационной промышленности и т.д., т.е. основных отраслей тяжелой промышленности РФ. Некоторые потребители имеют с заводом устойчивые экономические связи в течение нескольких лет. Поставка продукции потребителям осуществляется по договорам, в которых указывается наименование, цена на произведенную продукцию, сроки и система расчетов. Завод осуществляет расчеты, как за наличный, так и за безналичный расчет.
Для реализации покупателям в качестве готовой продукции заводом «Серп и молот» предлагаются следующие виды металлопродукции, представленные в табл. 3.1.
Таблица 3.1.
Виды и сортамент готовой продукции ОАО ММЗ «Серп и молот»
| № п/п | Вид продукции | Параметры | Марочный сортамент |
| 1 | 2 | 3 | 4 |
| 1 | Сталь листовая |
Толщина 2-12 мм, ширина 700-1000 мм, длина 800-2000 мм; группа качества поверхности: М2Б-М4Б; М4Г; М4В. |
1. Безникелевая нержавеющая сталь 2. Хромоникелевая нержавеющая сталь 3. Коррозионно-стойкая нержавеющая сталь 4. Жаропрочная сталь 5. Инструментальная сталь 6. Конструкционная (легированная) сталь |
| Горячекатаная полоса |
Толщина 20-50 мм, ширина 400 мм, длина 2000-2500 мм. |
||
| Сталь листовая холоднокатаная |
Толщина 0,8-3,0 мм, ширина 700-1000 мм, длина 1400-2000 мм; группа качества поверхности: М4В. |
||
| 2 | Сортовой горячекатаный прокат в прутках | Круглого и шестигранного профиля: диаметр 12-65 мм, длина до 9000 мм. |
1. Безникелевая нержавеющая сталь 2. Хромоникелевая нержавеющая сталь 3. Жаропрочная сталь 4. Инструментальная сталь 5. Автоматная сталь 6. Конструкционная (легированная) сталь, сталь обыкновенного качества и сталь со спецсвойствами |
| Сортовой горячекатаный прокат в бухтах (бунтах) | Круглого профиля диаметром 6,5-24 мм и шестигранного профиля диаметром 11-24 мм. Вес бунта от 300 кг и более, внутренний диаметр 750 мм. | ||
| 3 | Сортовая холоднотянутая сталь | Круглого и шестигранного профиля: диаметр 3,0-50 мм, длина прутков 3000-6000 мм. Сталь диаметром 3,0-3,9 мм поставляется в бунтах. |
1. Безникелевая нержавеющая сталь 2. Хромоникелевая нержавеющая сталь 3. Жаропрочная сталь 4. Инструментальная сталь 5. Автоматная сталь (в т.ч. свинцовосодерж.) 6. Конструкционная (легированная) сталь, сталь обыкновенного качества и сталь со спецсвойствами |
| 4 | Лента стальная холоднокатаная |
Толщина 0,05-2,0 мм, ширина полосы 9,0-400 мм. |
1. Безникелевая нержавеющая сталь 2. Хромоникелевая нержавеющая сталь 3. Жаропрочная сталь 4. Сварочная сталь |
| 5 | Сталь со специальной отделкой поверхности -«серебрянка» | Диаметр 1,0-6,0 мм; 10,0-42,0 мм, длина прутка 2500-6000 мм. |
1. Безникелевая нержавеющая сталь 2. Хромоникелевая нержавеющая сталь 3. Жаропрочная сталь 4. Инструментальная сталь 5. Автоматная сталь (в т.ч. свинцовосодерж.) 6. Конструкционная (легированная) сталь, сталь обыкновенного качества и сталь со спецсвойствами |
| 6 | Проволока стальная | Диаметр 1,0-9,2 мм, поставляется в бунтах весом до 40 кг. |
1. Сварочная легированная 2. Сварочная нержавеющая 3. Наплавочная легированная 4. Шарикоподшипниковая 5. Проволока нержавеющая |
Основными потребителями металлопродукции завода «Серп и молот» являются предприятия автомобилестроения, приборостроения, нефтедобывающего и нефтеперерабатывающего комплексов, которые представлены в табл. 3.2.
Таблица 3.2. Перечень основных потребителей готовой продукции ОАО «Серп и молот»
| № п/п | Наименование потребителей | Город |
| 1 | АО «АвтоВАЗ» | Тольятти |
| 2 | АО «ЗИЛ» | Москва |
| 3 | АО «Московский подшипник» | Москва |
| 4 | Ногинский завод топливной аппаратуры | Ногинск |
| 5 | Ярославский моторный завод | Ярославль |
| 6 | Заволжский моторный завод | |
| 7 | Минский автомобильный завод | Минск |
| 8 | Минский тракторный завод | Минск |
| 9 | Гродненский завод автомобильных агрегатов | Гродно |
| 10 | Гродненский завод торгового машиностроения «Гомельсельмаш» | Гомель |
| В 2000 - 2003 гг. завод экспортировал свою продукцию в Болгарию, Иран. Китай, Сирию. В 2004 2006 гг. осваивается поставки нержавеющей ленты в Швецию, Грецию, Германию. | ||
На заводе проводится и будет продолжаться постоянная работа по изменению технологий производства в основных цехах, совершенствованию марочного и профилеразмерного сортамента, повышению качества продукции и ее сертификации.
3.1.4. Организация экономической службы
Организация, подчиненность и выполняемые функции экономических служб завода представлены на схеме, расположенной на рис. 3.3.
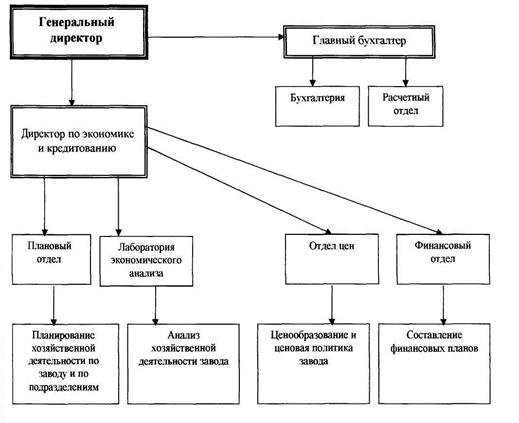
Рисунок 3.3. Организация экономических служб завода «Серп и молот» и выполняемые ими функции.
На экономическую службу завода возложены многие важные задачи управления, организации, планирования, учета, составления отчетности, контроля и анализа производственной, хозяйственной и финансовой деятельности завода.
Оптимальная организация экономической службы и четкое разграничение выполняемых функций между ее отделами позволяет администрации завода всегда быстро получать необходимую информацию.
3.1.4.1. Экономические службы завода, в компетенцию которых входит решение вопросов по учету и анализу трудовых показателей
Структура отделов экономической службы, занимающихся учетом и анализом труда и заработной платы на ОАО ММЗ «Серп и молот» представлена на рис. 3.4.
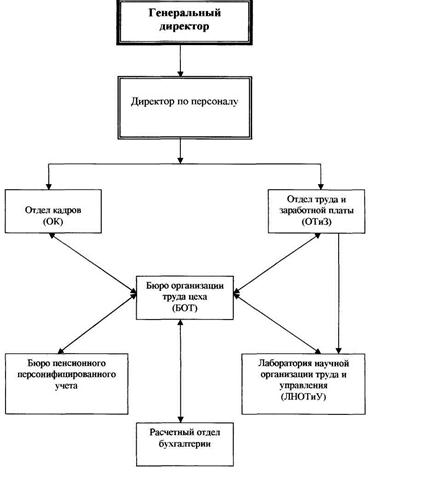
Рисунок 3.4. Структура отделов экономической службы, занимающихся организацией, учетом и анализом труда и заработной платы на заводе ОАО ММЗ «Серп и молот»
Остановимся на основных функциях и задачах этих подразделений.
■ Генеральный директор организует работу предприятия и несет полную ответственность за его состояние и деятельность перед собственниками (акционерами) и трудовым коллективом. Он представляет предприятие во взаимоотношениях с другими хозяйствующими субъектами и государством, распоряжается имуществом и средствами предприятия, назначает и освобождает от должности РСиС завода, применяет меры материального и морального поощрения и налагает взыскания. Генеральный директор направляет деятельность завода «Серп и молот» на достижение высоких экономических результатов.
■ Директор по персоналу координирует кадровую политику завода, утверждает правила внутреннего трудового распорядка, должностные инструкции, подписывает приказы, касающиеся кадровых вопросов и порядка оплаты труда. В его обязанности входит также утверждение на предстоящий год графиков работы. Директор по персоналу подчиняется непосредственно генеральному директору. В подчинении директора по персоналу находятся ОК, ОГЖ, ОТиЗ, ЛНОТиУ.
■ Отдел кадров организует работу по подбору персонала, осуществляет оперативный учет личного состава, прием, переводы и увольнение работающих, составляет заводскую отчетность по обеспеченности завода трудовыми кадрами, составу персонала, его структуре.
■ Отдел труда и заработной платы организует внедрение передовой организации труда, наиболее совершенных форм и систем заработной платы. Начальнику ОТиЗ подчиняется лаборатория научной организации труда. Составление отчетности по показателям труда и заработной платы, содействие цехам в вопросах формирования штатных расписаний и положений по оплате труда также находятся в компетенции ОТиЗ.
■ Техническое нормирование, исследование и анализ показателей труда, разработка мероприятий по повышению производительности труда осуществляется заводской ЛНОТиУ.
■ Вопросами пенсионного обеспечения занимается бюро пенсионного персонифицированного учета, находящегося в подчинении ОК.
■ Расчет и выплата ЗП и социальных пособий, удержание подоходного налога и других взносов и платежей, осуществляется расчетным отделом бухгалтерии.
■ Вопросы организации труда на рабочих местах, учета выработки, нормирования технико-экономических показателей, премирования работников решаются непосредственно в цехах завода специальными службами, называемыми БОТ. Ими ведется табельный учет, осуществляется контроль за соблюдением трудовой дисциплины и правил внутреннего трудового распорядка. Следует отметить немаловажное участие Профкома в вопросах организации и оплаты труда работников завода, в частности при его содействии заключен и постоянно действует коллективный договор.
Организация учета, контроля и анализа трудовых ресурсов предприятия вышеперечисленными службами завода, решаемые ими задачи, обрабатываемая ими информация, составляемые первичные и сводные документы и взаимосвязь между ними подробно будут отражены в исследовательской части дипломной работы.
3.2. Характеристика производственной и организационной структуры цеха
3.2.1. Краткая характеристика цеха
Этот цех пущен в эксплуатацию в 1980 году и достиг проектной мощности в 1982 году. На двух станах дуо - кватро поступающий исходный материал — полоса толщиной 2,5-4,0 мм в рулонах — прокатывается на ленту толщиной 0,005-2,0 мм. Двадцати вал ковы и стан предназначен для окончательной прокатки на ленту минимальной толщиной 0,05 мм. Все станы оснащены системами комплексной технологической автоматизации, включая регулирование натяжения, скорости движения и регулировки толщины полосы в процессе прокатки.
Очень большое значение придается термической обработке металла. Учитываются режимы и условия, необходимые для предварительной, промежуточной и окончательной термообработки проката и ленты из марок нержавеющей стали ферритного, аустенитного и ферритно-мартенситного класса. Для отжига проката промежуточной и окончательной термообработки полосы в рулонах имеется отделение колпаковых печей с защитной атмосферой из чистого водорода. Светлый отжиг холоднокатаной ленты производится на двух линиях новейшей конструкции с башенной, газовой и горизонтальной электрической печами. Перед отжигом производится щелочное и электролитическое обезжиривание, после отжига — охлаждение в среде осушенного водорода, электролитическая пассивизация, промывка и сушка горячим воздухом. Непрерывный закалочный агрегат предназначен для закалки, отпуска и нормализации подката, промежуточной термообработки нормализации полосы.
Затем рулоны передаются на непрерывный травильный агрегат. В одном непрерывном процессе на этой поточной линии производятся операции обработки в щелочном расплаве, электролитического травления в растворе серной кислоты, отбеливания в растворе азотной кислоты, промежуточной и окончательной струйной промывки и сушки полосы. Система автоматизации регулирует основные параметры процесса, в том числе скорость прохождения ленты, температуру растворов и расплава.
Зачистка подката может производиться на иглофрезерном агрегате или на одной из двух автоматических линий шлифования, где производится также промежуточная и окончательная зачистка ленты с последующей промывкой в щелочном растворе и сушкой горячим воздухом. Для придания ленте зеркального блеска и чистоты поверхности высшего класса имеется автоматическая линия полирования.
Качество поверхности и толщина готовой ленты проверяются на одном из трех контрольно-перемоточных агрегатов.
По желанию потребителей лента может быть изготовлена различной ширины от 6 мм и выше с градацией через 0,5 мм. Продольная резка ленты в этом случае производится на одной из двух автоматических линий.
Производство нержавеющей ленты завершается на автоматической линии упаковки ленты.
Современный цех не мыслится без системы управления на базе электронно - вычислительной техники. Первая очередь такой системы начала функционировать в цехе в 1982 году.
Система управления - многоуровневая, позволяет решать задачи с интервалом времени более суток, например, обработки заказов потребителей и их учета, а также задачи, связанные с операциями, происходящими в течение суток: учетом прохождения металла по технологическим маршрутам, слежением за выполнением графиков работы, контролем технологических режимов на основных производственных агрегатах, учетом расхода энергоресурсов и т.д.
Сбор первичной информации осуществляется с помощью датчиков и дисплеев. Цех холодной прокатки предназначен для производства холоднокатаной ленты толщиной 0,05-2,0 мм, шириной до 400 мм нержавеющих марок стали аустенистного, ферритного, ферритно-мартенситного классов и подката из стали мартенситного класса для производства лезвийной ленты с временем сопротивления до 180 кгс/м2, в количестве 6700 тонн в год.
Цех состоит из следующих отделений:
1. Термотравильное, к которому относится следующее оборудование:
1.1. колпаковые печи,
1.2. непрерывный закалочный агрегат (НЗА),
1.3. непрерывный травильный агрегат (НТА),
1.4. агрегат электрической очистки.
2. Шлифовально-зачистное отделение.
2.1. агрегат выборочной зачистки,
2.2. агрегат зачистки полос шлифорезами,
2.3. линия шлифования 1,
2.4. линия шлифования 2.
3. Прокатное отделение.
3.1. 2-х - 4-х валковый стан № 1,
3.2. 2-х - 4-х валковый стан № 2,
3.3. 20-ти валковый стан,
3.4. вальцешлифовальная мастерская.
4. Отделение светлого отжига.
4.1. линия СО № 1 (с вертикальной муфельной газовой печью),
4.2. линия СО № 2 (с горизонтальной электрической печью).
5. Отделочное отделение:
5.1. линия полирования,
5.2. линия резки № 1 с упаковкой (для ленты толщиной 0,2-2,0 мм),
5.3. линия резки № 2 (для ленты толщиной 0,05-0,3 мм),
5.4. контрольно-перемоточный агрегат № 1 (0,8-2,0 мм),
5.5. контрольно-перемоточный агрегат № 2 (0,3-0,9 мм),
5.6. контрольно-перемоточный агрегат № 3 (0,05-0,3 мм),
6. Вспомогательные службы, к которым относятся:
6.1. ремонтно-механические мастерские,
6.2. электроремонтная мастерская,
6.3. подзарядные станции электрокар и электропогрузчиков,
6.4. склад сменного оборудования и запчастей и др.
Расположение оборудования в цехе обеспечивает необходимую поточность производства с исключением встречных потоков металла на всех технологических участках.
Для улучшения аэрации цеха непрерывный травильный агрегат (НТА), светлого отжига (ЛСО), работающие с тепловыделениями, размещаются в крайних пролетах здания.
Транспортировка рулонов и вспомогательных материалов в цехе осуществляется с помощью мостовых кранов, передаточных тележек грузоподъемностью 20 тонн, электрогрузчиков грузоподъемностью 5 тонн и 2 тонны и электрокар грузоподъемностью 2 тонны.
3.2.1.1 Общая масса оборудования цеха.
Перечень установленного в цехе оборудования и его масса указаны в таблице 3.3.
Таблиц 3.3.
Масса оборудования, установленного в цехе.
| №п/п | Наименование оборудования |
Масса тн. |
% от массы технологического оборудования | % от массы всего оборудования | |
| 1 | 2 | 3 | 4 | 5 | |
| 1. | Технологическое оборудование | 4335,2 | 100% | 62,7 | |
| 2. | Вспомогательное технологическое оборудование | 270,8 | 6,24 | 3,91 | |
| 3. | Подъемно-транспортное оборудование | 452,4 | 10,44 | 6,54 | |
| 4. | Оборудование электроремонтной мастерской | 11,0 | 0,26 | 0,16 | |
| 5. | Оборудование специализированных мастерских | 117,2 | 2,70 | 1,7 | |
| 6. | Электротехническое оборудование (двигатели, преобразователи, трансформаторы, щиты, шкафы, ПУ,РМидр.) | 1286 | 29,66 | 18,6 | |
| 7. | Оборудование отопления, вентиляции и охлаждения электродвигателей | 320 | 7,38 | 4,6 | |
| 8. | Оборудование теплосилового хозяйства | 3,1 | 0,07 | 0,04 | |
| 9. | Оборудование водоснабжения, канализации, пенопожаротушения | 21,0 | 0,48 | 0,3 | |
| 10. | Оборудование кислотного хозяйства | 60,5 | 1,40 | 0,87 | |
| 11. | Оборудование газового хозяйства, включая аккумулятор продувочного азота и газосмесительной станции | 40,0 | 0,92 | 0,58 | |
| Итого: | 6917,2 | 100% | |||
Таблица 3.4.
Сортамент готовой продукции и программа производства
| № п/п | Группа сталей | Размерная группа ленты, мм |
Вып уск, т/год |
Расходный коэффициент |
Потреб ное кол-во проката т/год |
Состояние поверхности | ||
| по толщине | по ширине | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| 1. | Мартенситный класс | 1,1 | 380 | 1650 | 1,21 | 2000 | ||
| 2. | Аустенитный класс |
0,05-0,09 0,1-0,15 0,16-0,29 0,3-0,49 0,5-0,99 1,0-2,0 |
10-400 10-400 10-400 10-400 10-400 10-400 |
50 410 730 870 550 140 |
1,46 1,32 1,27 1,22 1,195 1,175 |
73 542 928 1064 658 165 |
После прокатки на стане холодной прокатки 30% ленты шлифуется до 9-10 класса и 30% ленты полируется до 12 класса по ГОСТ 2789-59 | |
| Итого: | 2750 | 3430 | ||||||
| 3. | Ферритный класс |
0,05-0,09 0,1-0,15 0,16-0,29 0,3-0,49 0.5-0,99 1,0-2,0 |
10-400 10-400 10-400 10-400 10-400 0-400 |
40 250 460 530 380 90 |
1,60 1,47 1,37 1,29 1,255 1,24 |
64 367 630 687 473 112 |
После прокатки на стане холодной прокатки 30% ленты шлифуется до 9-10 класса и 30% ленты полируется до 12 класса по ГОСТ 2789-59 | |
| Итого: | 1750 | 2330 | ||||||
| 4. | Ферритно-мартенситный класс |
0,05-0,09 0,1-0,15 0.16-0,29 0,3-0,49 0,5-0,99 1,0-2,0 |
10-400 10-400 10-400 10-400 10-400 10-400 |
30 80 140 160 110 30 |
1,60 1,47 1,37 1,29 1,25 1,23 |
48 118 192 207 138 37 |
После прокатки на стане холодной прокатки 30% ленты шлифуется до 9-10 класса и 30% ленты полируется до 12 класса по ГОСТ 2789-59 | |
| Итого: | 550 | 740 | ||||||
| Всего: | 6700 | 8500 | ||||||
3.2.1.2 Персонал цеха
По данным планового отдела предприятия в 2005 году в цеху работало 183 человека , в т.ч.:
· руководители - 6 человек (в т.ч. начальник цеха, зам. начальника);
· специалисты – 10 человек;
· служащие – 1 человек;
· мастера – 17 человек;
· рабочие – 144 человека;
· совместители – 5 человек.
Начальник цеха отвечает за все стороны работы цеха и выполняет все функции технологического и хозяйственного руководства цеха с помощью подчиненного ему цехового аппарата управления. Функциональным органом управления цеха является плановый отдел и бюро организации труда и др. Начальник цеха непосредственно подчиняется директору.
Участки цеха возглавляют начальники смен (старшие мастера), которым подчинены сменные мастера. Мастер является руководителем и организатором производства и труда на участке. Он подчиняется непосредственно начальнику смен.
Группой рабочих, объединенных в бригаду, руководит бригадир, который является старшим рабочим и не освобождается от производственной работы, получая доплату к тарифной ставке за выполнение своих обязанностей.
3.2.2 Характеристика оборудования
Непрерывный закалочный агрегат-НЗА
НЗА предназначен для непрерывной термообработки (закалка, отпуска, нормализации) горячекатаных и холоднокатаных полос из нержавеющей стали.
На НЗА обрабатываются полосы:
толщиной 0,4 - 4,0 мм;
шириной 200 - 420 мм;
макс, производительность 2-3 т/час.
Размеры рулонов
| наименование | поступающих на агрегат | после термообработки |
| внутренний диаметр, мм | 500,600,700 | 500 |
| наружный диаметр, мм | 750-1350 | 750-1350 |
| масса, кг | 500-3000 | 500-3000 |
Нагрев печи осуществляется природным газом с теплопроводностью 8200 ккал/час
Непрерывный травильный агрегат-НТА
НТА предназначен для удаления окалины с горячекатанных и холоднокатанных полос из нержавеющих марок стали путем механической и химической обработки.
На НТА обрабатываются полосы:
толщиной 0,1 - 4,0 мм;
шириной 200 - 420 мм.
Размеры рулонов
| наименование | поступающих на агрегат | после обработки |
| внутренний диаметр, мм | 500, 600,700 | 500 |
| наружный диаметр, мм | 750-1350 | 750-1350 |
| масса, кг | 500-300 | 500-300 |
Обработка полос в НТА осуществляется по следующей схеме:
· Очистка поверхности горячекатаных полос металлической пробью.
· Обработка в щелочном расплаве (60-65% едкий натрий; 30-35% азотнокислый натрий; 5% хлористый натрий) при 400 - 550°С. Максимальное время пребывания в ванне 4 мин.
· Сдув щелочи горячим сжатым воздухом с 500° С.
· Струйная промывка полосы водой с температурой 50-80° С.
· Электролитическое бесконтактное травление в растворе (3% азотной кислоты; 1% HNO3) с температурой 50-80 °С.
· Струйная промывка холодной водой с одновременной обработкой щетками (капроновыми - холоднокатаные полосы, металлическими - горячекатаные полосы).
· Отбеливание и пассирование в 8-10% растворе азотной кислоты при температуре 40-60 °С в течении 1,5 минуты.
· Паро-струйная промывка с одновременной обработкой щетками при температуре 80 - 100 °С.
Производительность НТА - 0,49 - 2,25 т/час.
Колпаковые печи
Колпаковые электрические печи предназначены для термообработки горячекатаных рулонов, рулонов после промежуточной прокатки и готовых холоднокатаных рулонов.
Размеры отжигаемых рулонов:
наружный диаметр 750 - 1350 мм;
внутренний диаметр 500,600,700 мм;
масса 500 - 300 кг.
