
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Курсовая работа: Оценка оливковых майонезов
Курсовая работа: Оценка оливковых майонезов
Введение
Проблема качества актуальна абсолютно для всех видов продукции и услуг, для всех предприятий и организаций различных профилей деятельности. Настало время, когда производители продукции осознали, что путь их выживания и благополучия в рыночной среде не возможен без создания продукции высокого качества, конкурентоспособной как на внутреннем, так и на внешнем рынках.
Качество в жизни человека является стержнем экономических преобразований в обществе. Это интегральная категория, которая характеризует меру удовлетворения всей совокупности разнообразных потребностей человека. В понятие «качество жизни» включаются показатели качества материальных благ, товаров и услуг, где одно из главных мест занимают качественные характеристики потребляемой пищи.
В настоящее время существует серьезная конкурентная борьба, требования потребителей постоянно растут, все это обусловливает необходимость разработки и внедрения организациями программ повышения качества. Встает основной вопрос - способны ли ее системы управления обеспечить приспосабливаемость организации к новым условиям и удовлетворить растущие требования потребителей, обеспечив на этой основе свое развитие.
Управление качеством продукции является одним из аспектов управления деятельностью предприятия в целом. Для управления качеством прежде всего необходимо уметь измерять и оценивать его. Измерением качества товаров и услуг занимается квалиметрия.
Целью настоящей курсовой работы является закрепление знаний теории комплексной оценки качества и управление качеством, приобретение навыков решения задач, выбора систем показателей качества и разработки методики оценивания уровня качества оливкового майонеза.
В данной курсовой работе проведена комплексная оценка оливковых майонезов. Построен ранжированный ряд показателей качества пяти образцов майонезов, изготовленных на различных предприятиях.
1 Описание объекта оценки
Майонез – один из перспективных продуктов питания. Его применяют в качестве приправы к разнообразным кулинарным блюдам для повышения их питательности и облагораживания вкуса, что способствует возбуждению аппетита и улучшению пищеварения.
Майонез представляет собой эмульсию типа масло – вода, где дисперсионной средой является вода, а дисперсной фазой – масло.
Майонезы в зависимости от калорийности подразделяют на три вида: высококалорийные с массовой долей жира более 55 %, среднекалорийные, содержащие 40...55 % жира, и низкокалорийные менее 40 % жира. По назначению и составу майонезы делят на столовые, с пряностями, с вкусовыми и желирующими добавками, диетические и для детского питания.
Майонезы обладают нежным кисловатым вкусом, хорошей вязкостью и консистенцией. Майонезы с пряностями имеют вкусовые свойства майонеза «Провансаль», но обогащены вкусом и запахом пряностей. Эти виды майонезов можно использовать в качестве приправы для салатов, овощных, рыбных и мясных блюд.
В качестве объекта оценки выбираем продукт – оливковый майонез.
Качество оливкового майонеза оценивается в соответствии с требованиями, приведенными в ГОСТ 30004.1-93 «Майонезы. Общие технические условия».
2 Описание технологического процесса производства майонеза
Для подробного изучения различных показателей качества исследуемого объекта необходимо рассмотреть технологию его производства.
Майонез представляет собой эмульсию типа масло - вода, где дисперсионной средой является вода, а дисперсной фазой – масло.
Сырьем для производства оливкового майонеза являются растительные рафинированные дезодорированные масла, сухое молоко, яичный порошок, сахар, соль, горчица и другие пищевые и вкусовые добавки.
При изготовлении майонеза используется в основном жидкое подсолнечное и оливковое масло, реже соевое и светлое хлопковое.
В качестве эмульгаторов применяют сухое молоко и яичный порошок, растительные фосфолипиды. Сухое молоко используют одновременно и как структурообразователь, белки молока в присутствии влаги способны к набуханию, а это помогает влагоудержанию и обеспечивает структурирующее действие на все компоненты, входящие в майонез.
Горчичный порошок вкусовая добавка, а содержащиеся в нем белки также обеспечивают эмульгирование и структурообразование.
Соль придает вкус продукту и оказывает консервирующее действие; пищевая сода поддерживает определенный рН, благодаря чему улучшается процесс набухания белков молока.
Сахар – вкусовая добавка, уксусная кислота выполняет ту же функцию и, кроме того, повышает бактерицидные свойства майонеза. Фосфатный кукурузный крахмал (сложный эфир крахмала и фосфорной кислоты) используют как структурообразователь и стабилизатор низкоконцентрированных майонезов.
Вода при производстве майонеза необходима для растворения соли и сахара, для растворения и набухания белков молока и других рецептурных компонентов.
Яичный порошок используют в порошкообразном виде, он не должен иметь посторонних запаха и привкуса. Горчичный порошок должен быть сухим, обладать острым запахом аллилового масла и не темнеть. В горчичной пасте не должно ощущаться затхлости и не свойственной свежей горчице горечи, прелости.
Производство оливкового майонеза можно разделить на следующие стадии и операции:
– подготовка сухих и жидких компонентов;
– дозирование компонентов и приготовление фаз;
– дозирование фаз;
– температурная обработка фаз;
– предварительное эмульгирование;
– получение готового майонеза;
– фасование майонеза;
– упаковка в ящики;
– транспортирование на склад и хранение готовой продукции.
Линия производства оливкового майонеза начинается с комплекса оборудования для подготовки сухих и жидких компонентов, включающего емкости и насосы. Далее по ходу технологического процесса предусмотрены комплексы для приготовления и дозирования фаз, содержащие счетчики, теплообменники, емкости, насосы и гомогенизаторы.
Следующий комплекс предназначен для температурной обработки и предварительного эмульгирования, в состав которого входят теплообменники, насосы-дозаторы и эмульгаторы.
Ведущим является комплекс оборудования для получения готового майонеза, который содержит емкости и насосы-дозаторы.
В завершающий комплекс входит оборудование для фасования майонеза и укладки его в ящики.
В емкость Е1 поступает рафинированное дезодорированное растительное масло. Просеянные сухие компоненты (яичный порошок, сухое обезжиренное молоко, горчичный порошок, сахарный песок, соль, сода пищевая) взвешиваются на весах в соответствии с распределением рецептурного набора по фазам и направляются в емкости Е3 и Е; для приготовления фаз 1 и 3.
Фаза 1 – суспензия яичного порошка в растительном масле – яичный порошок смешивается с растительным маслом, подаваемым через счетчик объема, при температуре 65 ± 2 °С. Фаза 2 – 10 %-ный раствор уксусной кислоты, который готовят смешиванием 80 %-ной уксусной кислоты и воды. Фаза 3 растительное масло, сухое обезжиренное молоко, горчичный порошок и сода – все компоненты смешивают при 20±5 °С и частоте вращения мешалки 0,83 с-1. После образования гомогенной суспензии подают воду, сахарный песок и соль.
