
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Курсовая работа: Применение контрольных карт
Курсовая работа: Применение контрольных карт
Министерство Образования и Науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
Курсовая работа
по дисциплине "Системы и методы УК"
на тему: "Применение контрольных карт"
Выполнил: студент
Проверил: преподаватель
ИЖЕВСК
2006
Содержание
Введение
1. Контрольные карты
1.1 Типы контрольных карт
1.2 Преимущества контрольных карт для непрерывных переменных и контрольных карт по альтернативному признаку
1.3 Индексы пригодности процесса
1.4 Другие специализированные типы контрольных карт
2. Проектирование контрольной карты
Заключение
Литература
Введение
Статистические методы, основанные на теории вероятности и математической статистики, могут быть использованы на всех этапах жизненного цикла продукции для оценки и учета степени ее неоднородности или вариабельности ее характеристик относительно требуемых значений или номиналов, а также учета настроенности и изменчивости процессов ее создания. Применение статистических методов позволяет с заданной степенью точности и достоверности судить о состоянии исследуемых явлений (объектов, процессов) в системе качества, прогнозировать и регулировать возникновение проблем в области качества и вырабатывать оптимальные управленческие решения не на основе эмоций, ощущений, интуиции, а на основе изучения фактических данных, тенденций и закономерностей.
В настоящее время в мировой практике статистические методы наиболее широко применяются для решения следующих инженерных и производственных задач:
- осуществление сбора и регистрации исходных данных в виде удобном для их последующего анализа и осмысления;
- проведение анализа и оценки качества продукции с помощью статистической обработки информации о качестве продукции, имеющей несомненно случайный характер;
- осуществление планирования и анализа результатов выборочного контроля качества продукции на различных этапах производственного процесса;
- применение процедур статистического анализа, регулирования и управления технологическими процессами;
- проведение оценки точности, настроенности и стабильности технологических процессов, а также оценки идентичности работы однотипного технологического оборудования;
- прогнозирование и контроль надежности продукции.
Статистическое регулирование качества результата процесса обеспечивается путем воздействия непосредственно на процесс.
Использование статистических методов помогает в понимании изменчивости, что позволяет организациям принимать оптимальное решение, повышать результативность и эффективность. Статистические методы способствуют применению имеющихся в наличии данных для принятия решения.
Неустойчивость, изменчивость качества продукции проявляется не только в двух общих тенденциях физического и морального старения. Имеют место так называемые частные отклонения качества от установленных требований. Они чрезвычайно разнообразны и обусловлены уже не экономической и технической природой, а условиями внешнего характера: нарушениями правил и условий эксплуатации, ошибками разработчиков и изготовителей, нарушениями производственной дисциплины, дефектами оборудования с помощью которого изготовляется и используется продукция, и т.д.
Неустойчивость качества, обусловленная частными отклонениями заданных параметров, имеет случайный характер. Время их появления можно ожидать только с определенной степенью вероятности.
Есть еще один фактор, который влияет на неустойчивость оценок качества – это неустойчивость и изменчивость потребностей. Параметры продукции могут строго соответствовать нормативной и технической документации, но изменяются требования потребителей и качество при неизменных параметрах ухудшается или теряется вовсе.
Можно констатировать, что качество продукции находится в постоянном движении. Следовательно, качество определяет собой хронически неустойчивый объект. Это объективная реальность, с которой приходится иметь дело.
Статистические методы помогают в описании, анализе, интерпретации и моделировании даже при ограниченном количестве данных. Статистический анализ данных помогает понять природу, масштаб и причины изменчивости, способствуя устранению и предупреждению проблем, которые могут быть результатом такой изменчивости, а также постоянному улучшению.
Основное назначение статистических методов обеспечения качества – регистрация и анализ исходных статистических данных и предоставление фактического материала для корректировки и постоянного улучшения производственных процессов. Следует подчеркнуть, что применение этих методов не требует от производственного персонала какой-либо специальной подготовки в области математической статистики и теории вероятности.
1. Контрольные карты
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г.
Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда, кто, на каком оборудовании получал брак в прошлом. Однако, в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г.
Карты, которые используются при принятии решений называются кумулятивными.