Максимальная масса (стопы 3-х рулонов с поддоном и конверторными кольцами) 10т.
Агрегат выборочной зачистки – АВЗ
АВЗ предназначен для ручной зачистки шлифовальными машинками поверхностных дефектов полосы.
На АВЗ обрабатываются полосы:
толщиной 0,4 - 4,0 мм;
шириной 200 - 400 мм.
Размеры рулонов:
внутренний диаметр 500 мм;
наружный диаметр 750-1350 мм;
масса 500-300 кг.
Агрегат зачистки полос иглофрезами - АЗПИ
АЗПИ предназначен для двухсторонней зачистки полос шлифорезами.
На АЗПИ обрабатываются полосы:
толщиной 1-4 мм;
шириной 300 - 420 мм;
масса до 3 т.
Механические свойства обрабатываемых полос:
· предел прочности 40-100 кгс/мм;
· предел текучести 30 - 65 кгс/мм2;
· относительное удлинение 5-60;
· твердость по Бринелю 120 - 220 ед.
Диаметр иглофрезы 600 мм.
Толщина снимаемого слоя за один проход 0,005-0,15 мм.
Смазачно-охлаждающая среда шлифореза - эмульсия.
Линия шлифования №1 - ЛШ-1
ЛШ-1 предназначена для двустороннего шлифования горячекатаных и холоднокатаных полос из нержавеющей стали и промежуточных размерах с целью улучшения класса чистоты обработки поверхности горячекатаных полос с 4 класса до 7 класса, холоднокатаных полос с 6 класса до 8 класса по ГОСТ 2789-59.
Толщина обрабатываемых полос:
горячекатаных 2-4 мм;
холоднокатаных 1-2 мм;
ширина полосы 300-420 мм.
Размеры рулонов:
внутренний диаметр 500 мм;
наружный диаметр до 1300мм;
масса до 3 т.
Обработка полосы производится абразивными лентами различной зернистости, обеспечивающими съем металла с каждой стороны полосы и за один приход 0,01-0,05 мм.
Зерно шлифования состоит из 6 головок для шлифования верхней стороны полосы и 6 головок для шлифования нижней стороны полосы.
Оборудование ЛШ-1 поставляет фирма «Зундвиг» (ФРГ).
Линия шлифования №2 - ЛШ-2
ЛШ-2 предназначена для двустороннего шлифования холоднокатаной полосы из нержавеющих марок стали с целью улучшения класса чистоты обработки поверхности полос с 6 до 10 класса по ГОСТ 2789-59.
Толщина обрабатываемых полос 0,2-2,0 мм.
Ширина полосы 200-400 мм. Размеры рулонов:
внутренний диаметр 500 мм;
наружный диаметр 1300 мм;
масса до 3 т.
Полосы толщиной 0,2-0,35 мм поступают на линию на шпулях.
Обработка полосы производится абразивными лентами различной зернистости, обеспечивающим съем металла с каждой стороны до 0,05 мм за один проход.
Зона шлифования состоит из 6 головок для шлифования нижней стороны полосы. После шлифования полоса поступает на участок обезжиривания, где проходит через струйную и щеточно-моечную промывку щелочными растворами с температурой 80-90°С, а затем промывку горячей водой, обессоленой водой и сушкой горячим воздухом.
Линия полирования
Линия полирования предназначена для двустороннего полирования холоднокатаных и шлифованных полос из нержавеющих марок стали и с целью улучшения класса чистоты по ГОСТ 2789 - 59.
Толщина обрабатываемых полос 0,2 - 2,0 мм. Ширина полос 50 - 400 м.
Размеры рулонов:
внутренний диаметр 500 мм
наружный диаметр до 1300 мм
масса до 3 т
Полосы толщиной 0,2-0,35 мм поступают на линию на шпулях.
Обработка полосы производится абразивными лентами различной зернистости, обеспечивающими съем металла с каждой стороны до 0,05 мм за один проход.
Линия светлого отжига № 1 -ЛСО-1
ЛСО-1 предназначена для светлого отжига полос нержавеющих сталей в вертикальной муфельной печи, работающей на природном газе. Нагрев полосы производится в атмосфере 100% водорода, рабочая температура нагрева полосы в печи составляет 700-1130°С. Установленная мощность - 650 кВт.
После отжига для создания коррозийной пленки, полоса проходит через участок электролитической пассивации с промывкой и сушкой.
Для обеспечения непрерывности процесса отжига на время варки полос и снятия рулонов с моталки перед и за печью установлены петлевые устройства башенного типа, в каждом из которых создается запас полосы длиною 100 м.
Линия светлого отжига №2 - ЛСО-2.
ЛСО-2 предназначена для светлого отжига полос нержавеющих сталей в горизонтальной электрической печи.
Нагрев полосы производится в атмосфере 100% водорода, осушенного до температуры 80 °С.
Рабочая среда нагрева полосы в печи составляет 700-1250° С.
Полезная длина печи - 24 м.
Температура полосы выхода из участка охлаждения длиной 9,6 м составляет более 96°С.
Толщина охлаждаемых полос 0,1-1,5мм.
Ширина полос 200-400 мм.
Размеры рулонов:
внутренний диаметр 500 мм;
наружный диаметр 750 - 1300 мм;
масса 500-300 кг.
Перед отжигом полоса проходит через участок обезжиривания щелочным раствором щеточно-моечной машине и в ванне электролитического обезжиривания, промывается горячей водой с температурой 70-90° С в щеточно-моечной машине и в ванне струйной промывки и затем сушится.
После отжига для создания коррозийной пленки, полоса проходит через участок электролитической пассивации с промывкой и сушкой.
Для обеспечения непрерывности отжига на время сварки полос и снятия рулона с моталки перед и за печью установлены петлевые устройства башенного типа, в каждом из которых создается запас полосы длиной до 100 м.
Двух - четырех валковый стан 500 (№ 1 и № 2)
В цехе установлено два 2-х - 4-х валковых стана 500 (реверсивных) с одинаковой технической характеристикой.
Каждый стан может работать как прокатный и как дрессировочный.
Рабочая клеть выполнена конструктивно в 2-х вариантах: для системы 2-х валков (дуо); для системы 4-х валков (кварто).
На станах прокатываются полосы нержавеющих марок стали.
Толщина полос до прокатки 2,5 - 4,0 мм.
Толщина полос после прокатки 0,3 - 2,0 мм.
Толщина дрессируемых полос 0,1-2,0 мм
Ширина полос 200 - 400 мм.
Размеры рулонов:
внутренний диаметр 500 мм;
наружный диаметр 750 - 1300 мм;
масса 500-3000 кг.
Диаметры валков «кварто» рабочих 250 (235) мм, опорных 750 (725) мм.
Диаметры валков «дуо» 750 (725) мм.
Длина бочки валков 500 мм. Подшипники валков - качения.
Двадцативалковый стан
На 20-ти валковом стане (реверсивном) прокатываются полосы с исходным пределом прочности до 130 кгс/мм2.
Диаметр рабочих валков 40 мм.
Диаметр приводных валков 110 мм.
Диаметр опорных валков 180 мм.
Исходная толщина полосы 1,5 мм.
Конечная толщина полосы 0,05 мм. Ширина полосы 200 - 400 мм.
Размеры рулонов:
внутренний диаметр 500 мм;
наружный диаметр до 1350 мм;
масса до 3 т.
Линия продольной резки № 1
с упаковкой для ленты толщиной 0,2-2,0мм - ЛПР-1
ЛПР-1 предназначена для продольной резки холоднокатаных полос из нержавеющих сталей с обрезкою кромок и дли обвязки и упаковки порезанных рулонов.
Размеры разрезаемых полос:
внутренний диаметр 500 мм;
наружный диаметр 500-1300 мм.
За линией резки расположено оборудование для обвязки рулонов стальной лентой и упаковки рулонов бумагой или тканью.
Для взвешивания рулонов в линию встроены весы, оборудованные печатающим устройством для маркировки бирок.
Линия продольной резки №2
с упаковкой для ленты толщиной 0,05 -0,3 мм - ЛПР-2.
ЛПР-2 предназначена для продольной резки холоднокатаных полос и нержавеющих марок сталей с обрезкой кромок.
Размеры разрезаемых полос:
толщина 0,05-0,3 мм;
ширина 150-430 мм.
Размеры поступающих рулонов:
внутренний диаметр 500 мм;
наружный диаметр 600-1350 мм;
масса 200-3000 кг.
Размеры готовой продукции: ширина лент 6-410 мм.
Размеры готовых рулонов:
внутренний диаметр 500, 400, 300 мм;
наружный диаметр 410-1350 мм.
За ЛПР-2 следует устройства для обвязки готовых рулонов бумагой, тканью или фольгой.
Контрольно - перемоточный агрегат для лент толщиной 0.8-2,0 мм -
КПА
КПА предназначен для контроля геометрических размеров, качества поверхности и сплошности ленты в процессе перемотки рулонов.
Размеры контролируемых рулонов:
· до перемотки:
внутренний диаметр 400 и 500 м;
наружный диаметр до 1300 мм.
· после перемотки:
внутренний диаметр 500 мм;
наружный диаметр до 1300 мм.
Масса рулона до 3000 кг.
Размеры контролируемых лент: толщина 0,3-0,9 мм; ширина 50-400 мм.
Размеры рулонов до перемотки:
внутренний диаметр 400 и 500 мм;
наружный диаметр 400 мм;
масса рулона до 1500 кг.
Контрольно-перемоточный агрегат № З для ленты толщиной
0.1-0,Змм - КПА-3
Размеры контрольных лент:
толщина 0,1 - 0,3 мм;
ширина 50 - 400 мм.
Размеры рулона:
· до перемотки:
внутренний диаметр 400 и 500 мм;
наружный диаметр до 1000 мм.
· после перемотки:
внутренний диаметр 300 мм;
наружный диаметр до 1000 мм;
масса до 1500 кг.
Кантователь стопы рулонов-КС.
КС предназначен для набора стопы рулонов и ее кантовки из горизонтального положения в вертикальное перед отжигом в колпаковых печах и обратной кантовки после отжига.
3.3. Основные технико-экономические показатели работы ОАО ММЗ «Серп и молот» и их динамика за 2001-2006 гг.
3.3.1. Технико-экономические показатели работы завода в целом, динамика за 2001-2006 гг
На промышленных предприятиях для оценки их деятельности применяется система технико-экономических показателей (ТЭП). Представив в табл. 3.5., табл. 3.6 значения этих показателей по ОАО ММЗ «Серп и молот» за 2005 и 2006 гг. и проанализировав их, получим экономическую оценку деятельности предприятия за данный период и сможем проследить ее в динамике. Изучение значений основных ТЭП и их динамики за 2005 и 2006 гг. показывает, что результаты деятельности завода претерпели существенные изменения.
По сравнению с 2005 г. многие показатели работы предприятия за 2006 г. были снижены. Наблюдается снижение объема товарной продукции как в стоимостном выражении, так и в натуральном выражении; снизился также и объем реализованной продукции.
Рассматривая значения изменения показателей деятельности предприятия в абсолютном и относительном выражении, отметим, что объем товарной и объем реализованной продукции снизился на 26 5403 тыс.руб. и на 18 4264 тыс.руб.соответственно. В натуральном выражении на снижение объема товарной продукции оказало существенное влияние снижение на сортовой 10 085 тн и листовой прокат 1172 тн выпуска всего готового проката, также снижены объемы производства ленты стальной холоднокатаной (на 52,57%), калиброванного металла (на 38,1%) и серебрянки (на 15,6%). С 31 531 тн в 2005 г. до 28 251 тн в 2005 г., или на 10,4%.
Снижение объемов производства находилось в прямой зависимости с сокращением численности работников завода, за 2006 г. численность ППП по сравнению с 2005 г. сократилась на 446 человек и составила 2 428 человек.
Довольно интересны и результаты сравнения средней ЗП работников основной деятельности завода, а именно - в 2006 г. она была повышена почти на 17% (с 8 124 руб. до 9 502 руб.) это позволяет удерживать и привлекать на завод высококвалифицированный персонал.
В целом был получен убыток. Об этом факте свидетельствует и увеличение затрат на 1 руб. товарной продукции, в 2004 г. затраты на 1 руб. товарной продукции составляли 112,07 коп./руб., а в 2006 г. они составляют 128,97 коп./руб., что почти на 15% больше. Таким образом, финансовым результатом производственной деятельности завода за 2006 г. является убыток.
Прибыль в 2005 г. составила -188 859 тыс. руб., что говорит об убытке от основной деятельности.
Рентабельность продукции в 2006 г. составила -15,4%. Это свидетельствует об убыточности предприятия.
Таблица 3.5
Динамика технико-экономических показателей за 2004 и 2005 гг.
|
К! п/п |
Наименование показателей | ед. изм.. | 2004 г. | 2005 г. | Отклоненение |
Темп роста, % |
| 1 | Товарная продукция | тыс.руб. | 1299881,0 | 1034478,0 | -265403,0 | 79,6 |
| 2 | Реализация товарной продукции | тыс.руб. | 1280631,0 | 1096367,0 | -184264,0 | 85,6 |
| 3 | Объём производства: | тн | 95357,0 | 73930,0 | -21427,0 | 77,5 |
| -сталь | тн | 31531,0 | 28251,0 | -3280,0 | 89,6 | |
|
-сортовой прокат - листовой прокат |
тн |
38912,0 5508,0 |
28827,0 4336,0 |
-10085,0 -1172,0 |
74,1 78,7 |
|
| - калиброванный металл | тн | 13204,0 | 8170,0 | -5034,0 | 61,9 | |
| - серебрянка | тн | 2670,0 | 2253,0 | -417,0 | 84.4 | |
| - проволока стальная | тн | 1800,0 | 1266,0 | -534,0 | 70,3 | |
| - лента стальная холоднокатаная | тн | 1732,0 | 827,0 | -905,0 | 47,8 | |
| 4 | Численность ППП | чел. | 2874 | 2428 | -446 | 84,5 |
| 5 | Затраты на 1 руб. ТП | коп. | 112,07 | 128,97 | +16,9 | 115,1 |
| 6 | Средняя ЗП ППП | руб. | 8124,0 | 9502.0 | +1381,0 | 117,0 |
| 7 | Прибыль (убыток) от ТП | тыс.руб | -156960,0 | -188859,0 | -345819,0 | 120,3 |
| 8 | Рентабельность продукции | % | -10,8 | -15.4 | -26,3 | - |
Таблица 3.6.
Технико-экономический показатель с 2001 по 2005 г
| п/п | Наименование показателей | ед. изм. | 2001 г. | 2002 г. | 2003 г. | 2004 г. | 2005 г. | ||||||||
| 1 | Товарная продукция | тыс.руб. | 1276114,0 | 1153628,0 | 1165697,0 | 1299881,0 | 1034478,0 | ||||||||
| 2 | Реализация товарной продукции | тыс.руб. | 1171295,0 | 1045199,0 | 1280631,0 | 1280631,0 | 1096367,0 | ||||||||
| 3 | Объём производства: | тн | 95357,0 | 73930,0 | |||||||||||
| - сталь | тн | 40823,0 | 42757,0 | 38015,0 | 31531,0 | 28251,0 | |||||||||
|
-сортовой прокат -листовой прокат |
тн |
63490,0 9325,0 |
50189,0 6904,0 |
42344,0 6892,0 |
38912,0 5508,0 |
28827,0 4336,0 |
|||||||||
| - калиброванный металл | тн | 17672,0 | 16312,0 | 16356,0 | 13204,0 | 8170,0 | |||||||||
| - серебрянка | тн | 1850,0 | 1869,0 | 2207,0 | 2670,0 | 2253,0 | |||||||||
| - проволока стальная | тн | 3385,0 | 2584,0 | 2401.0 | 1800.0 | 1266,0 |
|
||||||||
| - лента стальная холоднокатаная | тн | 3621,0 | 3097,0 | 2279,0 | 1732,0 | 827,0 |
|
||||||||
| 4 | Численность ППП | чел. | 4000 | 3659 | 3250 | 2874 | 2428 |
|
|||||||
| 5 | Затраты на 1 руб. ТП | коп. | 94,04 | 107,96 | 117,15 | 112,07 | 128,97 |
|
|||||||
| 6 | Средняя ЗП ППП | руб. | 4547,4 | 5542,6 | 7173,1 | 8124,0 | 9502,0 |
|
|||||||
| 7 | Прибыль (убыток) от ТП | тыс.руб | 76096,0 | -91870,0 | -199898 | -156960,0 | -188859.0 |
|
|||||||
| 8 | Рентабельность продукции | % | 6,3 | -7,4 | -14,6 | -10,8 | -15.4 |
|
|||||||
Обобщая сделанные выводы, можно сказать, что основная деятельность предприятия в 2004 г. была более эффективна, чем в 2005 г., снижение основных показателей, несомненно, повлияло на ухудшение финансового состояния предприятия.
В целом можно отметить ухудшение деятельности предприятия, о котором свидетельствует уменьшение объема выпуска продукции. Работа предприятия в 2005 г. стала убыточной, а продукция - нерентабельной.
3.3.2. Технико-экономические показатели работы ЦХПНЛ, динамика за 2001-2005 гг..
Таблица 3.7.
Динамика основных технико - экономических показателей работы
ЦХПНЛ за 2001 - 2005 гг.
| Показатели | Единица измерения | 2001 г. | 2002 г. | 2003г. | 2004г. | 2005г. |
| Товарная продукция | Тыс.руб. | 210111 | 241667 | 259567 | 210533 | 127548 |
| Объем производства | Тн | 3621 | 3097 | 2279 | 1731 | 1080 |
| Себестоимость товарной продукции | Тыс.руб. | 245592 | 244740 | 262079 | 253001 | 208741 |
| Прибыль (убыток) товарной продукции | Тыс.руб. | -35481 | -3073 | -2412 | -42468 | -81194 |
| Рентабельность товарной продукции | % | -14,4 | -1,3 | -0,9 | -16,8 | -39,6 |
| Затраты на 1р. Товарной продукции | Коп. | 120 | 100 | 100 | 120 | 163 |
| Численность работников | Чел | 289 | 275 | 241 | 208 | 183 |
| Фонд заработной платы | Тыс.руб. | 15461 | 17934 | 19334 | 19685 | 19283 |
| Заработная плата 1-го работника | Руб./чел. | 4472 | 5434 | 6677 | 7903 | 8781 |
| Производительность 1-го работника | Кг/чел | 1044 | 938 | 787 | 695 | 493 |
| Усл. кг/чел. | 1397 | 959 | 967 | 857 | 486 |
На основании приведенных в таблице 3.7. технико-экономических показателей, можно составить следующее заключение об изменениях, произошедших в отчетном периоде( в период с 2001 - 2005 гг.):
Товарная продукция по заводу в 2005 г. снизилась с 210111 тыс. руб. до 127548 тыс. руб., что на 82563 тыс.руб. меньше, чем в 2001 г. Как видно из таблицы 3.7., начиная с 2001 г. наметилось снижение товарной продукции, что привело к снижению товарной продукции в 2005 г. почти вдвое. Также наблюдается спад объема производства по сравнению с 2001 г. Динамика показывает ухудшение показателя начиная с 2001г. и далее по годам до 2005 г. объем производства уменьшается из года в год, в 2005 г. составил 1080 тн. Тогда как в 2001 году он составлял 3621 тн. Таким образом, снижение товарной продукции обусловлено структурным сдвигом в сторону менее дорогостоящей продукции, а также спадом объема производства.
Убыток в 2005 г. составил 81194 тыс. руб. и соответственно увеличился по сравнению с 2001 г . на 45713 тыс.руб. Это произошло вследствие снижения товарной продукции, спада объема производства, увеличения себестоимости товарной продукции. В соответствии с этим рентабельность стала носить отрицательных характер. За пять лет рентабельность имела следующие значения:
· -14,4 %(2001 год)
· -1,3% (2002 год)
· -0,9% (2003 год)
· -16,9% (2004 год);
В 2005 году рентабельность приобрела катастрофическое значение -39 %, такие цифры говорят об убыточном производстве.
Динамика основных технико-экономических показателей показывает, что в период за 2001 - 2005 годы себестоимость по сравнению с производством продукции выросла, тогда как товарная продукция уменьшилась. За все пять рассматриваемых лет себестоимость товарной продукции была выше, чем товарная продукция в соответствующие годы и как следствие всему изложенному, можно сказать, что цех работает себе в убыток. Это можно объяснить тем, что темпы роста себестоимости товарной продукции были более высокими в отличие от темпов роста товарной продукции, следовательно, затраты на рост продукции растут быстрее, чем цены на неё.
Из-за увеличения себестоимости затраты на 1 руб. товарной продукции выросли с 120 до 163 копеек.
Производительность труда 1-го работника в 2005 году снизилась по сравнению с 2001 годом ( с 1397 до 486 усл.кг/чел и соответственно с 1044 до 493 кг/чел) за счет уменьшения выпуска товарной продукции.
Рост среднемесячной заработной платы 1-го работника опережает рост производительности труда, что ведет к повышению издержек на труд, а соответственно, и к повышению затрат на продукцию.
Фонд оплаты труда работников в 2005 году увеличился с 15461 тыс.руб. до 19283 тыс.руб. по сравнению с 2001 годом.
Подводя итоги, можно сказать, что по сравнению с 2001 г. на заводе происходит ухудшение показателей. Наблюдается превосходящий рост себестоимости товарной продукции над ростом товарной продукции, вследствие чего происходит резкое уменьшение прибыли предприятия.
Наряду с отрицательными сдвигами в деятельности предприятия, существуют и позитивные тенденции, так по сравнению с предыдущим годом увеличился фонд оплаты труда работников, следовательно повысилась средняя заработная плата 1-го работника.
В целом по заводу, по сравнению с 2001 г., показатели значительно ухудшились, а это является негативной тенденцией для развития производства на предприятии. При условии сокращения себестоимости продукции и обязательного наращивания объемов выпуска и продаж, за счет повышения производительности труда работников, можно будет исправить ситуацию, сложившуюся к 2005 г. в цехе.
ВЫВОДЫ:
Рассматривая значения изменения показателей деятельности предприятия в абсолютном и относительном выражении, отметим, что объем товарной и объем реализованной продукции снизился на 26 5403 тыс.руб. и на 18 4264 тыс.руб.соответственно. В натуральном выражении на снижение объема товарной продукции оказало существенное влияние снижение на сортовой 10 085 тн и листовой прокат 1172 тн выпуска всего готового проката, также снижены объемы производства ленты стальной холоднокатаной (на 52,57%), калиброванного металла (на 38,1%) и серебрянки (на 15,6%). С 31 531 тн в 2004 г. до 28 251 тн в 2004 г., или на 10,4%.
Снижение объемов производства находилось в прямой зависимости с сокращением численности работников завода, за 2005 г. численность ППП по сравнению с 2004 г. сократилась на 446 человек и составила 2 428 человек.
Довольно интересны и результаты сравнения средней ЗП работников основной деятельности завода, а именно - в 2005 г. она была повышена почти на 17% (с 8 124 руб. до 9 502 руб.) это позволяет удерживать и привлекать на завод высококвалифицированный персонал.
В целом был получен убыток. Об этом факте свидетельствует и увеличение затрат на 1 руб. товарной продукции, в 2004 г. затраты на 1 руб. товарной продукции составляли 112,07 коп./руб., а в 2005 г. они составляют 128,97 коп./руб., что почти на 15% больше. Таким образом, финансовым результатом производственной деятельности завода за 2005 г. является убыток. Прибыль в 2005 г. составила -188 859 тыс. руб., что говорит об убытке от основной деятельности.