Для приготовления фазы 1 из емкости Е1 насосом Н1 через счетчик объема СО1 и теплообменник ТП1 подается в емкость Е3 растительное масло температурой (65±2) °С и загружается яичный порошок, происходит перемешивание и пастеризация фазы 1. Далее фаза 1 поступает в распределительную емкость ЕР2, из которой насосом-дозатором НД1 направляется на охлаждение до (15±5) °С в охлаждающий цилиндр комбинатора-теплообменника КТ1 и далее в комбинатор-эмульсатор (гомогенизатор) КЭ1.
В емкость Е4 для приготовления фазы 3 из емкости Е1 насосом Н1 через счетчик объема СО1 перекачивается растительное масло и подаются предварительно взвешенные сухое обезжиренное молоко, горчичный порошок и сода. Затем подается вода вводятся остальные сухие компоненты (сахарный песок и соль). После перемешивания фаза 3 направляется в распределительную емкость ЕР4, откуда насосом-дозатором НД1 – на пастеризацию в нагревательный цилиндр комбинатора-теплообменника КТ1. Пастеризация производится при (82±2) °С с выдержкой при этой температуре в течение 6 мин. Затем во втором охлаждающем цилиндре комбинатора-теплообменника КТ1 фаза 3 охлаждается до (15±5) °С.
Давление на выходе из
охлаждающих цилиндров должно быть
0,15...0,20 МПа. Из комбинатора-теплообменника фаза 3 направляется в комбинатор-эмульгатор
КЭ1.
Фазу 2 – 10 %-ный раствор уксусной кислоты – готовят в баке Е2.
Растительное масло (фаза 2) через пластинчатый теплообменник ТП1 и распределительную емкость ЕП1 насосом-дозатором НД1 подается в комбинатор-эмульсатор КЭ1. Образующаяся в нем предварительная эмульсия направляется в роторный гомогенизатор Г1, где смешивается с 10 %-ным раствором уксусной кислоты (фаза 2), подаваемым насосом-дозатором НД1 из емкости ЕП3. Майонезная эмульсия обрабатывается в роторном гомогенизаторе Г1 путем продавливания через зазор между статором и ротором (от 0,1 до 1,5 мм) при частоте вращения вала ротора 13,3...15,0 с-1.
Готовый майонез после гомогенизатора Г1 поступает в емкость Е5, откуда винтовым насосом НВ1 подается в дозатор фасовочной машины МФ1, которая разливает майонез в стаканчики из ПВХ вместимостью 250 г. Из фасовочной машины стаканчики с майонезом направляются на взвешивания на весы В1. После взвешивания стаканчики, удовлетворяющие по весу требованиям стандарта направляются в машину МУ1 для укладки в ящики из гофрированного картона. Машина укладывает по 4 стаканчика сверху в 3 ряда и 3 слоя (36 шт.) в каждый ящик. Обандероленные ящики направляются на склад, где готовая продукция хранится до отправления потребителю при температуре 0...18 °С и относительной влажности воздуха не более 76 %. Стаканчики с майонезом, не прошедшие весовой контроль направляюся в фасовочную машину.
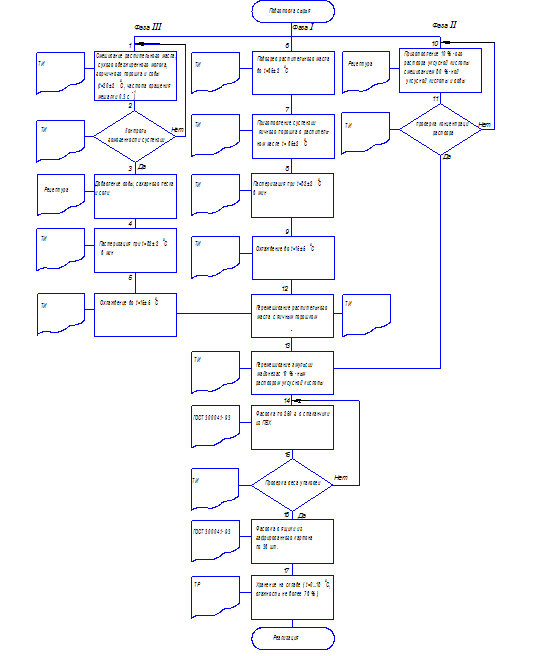
Блок-схема процесса производства майонеза представлена на рисунке 1.
![]()
Рисунок1 - Блок-схема производства майонеза
3 Жизненный цикл продукции
Качество продукции не может быть гарантированно только путем контроля её в процессе производства и контроля готовой продукции, оно обеспечиваться гораздо раньше, в процессе изучения требований рынка, на стадии проективных и конструкторских разработок, при выборе поставщиком сырья и материалов и комплектующих изделий на всех стадиях производства, при реализации продукции, её техническом обслуживании в процессе эксплуатации и утилизации после использования. Такой комплексный подход обеспечивает создание замкнутого процесса, который начинается с определения потребностей рынка и включает в себя все стадии жизненного цикла продукции. В соответствии со стандартами ИСО 9000, жизненный цикл продукции включает 11 этапов, для пищевых продуктов характерными являются 10 (рисунок 2).
Рассмотрим жизненный цикл оливкового майонеза.
Первым этапом жизненного цикла оливкового майонеза является маркетинг, поиск и изучения рынка. На этом этапе оценивается максимальная ценность для потребителя, что позволяет оптимально планировать финансовые средства и ресурсы производителя для обеспечения минимальной стоимости продукта для потребителя и производителя при максимальном учете требований потребителя.
Насколько качественно будет выполнено планирование, на столько меньше будет издержки производства на корректировку качества на последующих этапах, возрастающих на порядок по мере перехода от одного этапа к последующему.
Качество проектирования оливкового майонеза зависит от качества цели. Требование делать правильные вещи с минимальными затратами означает разработку такой конструктивно-технологической и нормативной документации, которая позволит организовать процесс производства оливкового майонеза с максимальной ценностью его параметров качества для потребителей и минимальной его стоимостью как для потребителей так и для изготовителя за счет минимизации издержек на исправления брака.
Качество разработок будет тем выше, чем меньше корректировок оно будет претерпевать в результате последующего сравнивания ценностей реального продукта и ожиданий потребителя. Поэтому роль этапа разработки в максимизации ценности продукта для потребителя и оптимальной минимизации затрат на его последующее обеспечение, а следовательно, и на минимизацию стоимости качественного продукта необычайно велика.
В результате проектирования разрабатывается не только проект оливкового майонеза с ожидаемой ценностью, но и вся необходимая конструкторско-технологическая и нормативная документация для процесса его производства.
Для оливкового майонеза используется ГОСТ 3004.1-93 «Майонезы. Общие технические условия».
Третий этап жизненного цикла оливкового майонеза - материально-техническое снабжение. Он заключается в разработке требований к сырью и материалам, которое используется при производстве продукции, так как из низкокачественного сырья проблематично получить высококачественный продукт при минимальных затратах. На этом этапе происходит изучение различных поставщиков и условий поставок сырья и материалов, необходимых для производства оливкового майонеза.
