
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Курсовая работа: Индивидуальный метод организации производства на примере ЗАО "Оверо"
Курсовая работа: Индивидуальный метод организации производства на примере ЗАО "Оверо"
Введение
Глава 1 Основы организации индивидуального метода производства
1.1 Особенности организации индивидуального метода производства
1.2 Основные стадии организации индивидуального производства
1.3 Особенности организации предметно-замкнутых участков
Глава 2 Организационно-экономическая деятельность ЗАО «Оверо»
2.1 Организационное положение ЗАО «Оверо»
2.2 Организация производственного процесса в ЗАО «Оверо»
2.3 Процесс организации индивидуального производства ЗАО «Оверо»
Глава 3 Пути совершенствования индивидуального производства в ЗАО «Оверо»
3.1 Направления совершенствования организации индивидуального производства ЗАО «Оверо»
Заключение
Список использованных источников
Введение
Актуальность исследования: Любая экономическая система, в том числе предприятие, решает три главных вопроса: что производить, как производить, для кого производить. Организация производства напрямую связана с поиском ответа на вопрос: как производить. Она призвана определить эффективные взаимосвязи между отдельными элементами производственно-сбытового процесса и создать условия для повышения конкурентоспособности продукции и предприятия в целом. Именно поэтому переход к рыночным отношениям обусловливает необходимость совершенствования организации производства на предприятии. В связи с переходом к рыночной экономике выдвигается задача поиска эффективных форм и методов организации производства. К числу важнейших направлений совершенствования организации производства следует отнести: внедрение гибких форм и методов организации производства, позволяющих оперативно учитывать и удовлетворять требования потребителей; введение ускоренных методов разработки и освоения производства новых видов продукции, конкурентоспособной на мировом рынке; введение современных информационно-коммуникационных технологий и построенных на их основе новых методов организации производства, разработки и освоения производства новых видов продукции; обеспечение ритмичной и устойчивой работы предприятий путем внедрения прогрессивных методов организации производственных процессов; активизация участия рабочих в совершенствовании организации производства. Финансовые результаты деятельности предприятия в значительной мере зависят от повторяемости производственного процесса, объема и номенклатуры выпускаемой продукции. Эти признаки лежат в основе типа производства. Различают три типа производства; единичное, серийное, массовое. Единичное производство характеризуется малым объемом выпуска изделий, имеющих уникальные особенности, повторное изготовление которых, как правило, не предусматривается. Поэтому организация индивидуального производства очень сложна и не всегда целесообразна, в ее эффективности очень важную роль играет последующая реализация полученных таким способом изделий. Поэтому необходимо совершенствовать не только производственную, но и маркетинговую деятельность.
Предмет: применение индивидуального метода организации производства в современных условиях.
Объект: пути повышения эффективности индивидуального метода организации производства на предприятии общественного питания ЗАО «Оверо».
Цель исследования: выявить недостатки и проанализировать пути совершенствования организации индивидуального метода производства, применяемого ЗАО «Оверо».
Постановка цели предполагает решение следующих задач:
1. Дать характеристику организации индивидуального метода производства на промышленных предприятиях.
2. Провести организационно-экономическую характеристику ЗАО«Оверо».
3. Описать применение индивидуального метода в ЗАО «Оверо».
4. Определить направления по совершенствованию индивидуального метода производства ЗАО «Оверо».
Теоретическую и методологическую базу курсовой работы составили труды таких ученых-экономистов как Туровец О.Г., . Фатхутдинов Р.А., Родионов В.Б., Шепеленко Г.И. и других.
Структура работы: работа состоит из введения, трех глав вопросов основной части, заключения, списка использованных источников.
Глава 1 Основы организации индивидуального метода производства
1.1 Особенности организации индивидуального метода производства
Индивидуальный метод организации производства характерен для заводов и цехов, изготавливающих различные изделия в ограниченных количествах, как правило, без повторения их выпуска в дальнейшем либо с повторением через большой промежуток времени, когда конструкция изделия значительно изменится (так, например, в машиностроении при индивидуальном типе производства уровень оригинальных деталей составляет 86,6 %). Также он свойственен заводам и цехам, производственная программа которых включает в себя изготовление большого числа систематически меняющейся продукции в ограниченных количествах, например, опытное производство, специальное инструментальное производство[1]. Особенности оперативного планирования и управления заключаются в своевременных комплектации и выполнении заказов, контроле за продвижением каждой детали по операциям, обеспечении планомерной загрузки участков и рабочих мест.
Индивидуальный (единичный) метод организации производства характеризуется рядом черт:
1. Изделия запускаются в производство в размере, равном всему количеству изделий в заказе. Детали запускаются в производство, как правило, партиями, равными всей потребности в них для выполнения заказа.
2. Вместо подетальной технологии разрабатывается маршрутная технология, в которой определяются только цеха-изготовители, виды обработки, инструмент. Причем маршрутная технология предусматривает выполнение возможно большего количества следующих друг за другом операций на одном станке, так как выгодно переналадить станок, где уже находится деталь (часто крупногабаритная), и тем самым сократить расходы на транспортировку. Разработка подетальной технологии нецелесообразна еще и потому, что полная технологическая подготовка надолго задержала бы начало выпуска изделия и значительно повысила бы себестоимость изготовления изделия. Поэтому при передаче их на каждую последующую операцию (участок) необходимо тщательно проработать вопросы контроля качества обработки, транспортирования, определения рабочих мест для выполнения следующей операции.