Рентабельность продукции в 2005 г. составила -15,4%. Это свидетельствует об убыточности предприятия.
Обобщая сделанные выводы, можно сказать, что основная деятельность предприятия в 2004 г. была более эффективна, чем в 2005 г., снижение основных показателей, несомненно, повлияло на ухудшение финансового состояния предприятия.
В целом можно отметить ухудшение деятельности предприятия, о котором свидетельствует уменьшение объема выпуска продукции. Работа предприятия в 2005 г. стала убыточной, а продукция - нерентабельной.
4. РЕЗУЛЬТАТИВНО-РЕКОМЕНДАТЕЛЬНАЯ ЧАСТЬ
4.1 Издержки производства
4.1.1 Понятие издержек.
Многие экономисты внесли существенный вклад в изучение издержек.
Например, теория издержек К. Маркса основывается на двух принципиальных категориях - издержки производства и издержки обращения. Под издержками производства понимаются затраты на зарплату, сырье и материалы, сюда же входят амортизация средств труда и т.д. Издержки производства представляют собой расходы на производство, которые должны понести организаторы предприятия с целью создания товаров и последующего получения прибыли. В стоимости единицы товара, издержки производства составляют одну из двух ее частей. Издержки производства меньше стоимости товара на величину прибыли.
Категория издержки обращения связана с процессом реализации товаров. Дополнительными издержками обращения являются издержки на упаковку, сортировку, транспортировку и хранение товаров. Этот вид издержек обращения близок к издержкам производства и, входя в стоимость товара, увеличивает последнюю. Дополнительные издержки возмещаются после продажи товаров из полученной суммы выручки. Чистые издержки обращения - издержки на торговлю (зарплата продавцов и т.д.), маркетинг (изучение потребительского спроса), рекламу, затраты на оплату персонала штаб-квартиры и т.д. Чистые издержки не увеличивают стоимости товаров, а возмещаются после продажи из прибыли, созданной в процессе производства товаров.
Говоря об издержках производства и обращения, К.Маркс рассматривал процесс формирования издержек непосредственно по их основным элементам в производственном процессе. Он абстрагировался от проблемы колебания цен округ стоимости. Кроме того, в двадцатом веке появилась необходимость определить изменения издержек в зависимости от количества производимой продукции.
Современные концепции издержек, разработанные экономистами Запада, во многом учитывают оба вышеотмеченных момента. В центре классификации издержек - взаимосвязь между объемом производства и издержками, ценой на данный вид товаров.
4.1.2 Сущность, экономическая характеристика и классификация затрат.
Предприятие в условиях рыночный отношений становится юридически и экономически обособленным и независимым. Это объективно обуславливает усложнения их ориентации в системе экономических связей и, следовательно, возрастания значительности функций управления предприятием.
Предприятие в целом должно работать рентабельно. Это зависит от уровня затрат.
Предприятие в процессе своей деятельности совершает материальные и денежные затраты на простое и расширенное воспроизводство основных фондов и оборотных средств, производство и реализацию продукции, социальное развитие своего коллектива и др.
Наибольший удельный вес во всех расходах предприятий занимают затраты на производство продукции. Совокупность производственных затрат показывает, во что обходится предприятию изготовление выпускаемой продукции, т.е. составляет производственную себестоимость продукции. Предприятия производят также затраты по реализации (сбыту) продукции, т.е. осуществляют воспроизводственные, или коммерческие расходы (на транспортировку, упаковку, хранение, рекламу и др.).
Производственная
себестоимость и коммерческие расходы составляют полную, или коммерческую
себестоимость продукции. Ее реальное определение на предприятии необходимо для:![]()
· маркетинговых исследований и принятия на их основе решений о начале производства нового изделия с наименьшими затратами;
· определения степени влияния отдельных статей затрат на себестоимость продукции (работ, услуг);
· ценообразования;
· правильного определения финансовых результатов работы, а соответственно и налогооблажение и прибыли.
Себестоимость продукции (работ, услуг) представляет собой выраженную в денежной форме совокупность потребленных в процессе производства и реализации природных и топливно-энергетических ресурсов, материалов и покупных полуфабрикатов, а также затрат на оплату труда, амортизацию основных средств и др. расходов.
Закон рыночной экономики требует постоянного контроля за формированием себестоимости создаваемой продукции и представляемых услуг. На предприятиях появляется жизненная необходимость в исчислении достоверного показателя себестоимости с точки зрения его экономической сущности, которая определяется рядом экономических принципов.
1. Связь с осуществлением предпринимательской деятельности предприятия.
Сущность данного принципа заключается в том, что в себестоимость продукции включается издержки, связанные с процессом производства и реализации.
2. Разделение текущих и капитальных затрат.
К текущим относятся расходы производственных ресурсов, которые, как правило, потребляются в одном хозяйственном цикле. К капитальным относятся расходы на внеоборотные активы, используемые в нескольких циклах производства, стоимость которых включается в текущие издержки посредством начисления амортизации.
3. Допущение временной определенности фактов хозяйственной деятельности - принцип начисления.
Согласно данному принципу факты хозяйственной деятельности предприятия относятся к тому отчетному периоду, в котором они имели место, независимо от фактического времени поступления или выплаты денежных средств, связанных с этими фактами.
4 Допущение имущественной обособленности предприятия. В соответствии с этим принципом имущество и обязательства предприятия существуют обособленно от имущества и обязательств собственников этого предприятия.
Четыре приведенных принципа являются исчерпывающими при решении вопроса о включении в себестоимость тех или иных расходов. Достоверно исчисленный показатель себестоимости обеспечивает правильность формирования основного финансового результата деятельности предприятия-прибыли от реализации продукции. Прибыль в условиях рыночной экономики является основной целью деятельности предприятий, поэтому по мере возникновения и развития в экономике страны конкуренции, демонополизации, свободной системы ценообразования будет возрастать роль себестоимости как важнейшего фактора, влияющего на рост массы прибыли.
В практике управления затратами существует следующая классификация:
1. по экономическим элементам;
2. по виду производства - основные и вспомогательные;
3. по виду продукции - отдельные изделия, группы однородных изделий, заказ, передел, работы, услуги;
4. ![]() по виду расходов - статьи калькуляции (для
калькулирования себестоимости продукции и организации аналитического учета, и
элементы затрат (для составления проектной сметы затрат и учета затрат на
производство);
по виду расходов - статьи калькуляции (для
калькулирования себестоимости продукции и организации аналитического учета, и
элементы затрат (для составления проектной сметы затрат и учета затрат на
производство);
5. по месту возникновения затрат - участок, цех, производство, хозрасчетная бригада).
Во-первых рассмотрим классификацию затрат по экономическим элементам.
Группировка затрат по экономическим элементам предусмотрена положением о составе затрат по производству и реализации продукции (работ, услуг), и о порядке формирования финансовых результатов, учитываемых при налогообложении прибыли с последующим изменением, в данном положении, которым предусмотрен перечень элементов затрат и расшифровка каждого из них. Данная группировка является стандартизированной. Отдельный элемент затрат характеризуется прежде всего однородностью экономического содержания.
К элементам затрат относятся:
- материальные затраты (за вычетом стоимости возвратных отходов);
- затраты на оплату труда;
- отчисления на социальные нужды;
- амортизацию основных фондов;
- прочие затраты;
Материальные затраты наиболее крупный элемент затрат на производство, доля которого в общей сумме затрат составляет 60-90%, лишь в добывающих отраслях промышленности его доля невелика. Состав материальных затрат неоднороден и включает расходы на сырье и материалы (за вычетом стоимости возвратных отходов по цене их возможного использования или реализации, учитывая, что отходы одного производства могут получить полноценным сырьем для другого). В стоимость сырья и материалов включается комиссионные вознаграждения, оплаты брокерских и иных посреднических услуг. Стоимость потребленного в процессе производства сырья и материалов включается в себестоимость продукции без налога на добавленную стоимость (НДС). Но существует и исключение из этого правила. Так, если продукция предприятия освобождена от НДС, то она не имеет возможности вычесть сумму уплаченного НДС из суммы налога , полученного при реализации своей продукции. В подобных случаях предприятию разрешается отнести уплаченный НДС на себестоимость продукции (т.е. в конечном случае НДС уплачивает не изготовитель продукции, а ее покупатель).
Затраты на оплату труда - это затраты на оплату труда основного производственного персонала предприятия, включая премии за производственные результаты, стимулирующие и компенсирующие выплаты, в том числе в связи с повышением цен и индексацией доходов в пределах норм, предусмотренных законодательством, а также затраты на оплату труда не состоящих в штате предприятия работников, занятых в основной деятельности.
Отчисления на социальные нужды - это отчисления во внебюджетные социальные фонды: пенсионный фонд, фонд социального страхования, фонд занятости, фонд обязательного медицинского страхования. Отчисления устанавливаются в процентах к оплате труда работников.
В состав "Амортизации основных фондов" входит сумма амортизационных отчислений на полное восстановление основных производственных фондов, исчисленная исходя из их балансовой стоимости и установленных норм, включая и ускоренную амортизацию их активной части.
Во все другие, не входящие в ранее перечисленные элементы затрат, получают отражение в элементе "Прочие затраты". Это налоги, сборы, отчисления в специальные фонды, платежи по кредитам в пределах установленных ставок, затраты на командировки, оплата услуг связи и другое.
Данная группировка требуется для определения объема использованных предприятием материальных, трудовых и финансовых ресурсов; позволяет выделить затраты общественного и живого труда и поэтому имеет большое макроэкономическое значение.
В связи с тем, что идет процесс сближения с международной практикой, на наш взгляд было бы целесообразно выделить еще один элемент-"Финансовые затраты (банковские сборы, проценты за кредит, налоги и т.п.)", что связано с функционированием предприятий в условиях рыночной экономики. Это даст информацию о финансовых затратах предприятия на обеспечение хозяйственной деятельности.
Для практического использования в системе управления формированием затрат и издержек целесообразно рассмотреть классификацию затрат с учетом вида расходов - по статьям калькуляции и элементами затрат:
- Перечень статей калькуляции, их основ и методы распределения по видам продукции, работ, услуг определяется отраслевыми методическими рекомендациями по вопросам планирования, учета и калькулирования себестоимости продукции (работ, услуг) с учетом характера и структуры производства.
Существует примерная номенклатура статей затрат для различных производств:
1. Сырье и материалы (за вычетом отходов).
2. Покупные изделия, полуфабрикаты, услуги на оперативных предприятиях.
3. Заработная плата основных производственных рабочих.
4. Заработная плата дополнительных производственных рабочих.
5. Отчисления на социальное страхование с заработной платы основных и дополнительных производственных рабочих.
6. Расходы на подготовку и освоение производства.
7. Расходы на содержание и эксплуатацию оборудования.
8. Цеховые расходы.
9. Общезаводские расходы.
10.Потери от брака.
11.Внепроизводственные расходы.
Первые восемь статей затрат образуют цеховую себестоимость. Цеховая себестоимость плюс общезаводские расходы и потери от брака составляют производственную себестоимость. Наконец все 11 статей представляют собой полную себестоимость продукции.
В нынешних условиях перехода на рыночную экономику на многих малых и средних предприятиях используют сокращенную номенклатуру калькуляционных статей, т.е. затраты, образующие себестоимость продукции (работ, услуг), группируются в соответствии с их экономическим содержанием.
Для определения себестоимости отдельных видов продукции используется группировка затрат по статьям калькуляции.
Номенклатуру статей расходов формируют предприятия, руководствуясь межотраслевыми и отраслевыми положениями (инструкциями), а также исходя из своей учетной политики. Номенклатура статей должна отвечать требованиям аналитичности, контроля, прогнозтических расчетов, должна способствовать выделению прямых затрат.
При включении в себестоимость готовых изделий затраты могут быть оценены несколькими способами (способ оценки является одним из классификационных признаков).
При использовании исторической оценки сырье и материалы и т.п. списываются на производство по цене их приобретения, поэтому затраты носят исторический характер. Оценка и списание тех же самых компонентов по текущим рыночным ценам ресурсов приводят, как правило, к увеличению текущих затрат.
Затраты возобновления возникают при списании на производство сырья, материалов по ценам возобновления. Цена возобновления - это расчетная величина, которая определяется следующим образом: весь имеющийся запас сырья и других компонентов, необходимых для производства, оценивается по текущим рыночным ценам, то есть делается оценка их полного возобновления путем покупки на рынке по актуальным на данный момент ценам.
Затраты воспроизводства также как и затраты возобновления, основываются на стоимости воссоздания ресурсов. Однако сам процесс воссоздания ресурсов заключается не в покупке, а самостоятельном производстве необходимых ценностей.
Текущая оценка затрат по ценам возобновления применяются, главным образом, при долгосрочных расчетах, в условиях предполагаемого изменения цен, причем как их общего уровня, так и структурных соотношений.
Для правильной классификации затрат необходимо определять к какому направлению учета они относятся, то есть какова цель их учета.
Здесь нужно учесть зарубежный опыт.
В зарубежной практике под направлением, по которому ведется учет затрат на производство, понимается область деятельности, где требуется обособленный целенаправленный учет затрат на производство. Главным образом выделяют три направления учета затрат:
- информация о затратах для определения себестоимости произведенной продукции;
- данные о затратах для принятия решений;
- сведения о затратах для контроля и регулирования.
Для определения себестоимости произведенной продукции нужно различать входящие и истекшие затраты. Входящие затраты- это средства, которые были приобретены для использования с целью получения дохода. Когда эти средства были израсходованы и потеряли возможность приносить доход, они переходят в разряд истекших.
Чтобы иметь возможность детально анализировать альтернативные варианты действий для принятия решения и планирования, необходимо систематизировать затраты следующим образом:
1. затраты будущего периода, принимаемые и не принимаемые в расчет при оценках;
2. безвозвратные затраты или затраты истекшего периода;
3. вмененные затраты в результате принятого альтернативного направления;
4. инкрементные (приростные) и маржинальные (прямые) затраты.
Последней группе затрат уделяется особое внимание при принятии решения об увеличении объема производства. Эти затраты появляются в результате изготовления дополнительных единиц продукции. В отличие инкрементных затрат от маржинальных состоит в том, что маржинальные затраты представляют собой дополнительные затраты на единицу продукта, инкрементные, также являются по сути дополнительными затратами, есть результат увеличения объема производства целой группы единиц продукции.
Принципы учета затрат путем их распределения между продуктами не подходят для осуществления контроля за ними и их регулирования, так как цикл производства продукта может состоять из нескольких различных технологических операций, за каждую из которых отвечает отдельное лицо. Поэтому, имея сведения о себестоимости продукции, невозможно точно определить, как распределяются затраты между отдельными участками производства (центрами ответственности).
Затраты, регистрируемые по центрам ответственности классифицируются как регулируемые и нерегулируемые менеджером центра ответственности. Все затраты регулируемые на определенном управленческом уровне. Например, высшее руководство предприятия имеет право распоряжаться всеми средствами производства и увеличивать или сокращать число нанимаемых менеджеров. Однако не все затраты могут регулироваться на низшем уровне управления, поэтому необходимо, что бы бухгалтер, составляя отчеты об исполнении сметы по центрам ответственности, подразделял затраты на регулируемые и нерегулируемые. Если классифицировать затраты по этим двум категориям, то будет трудно дать оценку управленческой деятельности менеджера.
Регулируемые затраты логически являются предметом регулирования со стороны менеджера, сфера ответственности которого связана с этими затратами. В противном случае затраты должны вполне определенно классифицироваться как нерегулируемые со стороны менеджера данного центра ответственности.
Классификация затрат по местам их возникновения.
Под местом возникновения затрат следует понимать производственные подразделения, участки, выделяемые по следующим признакам: степень однородности определенной совокупности затрат и результатов; единство роли структурных подразделений по отношению к профилю предприятия; уровень аналитичности учетной информации для управления по подразделениям;
обеспечение достоверного калькулирования фактической индивидуальной себестоимости продукции.
Места возникновения затрат целесообразно обособить в учете таким образом, чтобы обеспечить необходимый минимум информации для проведения межзаводского сравнительного анализа затрат и осуществления режима экономии в отдельных подразделениях предприятия. [10]
4.1.3 Принципы деления затрат на постоянный и переменные
Издержки делятся на не зависящие и зависящие от объема производимой продукции.
Постоянные издержки не зависят от величины производства, существуют и при нулевом объеме производства. Это предшествующие обязательства предприятия (проценты по займам и др.), налоги, амортизационные отчисления, плата охраны, арендная плата, расходы на обслуживание оборудования при нулевом объеме производства, зарплата управленческого персонала и т.д.
Постоянные издержки присутствуют всегда, независимо от уровня производства.
Они не могут быть за относительно короткий промежуток времени ни увеличены, ни уменьшены (с целью увеличения объема выпуска продукции).
Переменные издержки зависят от количества производимой продукции, складываются из затрат на сырье, материалы, зарплату рабочим и т.д. В расчете на единицу продукции эти издержки обычно остаются неизменными. А переменными их называют потому, что их общая сумма меняется в зависимости от числа произведенных единиц товара.
Сырье, энергия, почасовая оплата труда - вот примеры переменных издержек большинства фирм. От конкретной ситуации зависит, какие затраты являются постоянными, а какие переменными.
Лучше всего это видно на примере: Почасовую оплату относят к переменным издержкам производства. В тех случаях, когда падает спрос на продукцию фирмы, почасовых рабочих обычно увольняют, поскольку фирма переориентируется на более низкий уровень производства.
Однако в соответствии с коллективными договорами, которые отдельные фирмы заключают со своими профсоюзами, почасовая оплата (по крайней мере в некоторой своей части) относится не к переменным, а к постоянным издержкам. Речь идет о коллективном договоре крупных сталелитейных фирм с Объединенным профсоюзом рабочих сталелитейной промышленности. Договор предполагает выплату пенсий, страхование здоровья и жизни, наличие пособий по безработице, а также выплату выходных пособий на случай закрытия завода. Общая сумма выплат может доходить до 70000 долларов на одного рабочего.
Если издержки на оплату труда остаются постоянными, то в случае закрытия предприятия возможна ситуация, в которой дальнейшее использование производственных мощностей целесообразно даже при наличии прямых убытков стоимостной оценки.
Например, в 1980 году дирекция фирмы "Кайзер Стал" проголосовала за то, чтобы оставить на работе 11000 человек, поскольку закрытие предприятия обошлось бы фирме более чем в 350 миллионов долларов в виде пособий. В другом случае необходимость оперировать с расходами на оплату труда как с постоянными издержками потребовала от одной из фирм принятие нестандартных решений в целях недопущения убыточных операций. В 1981 году компания "Нышнл Стил" пришла к выводу о невозможности дальнейшего финансирования своего отделения в Вейртоне, Западная Вирджиния. Закрытие завода обошлось бы компании в 320 миллионов долларов, которые пошли бы на пособия квалифицированным рабочим. Чтобы снять с себя это бремя, "Нышнл Стил" продала право управления заводом в Вейртоне трудовому коллективу. Насчитывающему 10000 рабочих и служащих. Они же не прекратили работу завода в надежде на то, что некоторое снижение заработной платы и общий рост производительности вновь сделает предприятие прибыльным.
Как видно из примера, затраты являющиеся для одних фирм переменными, вполне могут для других фирм относится к категории постоянных. Так, издержки, связанные с обеспечение переменных затрат, называются переменными издержками.
В западных странах используется вышеописанное деление затрат (издержек) на постоянные и переменные, причем прямые и часть косвенных затрат относятся к переменным, а оставшаяся часть косвенных затрат (не зависящих от объема производства) - к постоянным, нередко первая из вышеуказанных частей косвенных затрат выделяется в отдельную группу -частично переменные затраты, поскольку эти затраты изменяются по своей величине не в прямо пропорциональной зависимости от изменения объема производимой продукции. Деление затрат на прямые и переменные позволяет получить показатель - добавленную стоимость, определяемую вычитанием из общего дохода (выручки) предприятия переменных затрат. Добавленная стоимость состоит, таким образом, из постоянных затрат и чистой прибыли. Этот показатель позволяет оценить общую эффективность производства и реализации вне зависимости от прямо зависящих от величины объема производства переменных расходов.
В СНГ деление затрат на условно-постоянные и условно-переменные, рассчитываемые по экономическим элементам, применяется при расчете экономии от влияния технико-экономических факторов. Подобные расчеты выполняются для определения будущей плановой себестоимости продукции на основе имеющейся фактической себестоимости. Такого рода расчеты не всегда целесообразны, поскольку позволяют всего лишь определить увеличение затрат в случае, если бы условно-постоянные расходы возрастали прямо пропорционально росту объема производимой продукции (практически невозможная ситуация).
Сумма постоянных и переменных издержек образует валовые издержки - сумму денежных расходов на производство определенного вида продукции при каждом конкретном уровне производства. Руководство стремится взимать за товар такую цену, которая как минимум покрывала бы все валовые издержки производства. Для измерения издержек на производство единицы продукции используются категории средних, средних постоянных и средних переменных издержек.
Издержки «средние» - издержки в расчете на единицу продукции. Средние издержки равны частному от деления валовых издержек на количество произведенной продукции.
Средние постоянные издержки определяются делением постоянных издержек на количество произведенной продукции. Поскольку постоянные издержки независимы от объема производства, их средние значения будут уменьшаться по мере роста количества выпускаемой продукции.
Средние переменные издержки образуются делением переменных издержек на количество произведенной продукции. Средние переменные издержки также вначале имеют тенденцию к сокращению, однако затем, в соответствии с законом убывающей отдачи начинают возрастать.
Средние общие издержки, повторяя в целом динамику переменных, принимают минимальные значения при большем объеме производства, чем это требуется для минимальных средних переменных. «Семейство» средних издержек, их значение и динамика образуют основу разработки экономических моделей поведения фирм на различных рынках.
Отметим еще некоторую условность отнесения издержек к постоянным и переменным и самого названия «постоянные издержки». Во-первых, постоянные издержки в определенной мере зависят от объема производства, особенно в долговременном периоде. Более того, если значительно увеличить объем производства, пытаясь сохранить неизменными постоянные издержки, то увеличиваются переменные, так как в этом случае возникают диспропорции, приводящие к росту и переменных и общих, валовых издержек на производство единицы продукции (вступает в действие закон предельных затрат). Так что постоянные затраты поневоле становятся переменными.
Из всех оснований, на которых базируется классификация затрат, наиболее важным, по мнению А.Яруговой, является принцип эластичности наличия зависимости затрат производства, то есть явление эластичности, определяет деление затрат по степени их регулирования на изменение масштабов производства на переменные и постоянные. Такие затраты могут быть представлены следующим образом (рис.4.1).
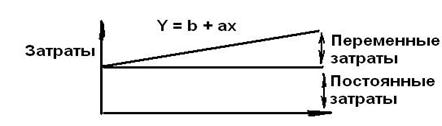
Рис. 4.1 Виды затрат на производство
а - коэффициент переменных затрат на единицу продукта;
b - сумма постоянных затрат за определенный период;
х - объем производства продукции;
у - общая величина затрат на производство.
Существует три вида зависимости переменных затрат от объемов производства.
1. Пропорциональная зависимость:

Поведение пропорциональных затрат на рис.4.2. и 4.3.