Четвертым этапом жизненного цикла оливкового майонеза является процесс подготовки и разработки производственных процессов. В процессе подготовки и разработка производственных процессов особое внимание следует уделять как технологической части производственного процесса, так и метрологической подготовки производства, ведь не верные сведения о параметрах технологического процесса могут получаться из-за не точности измерения параметров этого процесса. Также следует уделять внимание подбору персонала.
Следующий этап жизненного цикла заключается в непосредственном производстве оливкового майонеза по определенной технологии и рецептуре с использованием основных компонентов: растительные рафинированные дезодорированные масла, сухое молоко, яичный порошок, сахар, соль, горчица.
Шестой этап заключается в проведении контроля и испытаний оливкового майонеза. Качество оливкового майонеза определения по органолептическим и физико-химическим показателям. Показателями качества оливкового майонеза являются: вкус, цвет, запах, внешний вид и консистенция, массовая доля жира, массовая доля влаги, кислотность.
Испытания и контроль майонезов проводится по ГОСТ 30004.2.
Седьмым этапом жизненного цикла оливкового майонеза является упаковка и хранение. Оливковые айонезы упаковывают в:
- тубы из алюминия, покрытые внутри пищевым лаком, или в тубы из других материалов, разрешенных органами государственного санитарно-эпидемиологического надзора по нормативно-техническим документам, массой нетто 50—250 г;
- бумажные пакеты с полимерным покрытием, в пакеты - массой нетто 35 - 250 г; массой нетто 251 - 500 г - по согласованию с потребителем.
Отклонения массы нетто, %, не должно быть более:
3,0 г - при фасовании до 100 г;
2,0 г - при фасовании от 100 до 650 г включ.;
1,5 г - при фасовании св. 650 г до 3 кг включ.;
0,5 г - при фасовании св. 3 до 10 кг включ.
Стаканчики из полимерных материалов укупоривают соответствующим способом, обеспечивающим сохранность продукта — фольгой, покрытой термосваривающимся лаком, полимерными пленками или крышками из полимерных материалов, разрешенных органами государственного санитарно-эпидемиологического надзора.
Майонезы хранятся у изготовителя и потребителя в складских, торговых охлаждаемых помещениях или холодильниках при циркуляции воздуха, при температуре не ниже 0 °С и не выше 18 °С, при относительной влажности воздуха не более 75 %. Не допускается хранение майонезов на прямом солнечном свету. Ящики с майонезами при хранении должны быть уложены на поддоны при механизированной укладке, при немеханизированной — на поддоны, рейки или решетки (подтоварники) штабелями для свободной циркуляции воздуха. При хранении майонезов в ящиках из гофрированного картона на поддонах должно быть уложено по высоте не более 5 ящиков; при немеханизированной укладке — не более чем 6 ящиков. Деревянные ящики укладывают в штабели в вертикальном положении — не более 8 ящиков.
Маркировка майонеза включает следующие требования:
- товарного знака;
- наименования предприятия-изготовителя, его адреса;
- наименования майонеза;
- даты выработки;
- сроков и температур хранения майонеза;
- массы нетто;
- калорийности 100 г майонеза, ккал;
- содержания жира в 100 г майонеза, г;
- обозначения стандарта.
Восьмым этапом жизненного цикла оливкового майонеза является реализация и распределение. Майонезы транспортируют всеми видами крытого транспорта в соответствии с правилами перевозок скоропортящегося груза, действующими на соответствующем виде транспорта, при температуре не ниже 0 и не выше 18 °С.
Транспортирование майонезов пакетами проводится в соответствии с требованиями ГОСТ 26663.
При температуре окружающего воздуха не ниже 0 °С допускается транспортирование майонеза в открытых автомашинах с обязательным укрытием транспортной тары чистым брезентом или другими материалами.
Девятый этап жизненного цикла оливкового майонеза – потребление готового продукта. Этот этап заключается в непосредственном употреблении оливкового майонеза в различном виде для удовлетворения физиологических потребностей человека.
Завершающим этапом жизненного цикла оливкового майонеза является утилизация упаковки после использования продукта.
Жизненный цикл оливкового майонеза представлен на рисунке 2.
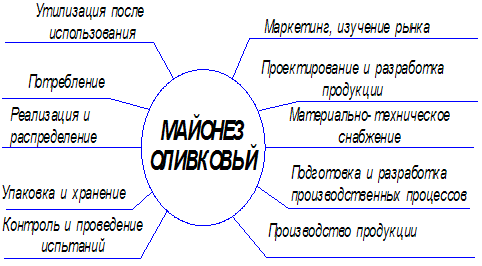
Рисунок 2 – Этапы жизненного цикла оливкового майонеза
4 Определение комплексной оценки качества анализируемого объекта
4.1 Определение номенклатуры показателей качества оливкового майонеза
По общероссийскому классификатору продукции оливковый имеет код 91 4311, по номенклатуре показателе качества майонез относится к группе Н65 (первый класс, третья группа). Так как это пищевой продукт, следовательно, характеризуется такими основными показателями качества по классам и группам продукции как:
- назначения. Оливковый майонез представляет собой пищевой продукт, предназначенный для непосредственного употребления в пищу;
- экономичности. Определяет совершенство изделия на уровнях затрат материальных, топливно-энергетических и трудовых ресурсов на уровне его производства и эксплуатации;
- надежностью, которая определяет сохраняемость продукта. Основным показателем является срок годности. Срок годности в зависимости от условий хранения: при температуре 0 – 10 °С в течение 90 суток, при температуре 10 – 14 °С – 30 суток, при температуре 14 – 18 °С – 22 суток.
- эргономичностью, которая учитывает комплекс гигиенических, антропометрических, физиологических и психологических свойств человека; взаимодействия человека с данным изделием.
Номенклатура эргономических показателей включает следующие:
- гигиенические требования майонеза, характеризующие безвредность майонеза, к ним относятся: уровень токсичных элементов, пестицидов и радионуклидов, они нормируются СанПиН 2.3.2.560-96 [3]. Содержание токсичных элементов, афлатоксина В1 в майонезе не должно превышать 0,025 %, пестицидов – 0,01 %. Допустимая норма БГКП (коли-формы) – 0,01 г, патогенные микроорганизмы, в том числе сальманеллы не более 25 г. Допустимая норма дрожжей – не более 1 * 103 КОЕ в 1 см3, плесеней – не более 10 КОЕ в 1 см3 [2].
- показатели эстетичности характеризуют информационную выразительность, рациональность формы упаковки, целостность композиции и совершенство производственного исполнения продукции;
- технологичности, характеризует то, что при производстве оливкового майонеза необходимо обеспечить оптимальные затраты;
- транспортабельности определяет то, что майонезы транспортируют всеми видами крытого транспорта в соответствии с правилами перевозок скоропортящегося груза, действующими на соответствующем виде транспорта, при температуре не ниже 0 и не выше 18 °С;
- патентно-правовой защиты, характеризует то, что на технологию производства майонеза существует патент, что позволяет беспрепятственно реализовывать продукцию в России и за рубежом;
- экологичности, включает то, что уровень воздействия вредных веществ (токсичных элементов, пестицидов и микотоксинов) на окружающую среду был минимальным. Майонез не оказывает вредного воздействия на человека, так как не содержат особо опасных веществ, отрицательно влияющих на человека и окружающую среду;
- безопасности определяет то, что все продукты, используемые при производстве должны быть безопасными для человека при ее производстве и употреблении [1].