3. Изготовление деталей и узлов изделия не закрепляется за конкретным рабочим местом.
4. Оборудование располагается группами однородных станков.
5. Применяется, как правило, универсальное оборудование, обеспечивающее изготовление деталей широкой номенклатуры, а также уникальные станки, станки высокой мощности и точности, поскольку использовать специализированное оборудование экономически невыгодно в связи с низким уровнем загрузки как по времени, так и по мощности[2].
6. Применяются, как правило, универсальные приспособления, пригодные для закрепления на станке самых разных деталей; универсальный режущий инструмент, допускающий выполнение нескольких типовых операций; универсальный измерительный инструмент, позволяющий измерять детали разных размеров.
7. На работе используются рабочие-универсалы высокой квалификации, имеющие определенные навыки выполнения значительного количества разнообразных операций, которым разрешается самостоятельно решать вопросы детализации технологии.
8. В условиях единичного производства усложнено материально-техническое обеспечение, так как широкая номенклатура изготовляемой продукции, применение укрупненных норм расхода материалов создают трудности в бесперебойном снабжении, из-за чего на предприятиях накапливаются большие запасы материалов, а это ведет в свою очередь к омертвлению оборотных средств;
9. Постоянная переналадка технологических линий требует создания значительного запаса материала[3].
Перечисленные особенности индивидуального метода организации производства увеличивают затраты на производство, обусловленные сложностью работ, универсализацией оборудования и увеличением производственного цикла. Поэтому здесь необходимо поддерживать е только высокий уровень организации производства, но и стремление к концентрации производства однотипных изделий, так как это создает возможность перехода от единичного и мелкосерийного производства к партионному методу организации производства.
Технико-экономические расчеты в индивидуальном производстве охватывают расчеты загрузки оборудования, величину заделов продолжительности производственного цикла, разработку цикловых графиков выполнения заказа, предусматривающих максимальное совмещение во времени отдельных работ.
При индивидуальном (единичном) метод организации производства календарное планирование является сложным, учитывая ряд его особенностей. Во-первых, для изделий с длительным производственным циклом надо тесно увязывать план изготовления и выпуска продукции с технологической подготовкой производства. Во-вторых, в момент составления календарных планов-графиков выпуска продукции отсутствуют нормы затрат живого труда, овеществленного труда, то есть нормы времени, расхода материалов, топливно-энергетических ресурсов. В-третьих, сложно распределять производственные процессы во времени и в пространстве с учетом наиболее полной загрузки всех рабочих мест и обеспечения выполнения заказа в установленный заказчиком срок[4]. Особенности организации единичного производства сказываются на экономических показателях. Для предприятий с преобладанием единичного типа производства характерны относительно высокая трудоемкость изделий и большой объем незавершенного производства вследствие длительного прослеживания деталей между операциями. Структура себестоимости изделий отличается высокой долей затрат на заработную плату; эта доля, как правило, составляет менее 20-25%.
1.2 Основные стадии организации индивидуального производства
Рассмотрим основные стадии организации индивидуального производства.
Определение типов и количества станков, необходимых для выполнения заданной производственной программы. При организации индивидуального производства точно установить номенклатуру выпускаемой продукции трудно, поэтому допустимы приближенные расчеты потребного количества станков. В основу расчета закладываются следующие показатели: съем продукции с единицы оборудования q; число станко-часов, необходимое для обработки комплекта деталей на одно изделие h. Точность укрупненных расчетов зависит от того, насколько верно определены значения указанных показателей. Расчетное количество станков Sр определяется по формуле:
Spj = Q / qi х Kсмj; Spj = hQ / Fэj, (1)
где Spj - расчетное
количество станков по j-й группе оборудования;
Q - годовой объем выпуска продукции, шт.; Kсмj - коэффициент
сменности работы по j-й группе оборудования; Fэj - эффективный фонд
рабочего времени одного станка j-й группы.
Fэj = Fнj (1- tp + tп)/ 100, (2)
где Fнj – номинальный фонд времени работы станка j-й группы; tp - нормативные затраты времени на ремонт данного оборудования, % к номинальному фонду; tп - нормативные затраты времени на наладку, переналадку, передислокацию этого оборудования, % к номинальному фонду.
Номинальный фонд времени работы станка зависит от числа календарных дней Дк и нерабочих дней в году Дн, принятого режима сменности работы в сутки и определяется по формуле:
Fн = (Дк - Дн) Тчс, (3)
где Тчс - среднее число часов работы станка в сутки по принятому режиму сменности.
Принятое количество станков по каждой группе оборудования устанавливается путем округления полученного значения до целого так, чтобы общее количество станков не выходило за пределы принятого их числа.
Коэффициент загрузки оборудования определяется отношением расчетного количества станков (Кр) к принятому (Кп ):
Кз = Кр / Кп. (4)
Производственная мощность участка (Му), оснащенного однотипным оборудованием, определяется следующим образом:
Му = Sпр х Кн.см х Fн х К + Стр, (4)
где Sпр - принятое количество оборудования; Кн.см - нормативный коэффициент сменности работы оборудования; К - коэффициент выполнения норм, достигнутый в базисном году по участку (цеху); Стр - плановое задание по снижению трудоемкости, нормо-ч[5].
Нормативный коэффициент сменности работы оборудования определяется исходя из загрузки установленного оборудования, как правило, при двухсменном режиме работы с учетом нормативного коэффициента, учитывающего время пребывания станков в ремонте.