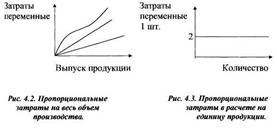
2. Дегрессивная зависимость:
Как только пропорциональные затраты превысят величину "b", их сумма будет нарастать, но в меньшей пропорции, чем объем производства. Например, если коэффициент эластичности затрат от объемов использования топлива составляет 0,2, то это означает, что общая сумма затрат на топливо состоит из переменных на 20% и на 80% из постоянных затрат. Поэтому дегрессивные затраты часто называют смешанными, (рис.4.4, рис.4.5)

Рис. 4.4. Дегрессивные затраты Рис. 4.5. Дегрессивные затраты на весь объем производства. на единицу продукции
3. Прогрессивная зависимость:

Как только пропорциональные затраты превысят величину "b", их сумма будет нарастать в большей пропорции, чем объем производства. Например, если расценки за выработанную продукцию постоянно увеличиваются, то затраты на заработную плату будут расти быстрее объемов производства. (рис.4.6, рис.4.7)
Для постоянных затрат характерно отсутствие зависимости:

то есть между приростом объема производства и изменением постоянных расходов нет никакой связи, (рис.4.8, рис.4.9)

Рис. 4.8. Постоянные затраты Рис. 4.9. Постоянные затраты на весь объем производства. на единицу продукции.
Постоянные затраты обусловлены производственно-экономическим потенциалом предприятия. Чем полнее используется потенциал, тем больше отдача от израсходованных средств, тем быстрее окупаются постоянные затраты.
Неиспользованный потенциал увеличивает неэффективность постоянных затрат, средства расходуются без пользы, а значит затраты можно квалифицировать как бесполезные.(рис.4.10)
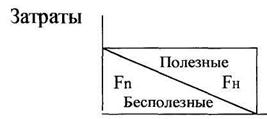
Производственные мощности (х)
Рис. 4.10. Разделение постоянных расходов на полезные и бесполезные
Бесполезные (Fn) и полезные (FH) затраты можно рассчитать следующим образом:
Fn (х) = (0-х)*F/O;
FH (х) = х*F/O; где
F - общая величина постоянных затрат;
О - оптимальное использование производственных мощностей;
X - плановый уровень использования производственных мощностей.
Данное деление затрат позволяет выявить неиспользованное оборудование и приняв меры по его устранению снизить постоянные расходы.
Подразделение затрат на постоянные и переменные незначительно использовалось до сих пор в отечественной учетной практике. Однако она имеет большое значение, так как является основой создания систем учета затрат, которые целесообразно использовать в настоящее время.
4.1.4 Характеристика различных систем учета затрат.
Развитие отечественного производственного учета, приближение его к международным стандартам предлагает изучение и анализ опыта организации учета затрат в странах с развитой рыночной экономикой.
В данной работе предложены к рассмотрению следующие системы учета затрат:
1 .абзорпшен-костинг (Absorption costing);
2.система ABC (Activity - Boscol - Costing);
З.директ-костинг (Direct - Costing - Sistem).
1. абзорпшен-костинг (absorption costing)
Система абзорпшен-костинг предназначена для исчисления полных затрат. Она предполагает распределение всех затрат между реализованной продукцией и остатками продукции. При этом расходы подразделяются в зависимости от их функциональной роли на производственные, реализованные и административные.
Расчет финансового результата при этом методе выглядит следующим образом:
Выручка
Вычитаются производственные затраты на реализованную продукцию (включая постоянные производственные расходы).
Валовая прибыль или валовая маржа
Вычитается коммерческие и административные расходы.
Чистая прибыль
Метод абзорпшен-костинг имеет несколько вариантов, сравнительная характеристика которых представлена в таблице 4.1.
Таблица 4.1
Сравнение вариантов абзорпшен-костинга (absorption costing)
| Статьи затрат | Фактический Абзорпшен-костинг (normal absorption Costing) | Нормальный абзорпшен-костинг (normal absorption costing) | Стандарт абзорпшен Костинг (standart Absorption costing) |
| Основные материалы |
Фактическое потребление * фактическая цена |
Фактическое потребление * фактическая цена |
Расходы по норме * фактический выпуск * нормативная цена |
| Заработная плата |
Фактически затрачено * факт, расценка |
Фактически затрачено * факт, расценка |
Расход по норме * фактический выпуск * норм. расценка |
| Переменные общепроизводственные расходы (ОПР) |
Фактическое потребление * Факт. Коэф-т (ОПР) |
Фактическое потребление * план, коэф-т (ОПР) |
Расход по норме * фактический выпуск * план, коэф-т (ОПР) |
| Постоянные ОПР |
Фактическое потребление * Факт. Коэф-т (ОПР) |
Фактическое потребление * план, коэф-т (ОПР) |
Расход по норме * фактический выпуск * план.коэф-т (ОПР) |
При варианте абзорпшен-стандарт-костинг основное производство включает затраты, которые должны быть отнесены на продукт, а не те, которые на самом деле имели место.
При нормальном калькулировании коэффициент распределения ОПР умножается на фактический объем. При стандарт-костинг бюджетный коэффициент ОПР умножается на норматив, рассчитанный как произведение фактического объема на норму, например, трудовых затрат. При нормальном калькулировании собираются данные только о фактических затратах труда. При стандарт-костинг генерируются как фактические, так и нормативные данные.
Стандарт-костинг схож с отечественной системой нормативного учета и позволяет учитывать затраты с выделением отношений от норм с указанием их причин возникновения.
2. Система ABC (Activity-Boscol-Costing)
В общей системе управления затратами важное место занимает система учета затрат, основанная на деятельности, или калькулировании на основе деятельности.
Суть данного подхода такова:
Эффективным направлением снижения издержек является управление ресурсопотребляющей деятельностью с помощью ее побудителей (причин). Управление издержками должно обеспечить реальное сокращение затрат путем сокращения деятельности, не создающей добавленную стоимость, и совершенствование деятельности, ее создающей, то есть повышающей ценность изделия.
Коротко методологию системы ABC можно определить следующим образом:
1. определение основных видов деятельности предприятия: основные (фондоемкие, трудоемкие) и вспомогательные (заказы материалов, их получение, переработка, административные расходы и др.);
2. определение факторов себестоимости по конкретным видам деятельности (например, если плановые затраты на производство собираются по сериям составляющих элементов какой-либо установки, то основным фактором оказывающим влияние, будет количество этих серий;
3. создание центров ответственности по каждому виду деятельности;
4. перенесение затрат с видов деятельности на создание продуктов. В качестве базы распределения принимаются спрос на продукцию. Как измеритель процесса здесь выступают факторы себестоимости, оказывающие влияние по конкретному виду деятельности.
Метод калькуляции себестоимости по операциям обычно анализируется с точки зрения управленческого учета по таким параметрам, как: оценка запасов; принятие решения; контроль. Основной особенностью системы ABC является выделение затрат, относимых на производство единицы продукции, партии изделий, общепроизводственные расходы и общехозяйственные расходы.
Данный метод имеет ряд достоинств:
1. Он позволяет подробно анализировать накладные расходы, что имеет большое значение для управленческого учета.
2. Метод ABC дает возможность более точно определить затраты на неиспользуемые мощности для периодического их списания на счет прибылей и убытков. Стоимость единицы продукции, оцененная с помощью данного метода, является наилучшей финансовой оценкой потребленных ресурсов, так как учитывает сложные альтернативные способы определения связей между продукцией и использованием ресурсов.
3. Метод ABC позволяет косвенным образом оценить уровень производительности труда: отклонение от количества потребленных ресурсов, а следовательно, от выпуска или сравнения фактического уровня распределения затрат с тем объемом, который мог бы быть возможным при реальном обеспечении ресурсами.
4. Метод ABC не только доставляет новую информацию о затратах, но и генерируют ряд показателей нефинансового характера, в основном измерителей объема производства и определение производственных мощностей предпрития.
Затраты по отдельным операциям и количество объектов распределения затрат представляют индивидуальные измерители производительности; в совокупности они могут дать коэффициенты распределения затрат, которые могут служить в качестве измерителей производительности каждого вида деятельности, контроля со стороны руководящего персонала.
Внедрение системы ABC в практику работы, на наш взгляд обеспечило бы достоверное исчисление себестоимости конкретных изделий, что значительно повысит объективность оценки рентабельности продукции.
3. Система "директ-костинг"
В зарубежной теории и практике учета в настоящее время самой точной считается калькуляция, в которую включены только затраты, непосредственно связанные с выпуском данной продукции, а не калькуляция, которая после многочисленных расчетов и распределений включает в себя все виды расходов предприятия.
Поэтому в целях совершенствования методики принятие управленческих решений был разработан учет переменных затрат (директ-костинг).
При системе директ-костинг определяется ограниченная себестоимость, включающая в себя только сумму переменных затрат. Этот показатель сравнивается с выручкой за период и определяется маржинальный доход за отчетный период (брутто прибыль, сумма покрытия). Нетто-прибыль предприятия представляет собой разницу между полученной величиной и суммой постоянных затрат, которые не распределяются между изделиями, а списываются общей суммой на финансовые результаты отчетного периода (одноступенчатый учет сумм покрытия).
Блок постоянных расходов может подразделяться на ряд сегментов: место возникновения затрат; общее количество произведенной продукции конкретного вида; группа изделий; центр ответственности; предприятие в целом.
Доходы.
Переменные индивидуальные затраты
Результат-брутто 1
Постоянные затраты, относимые на конкретные виды готовой продукции. Результат-брутто 2
Постоянные затраты группы изделий.
Результат-брутто 3
Постоянные затраты по местам возникновения.
Результат-брутто 4
Постоянные затраты центров ответственности.
Результат-брутто 5.
Постоянные затраты предприятия как единого комплекса.
Результат отчетного периода.
Многоступенчатый учет маржинального дохода дает необходимую информацию для принятия решений при формировании и выборе ассортимента продукции, целесообразности принятия новых заказов, снятии с производства устаревшей и подготовке производств новой продукции.
Важным достоинством системы директ-костинг является возможность детального и качественного изучения зависимости между объемом производства, затратами, маржинальным доходом и прибылью. Наглядно это можно представить с помощью графика, (рис.4.11)
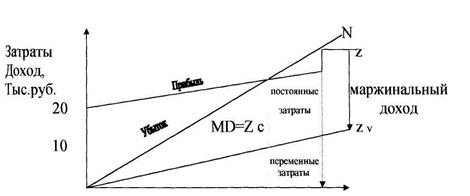
10 20 30 40 50 К Объем продукции тыс. штук
Рис. 4.11.
N - объем производства в стоимостном выражении;
Z - полная себестоимость продукции;
Z v - переменные затраты;
Z е - постоянные затраты;
MD - маржинальный доход;
К - точка критического объема производства.
Точка критического объема производства (точка безубыточности) показывает тот объем производства, при котором величина выручки от реализации продукции равна ее полной себестоимости. Данная зависимость и возможность ее изучения позволяют выявить изделие с большей рентабельностью, обеспечивают получение информации, позволяющей быстро переориентировать производство в ответ на изменение условий рынка.
Если выручку представить как произведение цены продаж единицы изделия (Р) и количества проданных единиц (Q), а затраты пересчитать на единицу изделия, то получим уравнение.
P*q = Zc + Zv*q + Il;
П- прибыль
При условии, что выручка равна полной себестоимости, уравнение примет вид:
P*q = Zc + Zv*q;
Это уравнение является основным для получения необходимых оценок.
1. Расчет критического объема производства.
Критический объем производства можно изобразить еще двумя способами (рис.4.11."а" и 4.12.)

Рис.4.11. "а" Критический объем производства.
Маржинальный доход является функцией Y1 проданных изделий:
Yl = MD - q
Результат (прибыль и убытки)
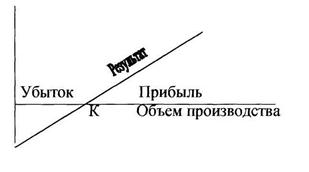
Рис. 4.12 Критический объем производства
Результат представляет функцию Y2
Y2 = MD * q - Zс
2. Расчет критического объема выручки
Для расчета критического объема реализации при условии снижения
цены на изделие и сохранения прежней величины маржинального дохода используется следующее соотношение:
MD0*Q0=MD1*Q1; Ql = MD0*Q0 /MD1
0 - показатели предшествующего периода;
1 - показатели отчетного периода.
3. Отчет критического уровня постоянных затрат:
Zc = N-Zvaz = p*q-Zv*q = q*(p-Zv) = q* MD
Zvaz = Общие переменные затраты;
Эта формула позволяет определить величину постоянных расходов, если задан уровень маржинального дохода в процентах к цене изделия, или в процентах к объему реализации.
4. Расчет критической цены реализации
5. Расчет уровня минимального маржинального дохода (в процентах от выручки):
6. Расчет планового объема для заданной суммы ожидаемой прибыли:
где
Rпл. - плановый объем прибыли.
В условиях рыночной экономики директ-костинг дает информацию о возможности использования в конкурентной борьбе демпинга- продажи товаров по заведомо заниженным ценам, что связано с установлением нижнего предела цены.
Этот прием применяется в периоды временного сокращения спроса на продукцию для завоевания рынков сбыта.
Таким образом, благодаря "директ-костингу" расширяются аналитические возможности учета, причем наблюдается процесс тесной интеграции учета и анализа.
Организация производственного учета по системе "директ-костинг" связана с рядом проблем, которые вытекают из особенностей, присущих этой системе.
1. Возникают трудности при разделении расходов на постоянные и переменные, поскольку чисто постоянных или чисто переменных расходов не так уж много.
2. "Директ-костинг" не дает ответа на вопросы, какова полная себестоимость продукта. Поэтому требуется дополнительное распределение
условнопостоянных расходов, когда необходимо знать полную себестоимость готовой продукции.
Для решения первой проблемы можно использовать, например, метод корреляции или метод наименьших квадратов.
При использовании метода корреляции берутся данные о выпуске продукции и о затратах за исследуемый период. Все точки наносятся на график, заполняется корреляционное поле. Затем визуально проводится линия совокупных затрат, которая, пересекается с осью ординат, показывает величину постоянных расходов в общей сумме затрат (рис. 4.13.).
2 4 6 8 10 12
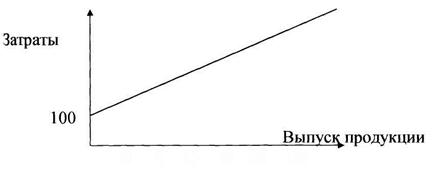
Рис. 4.13. Метод корреляции.
Метод наименьших квадратов позволяет наиболее точно определить состав общих затрат и содержание в них постоянной и переменной составляющих.
Рассчитывают коэффициенты а и а0 в управлении прямой
у = а0 + а*х; таким образом, что квадрат расстояний от всех точек совокупности до теоретической линии регрессии минимальный.
а0 - показывает величину постоянных затрат, а коэффициент а - долго переменных затрат в расчете на единицу продукции.
Вторая проблема также может быть решена путем периодического расчета полной себестоимости внесистемно (в зависимости от целей управления). [9]
Таким образом, данная система позволяет анализировать затраты и результаты деятельности, дает возможность управлять величиной прибыли, которая является важнейшим показателем деятельности предприятий в условиях рыночной экономики.
4.1.5 Анализ безубыточности производства. Задачи анализа безубыточности
Анализ безубыточности базируется на зависимости между выручкой от реализации, издержками и прибылью в течении краткосрочного периода, когда производство продукции ограничено определенными производственными мощностями, увеличение или уменьшение которых за короткий отрезок времени невозможно. Однако привлечение дополнительных трудовых или материальных ресурсов в течении короткого промежутка времени вполне реально.
В основе анализа безубыточности лежит деление совокупности затрат по снабжению, производству и реализации продукции на постоянные и переменные.
Задачи анализа безубыточности:
1. определение точки безубыточности;
2. определение количества единиц продукции, которая надо реализовать для получения запланированной прибыли;
3. установление цены продукции, позволяющей обеспечить спрос и прибыль на запланированном уровне;
4. выбор наиболее эффективных технологий производства;
5. принятие оптимального производственного плана.
Отсюда совершенно очевидно, что анализ безубыточности является одним из методов анализа спроса в условиях рыночной экономики.
Рассмотрим экономический подход к анализу безубыточности.
Для увеличения объема реализованной продукции предприятие должно снизить цену единицы продукции. Это причина того, что выручка от реализации не возрастает пропорционально общему объему продаж. Более того, в какой-то момент положительный эффект от увеличения объема продаж окажется ниже отрицательного влияния снижения цен. Экономическая модель поведения затрат, объема производства и прибыли графически выглядит так, то линия совокупного дохода (ОЕ), возрастающая в начале, постепенно замедляет подъем, а затем опускается вниз, (рис.4.14)
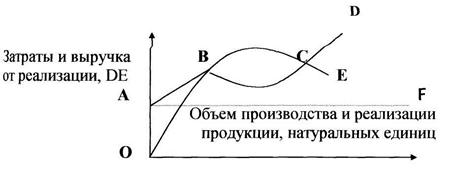
Рис. 4.14. экономическая модель поведения затрат и выручки от реализации
AD - поведение совокупных затрат;
АВ - на начальном этапе производство и совокупные затраты резко возрастают. Это происходит за счет "давления" большей массы постоянных затрат на незначительный объем производства;
ВС - крутизна линии совокупных затрат уменьшается, поскольку постоянные затраты в составе совокупных при росте объема производства занимают меньший удельный вес. В это период оборудование эксплуатируется на уровне проектной мощности, используется преимущества организации труда: непрерывные графики основного производства, специализация, массовый или серийный выпуск продукции.
В точка С и D линия совокупных затрат опять круто возрастает. Это происходит потому, что при эксплуатации оборудования выше проектного уровня возникают его непредвиденные обстановки. Одновременно усложняются графики работы основного производства, возникают сбои в материально-техническом снабжении и нехватка ресурсов и, как следствие всего того, кризисные ситуации. В результате увеличиваются удельные затраты на единицу продукции и линия совокупных затрат стремится вверх.
Линия AF отражает поведение суммарных постоянных затрат предприятия.
4.2 Рентабельность предприятия
Сумма прибыли не показывает уровень эффективности работы предприятия, поэтому используют ее относительный показатель, который выражается в процентах и называется рентабельностью.
Если прибыль выражается в абсолютной сумме, то рентабельность - это относительный показатель интенсивности производства. Он отражает уровень прибыльности относительно определенной базы.
Предприятие рентабельно, если суммы выручки от реализации продукции достаточны не только для покрытия затрат на производство и реализацию, но и для образования прибыли.
Рентабельность может исчисляться по-разному. На протяжении последних 25 лет широко применялся показатель рентабельности, исчисляемый как отношение прибыли к сумме производственных фондов (основных производственных фондов и материальных оборотных средств). Учитывая, что данный показатель в прежних условиях хозяйствования был плановым, предполагалось, что он должен был воздействовать на увеличение выпуска продукции с наименьшей суммой производственных фондов, т.е. стимулировать улучшение использования последних.
Однако, как показал прошедший период, поставленная цель не была достигнута. Тем не менее, данный показатель рентабельности, исчисляемый как отношение прибыли к стоимости производственных фондов, продолжает применяться в практике предпринимательской деятельности для обобщенной оценки уровня прибыльности, доходности предприятия. При этом рассуждают так, что поскольку в процессе производства принимают участие как средства труда, так и предметы труда, постольку чем больше «съем» прибыли с каждого рубля производственных фондов, тем лучше и эффективнее работает предприятие и наоборот.
Данный показатель рентабельности исчисляется по формуле:
Р - уровень рентабельности производства, %;
П - сумма валовой прибыли, руб.;
ОФ - среднегодовая стоимость основных производственных фондов, руб;
НОС - среднегодовая стоимость нормируемых оборотных средств (материальных оборотных средств), руб.
Высокий уровень рентабельности можно объяснить ростом объема производства продукции, а главным образом инфляционным ростом цен на реализуемую продукцию, что и обусловило получение больших сумм прибыли при относительно невысоких размерах основных производственных фондов и материальных оборотных средств.
Кроме рентабельности производства в процессе анализа предпринимательской деятельности предприятий широко используется показатель рентабельности продукции, исчисляемый как отношение прибыли от реализации продукции к полной себестоимости этой продукции.
Применение этого показателя рентабельности наиболее рационально при внутрихозяйственных аналитических расчетах, при контроле за прибыльностью (убыточностью) отдельных видов изделий, внедрении в производство новых видов продукции и снятии с производства неэффективных изделий.
Учитывая, что прибыль связана как с себестоимостью изделия, так и с ценой, по которой оно реализуется, рентабельность продукции может быть исчислена как отношение прибыли к стоимости реализованной продукции по свободным или регулируемым ценам.
Эти показатели рентабельности продукции взаимосвязаны и характеризуют изменение текущих затрат на производство и реализацию как всей продукции, так и отдельных ее видов. В связи с этим при планировании ассортимента производимой продукции учитывается, насколько рентабельность отдельных видов продукции будет влиять на рентабельность всей продукции. Поэтому весьма важно сформировать структуру продукции в зависимости от изменения удельных весов изделий с большей или меньшей рентабельностью с тем, чтобы в целом повысить эффективность производства и получить дополнительный возможности увеличения прибыли.
Рентабельность продукции в двух ее разновидностях исчисляется по формулам:
 и
и 
Р - рентабельность продукции, %;
П - валовая прибыль предприятия, руб.;
Сп - полная себестоимость реализованной продукции, руб.;
Цп - объем реализованной продукции в соответствующих ценах ( за минусом НДС и акцизов), руб.
Факторы роста любого показателя рентабельности зависят от единых экономических явлений и процессов. Это прежде всего:
• совершенствование системы управления производством в условиях рыночной экономики на основе преодоления кризиса в финансово-кредитной и денежной системах;
• повышение эффективности использования ресурсов предприятиями на основе стабилизации взаимных расчетов и системы расчетно-платежных отношений;
• индексация оборотных средств и четкое определение источников их формирования.
Важным фактором роста рентабельности в нынешних условиях является работа предприятий по ресурсосбережению, что ведет к снижению себестоимости, а следовательно, - росту прибыли. Дело в том, что развитие производства за счет экономии ресурсов на данном этапе намного дешевле, чем разработка новых месторождений и вовлечение в производство новых ресурсов. Снижение себестоимости должно стать главным условием роста прибыльности и рентабельности производства.
Показатели рентабельности более полно, чем прибыль, характеризуют окончательные результаты хозяйствования, потому что их величина показывает соотношение эффекта с наличными или использованными ресурсами. Их применяют для оценки деятельности предприятия и как инструмент инвестиционной политике и ценообразовании.
Показатели рентабельности можно объединить в несколько групп:
1. показатели, характеризующие рентабельность (окупаемость) издержек производства и инвестиционных проектов;
2. показатели, характеризующие рентабельность продаж;
3. показатели, характеризующие доходность капитала и его частей.
Все эти показатели могут рассчитываться на основе балансовой прибыли, прибыли от реализации продукции и чистой прибыли.
Рентабельность производственной деятельности (окупаемость издержек) исчисляется путем отношения балансовой или чистой прибыли к сумме затрат по реализованной или произведенной продукции:
Она показывает, сколько предприятие имеет прибыли с каждого рубля, затраченного на производство и реализацию продукции. Может рассчитываться в целом по предприятию, отдельным его подразделениям и видам продукции.
Рентабельность продаж рассчитывается делением прибыли от реализации продукции, работ и услуг или чистой прибыли на сумму полученной выручки.