Контрольная карта состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) n изготовленных изделий и измеряют контролируемый параметр. Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок. Сигналом о возможной разладке технологического процесса могут служить:
· выход точки за контрольные пределы; (процесс вышел из-под контроля)
· расположение группы последовательных точек около одной контрольной границы, но не выход за нее, что свидетельствует о нарушении уровня настройки оборудования
· сильное рассеяние точек на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения. Таким образом, контрольные карты используются для выявления определенной причины, но не случайной. Под определенной причиной следует понимать существование факторов, которые допускают изучение. Разумеется, что таких факторов следует избегать. Вариация же, обусловленная случайными причинами необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
Контролироваться должны естественные колебания между пределами контроля. Нужно убедиться, что выбран правильный тип контрольной карты для определенного типа данных. Данные должны быть взяты точно той последовательности, как они собраны, иначе они теряют смысл. Не следует вносить изменений в процесс в период сбора данных. Данные должны отражать, как процесс идет естественным образом. Контрольная карта может указать на наличие потенциальных проблем до того, как начнется выпуск дефектной продукции.
1.1 Типы контрольных карт
Контрольные карты (КК) инструмент, позволяющий отслеживать ход процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждать его отклонения от предъявляемых к процессу требований.
Результатом применения КК является получение объективной информации для принятия решений о стабильности процесса, разработки рекомендаций по улучшению качества выпускаемой продукции.
Существуют два основных типа контрольных карт: для качественных признаков (годен - негоден) и для количественных признаков. Для контроля по непрерывному признаку обычно строятся следующие контрольные карты:
· X-карта. На эту контрольную карту наносятся значения выборочных средних для того, чтобы контролировать отклонение от среднего значения непрерывной переменной (например, диаметров поршневых колец, прочности материала и т.д.).
· R-карта. Для контроля за степенью изменчивости непрерывной величины в контрольной карте этого типа строятся значения размахов выборок.
· S-карта. Для контроля за степенью изменчивости непрерывной переменной в контрольной карте данного типа рассматриваются значения выборочных стандартных отклонений.
· S**2-карта. В контрольной карте данного типа для контроля изменчивости строится график выборочных дисперсий.
Для контроля качества продукции по альтернативному признаку обычно применяются следующие типы контрольных карт:
· C-карта. В таких контрольных картах строится график числа дефектов (в партии, в день, на один станок, в расчете на 100 футов трубы и т.п.). При использовании карты этого типа делается предположение, что дефекты контролируемой характеристики продукции встречаются сравнительно редко, при этом контрольные пределы для данного типа карт рассчитываются на основе свойств распределения Пуассона (распределения редких событий).
· U-карта. В карте данного типа строится график относительной частоты дефектов, то есть отношения числа обнаруженных дефектов к n - числу проверенных единиц продукции (здесь n обозначает, например, число футов длины трубы, объем партии изделий). В отличие от C-карты, для построения карты данного типа не требуется постоянство числа единиц проверяемых изделий, поэтому ее можно использовать при анализе партий различного объема.
· Np-карта. В контрольных картах этого типа строится график для числа дефектов (в партии, в день, на станок), как и в случае С-карты. Однако, контрольные пределы этой карты рассчитываются на основе биномиального распределения, а не распределения редких событий Пуассона. Поэтому данный тип карт должен использоваться в том случае, когда обнаружение дефекта не является редким событием (например, когда обнаружение дефекта происходит более чем у 5% проверенных единиц продукции). Этой картой можно воспользоваться, например, при контроле числа единиц продукции, имеющих небольшой брак.
· P-карта. В картах данного типа строится график процента обнаруженных дефектных изделий (в расчете на партию, в день, на станок и т.д.). График строится так же, как и в случае U-карты. Однако контрольные пределы для данной карты находятся на основе биномиального распределения (для долей), а не распределения редких событий. Поэтому P-карта наиболее часто используется, когда появление дефекта нельзя считать редким событием (если, например, ожидается, что дефекты будут присутствовать в более чем 5% общего числа произведенных единиц продукции).
Все перечисленные выше типы карт допускают возможность построения кратких карт для производственных серий (краткие контрольные карты) и контрольных карт для нескольких процессов (многопоточные групповые карты).
Контрольные карты позволяют проводить анализ возможностей процесса. Возможности процесса - это способность функционировать должным образом. Как правило, под возможностями процесса понимают способность удовлетворять техническим требованиям.