Сопряженность отдельных участков по мощности определяется по формуле:
Км = Му1 / Му2 х У1 (5)
где Км - коэффициент сопряженности участков по мощности; Му1, Му2 - мощности сравниваемых участков (продукция 1-го участка используется для изготовления единицы продукции 2-го участка); У1 - удельный расход продукции 1-го подразделения.
Особенности организации и обслуживания рабочих мест заключаются в следующем: наладка станка перед началом работы, а также установка инструмента на рабочих местах осуществляется самими рабочими, при этом рабочие места должны быть оснащены всем необходимым для обеспечения непрерывной работы; транспортировка деталей должна осуществляться без задержек, на рабочих местах не должно быть излишнего запаса заготовок.
Для индивидуального производства характерна планировка участков по видам работ. В этом случае создаются участки однородных станков: токарные, фрезерные и др. Последовательность расположения участков на площади цеха определяется маршрутом обработки большинства типов деталей. Планировка должна обеспечивать перемещение деталей на малые расстояния и только в направлении, которое ведет к завершению изготовления изделия[6].
Нормативами индивидуального метода организации производства являются:
1. Длительность производственного цикла изготовления заказа в целом и отдельных его узлов;
2. Размер запаса незавершенного производства[7].
1.3 Особенности организации предметно-замкнутых участков
Одним из видов индивидуального производства является предметно-замкнутый участок, позволяющий совершенствовать применение индивидуального производства в организации. На предметно-замкнутых участках (ПЗУ) осуществляется полная обработка деталей, в результате которой получается законченная продукция.
На практике различают следующие разновидности предметно-замкнутых участков обработки деталей:
1) участки с одинаковыми или однородными технологическими процессами или маршрутами движения;
2) участки по выпуску разнообразных деталей, сходных по конфигурации и операциям обработки;
3) участки по изготовлению деталей из материалов и заготовок определенного вида.
Для организации таких участков необходимо рассчитывать следующие календарно-плановые нормативы: размер партии деталей конкретного наименования; периодичность (ритмичность) чередования деталей этого наименования; количество единиц оборудования по каждой операции производственного процесса и коэффициент его загрузки; пооперационный и подетальный стандарт-план; продолжительность производственного цикла обработки деталей; нормативы заделов и незавершенного производства.
В основу расчета календарно-плановых нормативов закладываются: программа выпуска (запуска) деталей на плановый период; технологический процесс и нормы времени обработки деталей по конкретной операции; нормы подготовительно-заключительного времени на каждую операцию по каждому наименованию деталей; допустимые потери рабочего времени на переналадку и плановые ремонты оборудования; число рабочих дней в плановом периоде, продолжительность рабочей смены и режим работы.
Для организации выпуска продукции необходимо построение пооперационного подетального стандарт-плана организации ПЗУ, который устанавливает повторяющиеся стандартные сроки запуска и выпуска партии деталей по каждой операции. Стандарт-план строится на определенный период и работа по нему повторяется из периода в период без изменений до тех пор, пока действует данная производственная программа. При построении стандарт-плана разрабатываются три календарных графика. Порядок построения первого графика следующий. Исходя из установленного срока изготовления деталей на календарный план наносят время циклов обработки деталей каждой операции, начиная с последней и кончая первой, без учета загрузки рабочих мест. Далее в нем закрепляются операции за рабочими местами и установить очередность обработки деталей. Затем строится график 2 - график загрузки рабочих мест. При этом должны быть обеспечены наиболее полное и непрерывное использование оборудования и полная занятость рабочих. Календарное сочетание операций по всем деталям по возможности должно приближаться к параллельно-последовательному виду движения. На этом же графике строится собственно стандарт-план, где представлены стандартные повторяющиеся сроки выполнения всех операций. После завершения графика 2 строится уточненный график 3 технологического цикла обработки деталей с учетом загрузки рабочих мест. По данному графику определяют продолжительность технологического цикла, опережение запуска и выпуска, время пролеживания деталей в ожидании высвобождения оборудования от обработки деталей и общую продолжительность производственного цикла.
Продолжительность производственного цикла изготовления при индивидуальном методе организации производства определяется путем построения циклового графика изготовления изделия, то есть определяется рабочее (технологическое) время производственного цикла. В основу этого графика положена продолжительность цикла изготовления наиболее трудоемкой ведущей детали. К технологическому циклу надо прибавить также время межоперационных перерывов и время естественных перерывов.
Таким образом, можно отметить, что индивидуальный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или небольшими неповторяющимися партиями. Особенностями индивидуального метода организации производства являются: неповторяемость номенклатуры изделий в течение года; использование универсального оборудования и специальной оснастки; использование рабочих с широкой специализацией и высокой квалификацией; сложная система организации материально-технического обеспечения, создающая большие запасы незавершенного производства, а также на складе.
Основными стадиями организации индивидуального производства являются:
1) определение типов и количества станков, необходимых для выполнения заданной производственной программы;
2) номинальный фонд времени работы оборудования;
3) коэффициент загрузки оборудования;
4) производственная мощность участка;
5) планировка участков по видам работ.
Глава 2 Организационно-экономическая деятельность ЗАО «Оверо»
2.1 Организационное положение ЗАО «Оверо»
Закрытое акционерное общество «Оверо», в дальнейшем именуемое «Общество», является коммерческой организацией. Общество является юридическим лицом и действует в соответствии с Гражданским кодексом РФ (часть первая) и Федеральным законом «Об акционерных обществах» от 26 декабря 1995 года 208-ФЗ, иным действующим законодательством Российской Федерации и уставом Общества.