Характеризует эффективность предпринимательской деятельности: сколько прибыли имеет предприятие с рубля продаж. Широкое применение этот показатель получил в рыночной экономике. Рассчитывается в целом по предприятию и отдельным видам продукции.
Рентабельность (доходность) капитала исчисляется отношением балансовой (чистой) прибыли к среднегодовой стоимости всего инвестированного капитала или отдельных его слагаемых: собственного (акционерного), заемного, основного, оборотного, производственного капитала и т.д.
В процессе анализа следует изучить динамику перечисленных показателей рентабельности, выполнение плана по их уровню и провести межхозяйственные сравнения с предприятиями-конкурентами.
Уровень рентабельности производственной деятельности (окупаемость затрат), исчисленный в целом по предприятию, зависит от трех основных факторов первого порядка: изменения структуры реализованной продукции, ее себестоимости и средних цен реализации.
Расчет влияния факторов первого порядка на изменение уровня рентабельности в целом по предприятию можно выполнить способом цепных подстановок.
Затем следует сделать факторный анализ рентабельности по каждому виду продукции. Уровень рентабельности отдельных видов продукции зависит от изменения средних реализационных цен и себестоимости единицы продукции. [10]
Таким же образом производится факторный анализ рентабельности продаж. Уровень рентабельности продаж отдельных видов продукции зависит от среднего уровня цены и себестоимости изделия.
Аналогично осуществляется факторный анализ рентабельности инвестированного капитала. Балансовая сумма прибыли зависит от объема реализованной продукции, ее структуры, себестоимости, среднего уровня цен и финансовых результатов от прочих видов деятельности, не связанных с реализацией продукции и услуг.
Среднегодовая сумма основного и оборотного капитала зависит от объема продаж и скорости оборота капитала (коэффициента оборачиваемости), который определяется отношением суммы оборота к среднегодовой сумме основного и оборотного капитала.
Чем быстрее оборачивается капитал на предприятии, тем меньше его требуется для обеспечения запланированного объема продаж.
И наоборот, замедление оборачиваемости капитала требует дополнительного привлечения средств для обеспечения того же объема производства и реализации продукции. Таким образом, объем продаж сам по себе не оказывает влияния на уровень рентабельности, т.к. с его изменением пропорционально увеличиваются или уменьшаются сумма прибыли и сумма основного и оборотного капитала при условии неизменности остальных факторов.
Резервы увеличения суммы прибыли определяются по каждому виду товарной продукции. Основными их источниками является увеличение объема реализации продукции, снижение ее себестоимости, повышение качества товарной продукции, реализация ее на более выгодных рынках сбыта и т.д.
4.3. Анализ производственной программы
Для анализа производственной программы цеха необходимо рассмотреть выполнение плана производства в натуральном выражении. Показатели производственной программы являются основными показателями работы цеха, так как хозяйственная деятельность измеряется, в конечном счете, количеством выпущенной продукции. В зависимости от выполнения плана по производству находятся показатели выполнения плановых заданий по производительности труда, заработной плате, себестоимости продукции, прибыли, рентабельности и др.
Таким образом, степень выполнения производственной программы оказывает существенное влияние на все технико-экономические показатели работы цеха.
Таблица 4.2.
Выполнение плана производства в натуральном выражении, тонн
| Показатели | По отчету 2005 год | По плану 2006 год | По отчету 2006 | Отклонение от плана | Отклонение от 2005 года | ||
| Тыс. руб. | % | Тыс. руб. | % | ||||
| Выпуск продукции, тонн | 1731 | 1770 | 827 | -943 | 46,7 | -904 | 47,8 |
Анализ выполнения плана в натуральном выражении показывает, что план в отчетном 2005 году недовыполнен на 53,3%, что составляет 943 тонны.
Против прошлого 2004 года производство ленты сократилось на 904 тонн, что составило 47,8%.
4.4. Оценка выполнения плана по товарной и реализованной продукции
Товарная продукция характеризует в денежном выражении объем промышленной продукции, отпущенной в отчетном периоде в народнохозяйственный оборот для производственного и личного потребления.
Оценка продукции в денежном измерении позволяет определить общий объем ее производства. В объем товарной продукции на предприятиях черной металлургии включается продукция, законченная производством и предназначенная на реализацию на сторону, а также работы и услуги промышленного характера, выполненные для своего капитального строительства и непромышленного хозяйства. Продукция, предназначенная для дальнейшей переработки, например, продукция, используемая внутри предприятия (внутризаводской оборот), в выпуск товарной продукции не включается.
Главной задачей анализа является выявление резервов увеличения объема необходимой продукции на основе лучшего использования имеющихся мощностей (повышение производительности оборудования и коэффициента сменности), трудовых и материальных ресурсов.
Оценка выполнения плана по товарной продукции:
∆ТП=127548/201533*100% = 60.6%
Таблица 4.3.
Выполнение плана по выпуску товарной продукции, тыс. руб.
| Показатели | По отчету 2005 год | По плану 2006 год | По отчету 2006 | Отклонение от плана | Отклонение от 2005 года | ||
| Тыс. руб. | % | Тыс. руб. | % | ||||
| Объем товарной продукции, тыс. руб. | 210533 | 282872 | 127548 | -155324 | 45,1 | -82985 | 60,6 |
Данный анализ свидетельствует о том, что выпуск товарной продукции в отчетном 2006 году снизилась по сравнению с предыдущим 2005 годом на 82985 тыс. руб. или на 60,6%, но в тоже время план по выпуску товарной продукции недовыполнен на 54,9% или на 155324 тыс. руб.
Таблица 4.4.
Динамика выпуска товарной продукции
| Показатели | 2001 год | 2002 год | 2003 год | 2004 год | 2005 год |
| Товарная продукция, тыс. руб. | 210111 | 241667 | 259567 | 210533 | 127548 |
| Абсолютный прирост, тыс. руб. | - | 31556 | 17900 | -49034 | -82985 |
| Темп роста, Т, % | - | 115,0 | 107,4 | 81,1 | 60,6 |
| Темп прирост, Т = Т% - 100 | - | 15,0 | 7,4 | -18,9 | -39,4 |
Таблица динамики выпуска товарной продукции показывает, что объем производства товарной продукции в период с 2001 года по 2003 год увеличивается, а с 2003 г. по 2005г. заметно снизился, темп роста товарной продукции снижается, в отчетном 2005 году по сравнению с предшествующим 2004 годом он снизился незначительно (на 20,5%), тогда как в 2004 году по сравнению с 2003 годом он снизился на 26,3%, в 2002 году по сравнению с 2001 годом - на 7,6%.
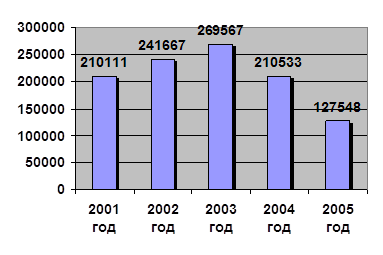
Рис. 4.15. Динамика выпуска товарной продукции, тыс. руб.
4.5. Анализ движения и использования основных производственных фондов
Основные фонды в металлургии - это средства труда, участвующие во многих производственных циклах, сохраняющие при этом свою форму и переносящие свою стоимость на изготовленный продукт частями по мере изнашивания.
Основные производственные фонды - это орудия труда, посредством которых воздействуют на предмет труда. Важным условием правильной организации учета основных производственных фондов является их научно-обоснованная классификация по важнейшим экономическим и техническим признакам. В соответствии с действующей единой классификацией основные фонды по своей роли в производственном процессе подразделяются на следующие группы:
- здания и сооружения;
- передаточные устройства;
- инструмент и хозяйственный инвентарь;
- транспортные средства;
- машины и оборудование;
- измерительные приборы и вычислительная техника.
Каждый элемент основных фондов по-разному влияет на производство продукции и производительность труда. Так активными основными свойствами основных фондов, непосредственно влияющих на уровень технической вооруженности труда, являются силовые машины и оборудование, рабочие машины, транспортные средства и инструменты, т.е. орудия производства, а пассивными - здания и сооружения.
Обобщающим показателем, характеризующим эффективность использования основных фондов является фондоотдача, которая определяется по формуле:
ТПОТ - объем товарной продукции за отчетный период, тыс. руб.
СОПФ - стоимость основных производственных фондов, тыс. руб.
Обратный показатель фондоотдачи - фондоемкость, характеризующая величину стоимости основных фондов, необходимых для выпуска единицы продукции.
1. Фондоотдача

Используя таблицу 4.5 найдем среднегодовую стоимость основных средств:
Таблица 4.5
Основные средства отчетного периода
| Основные средства | Стоимость (руб) | Сумма износа (руб) | Остаточная стоимость (руб) |
| на начало отчетного периода | 212 681 403 | 162 070 747 | 50 610 656 |
| на конец отчетного периода | 212 880 843 | 162 675 957 | 50 204 886 |
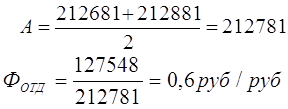
2. Фондоемкость
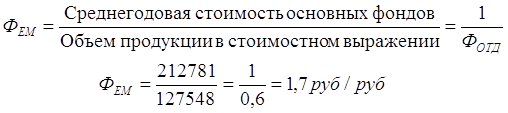
3. Фондовооруженность
 |
||
 |
||
Фондорентабельность
 |
|||
 |
|||
Изменение показателей использования основных производственных фондов по сравнению с прошлым годом определится как прирост (коэффициента роста) соответствующего показателя за планируемый год.
Таблица 4.6.
Расчет показателей фондоотдачи, фондоемкости,фондовооружённости, фондорентабельности.
| Показатели | 2005 год | 2006 год | Абсолютный прирост +, - | Темп роста, процент | Темп прироста процент |
| Исходные данные | |||||
| 1 .Среднегодовая стоимость основных фондов, тыс. руб. | 212 477 | 212 781 | 304 | 100.14 | 0,14 |
| 2. Среднегодовая численность работников, человек | 208 | 183 | -25 | 88 | -12 |
| 3. Объем выпускаемой продукции, тыс. руб. | 210 532 | 127 548 | - 82 984 | 60,6 | -39,4 |
| Расчетные данные | |||||
| 1. Фондовооруженность, рубль / человек | 1 021 | 1 162 | 141 | 113,8 | 13,8 |
| 2. Фондоотдача, рубль / рубль | 1 | 0,60 | -0,40 | 60 | -40 |
| 3. Фондоемкость, рубль / рубль | 1 | 1,70 | 0,70 | 170 | 70 |
| 4. Фондорентабел., % | -20 | -38 | - | - | - |
По данным таблицы 4.6 видно, что в ЦХПНЛ на каждый рубль вложенный в основные средства в 2005 году было получено 1,01 рублей, а в 2006 году 0,60 рублей прибыли.
В 2006 году 1,70 рублей затрат в основные фонды содержатся в каждом рубле товарной продукции, а в прошлом году 1 рубль.
Фондовооруженность в 2006 году уменьшилась на 141 рубль и составила 1162 рубля на человека.
На каждый рубль вложенный в основные средства в 2005 году приходилось 20 %, а в 2006 году 38 % убытка. Таким образом, можно сделать вывод, что основные фонды на предприятии используются не эффективно.
При расчёте фондоотдачи исходные данные приводят в сопоставимый вид: объем продукции необходимо скорректировать на изменение цен, а основные фонды на их переоценку.
3.6. Анализ численности трудящихся
1 Определяем индекс изменения объема производства:
2. Рассчитываем абсолютное отклонение в численности промышленно-производственного персонала:
∆Ча= Чот - Чб
∆Ча= 183-208 = -25 чел.
3. Расчет процента абсолютного отклонения численности промышленно-производственного персонала:
α = ∆Ча/Чб*100%
α = -25/208*100% = -12,02%
4. Расчет относительного отклонения численности промышленно-производственного персонала:
∆Ч0 = Чот – Чб*I0
∆Ч0 = 183-208*0,45 = 89,4
Таким образом, среднесписочная численность промышленно-производственного персонала в отчетном 2006 году по сравнению с 2005 годом сократилась на 25 человек, что составляет 12,02% от всей численности.
4.7. Анализ производительности труда
Производительность труда характеризует эффективность использования живого труда и показывает, какое количество продукции, работ и услуг производится одним работником в единицу рабочего времени.
Производительность труда является важным фактором выполнения плана по выпуску продукции, снижению ее себестоимости и повышения абсолютного размера прибыли, т.е. во многом определяет эффективность работы цеха.
На изменение производительности труда влияют следующие факторы:
· Технические - автоматизация производства, механизация вспомогательного оборудования, введение новой технологии, внедрение нового оборудования, модернизация;
· Организационные - маркетинг, ритмичность, снижение брака, повышение уровня обслуживания;
· природные - содержание полезного компонента, наличие попутного сырья;
· стимулирование труда - факторы, которые стимулировали бы повышение производительности труда.
При планировании производительности труда могут использоваться как стоимостные, так и натуральные показатели объема производства.
Производительность труда можно рассчитать следующим образом:

где Q - количество продукции, выработанной за определенный период;
Ч - численность работников за указанный период.
Рост производительности труда имеет большое значение для выполнения плана по выпуску продукции.
1. Расчет производительности труда:
по базе:
ПТб = 210533/208 = 1012,17 тыс. руб./чел.
ПТб = 1731/208 = 8,32 тонн/чел
по факту:
ПТОТ = 127548/183 = 696,98 тыс. руб./чел
ПТОТ = 827/183 = 4,51 тонн/чел
Таблица 4.7.
Динамика производительности труда
| Показатели | По отчетному 2005 году | По плану 2006 года | По отчету 2006 года | Отклонение то плана | Отклонение от 2005 года | ||
| тыс. руб. | % | тыс. руб. | % | ||||
|
Объем товарной продукции тыс. руб., тонн |
210533 1731 |
282872 1770 |
127548 827 |
-155324 -943 |
45,1 46,7 |
-82985 -904 |
60,6 47,8 |
| Численность персонала цеха, чел. | 208 | 0 | 183 | - | - | -25 | 87,9 |
|
Выработка продукции на 1 работника в год, тыс. руб./чел. тонн/чел. |
1012,17 8,32 |
- - |
696,98 4,51 |
- - |
- - |
-315,19 -3,81 |
68,86 54,21 |
Из проведенного анализа можно сделать следующие выводы:
1. производительность труда в отчетном 2006 году составила 696,98 тыс. руб./чел. или 4,51 тонн/чел.
2. по сравнению с предшествующим 2005 годом производительность труда в отчетном периоде снизилась на 315,19 тыс. руб./чел. в год или на 31,1%, при этом, если в анализе использовать объем продукции в натуральном выражении, то она снизилась на 3,81 тонны/чел, в год или на 45,8%.
3. сравнить с планом мы не можем, т.к.численность персонала цеха не была предварительно запланировано.
4.8. Анализ себестоимости продукции
Себестоимость продукции является одним из важнейших показателей деятельности цеха и предприятия в целом и представляет собой затраты, связанные с производством и реализацией продукции выраженные в денежной форме.
Важную роль играет себестоимость в мобилизации внутрипроизводственных резервов, в достижении лучших показателей наименьшими затратами.
Снижение себестоимости является важнейшим источником роста прибыли.
Если себестоимость - это затраты, и этот экономический показатель служит основой для соизмерения расходов и доходов.
На себестоимость влияют условия производства:
1. изменение технического уровня производства (технология);
2. изменение организации производства, труда и управления;
3. изменение объема (через условно-постоянные затраты) и структуры (изменение материалоемкости) продукции;
4. природные условия (качество сырья);
5. законодательство.
Выявление резервов снижения себестоимости предполагает решение задач:
1. анализ структуры затрат по элементам, по статьям, по операциям.
2. анализ динамики изменения себестоимости за ряд периодов.
3. выявление факторов, влияющих на изменение себестоимости в конкретных условиях.
4. выявление резерва снижения затрат за счет:
- структурных изменений;
- организационных изменений;
- технологических изменений.
5. Качественная оценка резервов снижения себестоимости продукции и производства по предполагаемым мероприятиям.
Планирование себестоимости по прокатному производству увязывает с показателями плана по себестоимости продукции предприятия, к которым относятся затраты на рубль себестоимости товарной продукции, относительное снижение затрат на рубль себестоимости товарной продукции в сравнении с предшествующим годом и затраты на производство всей продукции по элементам.
Основные затраты можно разделить на два вида: затраты продуктов прошлого овеществленного труда и заработную плату.
Первый вид затрат включает предметы и орудия труда.
Для погашения стоимости многократно используемых орудий труда в затраты на производство переносят амортизационные отчисления.
Цель анализа себестоимости - выявить возможность улучшения использования всех производственных ресурсов, оценка выполнения плана по себестоимости.
4.8.1. Анализ себестоимости всей товарной продукции.
Эффективность использования материальных и трудовых ресурсов с наибольшей полнотой раскрывается при изучении себестоимости товарной продукции.
Постатейная форма отражения расходов при калькулировании себестоимости повышает аналитические возможности этого показателя и делает сам анализ действенным и целенаправленным, позволяет анализировать затраты по месту их возникновения и, тем самым, выявлять изменение их уровня по различным подразделениям предприятия и даже по отдельным рабочим местам.
Анализ выполнения плана по себестоимости товарной продукции проведем по показателям таблицы 4.8.
Таблица 4.8.
Выполнение плана по себестоимости фактически выпущенной продукции, тыс. руб.
| Статья затрат | 2005 год факт | :2006 год факт | Отклонение от 2005 года | |
| тыс. руб. | % | |||
| Полуфабрикаты собственные | 151425,9 | 116633.8 | -35859,1 | 77.0 |
| Полуфабрикаты привозные | 22841,4 | 2055,4 | -20786,0 | 8.9 |
| Отходы и брак | 16565,6 | 11260,6 | -5305,0 | 67.9 |
| Вспомогательные материалы | 8486,8 | 6013,7 | -2473,1 | 70,8 |
| Газ природный | 3322.2 | 3513,6 | 191,4 | 105,8 |
| Азот | 6314,3 | 5088,5 | -1225,8 | 80,6 |
| Водород | 8906,8 | 10503,9 | 1597.1 | 117,9 |
| Энергия | 4234.0 | 2957.9 | -1276.1 | 69,8 |
| Пар | 4895.8 | 4162,7 | -733,1 | 85,0 |
| Сжатый воздух | 4859,9 | 5750,9 | 891,0 | 118,3 |
| Вода курьяновская | 313,7 | 172.4 | -141,3 | 54,9 |
| Вода горяча | 3168,9 | 3832,2 | 663,3 | 120.9 |
| Вода городская | 480.1 | 2129,2 | 1649,1 | 443.6 |
| Вода оборотная | 959,8 | 5,0 | -954,8 | 0,5 |
| Жидкий кислород | 6,5 | 0,2 | -6,3 | 3,1 |
| Основная заработная плата | 6663,2 | 6313,3 | 600,3 | 94.7 |
| Амортизация | 814,5 | 813,5 | -1,0 | 99,8 |
| Сменное оборудование, инвентарь | 538,3 | -79.7 | -618,0 | -14,8 |
| Текущий ремонт и содержание ОС | 26469,6 | 28545,6 | 2076,0 | 107,8 |
| По работам транспортных цехов | 1000,4 | 741,5 | -258,9 | 74,1 |
| Дополнительная заработная плата | 1478.7 | 1588,4 | 109.7 | 107,4 |
| Начисления на заработную плату | 2905,9 | 2250,8 | -655,1 | 77,4 |
| По прочим расходам цеха | 11336,3 | 10465,9 | -870,4 | 92,3 |
| Общезаводские расходы | 2785,1 | 2601,9 | -183,2 | 93.4 |
| Всего затрат на сдачу | 253001,2 | 202878,5 | -50122,7 | 80,2 |
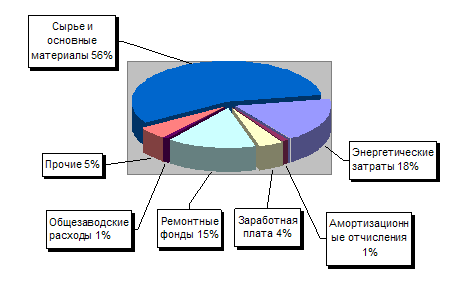
Рис. 4.16. Структура себестоимости нержавеющей ленты
Анализ себестоимости продукции ЦХПНЛ показал, что фактическая себестоимость нержавеющей ленты в отчетном 2005 году по сравнению с предшествующим 2005 годом снизилась на 50122,7 тыс. руб. При этом сократилось количество собственных полуфабрикатов на 35859,1тыс. руб. или на 23%, так же, как и количество привозных полуфабрикатов на 20786 тыс. руб. или на 91,1%. Значительно снизились отходы и брак на 32,1%. Заметно уменьшились расходы по работам транспортных цехов на 25,9%. Остальные статьи себестоимости нержавеющей ленты изменились тоже изменены.
Из анализа структуры себестоимости нержавеющей ленты видно, что наибольшую долю в структуре себестоимости (≈56%) составляют сырье и основные материалы, что позволяет сделать вывод, что производство нержавеющей ленты - процесс материалоемкий.
4.8.2. Анализ затрат на рубль товарной продукции
Затраты на рубль товарной продукции - это обобщенный удельный показатель себестоимости.
Показатель затрат на 1 руб. товарной продукции представляет собой отношение полной себестоимости товарной продукции к ее объему в оптовых ценах.
 Затраты на рубль товарной продукции
вычисляются по следующей формуле:
Затраты на рубль товарной продукции
вычисляются по следующей формуле:
где: З - затраты на 1 руб. товарной продукции;
СТП - себестоимость товарной продукции;
ТП - объем товарной продукции.
Затраты на один рубль товарной продукции изменяются под влиянием следующих факторов:
· уровня себестоимости товарной продукции;
· структурных сдвигов в товарной продукции;
· изменения оптовых цен на продукцию.
Выполнение плана по затратам на рубль товарной продукции рассмотрим на основании данных, представленных в таблице 4.9.
Таблица 4.9.
Выполнение плана по снижению себестоимости товарной продукции и затрат за 2006 год.
| Показатели | Расчет |
|
1. Себестоимость фактически выпущенной продукции: - по плановой себестоимости, тыс. руб. - по фактической себестоимости, тыс. руб. |
112684,3 202878,5 |
|
2. Товарная продукция в оптовых ценах предприятия: - по плану, тыс. руб. - фактически в ценах, действовавших в отчетном году, тыс. руб. |
282872,0 127548,0 |
|
3. Затраты на рубль ТП, фактически выпущенной: - по плану, пересчитанному на фактический выпуск и ассортимент, руб. - фактически в ценах, действовавших в отчетном году, руб. |
0,88 1,59 |
Общее отклонение от затрат на рубль товарной продукции от плана:
1,59 - 0,88 = 0,71 руб., т.е. затраты на рубль товарной продукции повысились по сравнению с утвержденным планом.
Таким образом решающим фактором повышения фактических затрат на 1 рубль товарной продукции против плана являются сверхплановые затраты, а наличие структурных сдвигов в производстве как бы компенсируется изменением цен на товарную продукцию.
4.9. Анализ прибыли и рентабельности
Задача каждого подразделения и предприятия в целом состоит в ежегодном увеличении прибыли, являющейся источником образования фондов экономического стимулирования, идущих на производство, социальное развитие, повышение реальной заработной платы и другие нужды коллектива. Рентабельность является одним из важнейших обобщающих показателей экономической эффективности производства. Рост рентабельности должен обеспечиваться прежде всего за счет роста прибыли в результате снижения себестоимости, роста объема продукции и снижения фондоемкости.