С помощью построения контрольных карт при наличии временной зависимости Вы можете проверить, лежат ли средние значения переменных в пределах области рассеяния, объясняемой действием случайных факторов, или же они выходят за пределы этой области. В общем случае подразделение данных может происходить не только по временным интервалам, а и посредством других подгрупп.
1.2 Преимущества контрольных карт для непрерывных переменных и контрольных карт по альтернативному признаку
Иногда инженеру, занимающемуся контролем качества, приходится выбирать между применением контрольной карты для непрерывных переменных и контрольной карты по альтернативному признаку.
Преимущества контрольных карт по альтернативному признаку. Преимущество контрольных карт по альтернативному признаку состоит в возможности быстро получить общее представление о различных аспектах качества анализируемого изделия; то есть, на основании различных критериев качества инженер может сразу принять или забраковать продукцию. Далее, контрольные карты по альтернативному признаку иногда позволяют обойтись без применения дорогих точных приборов и требующих значительных затрат времени измерительных процедур. Кроме того, этот тип контрольных карт более понятен менеджерам, которые не разбираются в тонкостях методов контроля качества. Таким образом, с помощью таких карт можно более убедительно продемонстрировать руководству наличие проблем с качеством изделий.
Преимущества контрольных карт для непрерывных переменных. Контрольные карты для непрерывных переменных обладают большей чувствительностью, чем контрольные карты по альтернативному признаку. Благодаря этому, контрольные карты для непрерывных переменных могут указать на существование проблемы ухудшения качества, прежде чем в потоке продукции появятся настоящие бракованные изделия, выделяемые с помощью контрольной карты по альтернативному признаку. В работе Montgomery (1985) автор называет контрольные карты для непрерывных переменных основными индикаторами ухудшения качества, которые предупреждают об этих проблемах задолго до того, как в процессе производства резко возрастет доля бракованных изделий.
1.3 Индексы пригодности процесса
В случае контрольных карт для непрерывных переменных часто возникает необходимость включить в итоговый вывод результатов анализа так называемые индексы пригодности процесса. Коротко говоря, индексы пригодности процесса выражают (в виде отношения), какая часть деталей или изделий, производимых в рамках текущего производственного процесса, по своим характеристикам попадает в определенные технологами пределы (в частности, в инженерные допуски).
К примеру, так называемый индекс Cp находится следующим образом:
Cp = (ВГС-НГС)/(6* )
где представляет собой оценку стандартного отклонения процесса, ВГС и НГС - соответственно верхнюю и нижнюю границы плановой спецификации (инженерные допуски). Если распределение контролируемой характеристики качества или переменной (например, размер поршневых колец) подчиняется нормальному закону, и процесс абсолютно точно центрирован (т.е. среднее значение процесса соответствует положению центральной линии на контрольной карте), то данный индекс может интерпретироваться как та часть стандартной кривой нормального распределения (ширина процесса), которая находится внутри границ инженерных допусков. В случае нецентрированного процесса, вместо рассмотренного выше индекса используется уточненный индекс Cpk . Для "пригодного" процесса индекс Cp должен быть больше 1. Это означает, что для того, чтобы можно было ожидать попадание более 99% всех выпущенных деталей или изделий в рамки приемлемых инженерных спецификаций, величина интервала между контрольными пределами плановых спецификаций должна превышать 6 .
1.4 Другие специализированные типы контрольных карт
X-карты для данных с негауссовским распределением
Контрольные пределы для стандартных X-карт вычисляются, исходя из предположения о приблизительно нормальном распределении выборочных средних. Следовательно, для отдельных наблюдений в выборках нормальность распределения не обязательна, так как. по мере увеличения объема выборок распределение выборочных средних будет приближаться к нормальному (см. обсуждение центральной предельной теоремы в разделе Элементарные понятия статистики. Однако необходимо отметить, что при построении R-карты, S-карты и S**2-карты предполагается, что отдельные наблюдения обладают нормальным распределением
Контрольная карта T**2 Хотеллинга
Когда исследуется несколько взаимосвязанных характеристик качества (заданных в виде нескольких переменных), для всех средних значений можно построить общий график, воспользовавшись для этого многомерной статистикой Хотеллинга T**2.