К органолептическим показателям качества оливкового майонеза относятся: вкус, цвет, запах, консистенция.
Вкус и запах иайонеза чистые, слегка острые, кисловатые, без гopeчи, с выраженным оливковым привкусом без посторонних привкусов и запахов.
Цвет - от светло-кремового до желто-кремового, однородный по всей массе.
Консистенция всех видов оливкового майонеза - однородная сметанообразная, с единичными пузырьками воздуха; в майонезах с вкусовыми и желирующими добавками - с наличием внесенных добавок.
Из физико-химических показателей ГОСТом нормируются: содержание жира, влаги, кислотность (в пересчете на уксусную кислоту) и стойкость эмульсии. Физико-химические показатели майонеза представлены в таблице 1
Таблица 1 – Физико-химические нормы оливкового майонеза
| Показатель | Норма |
| Массовая доля жира, % | Более 55 |
| Массовая доля влаги, % | 35 - 40 |
| рН | 4,0 - 4,7 |
| Эффективная вязкость, Па*с | 5,0 - 20 |
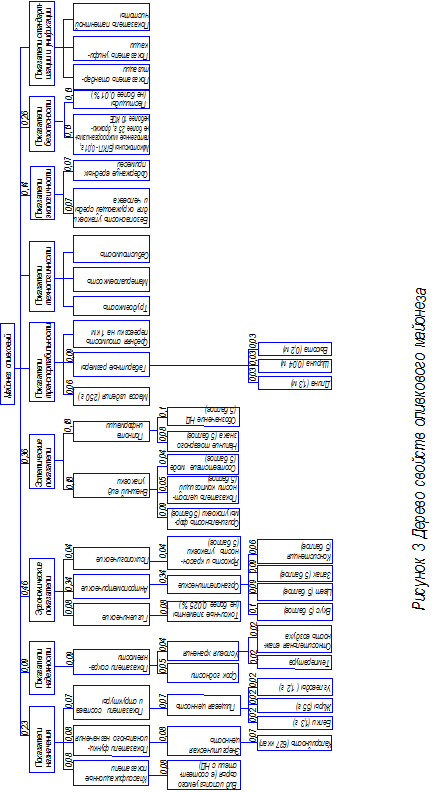
Графически взаимосвязь всех показателей качества оливкового майонеза можно представить в виде дерева свойств (рисунок 3)
4.2 Определение наиболее значимых показателей качества
Для проведения комплексной оценки показателей качества оливкового майонеза, необходимо определить ряд показателей качества продукта, которые имеют решающее значение при выборе оливкового майонеза потребителем.
Наиболее важные для потребителя органолептические показатели и показатели упаковки продукции были определены с помощью анкетирования. Так как анкетирование представляет собой социологический метод измерения показателей качества, который строится на массовых опросах населения или отдельных его социальных групп. Используемые анкеты представлены в приложении А.
Определение минимального числа экспертов для проведения анкетирования
N = 0,5 ( 3/a + 5 ), (1)
где а - возможная ошибка результатов экспертизы, так как анкетирование проводится среди обычных потребителей, не имеющих профессиональных навыков оценки качества, принимаем а=0,4 .
Получаем минимальное количество экспертов равное
N = 0,5 ( 3/0,4 + 5 ) = 6,25
Так как рассчитано минимальное число экспертов, то округляем в большую сторону, принимаем N =7.
Общий результат оценки по каждому показателю качества оливкового майонеза получается суммированием оценок, поставленных каждым экспертом. Среднее значение определяется по формуле
 , (2)
, (2)
![]() - оценка важности, полученная от j-го эксперта;
- оценка важности, полученная от j-го эксперта;
N – количество экспертов.
Коэффициенты весомости показателя качества оливкового майонеза рассчитываются по формуле
 . (3)
. (3)
Результаты анкетирования представлены в таблицах 2 и 3.
Таблица 2 – Определение коэффициентов весомости органолептических показателей качества оливкового майонеза
| Наименование показателей | Номер эксперта | Общий резуль-тат | Сред-нее значе-ние | Коэф-фициент весо-мости | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||||
| Состав продукта | 5 | 4 | 5 | 4 | 5 | 5 | 5 | 33 | 4,71 | 0,09 |
| Пищевая ценность | 4 | 4 | 4 | 3 | 4 | 4 | 3 | 26 | 3,71 | 0,07 |
| Энергетическая ценность | 5 | 5 | 4 | 4 | 3 | 3 | 4 | 28 | 4,00 | 0,08 |
| Срок годности | 4 | 5 | 3 | 3 | 4 | 3 | 3 | 25 | 3,57 | 0,05 |
| Цвет | 5 | 5 | 4 | 4 | 5 | 5 | 5 | 33 | 4,71 | 0,09 |
| Запах | 4 | 5 | 5 | 5 | 5 | 4 | 4 | 32 | 4,57 | 0,09 |
| Вкус | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 35 | 5,00 | 0,10 |
| Наличие частиц добавок | 5 | 5 | 5 | 4 | 5 | 4 | 4 | 32 | 4,57 | 0,09 |
| Консистенция | 3 | 3 | 3 | 4 | 5 | 4 | 3 | 25 | 3,57 | 0,07 |
| Кислотность | 3 | 4 | 2 | 3 | 4 | 2 | 3 | 21 | 3,00 | 0,06 |
| Наличие консервантов | 3 | 3 | 4 | 2 | 1 | 4 | 4 | 21 | 3,00 | 0,06 |
| Наличие ароматизаторов | 3 | 4 | 2 | 2 | 3 | 2 | 4 | 20 | 2,86 | 0,06 |
| Наличие антиокислителей | 2 | 2 | 1 | 2 | 3 | 2 | 3 | 15 | 2,14 | 0,04 |
| Содержание токсичных элементов | 3 | 2 | 2 | 2 | 3 | 2 | 3 | 17 | 2,43 | 0,08 |
Оценка ставилась по степени значимости показателя качества для потребителя, то есть наиболее важному показателю качества присваивалась оценка 5, наименее важному 1.
Графически значимость органолептических показателей качества для потребителя представлена на рисунке 4.
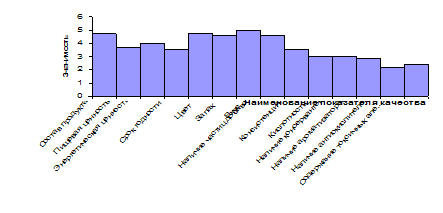
Рисунок 3 – Результаты анкетирования по органолептическим показателям
Точность оценок респондентов определяют по согласованности их мнений. Степень совпадения оценок экспертов, входящих в комиссию, характеризует качество экспертизы и выражается коэффициентом конкордации, рассчитываемым по формуле
 (4)
(4)
где S - сумма квадратов отклонений рангов или баллов каждого объекта от среднего арифметического значения;
п - количество экспертов;
т — количество оцениваемых объектов.