Рентабельность отдельных видов продукции определяется следующим образом:

![]()
Таблица 4.10.
Расчет прибыли (убытка) от производства продукции и рентабельности продукции
| Показатели | По отчету 2005 г. | По отчету 2006 г. | Отклонение от 2005 г. тыс. руб. |
| Объем товарной продукции, тыс. руб | 210533 | 127548 | -82985 |
| Себестоимость товарной продукции, тыс. руб. | 253001,2 | 202878,5 | -50122,7 |
| Сумма прибыли (убытка), тыс. руб. | -42468,2 | -75330,5 | -32862,3 |
| Уровень рентабельности, % | -16,8 | -37,1 | -20,3 |
Анализ, приведенный в таблице 4.10. показал, что в рассматриваемом периоде предприятие в отчетном 2006 году по-прежнему работало с убытком, который составил 75330,5 тыс. руб., и на 32862,37 тыс. руб.превысило прошлый 2005 г.
Показатель рентабельности продукции также остался отрицательными даже значительней увеличился: 2006г.-37,1%, и сравнивая с 2005г. этот уровень составил -20,3%
Итак, рентабельность производства, в отчетном 2005 году, по-прежнему остается ниже нуля.
На величину прибыли оказывали влияние такие факторы как
> изменение оптовых цен; изменение себестоимости продукции;
> изменение структуры продукции; изменение объема производства
4.10 Анализ расходов по переделу.
Таблицами 4.11
Анализ расходов по переделу за 2006г.
| виды затрат (ед.изм.) | кол-во |
цена руб. |
сумма тыс. руб. |
|
| всего | на 1 тонну | |||
| объем производства (тн.): | 828.54 | |||
| прямые затраты: | ||||
| топливо и энергия на осн.пр-во | 39430.0 | |||
| - электроэнергия (1000 квч.) | 5930.23 | 7157.45 | 498.79 | 2957.94 |
| - природный газ (1000 куб.м.) | 2737.70 | 3304.25 | 1283.40 | 3513.58 |
| - вода городская (1000 куб.м.) | 190.56 | 230.00 | 11173.0 | 2129.16 |
| - вода горячая своя (1000 куб.м.) | 115.11 | 138.93 | 33821.5 | 3893.20 |
| - вода курьяновская (1000 куб.м.) | 103.90 | 125.40 | 1658.98 | 172.37 |
| - вода оборотная (1000 куб.м.) | 6.00 | 7.24 | 833.33 | 5.00 |
| - азот свой (1000 куб.м.) | 0.00 | 0.00 | 0.00 | 0.00 |
| - азот привозной (1000 куб.м.) | 592.95 | 715.66 | 8582.07 | 5088.74 |
| - жидкий кислород свой (1000 куб.м.) | 0.07 | 0.09 | 2777.78 | 0.20 |
| - жидкий кислород прив (1000 куб.м.) | 52.51 | 63.38 | 11466.83 | 602.12 |
| - водород (1000 куб.м.) | 1566.40 | 1890.56 | 6705.74 | 10503.88 |
| - сжатый воздух (1000 куб.м.) | 50514.60 | 60968.28 | 113.85 | 5751.25 |
| - пар (гкал) | 12143.7 | 14656.76 | 342.80 | 4162.80 |
| - канализация (1000куб.м.) | 63.60 | 76.76 | 10216.9 | 649.80 |
| вспомогательные материалы | 7257.84 | 6013.40 | ||
| в т.ч.абразивы | 255.51 | 211.70 | ||
| сменное оборудование | -96.15 | -79.66 | ||
| транспортные расходы | 894.90 | 741.46 | ||
| станция нетрализации | 159.47 | 192.47 | 6291.75 | 1003.35 |
| итого прямые затраты: | 56857.40 | 47108.5 | ||
| косвенные затраты: | ||||
| топливо и энергия на сод.цеха | ||||
| - электроэнергия (1000 квч.) | 2449.10 | 2955.93 | 504.31 | 1235.10 |
| - канализация (1000 куб.м.) | 127.85 | 154.30 | 10211.0 | 1305.44 |
| - вода горяч.отопит. (гкал) | 2304.00 | 2780.80 | 131.36 | 302.66 |
| - вода горячая (1000 куб.м.) | 37.37 | 45.10 | 9847.75 | 368.02 |
| - вода холодная (1000 куб.м.) | 15.74 | 18.99 | 10712.8 | 168.60 |
| заработная плата | 23102.07 | 19140.9 | ||
| начисления на з/п | 6326.33 | 5241.62 | ||
| затраты на ремонт и содержание ОС | 22685.50 | 18795.8 | ||
| - услуги сторонних организаций | 649.17 | 537.87 | ||
| - материалы и з/части | 18530.70 | 15353.4 | ||
| - услуги цехов завода | 3505.63 | 2904.55 | ||
| Возвраты | -13.27 | -11.00 | ||
| отклонения по х/н | -35.38 | -29.31 | ||
| амортизация основных средств | 981.87 | 813.52 | ||
| прочие расходы + мосводосток | 1597.88 | 1323.91 | ||
| исппров.за 2006г.(оформл.м/лом от сп.осн.оборуд.) | 288.04 | 238.66 | ||
| межгорпереговоры + гор.связь | 111.19 | 92.13 | ||
| итого косвенные затраты: | 59136.65 | 48997.0 | ||
| итого расходы по переделу: | 115993.71 | 96105.3 | ||
| общепроизводственные расходы: | 3140.23 | 2601.81 | ||
Таблица 4.12
Анализ РПП за 2001г.,2002г. 2001 г. 2002 г.
РПП всего (без ОЗР) 76076,4 72462,5
РПП на 1 нат. тн. (без ОЗР) 21010,4 23399,2
РПП на 1 усл. тн. (без ОЗР) 15699,3 18265,2
Выпуск в усл.тн 4845,8 3967,3
| виды затрат ( ед. изм.) | 2001г. | 2002 г. | ||||||
| кол-во | цена | сумма | кол-во | цена | сумма | |||
| кол-во | на 1 тн | руб | тыс. руб. руб. | кол-во | на 1 тн | руб | тыс. руб. | |
| 3620.90 | 3096.80 | |||||||
| прямые затраты: | ||||||||
| топливо и энерг. на осн. пр-во | 32469.8 | 28033.0 | ||||||
| - природный газ (1000 куб.м.) | 3092.70 | 854.12 | 519.6 | 1607.1 | 2601.00 | 839.90 | 654.7 | 1703.0 |
| - вода город.(1000 куб.м.) | 71.50 | 19.75 | 10 234 | 731.7 | 76.00 | 24.54 | 7 368.4 | 560.0 |
| - вода гор. своя (1000 куб. м.) | 169.20 | 46.73 | 19 149 | 3240.0 | 173.00 | 55.86 | 12 121 | 2097.0 |
| - вода курьян.(1000 куб. м.) | 187.70 | 51.84 | 1 220.0 | 229.0 | 191.00 | 61.68 | 1 356.0 | 259.0 |
| - вода оборот.(1000куб.м.) | 1428.50 | 394.52 | 516.2 | 737.4 | 1302.00 | 420.43 | 430.1 | 560.0 |
| - электроэнергия (1000 квч.) | 5558.00 | 1534.98 | 621.0 | 3451.6 | 4657.00 | 1503.81 | 528.2 | 2460.0 |
| - азот свой (1000 куб. м.) | 4345.70 | 1200.17 | 921.1 | 4002.9 | 4254.00 | 1373.68 | 876.6 | 3729.0 |
| - азот привоз.( 1000 куб.м.) | 60.60 | 16.74 | 3 118.8 | 189.0 | 93.00 | 30.03 | 4 462.4 | 415.0 |
| -жидкий кислород (1000куб.м) | 1.50 | 0.4 | 1666.7 | 2.5 | 1.60 | 0.52 | 1 875.0 | 3.0 |
| - водород (1000 куб. м.) | 1787.20 | 493.6 | 5 467.0 | 9770.6 | 1721.00 | 555.73 | 5 447.4 | 9375.0 |
| - сжатый воздух (1000 куб. м.) | 52616.00 | 14531.2 | 107.2 | 5638.3 | 49817.00 | 16086.61 | 78.7 | 3920.0 |
| - пар (гкал) | 15714.00 | 4339.8 | 182.6 | 2869.7 | 15636.00 | 5049.08 | 188.9 | 2953.0 |
| вспомогательные материалы | 1037.8 | 3757.9 | 946.46 | 2931.0 | ||||
| сменное оборудование | 314.7 | 1139.6 | 335.83 | 1040.0 | ||||
| транспортные расходы | 258.3 | 935.4 | 486.63 | 1507.0 | ||||
| станция нейтрализация | 337.70 | 202.0 | 2 166.1 | 731.5 | 277.00 | 89.45 | 2 155.2 | 597.0 |
| итого прямые затраты: | 10780.2 | 39034.2 | 11013.95 | 34108.0 | ||||
| косвенные затраты: | ||||||||
| топливо и энерг. на сод. цеха | 1236.5 | 4477.1 | 1071.75 | 3319.0 | ||||
| - электроэнергия (1000 квч.) | 2405.00 | 664.2 | 632.9 | 1522.1 | 2165.00 | 699.11 | 525.6 | 1138.0 |
| - канализация {1000 куб.м} | 164.80 | 45.5 | 9 549.8 | 1573.8 | 174.00 | 56.19 | 5 689.7 | 990.0 |
| - вода горяч.отопит. { гкал} | 5027.60 | 1388.5 | 150.5 | 756.7 | 5912.00 | 1909.07 | 133.3 | 788.0 |
| - вода горячая (1000 куб.м.) | 13.20 | 3.6 | 19212 | 253.6 | 13.00 | 4.20 | 11 308 | 147.0 |
| - вода холодная (1000 куб.м.) | 36.00 | 9.9 | 10 303 | 370.9 | 37.00 | 11.95 | 6 918.9 | 256.0 |
| зароботная плата | 3332.4 | 12 066.2 | 4382.91 | 13573.0 | ||||
| начисления на з/п | 1249.2 | 4523.4 | 1636.85 | 5069.0 | ||||
| затраты на рем-т и содерж. ОС | 871.5 | 3155.6 | 1053.28 | 3261.8 | ||||
| - услуги сторон, организаций | 11.5 | 41.6 | 47.21 | 146.2 | ||||
| - материалы и запчасти | 519.4 | 1880.6 | 555.09 | 1719.0 | ||||
| - услуги цехов завода | 340.6 | 1233.4 | 450.98 | 1396.6 | ||||
| отклонения по х/н | 67.3 | 243.6 | 11.14 | 34.5 | ||||
| ЕРФ | 2465.6 | 8927.8 | 3401.90 | 10535.0 | ||||
| До нач.резерва в ЕРФ за 2001 | 0.0 | 21.31 | 66.0 | |||||
| аммортизация осн. средств | 300.6 | 1088.6 | 414.94 | 1285.0 | ||||
| прочие расходы + водосток | 411.3 | 1489.3 | 523.12 | 1620.0 | ||||
| недост.излишки матер, ценност | 271.8 | 984.1 | 0.00 | |||||
| межгорпереговоры+горсвязь | 23.8 | 86.3 | 29.06 | 90.0 | ||||
| итого косвенные затраты: | 10230.1 | 37042.0 | 12546.27 | 38853 | ||||
| итого расходы по переделу: | 21010.2 | 76076.0 | 23560.22 | 72961 | ||||
| общепроизеодапв. расходы: | 3963.5 | 14351.5 | 4750.39 | 14711.0 | ||||
| всего расходы по переделу: | 24973.8 | 90427.5 | 28310.61 | 87672.3 | ||||
Таблица 4.13
Анализ РПП за 2003г.
2003 г.
РПП всего (без ОЗР) 106730,6
РПП на 1 нат. тн. (без ОЗР) 46824,0
РПП на 1 усл. тн. (без ОЗР) 38098,9
Выпуск в усл.тн 2801,4
| виды затрат (ед. изм.) | 2003 г. | |||||||
| кол-во | цена | сумма | ||||||
| кол-во | на 1 тн | руб | тыс.руб. | |||||
| 2279.40 | ||||||||
| прямые затраты: | ||||||||
| топливо и энерг. на осн. пр-во | 33129.0 | |||||||
| - природный газ (1000 куб.м.) | 2987.00 | 1310.43 | 859.1 | 2566.0 | ||||
| - вода город. ( 1000 куб.м.) | 41.00 | 17.99 | 8 902.4 | 365.0 | ||||
| - вода гор. своя (1000 куб. м.) | 163.00 | 71.51 | 25 577 | 4169.0 | ||||
| - вода курьян. (1000 куб. м.) | 255.00 | 111.87 | 1 498.0 | 382.0 | ||||
| - вода оборот. (1000 куб.м.) | 1228.00 | 538.74 | 715.8 | 879.0 | ||||
| - электроэнергия ( 1000 квч.) | 5895.00 | 2586.21 | 456.1 | 2689.0 | ||||
| - азот свой (1000 куб. м.) | 3960.00 | 1737.30 | 900.8 | 3567.0 | ||||
| - азот привоз.( 1000 куб.м.) | 220.00 | 96.52 | 5 340.9 | 1175.0 | ||||
| - жидкий кислор.( 1000куб.м) | 0.90 | 0.39 | 3 333.3 | 3.0 | ||||
| - водород (1000 куб. м.) | 1613.00 | 707.64 | 5 362.7 | 8650.0 | ||||
| - сжатый возд. (1000 куб. м.) | 49361.00 | 21655.26 | 86.0 | 4244.0 | ||||
| - пар (гкал) | 16265.00 | 7135.65 | 272.9 | 4439.0 | ||||
| вспомогательные материалы | 6124.42 | 13960.0 | ||||||
| сменное оборудование | 680.00 | 1550.0 | ||||||
| транспортные расходы | 476.00 | 1085.0 | ||||||
| станция нейтрализация | 285.00 | 125.03 | 3 203.5 | 913.0 | ||||
| итого прямые затраты: | 22215.06 | 50637.0 | ||||||
| косвенные затраты : | ||||||||
| топливо и энерг. на сод. цеха | 1428.01 | 3255.0 | ||||||
| - электроэнергия ( 1000 квч.) | 2097.00 | 919.98 | 477.8 | 1002.0 | ||||
| - канализация {1000 куб.м} | 157.00 | 68.88 | 6 490.4 | 1019.0 | ||||
| - вода горяч.отопит.{ гкал} | 4932.00 | 2163.73 | 154.5 | 762.0 | ||||
| - вода горячая (1000 куб.м.) | 12.00 | 5.26 | 27 250 | 327.0 | ||||
| - вода холодная (1000 куб.м.) | 20.00 | 8.77 | 7 250.0 | 145.0 | ||||
| зароботная плата | 8511.89 | 19402.0 | ||||||
| начисления на з/п | 3232.43 | 7368.0 | ||||||
| затраты на рем-т и содерж.ОС | 7667.81 | 17478.0 | ||||||
| - услуги сторон, организаций | 714.22 | 1628.0 | ||||||
| - материалы и запчасти | 4682.81 | 10674.0 | ||||||
| - услуги цехов завода | 2270.77 | 5176.0 | ||||||
| отклонения по х/н | 48.70 | 111.0 | ||||||
| ЕРФ | 0.00 | 0.0 | ||||||
| До нач.резерва в ЕРФ за 2001 | 2158.90 | 4921.0 | ||||||
| аммортизация осн. средств | 378.17 | 862.0 | ||||||
| прочие расходы + водосток | 796.26 | 1815.0 | ||||||
| недост.излишки матер.ценност | 348.78 | 795.0 | ||||||
| межгорпереговоры+горсвязь | 37.73 | 86.0 | ||||||
| итого косвенные затраты: | 24608.67 | 56093.0 | ||||||
| итого расходы по переделу: | 46823.73 | 106730.0 | ||||||
| общепроизводств. расходы: | 1288.50 | 2937.0 | ||||||
| всего расходы по переделу: | 48112.22 | 109667.0 | ||||||
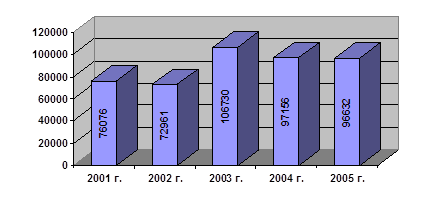
Рис. 4.17 Динамика расходов по переделу, тыс. руб.
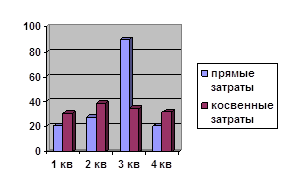
затраты В косвенные затраты
Рис. 4.18 Динамика прямых и косвенных затрат, тыс. руб.
|
|
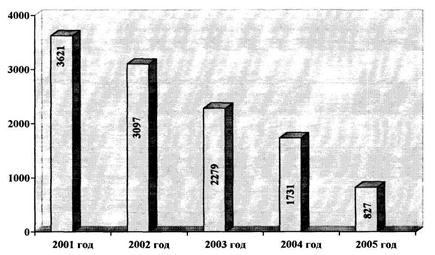
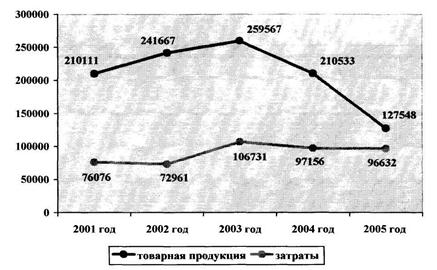
Рис.4.19 Динамика объёма производства, тн.
Рис.4.20 Динамика товарной продукции в сопоставлении с затратами, тыс. руб.
Таблица 4.14
План и отчёт технико-экономических показателей 2006г.
| Технико-экономические показатели | Ед.изм. | план 2005 г. | отчет 2005 г. |
| Объем производства(выработка) лента холоднокатанная | 2220 1770 | 1080 827.43 | |
| Товарная продукция | тыс.руб. | 282872 | 127548 |
| 273552 | 122244 | ||
| Расходный К металла на ленту | тн/тн | 1.310 | 2.023 |
| Итого задано ленты | тн | 2318 | 1674 |
| Экономия/перерасход | тн тыс.руб. | 607 21726 | |
| Брак | тн | 429 | |
| Убытки от брака | тыс.руб. | 32827 | |
| Расходы по переделу по цеху без ОЗР: | тыс.руб. | 101083 | 96632 |
| РПП без ОЗР на 1тн ленты | руб. | 56085 | 89507 |
| Прибыль/убыток | тыс.руб. | 21150 | -81194 |
| Рентабельность | % | 8.08 | -38.90 |
| Численность | человек | 183 | |
| Фонд заработной платы | тыс.руб. | 19238 | |
| Средняя зарплата | руб. | 8781 | |
| Производительность труда в м-ц | тн/чел | 492.7 | |
| Призв-ть труда по горячему прокату | усл.тн/чел | 485.8 | |
| Уел .тоннаж ленты | тн | 2332.4 | 1064 |
| Простои осн. Оборуд. | % | 17 | 40.6 |
Таблица 4.15
| Динамика экономических \ | показателей с 2001г. по 2005г. (отчёт) | |||||
| Технико-экономические показатели | Един, измер. | Годовой отчет 2001г. 2002 г. 2003г. 2004г. 2005 г. | ||||
| Объем производства(выработка) | тн | 3621 | 3097 | 2279 | 1731 | 1080 |
| в т.ч. лента холоднокатанная | тн | 3621 | 3097 | 2279 | 1731 | 827 |
| Товарная продукция | тыс.руб. | 210111 | 241667 | 259567 | 210533 | 127548 |
| в т.ч.лента холоднокатанная | тыс.руб. | 210111 | 241667 | 259567 | 210533 | 122244 |
| Расходный К металла на ленту | тн/тн | 1.562 | 1.434 | 1.623 | 1.717 | 2.02 |
| Экономия/перерасход |
тн тыс.руб. |
895 | 405 | 683 | 730 | 607 |
| 21596 | 8477 | 15297 | 27887 | 21726 | ||
| Брак | тн | 708 | 212 | 391 | 496 | 429 |
| Убытки от брака | тыс.руб. | 9433 | 7624 | 11797 | 24348 | 32827 |
| Расходы по переделу без ОЗР по цеху: | тыс.руб. | 76076 | 72961 | 106731 | 97156 | 96632 |
| РПП без ОЗР на 1тн ленты | руб. | 21010 | 23561 | 46824 | 56114 | 89507 |
| Прибыль/убыток | тыс.руб. | -35481 | -3073 | -2412 | -42468 | -81194 |
| Рентабельность | % | -14.4 | -1.3 | -0.9 | -16.8 | -39 |
| Численность | человек | 289 | 275 | 241 | 208 | 183 |
| Фонд заработной платы | тыс.руб. | 15461 | 17934 | 19334 | 19685 | 19238 |
| Средняя зарплата | руб. | 4472 | 5434 | 6677 | 7903 | 8781 |
| Производительность труда в месяц ленты | кг/чел | 1044 | 938 | 787 | 695 | 493 |
| усл.кг/чел | 1397 | 959 | 967 | 857 | 486 | |
| Простои осн. Оборуд. | % | 23 | 25.4 | 34.9 | 40.6 | 40.6 |
| Дебиторская задолж. свыше 2-х мес. Кредиторская задолженность общая | млн.руб. | 3.2 | 4.3 | 1.684 | 0.27 | 0 |
| млн.руб. | 15.0 | 21.6 | 22.4 | 23 | 0 | |
| в т.ч. Кз свыше 2-х мес. | млн.руб. | 5.7 | 7.2 | 8.2 | 10.59 | 0 |
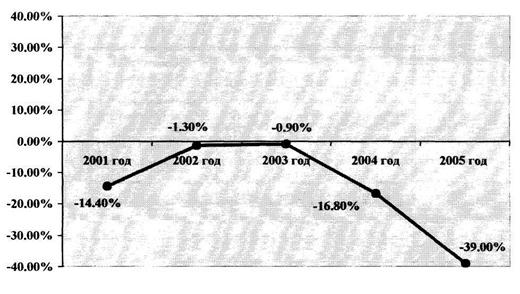
Рис.4.21 Динамика рентабельности (нерентабельность) цеха.
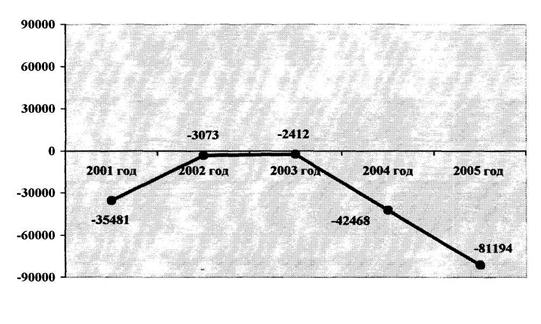
Рис.4.22 Динамика убыточности цеха
| Динамика ТЭП | по ЦХПНЛ(в среднем за год) | ||||
| Наименование | |||||
| показателей | 2001 | 2002 | 2003 | 2004 | 2005 |
|
Лента, г/к полоса нат.тн (факт) |
301.8 | 258.1 | 190.0 | 141.8 | 90.9 |
| усл.тн (факт) | 403.8 | 331.1 | 233.4 | 178.0 | 91.0 |
| Общая численность | 304 | 287 | 249 | 215 | 183 |
| Производительность | |||||
| нат.тн / чел. | 1.0 | 0.9 | 0.8 | 0.7 | 0.5 |
| усл.тн / чел. | 1.3 | 1.2 | 0.9 | 0.8 | 0.5 |
4.11 Основные направления снижения себестоимости в прокатном производстве
Основными направлениями технического прогресса в черной металлургии являются повышение технического уровня и эффективности производства; улучшение качества продукции по всему металлургическому циклу; повышение концентрации производства в связи с увеличением единичной мощности и емкости агрегатов; совершенствование технологии и интенсификации производственных процессов и управления производством.