Место нахождения Общества: Российская Федерация, г. Белгород, ул. Фрунзе, 47.
Целью Общества является извлечение прибыли. Общество имеет гражданские права и несет обязанности, необходимые для осуществления любых видов деятельности, не запрещенных законом, в том числе:
– промышленное и гражданское строительство, а также производство строительных материалов и товаров народного потребления;
– производство, закупка и переработка сельскохозяйственной продукции;
– организация общественного питания;
– оптовая, розничная и комиссионная торговля всеми товарами и продуктами;
– оказание транспортных, экспедиционных, бытовых, брокерских услуг.
Общество осуществляет иную другую производственную или коммерческую деятельность, не запрещенную законодательством Российской Федерации в соответствии с целью своей деятельности. Отдельными видами деятельности, перечень которых определяется законом, Общество может заниматься только на основании специального разрешения (лицензии).
Срок деятельности Общества не ограничен.
Общество является юридическим лицом и имеет в собственности обособленное имущество, отражаемое на его едином балансе, включая имущество, переданное ему акционерами в счет оплаты акций. Общество может от своего имени приобретать и осуществлять имущественные и личные неимущественные права, исполнять обязанности, быть истцом и ответчиком в суде. Общество несет ответственность по своим обязательствам всем принадлежащим ему имуществом.
Организационная структура Общества представлена на рис. 1.
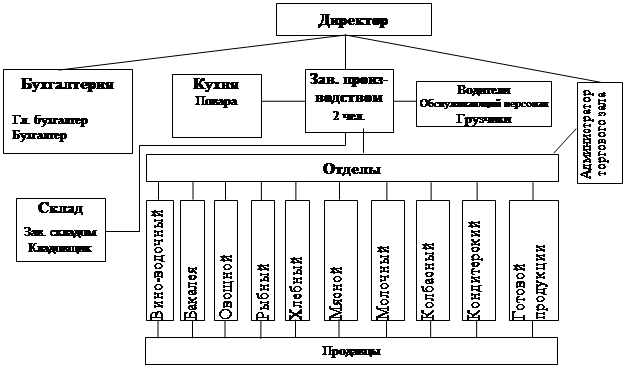
Рис. 1. Организационная структура ЗАО «Оверо»
Директору, возглавляющий предприятие, подчиняются: бухгалтерия, кухня, зав. производством, обслуживающий персонал и пр.
Бухгалтерия, в составе бухгалтера и гл. бухгалтера отвечают за финансовую деятельность предприятия и исполняют его обязательства перед контролирующими органами.
Зав. производством на предприятии два человека. Один из них отвечает за хлебный, овощной, мясной, колбасный, готовой продукцией отделы, а другой – за все остальные отделы. Зав. производством отслеживает объемы остатков продукции на начало дня и формирует заявки на кухню и склад. Зав. производством подчиняются: кухня в составе поваров, продуктовые отделы, обслуживающий персонал, склад. Зав. производством контролирует процесс изготовления продукции, с точки зрения его рецептуры, качества и вкуса. Зав. производством также занимается изучением производственного оборудования, определяет потребности в закупке новой техники и формирует заявки на ее приобретение.
Администратор торгового зала принимает заявки от населения на изготовление продукции на определенную дату. Кроме того, администратор занимается отслеживанием спроса и его анализом на основе статистической информации о товарообороте магазина «Кулинария». Также он контролирует работу продавцов и занимается организацией работы с поставщиками.
Магазин «Кулинария» состоит из следующих отделов:
- вино-водочный;
- бакалея;
- овощной;
- рыбный;
- мясной;
- молочный;
- колбасный;
- кондитерский;
- хлебный;
- готовой продукции.
Кулинарные изделия и полуфабрикаты реализуют три отдела: кондитерский, хлебный и готовой продукции. Продажа осуществляется через прилавок.
Производство кулинарных изделий и полуфабрикатов в магазине «Кулинария» осуществляется и под заказ на определенную дату. Заказы на изготовление определенного перечня продукции с указанием ее объема принимаются администратором зала не менее чем за два дня до даты.
Кондитерский отдел и отдел готовой продукции оснащены холодильным оборудованием, так как продукция этих отделов скоропортящаяся.
Через кондитерский отдел реализуются торты и пирожные. Отдел готовой продукции – это реализация продукции собственного производства: салаты, блюда из рыбы, блюда из мяса и мясных продуктов, а также яичные, мучные блюда, свежевыжатые соки и прочее.
Хлебный отдел реализует кондитерскую выпечку: пирожки, булочки, ватрушки, слойки, хачапури с сыром и прочее. Данный отдел снабжен специальным оборудованием для предотвращения высыхания выпечки – колпаки из оргстекла, крытые витрины.
Кондитерский, хлебный и готовой продукции отделы пользуются большим спросом у покупателей, поэтому в каждом отделе работает единовременно 2-3 человека, что исключает простои покупателей в очереди. В среднем для осуществления покупки покупателю требуется 5-10 минут. Купленная продукция упаковывается либо в пакеты, либо в пластиковые контейнеры разной вместительности.
2.2 Организация производственного процесса в ЗАО «Оверо»
Для выполнения операций торгового и технологического процесса в ЗАО «Оверо» магазин «Кулинария» используют различное оборудование, которое можно классифицировать на 3 группы:
а) механическое оборудование;
б) торгово-технологическое оборудование (торговая мебель в зале, торговое оборудование для хранения товаров);
в) общетехническое (освещение, отопление, вентиляция).