Сумма квадратов отклонений балов (S) от среднеарифметического их значения (Рср) по всем объектам и экспертам находят по формуле
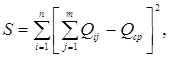 (5)
(5)
где аij - оценка, данная i-му объекту j-м экспертом;
аcp -среднеарифметическое значение оценок.
![]() ;
;
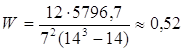 .
.
W=0,52 следовательно, мнение экспертов согласованно (так как W>0,5), результатам анкетирования можно доверять.
По результатам анкетирования можно сделать вывод, что для потребителя самое важное значение при выборе оливкового майонеза имеют следующие показатели качества: вкус, цвет, запах, состав продукта и калорийность. Следовательно, именно по этим показателям будут оцениваться образцы оливкового майонеза.
В результате анкетирования потребителей по важности эстетических показателей качества, были получены данные, представленные в таблице 2.
Таблица 3 – Определение коэффициентов весомости показателей качества упаковки
| Наименование показателей | Номер эксперта | Общий резуль-тат | Сред-нее значе-ние | Коэф-фициент весо-мости | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Красочность упаковки | 4 | 3 | 4 | 5 | 3 | 4 | 4 | 27 | 3,86 | 0,08 |
| Показ внешнего вида продукта на упаковке | 3 | 2 | 2 | 2 | 4 | 2 | 3 | 18 | 2,58 | 0,05 |
| Продолжение таблицы 3 | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| Наличие реквизитов предприятия-изготовителя | 5 | 4 | 5 | 4 | 4 | 3 | 3 | 28 | 4 | 0,08 |
| Четкость исполнения знака соответствия | 5 | 5 | 5 | 5 | 4 | 5 | 5 | 34 | 4,86 | 0,10 |
| Наличие товарного знака | 4 | 4 | 4 | 4 | 4 | 4 | 5 | 29 | 4,14 | 0,08 |
| Красочность упаковки | 5 | 4 | 5 | 5 | 4 | 5 | 5 | 33 | 4,71 | 0,10 |
| Полнота информации о составе продукта | 5 | 4 | 5 | 5 | 4 | 4 | 5 | 32 | 4,57 | 0,09 |
| Оригинальность формы | 4 | 5 | 3 | 4 | 3 | 4 | 4 | 27 | 3,86 | 0,08 |
| Информация о пищевой ценности | 3 | 3 | 5 | 5 | 4 | 5 | 4 | 29 | 4,14 | 0,08 |
| Информация об энергетической ценности | 4 | 4 | 5 | 5 | 3 | 4 | 3 | 28 | 4 | 0,08 |
| Удобство упаковки | 5 | 4 | 4 | 5 | 4 | 5 | 4 | 31 | 4,43 | 0,09 |
| Наличие крышки на упаковке | 5 | 5 | 4 | 3 | 5 | 4 | 4 | 30 | 4,29 | 0,09 |
| Габаритные размеры упаковки | 2 | 2 | 1 | 2 | 3 | 2 | 3 | 15 | 2,14 | 0,04 |
| Масса изделия | 3 | 2 | 2 | 2 | 3 | 2 | 3 | 17 | 2,43 | 0,05 |
Графически значимость показателей качества упаковки для потребителя представлена на рисунке 5.
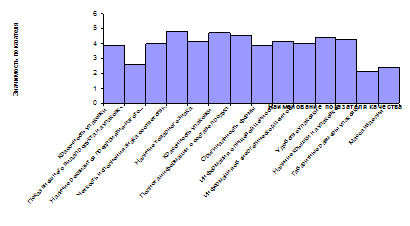
Рисунок 5 – Результаты анкетирования по показателям качества упаковки
![]() ;
;
 .
.
W=0,59 следовательно, мнение экспертов согласованно (так как W>0,5), результатам анкетирования можно доверять.
По результатам анкетирования можно сделать вывод, что для потребителя наиболее важное значение при выборе оливкового майонеза имеют следующие показатели качества упаковки: четкость исполнения знака соответствия, красочность упаковки, полнота информации о составе продукта, удобство упаковки, наличие крышки на упаковке. Поэтому, именно по этим показателям будут оцениваться образцы оливкового майонеза.
Показатели качества, имеющие наибольшую значимость для потребителя при выборе оливкового майонеза будут рассмотрены в следующих разделе. В качестве объектов оценки возьмем пять оливковых майонезов разных марок: «Махеев», «Mr Ricco», «Кулинар», «Слобода» и «Евдаковский».
4.3 Определение уровня качества продукции дифференциальным методом
Для сравнительной оценки исследующих образцов оливкового майонеза выбран базовый образец, который соответствует ГОСТу по всем показателям качества.
Для сравнительной оценки различных образцов оливковых майонезов с базовым образцом, воспользуемся дифференциальным методом оценки уровня качества оливкового майонеза, который состоит в сопоставлении оцениваемой продукции с базовым образцом по единичным показателям качества. Этот метод позволяет оценивать «превосходит», «соответствует» или «не соответствует» образец определенному уровню качества аналогичных изделий. В тоже время при дифференцированном методе оценки качества продукции количественно оцениваются отдельные свойства изделия, что позволяет принимать конкретные решения по управлению качеством заданной продукции.
При дифференцированном методе оценки качества продукции рассчитывают уровни единичных и (или) обобщенных показателей свойств по формуле (6) когда увеличению абсолютного значения показателя качества соответствует улучшение качества изделий и по формуле (7) когда снижению абсолютного значения показателя качества соответствует улучшение качества изделий
q = Рi - Рiб (6)
q=Рiб/Рi (7)
Уровень качества оцениваемой продукции не ниже базового в тех случаях, если: все относительные показатели больше единицы, все относительные показатели равны единице, часть относительных показателей больше единицы, аостальные равны единице.
Уровень качества будет ниже базового образца (эталона) в следующих случаях: все остальные показатели меньше единицы, часть относительных показателей меньше единицы, а остальные равны единице.
За базовый образец взят образец с показателями по ГОСТ 3004.1-93 «Майонезы. Общие технические условия».
Таблица 3 – Определение показателей качества дифференциальным методом
| Название оливкового майонеза | Числовые значения показателей | Результаты вычислений | ||||||
| Содержание углеводов, г | Содержание белков, г | Содержание жиров, г | Калорийность, ккал | Содержание углеводов, г | Содержание белков, г | Содержание жиров, г | Калорийность, ккал | |
| Базовый образец | 1,2 | 1,3 | 55 | 550 | 1 | 1 | 1 | 1 |
| «Махеев» | 1,7 | 0,5 | 67 | 612 | 1,42 | 0,38 | 1,22 | 1,11 |
| «Mr Ricco» | 1,3 | 3,3 | 67 | 623 | 1,08 | 2,54 | 1,22 | 1,13 |
| «Кулинар» | 2,5 | 3,1 | 67 | 620 | 2,08 | 2,38 | 1,22 | 1,13 |
| «Слобода» | 2,8 | 3 | 67 | 627 | 2,33 | 2,31 | 1,22 | 1,14 |
| «Евдаковский» | 1,5 | 1,5 | 55 | 508 | 1,25 | 1,15 | 1,00 | 0,92 |
По результатам вычислений стоим циклограмму, приведенную на рисунке 5.