В прокатном производстве основные направления технического прогресса следующие:
· расширение сортамента и повышение качества выпускаемой продукции, и улучшение структуры сортамента;
· повышение скоростей прокатки и внедрение непрерывности процессов производства;
· повышение мощности агрегатов;
· совершенствование технологии прокатки;
· механизация и автоматизация технологических процессов;
4.11.1 Расширение сортамента и повышение качества продукции
Развитие техники и совершенствование технологии прокатного производства неразрывно связано с изменением сортамента прокатной продукции. Внедрение мероприятий, направленных на расширение сортамента и повышение качества продукции, как правило, требует дополнительных затрат, вследствие чего себестоимость такой продукции повышается по сравнению с обычной, ранее освоенной продукцией. Эти затрата компенсируются потребителем.
При оценке мероприятий по повышению качества и расширению сортамента прокатной продукции применяются показатели экономии в народнохозяйственном разрезе.
Наряду с расширением сортамента проката значительного улучшения использования металла в процессе потребления можно достигнуть в результате повышения качества металла. Наиболее эффективным методом повышения механических свойств является упрочняющая термическая обработка проката, которая повышает прочностные свойства стали.
4.11.2 Повышение скоростей прокатки и внедрение непрерывности процессов производства
Внедрение непрерывности прокатки - одно из основных направлений технического прогресса в прокатном производстве.
Наиболее экономичными являются непрерывные станы. На непрерывных станах повышается скорость прокатки, что является важнейшим фактором увеличения производительности прокатных станов и снижения затрат на 1 тонну проката.
С увеличением скорости прокатки улучшается качество профиля, повышается выход годного, поскольку металл прокатывается за минимальное время, разность температур между передним и задним концами практически приближается к нулю.
Благодаря равномерности температуры прокатываемого металла при высокой скорости прокатки снижается расход топлива, электроэнергии и значительно повышается качество проката.
Внедрение непрерывной прокатки создает возможность полной автоматизации производственного процесса.
4.11.3 Увеличение мощности агрегатов
Увеличение мощности обжимных и чистовых станов и повышение в связи с этим концентрации производства обеспечивает повышение технического уровня прокатного производства.
Создание крупных агрегатов большей единичной мощности способствует снижению удельных капитальных вложений на 1 тонну продукции, снижению себестоимости 1 тонны продукции, особенно за счет уменьшения расходов по переделу.
4.11.4 Совершенствование технологии прокатки
Основными мероприятиями технологического процесса в совершенствовании технологии прокатного производства является улучшение нагрева металла, увеличение массы и размеров прокатываемых слитков и заготовок, переход на производство проката в бунтах и рулонах.
На производительность прокатных станов оказывает влияние увеличение массы прокатываемых слитков.
Применение крупных слитков способствует увеличению производительности обжимного стана, снижению расхода металла.
4.11.5 Автоматизация и механизация производственных процессов
Одно из важнейших направлений повышения эффективности производства - автоматизация производственных процессов.
Благодаря применению автоматизированных систем появилась возможность увеличить выпуск проката на том же технологическом оборудовании без увеличения производственных мощностей.
Основными задачами автоматизации прокатного производства являются:
· повышение высококачественного проката как по его геометрическим, так и по физико-механическим свойствам;
· экономия металла за счет прокатки с минусовыми допусками и оптимизации раскроя проката;
· повышение производительности и облегчение труда вальцовщиков и операторов. Автоматизация производственных систем обеспечивает повышение качества продукции, прочность и точность геометрических размеров.
Применение автоматических систем обеспечивает снижение себестоимости проката вследствие сокращения расхода топлива на нагрев металла, уменьшение угара металла, сокращение затрат живого и овеществленного труда.
4.11.6 Пути снижения себестоимости проката
Технический прогресс обуславливает уровень себестоимости продукции. Однако существует значительное число факторов, снижающих себестоимость продукции, и это зависит от рабочих, служащих и инженерно-технических работников цеха и завода. Снижение себестоимости прокатной продукции зависит также от сталеплавильных цехов, определяющих расход слитков на обжимных станах.
Основными факторами, обеспечивающими снижение себестоимости прокатного производства, являются:
· снижение расхода металла, топлива, электроэнергии, материалов;
· улучшение использования оборудования;
· повышение производительности труда;
· совершенствование организации труда.
4.11.7 Экономия металла и повышение выхода годного
Для повышения выхода годного проката необходимо совершенствовать технологию разливки спокойной стали в направлении уменьшения прибыльной части слитка с одновременным уменьшением усадочной раковины.
Эффективность замены кипящей стали полуспокойной особенно заметна на крупных слитках.
Наиболее эффективными в отношении снижения себестоимости проката являются сокращение отходов и угара металла и повышение выхода годного.
Повышение выхода годного в прокатных цехах позволяет увеличить выпуск готового проката без увеличения объема производства в сталеплавильных цехах. Снижение угара металла обеспечивает экономию капитальных вложений в доменное и сталеплавильное производство. Под угаром металла понимают количество образующейся окалины и сварочного шлака.
На величину угара оказывают влияние продолжительность нагрева, конечная температура, химический состав стали и атмосфера печи.
Основными факторами, обеспечивающими снижение угара при нагреве слитков, являются горячий посад слитков, четкая организация и соблюдение технологического процесса нагрева слитков и применение защитных газов при нагреве.
Резервом снижения себестоимости проката является получение возможно большей длины готового профиля из одного и того же металла путем повышения точности и прокатки профилей в пределах минусовых допусков.
При прокатке металла на минусовые допуски учет и поставку ведут по теоретической массе. Теоретическая масса определяется по номинальным размерам для данного профиля.
4.11.8 Резервы сокращения расхода топлива и электроэнергии
На удельный расход топлива большое влияние оказывают:
· тип нагревательного устройства,
· теплотворная способность,
· вид топлива,
· структура прокатной продукции,
При одинаковом сортаменте прокатываемых сталей на расход топлива оказывает влияние состав марок сталей.
4.11.9 Улучшение использования оборудования
Улучшение использования оборудования прокатных цехов дает возможность увеличить объем выпуска проката, в результате чего увеличивается производительность труда и снижается себестоимость.
Объем производства проката определяется двумя главными факторами:
· фондом фактического времени стана,
· производительностью стана в единицу времени.
Фактическое время работы стана равно номинальному времени, за вычетом текущих простоев, называется чистым временем прокатки.
Текущие простои в значительной мере снижают выпуск проката, вызывают непроизвольные потери металла (угар), электроэнергии, топлива, воздуха, воды и т.д.
К непроизвольным затратам времени относятся:
· оплата рабочим времени простоя по тарифным ставкам,
· доплаты от среднего заработка при временном переводе на другую работу,
· расход топлива в нагревательных печах во время простоя, а также постоянные расходы по переделу.
Сумма потерь одного часа простоя зависит от типа стана и его производительности.
Анализ причин текущих простоев по отдельным станам позволяет выявить возможность сокращения или полного предотвращения простоев.
Особенно важное значение имеет сокращение простоев стана.
Большие резервы сокращения простоев стана на перевалках кроются в улучшении организации работ. Необходимы своевременная подготовка валков и арматуры, закрепление за каждым участком стана рабочих, постоянно выполняющих эти работы и отвечающих за их качество, максимальное расширение фронта работ и совмещение их во времени на отдельных участках.
Большими резервами сокращения простоев прокатного оборудования являются сокращение простоев в процессе перевалки и замены калибров, сокращение простоев механического и энергетического оборудования на ремонте.
4.11.10 Производительность труда и расходы на заработную плату
Доля заработной платы в себестоимости проката зависит главным образом от достигнутого уровня техники, а, следовательно, и от производительности труда.
С ростом производительности труда доля живого труда, выраженного в заработной плате, в себестоимости прокатной продукции уменьшается, а доля прошлого труда относительно возрастает. При этом общая сумма затрат на единицу продукции уменьшается.
Вспомогательные процессы прокатного производства отстают от современного уровня механизации и автоматизации станов. Это отставание является одной из главных причин медленного роста производительности труда в прокатном производстве и темпов его роста по сравнению с другими стадиями металлургического передела.
4.11.11 Предлагаемые мероприятия по снижению себестоимости продукции в ЦХПНЛ.
Потребность отдельных отраслей народного хозяйства в холоднокатаной нержавеющей ленте постоянно увеличивается, что требует изыскания возможностей увеличения объема выпуска данной продукции. При этом следует иметь ввиду, что «Серп и молот» является одним из главных производителей данной ленты.
В настоящем дипломном проекте предполагается осуществить следующие мероприятия, направленные на увеличение выпуска этой продукции и улучшение технико-экономических показателей работы цеха, в том числе и снижение себестоимости продукции:
· применение рулонного подката вместо сварного;
· внедрение новой технологии обработки нержавеющей ленты;
· реконструкция термотравильного и отделочного отделения.
ВЫВОДЫ:
1.Анализ выполнения плана в натуральном выражении показывает, что план в отчетном 2006 году недовыполнен на 53,3%, что составляет 943 тонны.
Против прошлого 2005 года производство ленты сократилось на 904 тонн, что составило 47,8%.
2.Выпуск товарной продукции в отчетном 2006 году снизилась по сравнению с предыдущим 2005 годом на 82985 тыс. руб. или на 60,6%, но в тоже время план по выпуску товарной продукции недовыполнен на 54,9% или на 155324 тыс. руб.Динамики выпуска товарной продукции показывает, что объем производства товарной продукции в период с 2001 года по 2003 год увеличивается, а с 2003 г. по 2006г. заметно снизился, темп роста товарной продукции снижается, в отчетном 2006 году по сравнению с предшествующим 2005 годом он снизился незначительно (на 20,5%), тогда как в 2004 году по сравнению с 2003 годом он снизился на 26,3%, в 2002 году по сравнению с 2001 годом - на 7,6%.
3 .В ЦХПНЛ на каждый рубль вложенный в основные средства в 2004 году было получено 1,01 рублей, а в 2005 году 0,60 рублей прибыли.
В 2005 году 1,70 рублей затрат в основные фонды содержатся в каждом рубле товарной продукции, а в прошлом году 1 рубль.
Фондовооруженность в 2005 году уменьшилась на 141 рубль и составила 1162 рубля на человека.
На каждый рубль вложенный в основные средства в 2004 году приходилось 20 %, а в 2005 году 38 % убытка. Таким образом, можно сделать вывод, что основные фонды на предприятии используются не эффективно. При расчёте фондоотдачи исходные данные приводят в сопоставимый вид: объем продукции необходимо скорректировать на изменение цен, а основные фонды на их переоценку.
5. Среднесписочная численность промышленно-производственного персонала в отчетном 2006 году по сравнению с 2005 годом сократилась на 25 человек, что составляет 12,02% от всей численности
· производительность труда в отчетном 2006 году составила тыс. руб./чел. или 4,51 тонн/чел. 696,98
· по сравнению с предшествующим 2005 годом производительность труда в отчетном периоде снизилась на 315,19 тыс. руб./чел. в год или на 31,1%, при этом, если в анализе использовать объем продукции в натуральном выражении, то она снизилась на 3,81 тонны/чел, в год или на 45,8%.
сравнить с планом мы не можем, т.к.численность персонала цеха не была предварительно запланировано.
5.Анализ себестоимости продукции ЦХПНЛ показал, что фактическая себестоимость нержавеющей ленты в отчетном 2006 году по сравнению с предшествующим 2005 годом снизилась на 50122,7 тыс. руб. При этом сократилось количество собственных полуфабрикатов на 35859,1тыс. руб. или на 23%, так же, как и количество привозных полуфабрикатов на 20786 тыс. руб. или на 91,1%. Значительно снизились отходы и брак на 32,1%. Заметно уменьшились расходы по работам транспортных цехов на 25,9%. Остальные статьи себестоимости нержавеющей ленты изменились тоже изменены.
Из анализа структуры себестоимости нержавеющей ленты видно, что наибольшую долю в структуре себестоимости (« 56%) составляют сырье и основные материалы, что позволяет сделать вывод, что производство нержавеющей ленты - процесс материалоемкий.
Общее отклонение от затрат на рубль товарной продукции от плана: 1,59 - 0,88= 0,71 руб., т.е. затраты на рубль товарной продукции повысились по сравнению с утвержденным планом.
Таким образом решающим фактором повышения фактических затрат на 1 рубль товарной продукции против плана являются сверхплановые затраты, а наличие структурных сдвигов в производстве как бы компенсируется изменением цен на товарную продукцию.
6.Предприятие в отчетном 2006 году по-прежнему работало с убытком, который составил 75330,5 тыс. руб., и на 32862,37 тыс. руб.превысило прошлый 2005 г.
Показатель рентабельности продукции также остался отрицательными даже значительней увеличился: 2006г.-37,1%, и сравнивая с 2005г. этот уровень составил - -20,3%
Итак, рентабельность производства, в отчетном 2006 году, по-прежнему остается ниже нуля. Для устранения выявленных недостатков, необходимо провести ряд мероприятий, направленных на снижение себестоимости продукции и снижения переменных затрат. Целесообразно уделить внимание обновлению основных производственных фондов, внедрению новой технологии, увеличению выпуска продукции, снижению брака.
5. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ
5.1. Безопасность труда
5.1.1. Характеристика производственных процессов и оборудования
В ЦХПНЛ ОАО ММЗ «Серп и молот» установлено современное оборудование, используется механическая зачистка нового проката и заготовок, которая позволила отказаться от применения подвесных наждачных станов и тем самым ликвидировать возможность пневмо-вибро-заболеваний рабочих.
На участке отделки применяются машины для сортировки, маркировки и упаковки готового проката.
Постоянно повышается интенсификация технологических процессов, что приводит к конструктивным изменениям металлургических агрегатов и непосредственно сказывается на их безопасности.
За счет автоматического регулирования параметров процесса в цехе будут достигнуты значительное увеличение скорости прокатки и оптимизация обжатий.
При внедрении механизации следует заботиться о том, чтобы работа на вводимых механизмах была по возможности более облегчена и, чтобы эти механизмы не могли явиться причиной несчастного случая. [1].
5.1.2. Характеристика производственного помещения
Для создания удовлетворительных условий труда, предотвращения несчастных случаев и профессиональных заболеваний, важное значение имеет общее устройство цеха. Каждое производственное здание должно быть надежным в эксплуатации, долговечным и удовлетворять противопожарным требованиям. Соответствующие требования регламентируют строительные нормы и правила. Противопожарные требования СНиП П-2-80, производственные здания промышленных предприятий. Нормы проектирования СНиП П-90-81.
Станы выполнены из кирпичной кладки, световые проемы в верхней части здания расположены на высоте 1,3 м от уровня подкрановых путей. В связи с большим теплоизлучением кровля здания выполнена из негорючих материалов, перекрытия - из железобетона.
5.1.3. Производственная санитария
5.1.3.1. Вентиляция и отопление
В процессе производства агрегаты прокатного цеха выделяют в помещение значительное количество тепла, пыли (большое количество пыли выделяют агрегаты шлифовально-отделочного отделения), газов, поэтому цех имеет большое вспомогательное хозяйство.
В цехе применяются различные способы воздухообмена. Местная вентиляция установлена в непосредственной близости от источников вредных выделений, что предотвращает распространение вредных веществ в цехе. Так, снижение травильных ванн бортовыми отсосами снизило кратность воздухообмена в 2 раза.
Выбор и основания системы отопления производится в соответствии с рекомендациями СНиП П-33-75.
В холодный период года в цехе поддерживается положительная температура воздуха как путем подачи тепла системами отопления, так и путем использования для обогрева помещений имеющихся в них избытков тепла, в частности за счет больших масс нагретого металла.
Для поддержания требуемых температур воздуха в цехе в нерабочее время или во время перерывов в работе при использовании зданий и сооружений предусматривается устройство систем дежурного отопления. [1].
5.1.3.2. Освещение
В цехе применяется искусственное освещение. Освещение сооружения цеха спроектировано и производится в соответствии с нормами правил СНиП П-4-79.
Естественное освещение поверхности на открытом месте создается прямым солнечным светом и диффузным сводом небосвода. Естественное освещение нормируется СНиП П-4-79.
Для освещения применяются осветительные приборы (сочетания ламп с осветительной арматурой) ближнего действия (светильники) и дальнего действия (прожекторы), создаваемый в некоторой точке заданной плоскости внутри помещения светом неба непосредственно или после отражения (Ев) к одновременному значению наружной горизонтальной освещенности. Защита от ярких частей лампы достигается созданием определенного защитного угла, которых должен быть не менее 27°.
Для освещения вертикальных плоскостей и участков, машин и механизмов, недоступных для общего освещения, а также для усиления освещенности отдельных рабочих поверхностей применяют местное освещение. Для этого используют светильники с непросвечивающими отражателями, с защитным углом не менее 30°. При расположении светильников местного освещения ниже уровня глаз работающего защитный угол может составлять от 10° до 30°.[1].
5.1.3.3. Санитарно-бытовые помещения
В цехе имеются раздевалки, душевые, туалеты, комнаты для отдыха работников, помещения для стирки и ремонта одежды, курительные комнаты.
Санитарно-бытовые помещения соответствуют строительным номам и правилам СНиП П-92-76.
5.1.3.4. Питьевой режим
Для поддержания нормальной жизнедеятельности работникам цеха необходимо постоянное восполнение воды. Питьевой режим в цехе организован удовлетворительно - в цехе установлены автоматы с газированной водой, соответствующие нормам и правилам СНиП И-92-76.
5.1.4. Анализ потенциальных опасностей и вредности на производстве
Таблица 5.1.
| № п/п | Наименование операции | оборудование | Потенциальная опасность | Рекомендации по охране и их соответствие НТД |
| 1 | Нагрев и охлаждение металла | Роликовые печи, термостаты | Тепловые выделения | Приточно-вытяжная вентиляция, изоляция ГОСТ 12.1.005-88 ССБТ |
| 2 | Прокатка стали | Стан | Шум, вибрация | Звукоизоляция ГОСТ 12.1.052-78; амортизация ГОСТ 12.1.024-78 |
| 3 | Участок резки, зачистки, отделки металла | Летучие ножницы, моталки | Электроток | Заземление ПУЭ-76 |
| 4 | Контроль поверхности и качества металла | Приборы КИПиА | Электроток | Заземление, дистанционное управление ПУЭ-76 |
5.1.5. Меры защиты работников от негативного воздействия опасных и вредных факторов
Таблица 5.2.
| № н/п | Технологические операции | Опасный или вредный фактор | Инженерные рекомендации но предотвращению и защите | ||
| название | основные характеристики | соответствия требованиям | |||
| 1 | Нагрев и охлаждение металла | Тепловые выделения | Приточно-вытяжная вентиляция, изоляция | Роликовые печи, термостаты | ГОСТ 12.1.005-88 ССБТ |
| 2 | Прокатка стали | Шум, вибрация | Звукоизоляция | Автоматический регулятор мощности | СНиП П-12-77 |
| 3 | Участок резки, зачистки, отделки металла | Электроток | Заземление | Летучие ножницы, моталки | ГОСТ 12.1.030-81 ССБТ ПУЭ-76 |
| 4 | Контроль поверхности и качества металла | Электроток | Заземление, дистанционное управление | Оградительные устройства, приборы КИПиА | ПУЭ-76 |
5.1.5.1. Меры безопасности при эксплуатации и ремонте оборудования
Во избежание травматизма рабочих вращающимися муфтами и шпинделями, все соединительные шпиндели и муфты прокатных станов ограждены с боков решетчатыми щитами.
Чтобы исключить возможность пуска стана при отсутствии ограждения муфты и шпинделей имеется автоблокировка. При ручном регулировании валков нажимными винтами устройства для управления расположены в безопасном месте.
Между прокатными станами и помещениями для двигателей имеется сигнализация. Пуск, вход или остановка двигателя производится лишь после получения сигнала со стана.
В цехе применяются несколько ножниц. Для предотвращения порезов рук, захвата рабочих вращающимися частями привода ножницы ограждены и оборудованы прижимными устройствами, что устранило ручную направку металла. Для гильотинных ножниц сделаны специальные предохранительные линейки перед ножами, применение которых исключило возможность попадания рук рабочих в опасную зону.
Для безопасности работы в травильном отделении стены и пол помещения выполнены из кислостойких материалов. Расстояние между травильными ваннами равно 1,4 м, при высоте бортов ванн над полом в 750 мм, что приводит к удобному и безопасному обслуживанию ванн. В связи с большой грузоподъемностью (грузоперевозкой) металла в цехе оборудована звуковая сигнализация. Это соответствует ГОСТ 12.1.012-75 ССБТ. Для защиты глаз от механических повреждений, от отлетающих частиц прокатываемого металла применяются предохранительные очки типа класса 033. Спецодежда относится к числу широко применяемых средств защиты. Назначением спецодежды является предохранение тела работающего от неблагоприятного воздействия механических и физических факторов внешней среды.
5.1.5.2. Защита от тепловых выделений
В ЦХПНЛ выделяется большое количество тепла. Все рабочие места, на которых температура воздуха превышает нормативное значение, оборудуют вентиляцией. В теплый период года, подаваемый воздух в помещении охлаждают.
В цехе применяют воздушное охлаждение электродвигателей и водное охлаждение валков рабочей клети стана.
Согласно ГОСТ 12.4.011-75 средства тепловой изоляции должны удовлетворять следующим требованиям:
· обеспечение оптимальных условий теплообмена организма работника с окружающей средой;
· обеспечение необходимой подвижности воздуха;
· максимальная эффективность теплозащиты.
5.1.5.3. Токсикологическая характеристика используемых вредных веществ и меры защиты от них
Для уменьшения выделения кислотных паров, в ванны с травильным раствором добавляют специальные присадки. Агрегат непрерывного травления обычно состоит из 4-х травильных ванн, расположенных последовательно, и ванн холодной и горячей промывки. Для предотвращения выделения паров кислот и воды все ванны укрывают плотно прижатыми крышками. Отверстия для входа полосы в торус ванн закрывают прорезиненными фартуками. Отверстия для ввода трубопроводов в ванну тщательно закрывают клапанами. На ваннах с целью создания в них разряжения предусматривают натрубок для отсоса газов: по 2 - на кислотных и по 1 - в ваннах холодной и горячей промывки. Для защиты органов дыхания применяются фильтрующие приборы типа бесклапанный респиратор «Лепесток» РН-19. Все эти меры соответствуют ГОСТ 12.1.005-88 ССБТ и ГОСТ 12.1.007-76 ССБТ.
5.1.5.4. Предотвращение взрывов газов, пара, пыли, оборудования, работающего под давлением
При проектировании цеха должны быть соблюдены меры по предотвращению взрывов. Предотвращение образования взрывоопасной среды внутри технологического оборудования должно быть обеспечено применением геометрического производственного оборудования, поддержанием состава среды вне области воспламенения, применением химических реактивов и инертных добавок.