Торговый зал ЗАО «Оверо» магазин «Кулинария» оснащен торговой мебелью, изготовленной под заказ с учетом архитектурных особенностей.
Холодильное оборудование магазина состоит из холодильных шкафов марки Westfrost , холодильников открытых, а также морозильных шкафов с глухой крышкой и остекленных.
В отделах скоропортящихся товаров установлены прилавки-витрины типа ПВХС-1-0,4.
В ЗАО «Оверо» магазин «Кулинария» в торговом зале используются электронные весы с печатью этикеток Штрих-Принт.
На складе имеются товарные весы типа РП-150Ц-13 для взвешивания крупных грузов от 7,5 до 150 кг (например, мешки картофеля и т.д.).
В ЗАО «Оверо» магазин «Кулинария» используются контрольно-кассовое оборудование современных типов модификации «Штрих-М» с электронной индикацией.
Среднетемпературные и низкотемпературные сплит-системы Polair, Zanotti обеспечивают сохранность готовой продукции магазина «Кулинария» на складе.
Тепловое оборудование в ЗАО «Оверо» магазин «Кулинария» представлено плитами электрическими, шкафами жарочными, сковородами электрическими. Производственный инвентарь включает ванны моечные, столы разделочно-производственные, стеллажи, шкафы, тележки, вытяжные зонты. Электромеханическое оборудование состоит из тестомесов, миксеров, овощерезок, мясорубок, картофелечисток, мукопросеивателей, посудомоечной машины, куттеров и пр.
Торговое оборудование зала в ЗАО «Оверо» магазин «Кулинария» представлено также всевозможными торговыми горками: горки пристенные, торговые, угловые; прилавками: прилавок остекленный, угловой, расчетный, глухой, высокий; стеллажами: стеллажи угловые, хлебные, стеллажи типа МСТ-10; полками: полки кондитерские, угловые.
Характеристику технологического цикла ЗАО «Оверо» магазин «Кулинария» представим в виде рис. 2, отражающего схему формирования и движения товарных запасов ЗАО «Оверо».
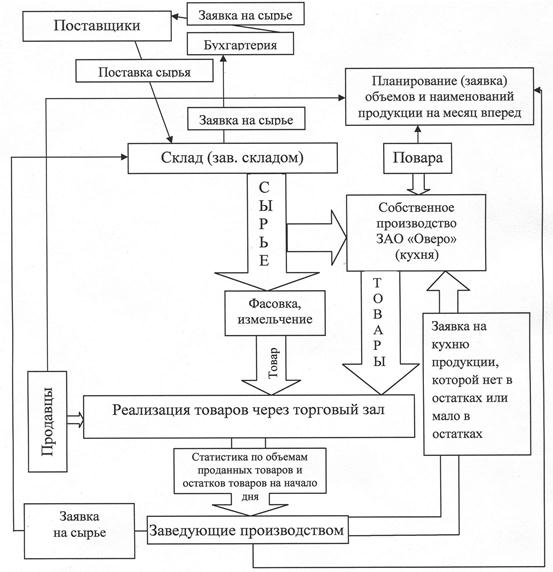
Рис. 2. Схема формирования и движения товарных запасов ЗАО «Оверо»
На рисунке видно, что закупка сырья и товаров для перепродажи происходит по четко отлаженной схеме, практически исключающей факт нерационального формирования товарных запасов. Основой планирования объемов собственного производства и как следствие объемов необходимого для этого объема производства сырья являются заявки на кухню. Это внутренние документы предприятия, которые составляется в конце месяца на следующий месяц.
Планирование выпускаемой продукции – формирование примерных товарных и сырьевых запасов предприятия. Заявки составляются при непосредственном участии:
–заведующих производством;
–поваров;
–продавцов.
Регулирование запланированных заявками объемов собственного производства и объемов закупок товаров для перепродажи осуществляется заведующими производством. Заведующие производством на начало дня списывают остатки продукции по отделам и делают заявку на кухню что и в каких количествах необходимо сегодня производить. Одновременно с этим по отделам продукции для товаров перепродажи составляются заявки на склад.
Поставщики работают с заведующим складом по схеме: сегодня заявка – завтра поставка продукции. Такая оперативность позволяет администратору магазина принимать заявки от населения на поставку продукции за 2 дня до наступления даты поставки.
Схема поступления продукции на прилавки торгового зала следующая: заведующий складом получает накладную от поставщика, кладовщик извещает продавцов о поступлении товара. Продавцы говорят о готовности принять товар и грузчики предприятия доставляют его в торговый зал вместе с накладной уже от зав. складом. Продавцы принимают товар и подписывают документы.
Таким образом, ЗАО «Оверо» организует технологический цикл путем формирования своих товарных запасов, а именно планирования объемов производства и объемов товаров для перепродажи за один месяц. Дополнительно схема усиливается работой заведующих складом, которые ведут ежедневный учет остатков товара на начало дня и могут оперативно корректировать объем выпуска товара собственного производства на текущий день.
2.3 Процесс организации индивидуального производства ЗАО «Оверо»
На предприятии ЗАО «Оверо» (магазин «Кулинария») применяют массовое производство для изготовления широкого стандартизированного ассортимента продукции, предназначенного для массового спроса. Однако также предприятие применяет индивидуальный метод производства при изготовлении продуктов по заказу потребителей. Восновном таким способом изготавливаются кондитерские изделия (торты, мороженое, пирожное), также возможно изготовление салатов, вторых блюд. Индивидуальный метод производства на данном предприятии применим и достаточно эффективен благодаря наличию высокой квалификации поваров, использованию специализированного оборудования, контролю качества на всех стадиях производства, сложившейся репутации как качественного производителя продуктов питания, а также выполнению заказов по предоплате, тем самым компания страхует себя от риска и убытков не продать произведенный товар.