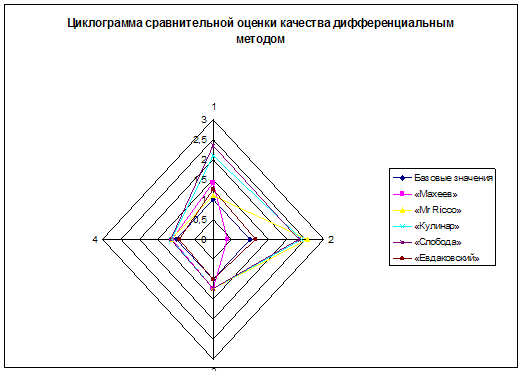
Рисунок 5 – Циклограмма результатов сравнительной оценки уровня качества оливковых майонезов дифференциальным методом
Анализ циклограммы сравнительной оценки качества дифференциальным методом показывает, что все анализируемые образцы оливковых майонезов, кроме «Евдокийского» превосходят базовый образец по всем исследуемым показателям качества. «Евдокийский» майонез по содержанию жира имеет значения ниже чем у базового образца, по всем остальным показателям качество превосходит его.
Данный метод позволил оценить превосходство исследуеиых образцов над базовым, но не выявил лучшего образца, поэтому прибегнем к использованию другого метода: метода полного попарного сопоставления.
4.4 Выбор и обоснование способа определения значений органолептических показателей качества оливкового майонеза
Для органолептической оценки показателей качества продукции выбран метод парных сопоставлений, который предполагает одновременное апробирование и сравнение между собой двух образцов.
На результат парного сопоставления оказывают влияние психологические факторы: выбирается не тот образец, который лучше, а тот, который стоит первым в паре, оцениваемых образцов. Поэтому, для исключения влияния психологического фактора используется метод полного парного сопоставления, то есть проводится двойное парное сопоставление, при этом образцы меняются местами.
Закодируем образцы:
Q1-оливковый майонез «Махеев»;
Q2-оливковый майонез «Mr Ricco»;
Q3-оливковый майонез «Кулинар»;
Q4-оливковый майонез «Слобода»;
Q5-оливковый майонез «Евдаковский».
Таблица 4 - Оценка вкуса первым экспертом
| Образец | Образец | |||||
|
Q1 |
Q2 |
Q3 |
Q4 |
Q5 |
||
|
Q1 |
Х | 1 | 1 | 4 | 1 | 3 |
|
Q2 |
1 | Х | 2 | 4 | 5 | 1 |
|
Q3 |
1 | 2 | Х | 4 | 5 | 0 |
|
Q4 |
4 | 4 | 4 | Х | 4 | 4 |
|
Q5 |
1 | 5 | 5 | 4 | Х | 2 |
| 3 | 1 | 0 | 4 | 2 | Х | |
В результате сопоставления получившихся результатов первый эксперт построил шкалу убывающего порядка, в которой номер расположения Q является рангом.
Q4 > Q1 > Q5 > Q2 > Q3.
То есть, оценив вкус, первый
эксперт на первое место поставил оливковый майонез «Слобода» (Q4), на второе место оливковый майонез «Махеев» (Q1),
третье – «Евдаковский» (Q5), на четвертое – «Mr Ricco» (Q2) и на последнем месте оказался
майонез «Кулинар» (Q3).
Таблица 5 - Оценка вкуса вторым экспертом
| Образец | Образец | |||||
|
Q1 |
Q2 |
Q3 |
Q4 |
Q5 |
||
|
Q1 |
Х | 1 | 1 | 4 | 5 | 2 |
|
Q2 |
1 | Х | 2 | 4 | 5 | 1 |
|
Q3 |
1 | 2 | Х | 4 | 5 | 0 |
|
Q4 |
4 | 4 | 4 | Х | 4 | 4 |
|
Q5 |
5 | 5 | 5 | 4 | Х | 3 |
| 2 | 1 | 0 | 4 | 3 | Х | |
В результате сопоставления получившихся результатов второй эксперт построил шкалу убывающего порядка:
Q4 > Q5 > Q1 > Q2 > Q3.
Второй эксперт, оценив вкус 5 образцов оливковых майонезов, на первое место поставил майонез «Слобода» (Q4), на второе место майонез «Евдаковский» (Q5), на третье – «Махеев» (Q1), на четвертое – «Mr Ricco» (Q2) и на пятое – майонез «Кулинар» (Q3).
Таблица 6 - Оценка вкуса третьим экспертом
| Образец | Образец | |||||
|
Q1 |
Q2 |
Q3 |
Q4 |
Q5 |
||
|
Q1 |
Х | 1 | 1 | 4 | 1 | 3 |
|
Q2 |
1 | Х | 2 | 4 | 5 | 1 |
|
Q3 |
1 | 2 | Х | 4 | 5 | 0 |
|
Q4 |
4 | 4 | 4 | Х | 4 | 4 |
|
Q5 |
1 | 5 | 5 | 4 | Х | 2 |
| 3 | 1 | 0 | 4 | 2 | Х | |
В результате сопоставления получившихся результатов третий эксперт построил шкалу убывающего порядка:
Q4 > Q1> Q5 > Q2 > Q3.
Оценив вкус, третий эксперт на первое место поставил оливковый майонез «Слобода» (Q4), на второе – майонез «Махеев» (Q1), на третье – «Евдаковский » (Q5), на четвертое – «Mr Ricco» (Q2) и на последнем месте оказался майонез «Кулинар» (Q3).
Таблица 7 - Оценка вкуса четвертым экспертом
| Образец | Образец | |||||
|
Q1 |
Q2 |
Q3 |
Q4 |
Q5 |
||
|
Q1 |
Х | 1 | 1 | 4 | 1 | 3 |
|
Q2 |
1 | Х | 2 | 4 | 2 | 2 |
|
Q3 |
1 | 2 | Х | 4 | 5 | 0 |
|
Q4 |
4 | 4 | 4 | Х | 4 | 4 |
|
Q5 |
1 | 2 | 5 | 4 | Х | 2 |
| 3 | 2 | 0 | 4 | 2 | Х | |
В результате сопоставления получившихся результатов четвертый эксперт построил шкалу убывающего порядка:
Q4 > Q1> Q2 > Q5> Q3.
Четвертый эксперт, оценив вкус 5 образцов оливковых майонезов, на первое место поставил майонез «Слобода» (Q4), на второе место майонез «Махеев» (Q1), третье – «Mr Ricco» (Q2), на четвертое – «Евдаковский» (Q5) и на пятом месте оказался майонез «Кулинар» (Q3).