Контрольная карта накопленных сумм (CUSUM-карта)
Контрольная карта типа CUSUM была впервые предложена в 1954 году. Если строить график накопленной суммы отклонений от плановых спецификаций для следующих друг за другом выборочных средних, то даже малые постоянные сдвиги среднего значения процесса постепенно приведут к накоплению ощутимой суммы отклонений. Поэтому данный тип контрольных карт особенно хорошо подходит для обнаружения малых постоянных сдвигов процесса, которые могут оказаться незамеченными при применении Х-карты. Например, когда из-за износа оборудования процесс медленно "выскальзывает" из-под контроля, в результате чего размеры изделий превышают плановые спецификации (или становятся ниже их), при применении контрольной карты данного типа будет получен монотонно растущий (или снижающийся) график накопленной суммы отклонений от плановых спецификаций.
Контрольная карта скользящего среднего (MA-карта)
Одним из способов отслеживания трендов и обнаружения незначительных постоянных сдвигов среднего значения процесса является построение описанной выше CUSUM-карты. Другой способ состоит в использовании одной из схем установления весов данных, согласно которой осуществляется суммирование нескольких средних.
Контрольная карта экспоненциально взвешенного скользящего среднего (EWMA-карта)
Идея построения скользящих средних для последовательных (соседних) выборочных значений может быть обобщена. В принципе, чтобы обнаружить тренд, необходимо присвоить веса следующим друг за другом выборочным значениям, получив таким образом скользящее среднее. Однако, вместо простого арифметического скользящего среднего, можно найти геометрическое скользящее среднее.
Данный метод усреднения предполагает, что вес исторически "старых" выборочных средних уменьшается по геометрическому закону при присоединении новых выборочных средних. Интерпретация контрольной карты данного типа имеет много общего с интерпретацией карты скользящего среднего. EWMA-карта позволяет обнаружить малые сдвиги исследуемых средних значений и, следовательно, ухудшение качества производственного процесса.
2. Проектирование контрольной карты
Рассмотрим изложенное на примере производства минераловатных теплоизоляционных плит на заводе. Для этого построим КК по показателю предела прочности при сжатии плит марки СС 105 (рис. 3). Как видно из рисунка, процесс находится в стабильном состоянии и корректировка не требуется. Если бы он был не стабилен, то с помощью такой КК можно было бы определить номер выборки, а с помощью других инструментов - причину выхода процесса из стабильного состояния. В каждом конкретном случае определяют факторы, влияющие на сбой, будь то технологические аспекты, квалификация персонала, либо случайные факторы.
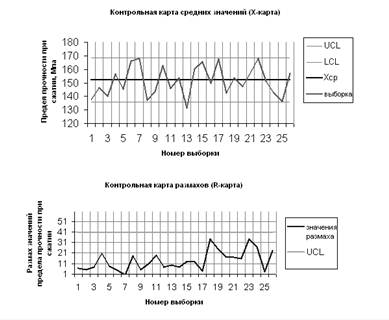
Рисунок
3 - Контролькная карта ![]() -R по показателю предел прочности при сжатии
-R по показателю предел прочности при сжатии
Таким образом, контрольные карты – это практический и доступный инструмент системного анализа, с помощью которого руководители всех уровней и в любых организациях могут на деле избежать большинства проблем, вызванных отсутствием системного подхода к анализу и решению проблем, управлять процессом производства, принимать своевременные и мотивированные решения для обеспечения стабильности и повышения качества выпускаемой продукции.
Заключение
При выполнении данной курсовой работы познакомилась с основнами статистическими методами. Применила к реальному процессу один из методов – контрольные карты и убедилась в удобстве их использования.
Специалистам остается только правильно интерпретировать полученные данные и своевременно вмешиваться в производственный процесс.
Литература
1. Жулинский С.Ф., Новиков Е.С., Поспелов В.Я. «Статистические методы в современном менеджменте качества». М.: Фонд «Новое тысячелетие», 2001.
2. Аристов О.В. «Управление качеством» М.: ИНФРА-М, 2004.
3. Гличев А.В., Круглов М.И. “Управление качеством продукции” М: “Экономика” 1979.
4. Гличев А. В. “Современные методы управления качеством” “Стандарты и качество” // №4,9,1996г.
5. Каплен Г. “Практическое введение в управление качеством” М: “Издательство стандартов”, 1976г.
© 2010 Интернет База Рефератов