При выборе товаров для индивидуального метода производства было отдано преимущество тортам, поскольку регулярно проводимый предприятием анализ спроса показал, что среди населения при организации торжественных мероприятий (свадьба, юбилей, презентация) пользуются популярностью торты, которые не всегда могут производиться в местах проведения мероприятий (ресторанах, кафе, банкетных залах) или не соответствуют по каким-либо характеристикам (отсутствует широкий ассортимент - возможность выбора для клиента, невозможность выполнения дополнительных требований клиентов). ЗАО «Оверо» выпускает 15 видов тортов, которые могут быть изготовлены на заказ и также есть в повседневной продаже. Одна из особенностей индивидуального производства ЗАО «Оверо» состоит в том, что торты могут по заказу изготавливаться необычной формы, многоярусные, с надписями клиентов (текст с пожеланиями, поздравлениями). Также компанией могут изготавливаться торты по рецептам, пожеланиям клиентов.
Рассмотрим процесс организации и стадии индивидуального производства на предприятии на примере выпуска тортов. Первым шагом является оформление заявки клиента, где указывается (марка торта, размеры, пожелания, дата изготовления, организация доставки). Заказы на изготовление определенного перечня продукции с указанием ее объема принимаются администратором зала не менее чем за два дня до даты.
Таким образом, оформленная заявка поступает от заведующего производством на кухню. Им же формируется заявка на завоз продукции - документ, включающий требования к поставщикам по количеству и качеству завозимого сырья.
Контроль качества осуществляется на всех стадиях производства, выполнение этого требования является особенно важным для предприятия пищевой промышленности. Основным сырьем для производства тортов являются мука, сахар-песок, соль, жиры, молоко, яйцепродукты, орехи, ароматизирующие и красящие вещества. Сырье поступает на предприятие железнодорожным и автомобильным транспортом тарным (в мешках, ящиках, картонных коробах, бочках, банках) и сопровождается сертификатами качества продукции и санитарно-гигиенической экспертизой. На складах сырье проходит дополнительную обработку специальными пылесосами, мешкоочистителями.
Для производства применяют механизированную поточную линию, включающую в себя: станции для приготовления теста и крема, печь, охлаждающий конвейер для выпеченного полуфабриката, резательную машину, раскладывающие конвейеры, агрегат для комплектации торта и прослаивания его кремом, машины для фигурной отделки верха торта. На линии осуществляются механизированные процессы дозирования, перемешивания и взбивания теста и крема, выпечки и охлаждения полуфабриката, нарезания заготовок определенной формы, комплектации многослойных заготовок торта и отделки его поверхности кремом. Однако применяют и специализированное оборудование, необходимое для изготовления многоярусных тортов, в частности это - машина для формовки, бланширователь - автомат с пневмодозатором и кремонаполнителем, предназначенный для художественной отделки тортов (узоров, рисунков, надписей и пожеланий).
В индивидуальном производстве используется сочетание механизированного общего и специального назначения и ручного труда, для придания неповторимых и отличительных качеств продукта с учетом требований потребителей. Так, для изготовления ингредиентов тортов используется поточная линия, для создания многоярусных тортов - специализированное оборудование, позволяющее создавать нестандартные изделия, для создания обрамления, надписей и рисунков используется сочетание ручного и механизированного труда.
Торты являются скоропортящимся продуктом, поэтому они хранятся в холодильниках при температуре 0-6о С. Исключение составляют торты, выпускаемые без отделки, а также вафельные, которые согласно техническим условиям производства хранятся при температуре не выше 18о С. Поэтому после изготовления тортов организуется скорейшая доставка или оповещение клиента, о том что изделие готово.
Также необходимо отметить высокую квалификацию персонала кухни, имеющих специализированное образование, проходящие периодически курсы повышения квалификации, имеющие большой стаж работы в системе общепита.
Глава 3 Пути совершенствования индивидуального производства в ЗАО«Оверо»
3.1 Направления совершенствования организации индивидуального производства ЗАО «Оверо»
Применение индивидуального метода организации производства ЗАО «Оверо» приносит прибыль, поскольку является фактически безубыточным, так как изготавливается на заказ. Однако эта прибыль могла бы быть существенно выше, поскольку имеющиеся у компании производственные мощности используются не в полном объеме с одной стороны, а с другой не происходит совершенствование изготовления тортов, тем самым у компании нет конкурентного преимущества перед другими компаниями. У ЗАО «Оверо» имеются ряд достижений, позволяющие компании улучшить производственно-сбытовую деятельность. Это - наличие специализированного оборудования для производства тортов, квалифицированный персонал, известность компании (магазина), удачное расположение в центре города, большой опыт на рынке изготовления продовольственных товаров.
Рассмотрим основные возможности для улучшения производственной деятельности:
1. Использование унифицированных и нормализованных деталей и узлов, что ведет к росту загрузки оборудования и производительности труда. Также необходим запас деталей оборудования с целью снижения простоев и периодическая проверка и переналадка, которые ведут к снижению износа оборудования.
2. Типизация технологических процессов, то есть выбор наиболее рациональных технологических процессов и распространение их на изготовление однотипной по технологии продукции, что позволит сократить расходы на оснастку.