В цехе на линиях шлифовки (ЛШ № 1 и ЛШ № 2) для предотвращения пожаров из-за создания паров из масла можно создать не взрывоопасные, не горючие добавки к маслу.
На линиях светлого отжига (ЛСО № 1 и ЛСО № 2) имеется система датчиков на пламя, на водород, на содержание водорода в атмосфере, вокруг агрегата.
Защита от взрывов, предотвращение воздействия на людей опасных и вредных факторов, возникающих в результате взрыва, и сохранение материальных ценностей должны быть обеспечены использованием минимального количества взрывоопасных веществ.
При решении вопросов эвакуации людей из здания и помещений следует учитывать, что эвакуационные выходы не должны проходить через помещения. Для помещений с выходом в тупиковый коридор, расстояние от двери помещения до ближайшего выхода непосредственно наружу, в вестибюль или на лестничную клетку следует принимать не более 25 м.
Меры по предотвращению взрывов на производстве соответствуют ГОСТ 12.1.010-76 ССБТ.
5.1.5.5. Защита от шума, вибрации, ультразвука
Полностью исключить шум на производстве - очень сложная научно-техническая проблема, поэтому в прокатном цехе применяются следующие меры по уменьшению шума и вибрации:
· обильная смазка соприкасающихся деталей;
· исключение (по возможности) виброакустического оборудования;
· осуществление дистанционного управления или из кабин;
· применение звукоизолирующих кожухов;
· звукопоглощающие облицовки стен и другие меры. Эффект борьбы с шумом может быть достигнуты при комплексном использовании этих мероприятий. В цехе установлено современное оборудование: уровень шума в цехе близок к норме. Норма не более 85 дБ. Это соответствует нормам СНиП II-12-77.
Оборудование с использованием ультразвука в цехе нет, поэтому меры безопасности не предусмотрены.
5.1.5.6. Защита от ионизирующих излучений
В металлургической практике нередко приходится иметь дело с радиоактивным излучением. Для защиты от ионизирующего излучения в этом случае применяются свинцовые экраны.
В соответствии с основными санитарными правилами работы с радиоактивными веществами и другими источниками ионизирующих излучений (ОСП-72/80) мощность дозы излучения от вновь разрабатываемых переносных и стационарных дефектоскопов, не должна превышать 3 мр/час на расстоянии 1 м от поверхности блока.
На ОАО ММЗ «Серп и молот» радиоактивные вещества не применяют. Меры защиты от ионизирующих излучений предусмотрены ГОСТ 12.1.006-76.
5.1.5.7. Электробезопасность
Прокатный цех оснащен большим количеством электроустановок. Основными мерами защиты при эксплуатации этих установок является обеспечение защиты токоведущих частей от случайного прикосновения, от изменения индивидуальных средств защиты и др.
Ограждения токоведущих частей предусмотрено конструкцией оборудования. Неизолированные провода и щиты, а также приборы и аппараты электроустановок в цехе помещены в специальные ящики и шкафы. Внутри цеха не огражденные «голые» токоведущие части проложены на высоте 3,5 м. При пользовании переносным ручным инструментом или ручной переносной лампой на них подается пониженное напряжение - 36 В.
Для создания безопасных условий работ с электрическими устройствами в цехе существует ряд защитных мер: ограждения и блокировки, изолирующие предметы, предостерегающие надписи, сигнализация.
В качестве ограждения применяются решетки, сплошные щиты и др. Блокировочные системы создают такие условия, при которых исключается возможность травматизма. Так, при открывании дверей, ведущих за ограждения, происходит разрыв цепи тока. Средствами защиты, служащими для изолирования работника от земли, являются резиновые коврики. Для изоляции работника от пола - резиновые боты и галоши. Все меры соответствуют ГОСТ 12.1.038-82 ССБТ.
5.1.5.8. Пожарная безопасность
Цех, по характеру технологических процессов, по пожароопасности относится к категории «Г» и степени огнестойкости - П. Для ограничения распространения огня используют несгораемые конструкции, устанавливают противопожарные преграды, увеличивают площади остекленных проемов и т.д.
Проект здания должен содержать также рекомендации по противопожарной безопасности. В нем должны быть разработаны мероприятия по эвакуации людей через эвакуационные пути и выходы в течение необходимого промежутка времени (СНиП П-2-80; ГОСТ 12.1.004-76).
В цехе предусмотрена система пожаротушения: водовод высокого давления со спринглерными насадками. Пожарная сигнализация лучевая.
5.1.6. Производственная эстетика
Большое место в производственной эстетике занимает вопрос цветовой отделки помещения. Проектирование цветового решения интерьера следует выполнять в соответствии с нормами СН 181-70.
Окраска должна быть использована как дополнительный фактор, улучшающий освещенность помещения. Стены, потолки следует окрашивать в светлые тона.
К эстетическим факторам производственной среды относится озеленение, которое должно осуществляться в соответствии с нормами СНиП П-89-90.
5.1.7. Социальные показатели
Улучшение условий труда:
· степень механизации - 30%;
· степень автоматизации - 70%;
· степень огнестойкости здания - категория «Г»;
· степень безопасности и вредности - 75%.
В производственных помещениях ЦХПНЛ должны быть созданы микроклиматические условия, параметры которых регламентированы ГОСТ 12.1.005-88.
Оптимальная температура в цехе составляет от +16°С до +25°С, допустимая - от +13°С до +25°С, а относительная влажность воздуха в производственных помещениях - не выше 0,2-0,5 м/сек в холодный и в переходный период. Загазованность воздуха в среднем по всему цеху - 5mj, запыленность - 3,5-4,0 м3. Уровень шума в цехе 80 дБ.
В цехе имеются гардеробные для хранения одежды, обуви работников, душевые для соблюдения гигиенических нужд, туалеты, курительные комнаты и все соответствует требованиям СНиП П-92-76.
Затраты на охрану труда составляют 10% от стоимости основных фондов.
5.2. Экология
5.2.1. Общая характеристика экологической обстановки
В настоящее время ко всем организациям и предприятиям компетентными органами предъявляются жесткие требования по соблюдению мероприятий по охране окружающей среды. Это вопрос очень актуален для металлургических предприятий.
Особое внимание обращается на решение современных экологических проблем и создание экологически безопасных малоотходных и безотходных прогрессивных технологических процессов, производств и территориально-производственных комплексов. Технологические процессы, протекающие в ЦХПНЛ ОАО ММЗ «Серп и молот» не вызывают никаких вредных и аномальных последствий, нарушений экологического равновесия.
5.2.2. Отходы производства
5.2.2.1. Краткая характеристика отходов производства
В цехе холодной прокатки нержавеющей ленты основную массу отходов занимают:
· концы,
· обрезь,
· процент угара невелик.
5.2.2.2. Нейтрализация и очистка сточных вод, повторное использование воды
В сточных водах металлургического предприятия содержатся следующие виды примесей: механические примеси органического и минерального происхождения; стойкие и летучие нефтепродукты; эмульсии и т.д. Расчет допустимого состава сточных вод, сбрасываемых в водоемы, производится с учетом «Правил охраны поверхности вод от загрязнения сточными водами».
Правила устанавливают нормы на ПДК веществ, состав и свойства воды водоемов. Существенными источниками загрязнения водного бассейна являются сточные воды черной и цветной металлургии, поэтому в обязательном порядке должна осуществляться их очистка.
Годовой объём стоков = Часовой размер воды * Количество рабочих дней в году (таблица 5.3)
Таблица 5.3.
Расчет объемов сточных вод согласно СН 496-77
| № п/п | Наименование потребителей |
Часовой расход воды, м3/час |
Количество рабочих часов в году |
Годовой объем стоков, тысм3 |
| 1 | Прокатные станы | 400 | 6710 | 2684,0 |
| 2 | Охлаждение смазочных устройств | 300 | 3350 | 1005,0 |
| 3 | Нагревательные устройства | 360 | 6710 | 2415,6 |
| ИТОГО | - | - | 6104,6 | |
Очистка сточных вод
При очистке сточных вод в прокатном цехе можно улучшить обратный цикл водоснабжения, построить разгрузочный коллектор.
Очистка сточных вод от механических примесей осуществляется методами процеживания, отстаивания, отделения механических частиц в поле действия центробежных сил или фильтрации. Для очистки сточных вод от металлов и солей применяют ионообменные, сорбционные, электрохимические методы гиперфильтрации, а также биохимические очистки.
5.2.2.3. Газообразные отходы и их очистка
Годовой объём выбросов = Кол-во источников загрязнения*Объём, отсас. от 1-го ист.*Кол-во раб.часов в год (таб.5.4)
Таблица 5.4.
Расчет объемов отходящих газов согласно СН 496-77
| № п/п | Источники загрязнения технологического оборудования | Кол-во штук |
Объем, отсасываемый от 1-го источника, м3/час |
Количество рабочих часов в году |
Годовой объем выбросов, тысм3 |
| 1 | Шлифовальные станки | 2 | 18,0 | 6710 | 241,56 |
| 2 | Агрегат для снятия фасок | 2 | 10,0 | 5000 | 100,00 |
| 3 | Правильные машины | 3 | 15,0 | 5000 | 225,00 |
| ИТОГО | 566,66.............................. 'А | ||||
Способы и средства очистки
Наряду с охраной труда большое внимание уделяется охране окружающей среды, особенно если завод расположен в центре, в черте города. Результатом проведения мероприятий по заводу, загрязнение окружающей среды отходящими газами должно соответствовать СНиП П-33-75, что очень трудно достигается, но эти требования выполняются.
5.2.2.4. Утилизация отходов
Отходы являются вторичными сырьевыми ресурсами. Их использование (утилизация, рекуперация, регенерация) важнейшие направления повышения эффективности производства и снижения загрязнения окружающей среды.
Отходами являются концы, они сортируются по маркам стали и направляются на переплав (СНиП П-33-76).
5.2.3. Использование природных ресурсов на производстве
Для нормальной эксплуатации термического оборудования в цехе холодной прокатки нержавеющей ленты требуется постоянное потребление охлаждающей воды.
5.2.4. Использование энергетических ресурсов на производстве
В работе цеха предусматривается использование энергетических ресурсов для работы двигателей приводов, вытяжек, системы автоматики, искусственного освещения цеха и других энергопотребляемых агрегатов.
5.3. Безопасность в чрезвычайных ситуациях
Чрезвычайная ситуация (ЧС) - обстановка на объекте или на определенной территории, сложившаяся в результате аварий, катастроф, стихийных и экологических бедствий, эпидемий, эпизоотии и эпифитотий, которая может привести или уже привела к значительному ущербу, человеческим жертвам и нарушению условий жизнедеятельности.
5.3.1. Основные поражающие факторы чрезвычайных ситуаций
· механические (динамические): взрывная волна, метательное действие, вторичные снаряды, придавливание разрушенными конструкциями зданий, шахт, обвалы, оползни, ураганы, смерчи, наводнения и др.;
· химические (ядовитые) вещества: аммиак, хлор, пропан, кислоты, щелочи и др. сильнодействующие ядовитые продукты, попадающие в атмосферу, воду, продукты питания и воздействующие на человека через органы дыхания, кожные покровы, желудочно-кишечный тракт и т.п.; радиационные вещества;
· термические (высокие и низкие температуры);
· биологические (бактериальные средства, токсины и др.).
5.3.2. Система предупредительных сигналов
Различные системы электрической сигнализации предназначены для обнаружения самой первоначальной стадии ЧС и сообщения о месте ее возникновения. Электрической сигнализацией оборудуются производственные и складские помещения и сооружения.
5.3.3. Организация работ по ликвидации последствий ЧС
Спасательные работы включают:
·
локализацию и
тушение пожаров на маршрутах выдвижения и участках
работ;
· разведку маршрутов выдвижения сил ГО и участков работ;
· розыск пораженных и извлечение их из поврежденных и горящих зданий, затопленных, задымленных и загазованных помещений, завалов;
· вскрытие разрушенных, поврежденных и заваленных сооружений и спасение находящихся в них людей;
· оказание первой медицинской помощи пораженным и эвакуацию их в медицинские учреждения;
· вывод населения из опасных зон в безопасные районы;
· санитарную обработку людей, ветеринарную обработку сельскохозяйственных животных, средств защиты и одежды, продовольствия, воды, фуража.
Менее неотложные работы включают:
· прокладку колонных путей и устройство проездов в завалах и зонах поражения;
· локализацию аварий на газовых, энергетических, водопроводных, канализационных сетях, для создания хороших условий проведения спасательных работ;
· восстановление и ремонт линий связи и энергетических сетей в целях проведения спасательных работ, а также защитных сооружений для людей в случае повторных ЧС;
· укрепление или обрушение конструкций зданий и сооружений, угрожающих обвалом и препятствующих безопасному проведению спасательных работ;
· уничтожение не взорвавшихся боеприпасов и других взрывоопасных предметов.
Спасательные работы невозможно провести эффективно без применения современной техники, поэтому в зависимости от вида проводимых работ используются следующие группы технических средств:
· машины и механизмы для вскрытия завалов, их разборки и расчистки, а также подъема, перемещения и транспортировки грузов (бульдозеры, краны, тракторы, экскаваторы, самосвалы, домкраты, лебедки);
· пневматический инструмент для проделывания отверстий в стенах, перекрытия завалов с целью подачи воздуха и вызволения пострадавших (отбойные и бурильные молотки);
· инструменты для резки металлов (автогенные аппараты, бензорезы, керосинорезы);
· устройства для откачки воды (пожарные и авторазливочные станции, мотопомпы, поливочные машины, насосы);
· средства для переправы через водные преграды (баржи, понтоны, тягачи-трайлеры, паромы);
· обслуживающие и ремонтные средства (заправщики, станции обслуживания, мастерские, осветительные станции). При удачном использовании машин и механизмов, успешное проведение СиДНР зависит от:
- добывания разведкой сил ГО достоверных данных об обстановке к установленному сроку,
- быстрого ввода сил ГО в районы поражения, высокой выучки личного состава,
- соблюдения им правил безопасности при проведении работ,
- заблаговременного изучения особенностей вероятных участков работ,
- хорошего управления и четкой организации взаимодействия сил и средств ГО.
5.3.4. Негативное воздействие ЧС и рекомендации по правилам безопасности поведения при ЧС
1. Пожары и взрывы
Пожары и взрывы - самые распространенные ЧС в современном мире, связанные с гибелью людей и наносящие большой материальный ущерб, ущерб окружающей среде, а также психологический эффект и т.д. По химической природе это разновидности неконтролируемого горения.
2. Лваоии с выбросом (угрозой выброса) сильнодействующих ядовитых веществ (СДЯВ)
СДЯВ - это обращающиеся в больших количествах в промышленности и на транспорте токсические химические вещества, способные в случае разрушения (аварий на объектах) легко переходить в атмосферу и вызывать массовые поражения людей.
3. Аварии с выбросом (угрозой выброса) радиоактивных веществ (РВ)
Воздействие радиации приводит к гибели живых организмов. В результате радиационного заражения развивается лучевая болезнь, нарушающая генетику организма. Появление излучения связано с функционированием предприятий, использующих радиоактивные материалы, авариями на ядерных установках и деятельностью организаций по переработке и захоронению радиоактивных отходов.
4. Аварии с выбросом (угрозой выброса) биологически опасных веществ (БОВ)
БОВ - те вещества, которые способны вызвать инфекционные заболевания людей и животных при попадании в организм, причем для этого достаточно ничтожно малого их количества. К БОВ относятся болезнетворные микробы и бактерии, возбудители различных особо опасных инфекционных заболеваний: чумы, холеры, натуральной оспы, сибирской язвы и т.д.
5 Гидродинамические аварии
Это аварии на сооружениях или естественных образованиях, создающих
Гидродинамические объекты - плотины, водозаборные станции, запруды для различных целей. Разрушение или прорыв объекта происходит либо под воздействием сил природы, либо под воздействием человека. Гидродинамическая авария - это ЧС вследствие неуправляемого перемещения больших масс воды, несущих гибель, разрушения и затопление обширных территорий поверхности земли.
6. ЧС природного происхождения
стихийные бедствия - природные явления или процессы, которые вызывают катастрофические ситуации, характеризующиеся внезапным нарушением жизнедеятельности населения, разрушениям и уничтожением материальных ценностей, поражением или гибелью людей.
Нередко, из-за неправильного поведения, неправильной организации спасательных и других необходимых работ гибнут люди.
Основными мероприятиями по предупреждению и снижению воздействия поражающих факторов являются:
■ оповещение об аварии и информирование о порядке действий в создавшихся условиях;
■ укрытие;
■ использование средств индивидуальной защиты;
■ предотвращение потребления загрязненных продуктов питания и воды:
■ ограничение доступа на загрязненную территорию.
5.3.5. Инженерные разработки мер защиты от конкретных опасностей (вредностей)
В цехе холодной прокатки нержавеющей ленты лампы накаливания применяются в помещениях, где производят относительно грубые работы (склад готовой ленты). Люминесцентные лампы используют при выполнении точных работ. Естественное освещение в цехе создается солнечным светом, через световые проемы в здании цеха.
Рассчитаем необходимое количество светильников люминесцентных. Норма освещенности, согласно СН 245-71, равна 150 лк е = 1,1 дает равномерное освещение при К = 1,5 и V = 0,40. Найдем норму освещенности по формуле:
 ,
,
где ЕН - норма освещенности; Е - номинальная освещенность;
К - коэффициент запаса; S - площадь помещения; ε - коэффициент переход от наименьшей освещенности к средней (обычно принимается равным 1,1 ... 1,2); N-количество светильников; V - коэффициент использования, т.е. относительная доля накала лампы, падающая на поверхность.

0,40 Поток лампы ЛБ-40 = 2480 лк; ЛБ-80 = 4320 лк. Потребность ламп:
 ,
, 
Так как светильники 2-хламповые и число рядов 2, то в каждом ряду надо:
Расположение светильников должно быть таким, чтобы обеспечить качество и экономичность освещения, удобство и безопасность обслуживания.
ЗАКЛЮЧЕНИЕ
В данном дипломном проекте проведен анализ различных сторон производственно-хозяйственной деятельности цеха холодной прокатки нержавеющей ленты ОАО "ММЗ "Серп и Молот". В результате проведенной работы выявлены различные отклонения в работе цеха (низкая производительность оборудования, снижение себестоимости продукции и др.) и на основе анализа предложены мероприятия, направленные на устранение этих недостатков, в том числе на снижение себестоимости холоднокатаной нержавеющей ленты и переменных затрат, с целью повышения рентабельности.
Главная цель производственного предприятия в современных условиях -получение максимальной прибыли, что невозможно без эффективного управления капиталом. Поиски резервов для увеличения прибыльности предприятия составляют основную задачу управленца.
Очевидно, что от эффективности управления финансовыми ресурсами и предприятием целиком и полностью зависит результат деятельности предприятия в целом. Если дела на предприятии идут самотеком, а стиль управления в новых рыночных условиях не меняется, то борьба за выживание становится непрерывной.
Для повышения эффективности работы предприятия первостепенное значение имеет выявление резервов увеличения объемов производства и реализации, снижения себестоимости продукции (работ, услуг), роста прибыли. К факторам, необходимым для определения основных направлений поиска резервов увеличения прибыли относятся:
· природные условия, государственное регулирование цен, тарифов и др. (внешние факторы);
· изменение объема средств и предметов труда, финансовых ресурсов (внутренние производственные экстенсивные факторы);
· повышение производительности оборудования и его качества, ускорение оборачиваемости оборотных средств и др.(интенсивные);
· снабженческо-сбытовая деятельность, природоохранная деятельность и др. (внепроизводственные факторы).
Из вышеперечисленного можно сделать следующие предложения:
Во-первых, для получения максимальной прибыли предприятие должно наиболее полно использовать находящиеся в его распоряжении ресурсы, и в первую очередь оно должно использовать выявленный резерв по производству на имеющемся у него оборудовании дополнительной продукции. Увеличение выпуска снижает издержки на единицу продукции, т.е. затраты на ее изготовление в расчете на единицу продукции снижаются, а следовательно, снижается себестоимость, что в конечном итоге ведет к увеличению прибыли от реализации продукции. Ну а кроме этого, дополнительное производство рентабельной продукции уже само по себе дает дополнительную прибыль. Таким образом, при увеличении выпуска и, соответственно, реализации рентабельной продукции увеличивается прибыль в расчете на единицу продукции, а также увеличивается количество реализуемой продукции, каждая дополнительная единица которой увеличивает общую сумму прибыли. Вследствие этого, увеличение выпускаемой рентабельной продукции при условии ее реализации дает значительный прирост объема прибыли.
Во-вторых, снижение себестоимости также значительно может увеличить получаемую предприятием прибыль. Как описывалось в предыдущем пункте, одним из факторов снижения себестоимости является увеличение объема выпускаемой продукции. Другими факторами являются:
· улучшение уровня организации производства, имеющее своей целью свести к минимуму или вообще ликвидировать нерациональные издержки;
· слаженная работа всех составляющих производственного процесса (основного, вспомогательного, обслуживающего производства);
· оптимизация потоковых процессов на предприятии. В третьих, немаловажным фактором получения дополнительной прибыли является оптимизация структуры сбыта. При проведении данной оптимизации удельный вес продукции, реализуемой по договорным, более высоким ценам, должен увеличиться до своего максимального уровня, а в идеале - до 100%. Соответственно, доля продукции, реализуемой предприятием другим организациям по линии взаимозачетов по более низким ценам должна быть как можно ниже.
В дипломной работе защищается концепция, основанная на идеи отмены валовых повышений цен на материалы естественных монополий (нефтепродукты, электроэнергия, передельного покупного металла и т.д.)
СПИСОК ЛИТЕРАТУРЫ
1. С.А. Мерекалов. Учебное пособие для дипломного проектирования "Охрана труда и окружающей среды", М., 1987 г.
2. Б.М. Злобинский Охрана труда в металлургии. 2-е изд. М., «Металлургия», 1975 г.
3. В.Н. Бринза, М.М. Зиньковский «Охрана труда в черной металлургии», М.: «Металлургия», 1982 г.
4. К.А. Черепанов, Г.И. Черныш и др. Утилизация вторичных материальных ресурсов в металлургии. М: Металлургия, 1994 г.
5. П.И. Полухин, Н.М.Федосов, А.А.Королев, Ю.М.Матвеев «Прокатное производство», учебник для вузов 3-е изд. М.: «Металлургия» 1982г.
6. А. А. Королев «Механическое оборудование прокатных и трубных цехов», учебник для вузов 4-е изд. М.: «Металлургия», 1987 г.
7. И.И. Неминущий, B.C. Олефир "Планирование в черной металлургии", М.: «Металлургия», 1985 г.
8. «Технико-экономические расчеты по организации, планированию и управлению металлургическим предприятием". Под редакцией И.Н. Иванова. М.: "Металлургия», 1993 г.
9. О.В. Юзов, Ф.И. Щепилов, А.Г. Шлеев «Экономика и организация производства в дипломном проектировании», М.: «Металлургия»,1991г.
10. О.И. Волков, В.К. Скляренко «Экономика предприятия» Курс лекций. -М.: ИНФА-М; 2003 г.
11. Шеремет А.Д., Сайфулин Р.С. Финансы предприятий. Учебное пособие. - М.. «ИНФРА-М» 1999.
© 2010 Интернет База Рефератов