Таблица 8 Оценка вкуса пятым экспертом
| Образец | Образец | |||||
|
Q1 |
Q2 |
Q3 |
Q4 |
Q5 |
||
|
Q1 |
Х | 1 | 1 | 4 | 1 | 3 |
|
Q2 |
1 | Х | 2 | 4 | 5 | 1 |
|
Q3 |
1 | 2 | Х | 4 | 5 | 0 |
|
Q4 |
4 | 4 | 4 | Х | 4 | 4 |
|
Q5 |
1 | 5 | 5 | 4 | Х | 2 |
| 3 | 1 | 0 | 4 | 2 | Х | |
В результате сопоставления получившихся результатов пятый эксперт построил шкалу убывающего порядка:
Q4 > Q1> Q5 > Q2 > Q3.
Пятый эксперт, оценив вкус, на первое место поставил оливковый майонез «Слобода» (Q4), на второе место оливковый майонез «Махеев» (Q1), на третье – «Евдаковский» (Q5), на четвертое – «Mr Ricco» (Q2) и на пятое – «Кулинар» (Q3).
Сведем все результаты, полученные от 5 экспертов в одну таблицу.
Таблица 9 Общая таблица оценки вкуса всеми экспертами
| Объект | Эксперты |
|
|
Коэффициент весомости | ||||
| 1 | 2 | 3 | 4 | 5 | ||||
|
Q1 |
3 | 2 | 3 | 3 | 3 | 14 | 14 | 0,28 |
|
Q2 |
1 | 1 | 1 | 2 | 1 | 6 | 6 | 0,12 |
|
Q3 |
0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
|
Q4 |
4 | 4 | 4 | 4 | 4 | 20 | 20 | 0,4 |
|
Q5 |
2 | 3 | 2 | 1 | 2 | 10 | 10 | 0,2 |
Средняя частота преобладания i-го объекта :
 , (8)
, (8)
где Eij – количество предпочтений i-го объекта;
N – количество экспертов.
![]() ,
,
![]() ,
,
![]() ,
,
![]()
![]()
Общее число сравнений проведенных каждым экспертом:
![]() , (10)
, (10)
где n – число оцениваемых объектов
![]()
Коэффициент весомости j-го объекта:
![]() , (11)
, (11)
![]()
![]()
![]()
![]()
![]()
Сумма значений всех показателей весомости рассматриваемых объектов
![]() (12)
(12)
![]() .
.
Точность экспертных оценок определяют по согласованности мнений экспертов. Степень совпадения оценок экспертов, входящих в комиссию, характеризует качество экспертизы и выражается коэффициентом конкордации
 (13)
(13)
где S - сумма квадратов отклонений рангов или баллов каждого объекта от среднего арифметического значения;
п - количество экспертов;
т — количество оцениваемых объектов.
Сумма квадратов отклонений рангов (S) от среднеарифметического их значения (Рср) по всем объектам и экспертам находят по формуле
 (14)
(14)
где Qij - оценка в рангах, данная i-му объекту j-м экспертом;
Qcp -среднеарифметическое значение рангов.
![]()
При W=0,9 мнение экспертов достаточно согласованно.
На основании оценки вкуса пятью экспертами получен ранжированный ряд
Q4 > Q1> Q5 > Q2 > Q3.
Проанализировав мнения пяти экспертов о вкусе оливкового майонеза, можно сделать вывод: на первом месте находится майонез «Слобода» (Q4), на втором место - оливковый майонез «Махеев» (Q1), на третьем – «Евдаковский» (Q5), на четвертом – «Mr Ricco» (Q2) и на пятом – «Кулинар» (Q3).
Аналогично проведена оценка цвета, запаха, и состава продукта, результаты оценки которых представлены в сводных таблицах 10, 11 и 12.
В результате оценки цвета получены данные, представленные в таблице 10, коэффициент конкордации получился равным 0,75 это свидетельствует о том, что образцы оценены экспертами достаточно точно.
Таблица 10 - Сводная таблица оценки цвета оливкового майонеза
| Объект | Эксперты |
|
|
Коэффициент весомости | ||||
| 1 | 2 | 3 | 4 | 5 | ||||
|
Q1 |
1 | 2 | 3 | 2 | 1 | 9 | 9 | 1,8 |
|
Q2 |
2 | 4 | 2 | 3 | 3 | 14 | 14 | 2,8 |
|
Q3 |
0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
|
Q4 |
3 | 2 | 4 | 4 | 4 | 17 | 17 | 3,4 |
|
Q5 |
4 | 2 | 2 | 2 | 2 | 12 | 12 | 2,4 |
На основании полученных данных получен ранжированный ряд
Q4 > Q2> Q5 > Q1 > Q3.
Проанализировав мнения пяти экспертов о цвете оливковых майонезов, можно сделать вывод: на первом месте находится майонез «Слобода» (Q4), на втором месте - оливковый майонез «Mr Ricco» (Q2), на третьем – «Евдаковский» (Q5), на четвертом – «Махеев» (Q1) и на пятом – «Кулинар» (Q3).
В результате оценки запаха оливковых майонезов получены данные, представленные в таблице 11, коэффициент конкордации получился равным 0,54 это свидетельствует о том, что образцы оценены экспертами достаточно точно.
Таблица 11 - Сводная таблица оценки запаха оливкового майонеза
| Объект | Эксперты |
|
|
Коэффициент весомости | ||||
| 1 | 2 | 3 | 4 | 5 | ||||
|
Q1 |
3 | 3 | 3 | 2 | 3 | 14 | 14 | 0,28 |
|
Q2 |
4 | 3 | 3 | 2 | 2 | 14 | 14 | 0,28 |
|
Q3 |
2 | 3 | 1 | 3 | 1 | 10 | 10 | 0,2 |
|
Q4 |
1 | 1 | 2 | 3 | 3 | 10 | 10 | 0,2 |
|
Q5 |
0 | 0 | 1 | 0 | 1 | 2 | 2 | 0,04 |
На основании полученных данных получен ранжированный ряд
Q1 = Q2> Q3= Q4 > Q5.
Проанализировав мнения пяти экспертов о запахе оливковых майонезов, можно сделать вывод: первое место поделили майонезы «Махеев» (Q1) и «Mr Ricco» (Q2), второе место поделили оливковые майонезы марок «Кулинар» (Q3) и «Слобода» (Q4), на последнем месте оказался оливковый майонез «Евдаковский» (Q5).
В результате оценки состава оливковых майонезов получены данные, представленные в таблице 12, коэффициент конкордации получился равным 0,58 это свидетельствует о том, что образцы оценены экспертами достаточно точно.
Таблица 12 - Сводная таблица оценки состава оливкового майонеза
| Объект | Эксперты |
|
|
Коэффициент весомости | ||||
| 1 | 2 | 3 | 4 | 5 | ||||
|
Q1 |
3 | 3 | 3 | 3 | 3 | 15 | 15 | 0,3 |
|
Q2 |
2 | 2 | 2 | 1 | 2 | 9 | 9 | 0,18 |
|
Q3 |
0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
|
Q4 |
4 | 4 | 4 | 4 | 4 | 20 | 20 | 0,4 |
|
Q5 |
1 | 1 | 1 | 2 | 1 | 6 | 6 | 0,12 |
На основании полученных данных получен ранжированный ряд
Q4 > Q1> Q2> Q5 > Q3..