3. Тщательная разработка технологического процесса, строгое соблюдение установленных технологических процессов, намеченного порядка и ритма движения предметов и средств труда, постоянство применения сырья и материалов и режимов работы, освоения рабочими технологических процессов, позволяет сократить брак в производстве продукции, а также облегчает вхождение новичков в организацию и способствует их скорейшей адаптации.
4. Придание большей уникальности изделиям путем выпуска новых форм (например, фигур людей или животных в оформлении тортов), выпуск тортов с изображениями (картинками) или фотографиями. При достаточно недорогой технологии подобных изделий это приведет к увеличению сбыта продукции и росту прибыли, так как эти изделия достаточно революционны и ЗАО «Оверо» может стать пионером в данной области.
5. Для освоения выпуска новых изделий необходима модернизация и обновление оборудования, повышение технической оснащенности производства. Внедрение техники и технологии, способствующих малоотходному и энергосберегающему производству.
6. Оперативное руководство и контроль за осуществлением производственного процесса, с одной стороны приведет к повышению дисциплины, а с другой позволит своевременно реагировать на возникающие неполадки.
7. Совершенствование организации сопутствующих служб (материально-технического снабжения, доставки сырья и конечной продукции, ремонтной службы).
Однако, помимо совершенствования производственной деятельности для эффективности использования индивидуального (единичного) метода необходимо улучшить и сбытовую деятельность компании, которая фактически отсутствует, хотя производственные мощности позволяют увеличить количество выполненных индивидуальных заявок потребителей.
1.Организация рекламной кампании в различных СМИ, охватывающих широкую аудиторию, поскольку многие посетители узнают об оказании услуг по индивидуальной заявке лишь только приходя в магазин и обратив внимание на соответствующее объявление, которое даже висит невсегда или от знакомых, уже знающих о подобной услуге. Рекламная кампания должна быть направлена не на знакомство с магазином, который достаточно известен, а именно на организацию по выполнению индивидуальных заявок, а также уникальности выполненных изделий и быстром сроке исполнения.
2. Необходимо использование средств прямого маркетинга таких как телефонные переговоры с потенциальными клиентами, Интернет-рассылка, создание и рассылка визиток и презентаций.
Подводя вышесказанное, следует отметить, что индивидуальный метод производства на данном предприятии применим и достаточно эффективен благодаря наличию высокой квалификации поваров, использованию специализированного оборудования, контролю качества на всех стадиях производства, сложившейся репутации как качественного производителя продуктов питания, а также выполнению заказов по предоплате позволяющих избежать какого бы то ни было риска. Тем не менее количество заказов невелико, хотя производственные мощности позволяют увеличить выпуск продукции по заявкам потребителей. Однако необходимо не только улучшить организацию индивидуального метода производства, но и совершенствовать сбытовую деятельность, которой компания ЗАО «Оверо» на должном уровне не занимается. Реализация предложенных направлений совершенствования организации торговли в ЗАО «Оверо» позволит устранить указанные выше недостатки.
Заключение
Переход к рыночным отношениям обусловливает необходимость совершенствования организации производства на предприятии. В связи с переходом к рыночной экономике выдвигается задача поиска эффективных форм и методов организации производства. К числу важнейших направлений совершенствования организации производства следует отнести внедрение гибких форм и методов организации производства. Одним из таких направлений является организация индивидуального (единичного метода производства), способного принести как большую по сравнению с другми методами прибыль на единицу выпущенной продукции так и убытки вследствие проблем в организации производства или сбытовой деятельности.
Индивидуальный метод организации производства характерен для заводов и цехов, предприятий, изготавливающих различные изделия в ограниченных количествах, как правило, без повторения их выпуска в дальнейшем либо с повторением через большой промежуток времени, когда конструкция изделия значительно изменится. Ему присущи следующие характерные черты: использование универсального оборудования и специальной оснастки; расположение оборудования по однотипным группам; разработка укрупненной технологии; использование рабочих с широкой специализацией и высокой квалификацией; значительный удельный вес работ с использованием ручного труда; сложная система организации материально-технического обеспечения, создающая большие запасы незавершенного производства, а также на складе;
Продолжительность производственного цикла изготовления при индивидуальном методе организации производства определяется путем построения циклового графика изготовления изделия, то есть определяется рабочее (технологическое) время производственного цикла.
Для индивидуального производства характерна планировка участков по видам работ. В этом случае создаются участки однородных станков. Последовательность расположения участков на площади цеха определяется маршрутом обработки большинства типов деталей. Планировка должна обеспечивать перемещение деталей на малые расстояния и только в направлении, которое ведет к завершению изготовления изделия.
Проследив динамику основных экономических показателей деятельности ЗАО «Оверо» за период с 2005 по 2007 год, можно сделать следующие выводы. Себестоимость реализуемой продукции увеличивается на протяжении трёх лет. Причём, если в 2006 году по сравнению с 2005 годом её рост составил 2,9 %, то в 2007 году по сравнению с 2006 годом – 36,2 %. Прибыль от продаж в 2006 году по сравнению с предшествующим снизилась на 4313 тысяч рублей, что составило 68,3%, а в 2007 году относительно 2006 года уменьшилась на 1853 тыс. руб. или на 92,4 %. Уровень ликвидности ЗАО «Оверо» достаточно высокий, так что можно говорить о безопасности компании касательно банкротства. Однако рассмотренные показатели показывают, что эффективность производственной деятельности снижается.