Проанализировав мнения пяти экспертов о составе оливковых майонезов, можно сделать вывод: на первом месте находится майонез «Слобода» (Q4), на втором месте - оливковый майонез «Махеев» (Q1), на третьем – «Mr Ricco» (Q2), на четвертом – «Евдаковский» (Q5), на пятом – «Кулинар» (Q3).
Оценив ранжированные ряды, в общем можно сказать о том, что объект Q4 значительно преобладает над всеми остальными, так как он занял первое место в ранжированных рядах по вкусу, цвету и составу продукта, по запаху образец Q4 занял второе место.
И так, метод полного попарного сопоставления позволил выявить лучший образец оливковый майонез «Слобода» (Q4).
Теперь, после выявления лучшего образца по органолептическим показателям необходимо провести оценку оливковых майонезов по показателям эстетичности.
4.6 Определение комплексной оценки качества
Для определения лучшего образца среди пяти выбранных была проведена оценка уровня качества оливкового майонеза дифференциальным методом, но так как необходимо более точно оценить качество продукта, то применим комплексную оценку, основанную на данных из раздела 4.3.
Комплексный показатель совокупности свойств Р зависит от «взвешенных» параметров учитываемых свойств qi, т.е. от показателей отдельных свойств с учетом их весомости, значимости для Р. Следовательно
![]() , (3)
, (3)
где qi - величина, характеризующая размер i-го свойства с учетом его значимости; n=1,2,3,..., n (п - общее число учитываемых свойств).
Комплексный показатель совокупности различных свойств Р должен учесть значимость каждого из них, т.е. учесть степень влияния величин отдельных свойств на итоговый показатель (уровень) качества.
Количественная характеристика значимости данного показателя среди других показателей является коэффициентом весомости.
При нахождении значения комплексного показателя совокупности характеристик свойств необходимо величину параметра каждого из множества свойств «взвесить», т.е. умножить на соответствующий коэффициент весомости.
При дифференциальном методе в сочетании с комплексным определяются значение относительных показателей групп показателей качества по формуле
![]() , (4)
, (4)
где mi - коэффициент весомости i -го единичного свойства (показателя);
qi- относительное значение i-го показателя качества изделий;
п - количество единичных показателей в данной группе показателей.
Относительное значение i -го показателя качества определяется по формулам
qi=Pi/Piб; Ч,=Рi,б/Рi, (6)
где Рi- значение i-ro показателя качества оцениваемого образца;
Рiб - значение i-гo показателя качества базового образца. Из приведенных формул выбирают ту, при которой увеличению относительного показателя отвечает улучшение качества оцениваемого изделия.
Значение обобщенного показателя качества оцениваемого изделия вычисляется по формуле
![]() , (7)
, (7)
где Мi - значение коэффициента весомости i-ой группы показателей;
N - количество групп показателей качества, по которым проводится оценка технического уровня и качества продукции.
При расчетах по этим формулам устанавливается, что сумма коэффициентов весомости единичных показателей качества в пределах группы показателей должна равняться единице, а сумма коэффициентов весомости групп показателей качества, по которым производится оценка, также равняется единице.
Числовые базовые значения показателей выбираем из ГОСТ 30004.1-93 «Майонезы. Общие технические условия», следовательно, они являются нормативными. В качестве исследуемых значений принимает значения, указанные на упаковке каждого изделия. В таблице 7 приведены данные для расчета комплексного показателя.
Для комплексной оценки качества оливкового майонеза «Слобода» рассчитаем среднее геометрическое взвешенное. Так как оценка уровня качества продукции с помощью среднего геометрического взвешенного является наиболее универсальный и распространённый способ выражения комплексного показателя качества. Он применяется при объединении неоднородных показателей качества, в том числе разнородной продукции, соответствующих разным условиям её применения и имеющих значительный разброс. Математическое выражение среднего имеет вид
Р=∏Ki qi.
Таблица 20- Определение комплексных показателей качества оливкового майонеза «Махеев»
| Показатели качества | Базовое значение продук-та | Абсолют-ное значение продукта |
Коэф-фициент весо-мости, qi |
Числовое значение i-го пока-зателя, ki |
Ргр |
|
Органолептические показатели, балл -Вкус -Цвет - Запах - Консистенция Состав продукта, содержание, г - Белки - Жиры - Углеводы Эстетические показатели, балл - Наличие знака соответствия - Наличие НД на этикетке - Полнота информации о составе продукта - Удобство упаковки - Наличие крышки на упаковке |
5 5 5 5 1,3 55 1,2 5 5 5 5 5 |
5 5 4 5 0,5 67 1,7 5 5 5 5 5 |
0,1 0,09 0,09 0,07 0,09 0,09 0,09 0,1 0,1 0,09 0,09 0,09 |
1 1 0,8 1 0,39 1,60 1,42 1 1 1 1 1 |
0,932 0,307 0,47 |
Таблица 20 составлена для образца №1 оливкового майонеза «Махеев». Аналогичные расчеты были проведены еще для четырех образцов: «Mr Ricco», «Кулинар», «Слобода» и «Евдаковский». Для всех образцов составлена сводная таблица 8.
Таблица 8 - Сводная таблица по четырем объектам
| Групповой показатель | Номера объектов | ||||
| «Махеев» | «Mr Ricco» | «Кулинар» | «Слобода» | «Евдаковский» | |
| Органолепти-ческий | 0,932 | 0,972 | 0,824 | 0,943 | 0,811 |
| Состав продукта | 0,307 | 0,461 | 0,325 | 0,562 | 0,204 |
| Эстетические показатели | 1,470 | 1,452 | 1,421 | 1,482 | 1,401 |
|
Обобщенный показатель, Роб |
0,42 | 0,65 | 0,38 | 0,79 | 0,23 |
После оценки комплексного показателя качества можно сделать вывод о том, что лучшим образцом по обобщенному показателю качества оливковых майонезов является «Слобода», на втором месте стоит майонез марки «Mr Ricco», на третьем - «Махеев», на четвертом - «Кулинар» и на последнем месте «Евдаковский» оливковый майонез. Графически это проиллюстрировано на рисунке 4.
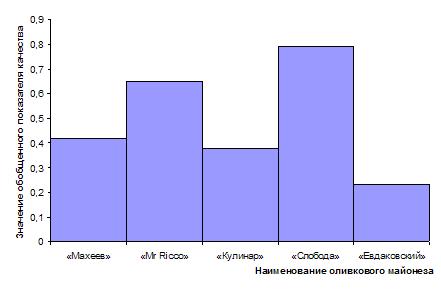
Рисунок 4 – Комплексная оценка оливковых майонезов по обобщенному показателю качества
© 2010 Интернет База Рефератов