Совершенствование индивидуального метода производства способно принести улучшение сложившегося экономического положения. Для этого имеются определенные преимущества: высокая квалификация поваров, использование специализированного оборудования, контроль качества на всех стадиях производства, сложившаяся репутация как качественного производителя продуктов питания, а также выполнение заказов по предоплате. Тем не менее, количество заказов невелико, хотя производственные мощности позволяют увеличить выпуск продукции по заявкам потребителей. Кроме того, необходимо совершенствовать сбытовую деятельность.
Список использованных источников
1. Гавренкова, В. Организация производства [Текст]: учеб. пособ./ В. Гавренкова. – Владивосток: ДВТИ,1995. - 228 с.
2. Драгилев, А. Производство мучных кондитерских изделий [Текст]: учеб. пособ./ А. Драгилев, Я. Сезанаев. – М.: ДеЛи, 2000. – 448 с.
3. Зайцев, Н. Экономика промышленного предприятия [Текст]: учеб. / Н. Зайцев.- М.: ИНФРА-М, 2002. -357c.
4. Ильенкова, С. Производственный менеджмент [Текст]: учеб. пособ./ С.Ильенкова. – М.: ЮНИТИ-ДАНА, 2000. – 368 с.
5. Макушин, Н. Организация производства [Текст]/ Н. Макушин. – М.: Мысль, 1990. – 284 с.
6. Маренков, Н. Управление обеспечением качества и конкурентоспособности продукции/ Н. Маренков, В. Мельников, В.Смоленцев, А. Схиртладзе. - Ростов н/Д: Феникс, 2004.– 512 c.
7.Организация и нормирование труда [Текст]: учеб. пособ./Под ред. В. Адамчука. – М.: Финстаинформ, 1998.– 425 c.
8. Основы организации производства: Учебник/ Чечина Н.А. – Самара: Изд-во Самарск. гос. экон. акад., 1999. – 384 с.
9. Парсаданов, Г. Прогнозирование национальной экономики [Текст]: учеб. пособ./Г. Парсаданов, В. Егоров. – М.: Высшая школа, 2002. – 304 c.
10. Райзберг, Р. Управление экономикой [Текст]: учеб. пособ. / Р. Райзберг, И.Фатхутдинов. – М.: Бизнес-школа, 1999. – 384 с.
11. Саломатин, Н. Оперативное управление производством [Текст]/ Н.Саломатин. – М.: ГАУ, Ротапринт, 1993.- 244 c.
12. Сергеев, И. Экономика предприятия [Текст]: учеб. пособ./ И. Сергеев. – М.: Финансы и статистика, 2004. – 304 с.
13. Слепнева, Т. Экономика предприятия [Текст]: учеб. пособ. /Т. Слепнева, Е. Яркин.– М.: ИНФРА-М, 2006. 458 с.
14. Трубочкина, М. Управление затратами предприятия [Текст]/ М.Трубочкина. – М.: ИНФРА-М, 2004. –307 c.
15. Туровец, О. Организация производства и управление предприятием [Текст]/ О. Туровец, В. Родионов, М. Бухалков.– М.:ИНФРА-М, 2005.– 544 c.
16. Управление современной организацией [Текст]: учеб. пособ. / Б.Мильнер, Ф. Лииса.– М.: ИНФРА-М, 2001. 456 c.
17. Фатхутдинов, Р. Организация производства [Текст]: учеб. пособ./ Р.Фатхутдинов. – М.: ИНФРА-М, 2001. – 376 c.
18.Финансовый менеджмент: теория и практика [Текст]: учеб. пособ./Е.Стояновой.– М.: Изд-во «Перспектива»,2006. 656 c.
19. Чуев, И. Экономика предприятия [Текст]: учеб./И. Чуев, Л. Чечевицына. – М.: «Дашков и Ко», 2006. 416 с.
20. Шепеленко, Г. Организация и планирование производства на предприятии [Текст]/ Г. Шепеленко. – М.: ИКЦ «МарТ»; Ростов н/Д: Издательский центр «МарТ», 2003. – 336 c.
[1] Чуев И. Экономика предприятия [Текст]: Учебник. /И. Чуев, Л. Чечевицына. – М.: «Дашков и Ко», 2006. - С. 129-130.
[2] Зайцев Н. Экономика промышленного предприятия: учеб.пособ./ Н. Зайцев.- М.: ИНФРА-М, 2002. - С. 158-159.
[3] Шепеленко Г. Организация и планирование производства на предприятии [Текст]/ Г.Шепеленко. - М.: ИКЦ «МарТ»; Ростов н/Д: Издательский центр «МарТ», 2003. - С.41-42.
[4] Сергеев И. Экономика организации (предприятия) [Текст]: учеб. пособ.-3-е изд., перераб. и доп./ И. Сергеев. – М.: Финансы и статистика, 2007. - С. 269-270.
[5] Фатхутдинов Р. Организация производства [Текст]: учеб. Краткий курс./ Р.Фатхутдинов. - М.: ИНФРА-М, 2006. - С. 106-107.
[6] Туровец О. Организация производства и управление предприятием [Текст]: учеб. пособ. /О. Туровец, В. Родионов, М. Бухалков. – М.: ИНФРА-М, 2005. - С. 187-188.
[7] Слепнева Т. Экономика предприятия [Текст]: учеб.пособ. /Т. Слепнева, Е. Яркин.– М.: ИНФРА-М, 2006. - С. 78-79.
© 2010 Интернет База Рефератов