
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Курсовая работа: Технологія виготовлення та монтажу елементів стропильної системи
Курсовая работа: Технологія виготовлення та монтажу елементів стропильної системи
Зміст
1. Вступ.
2 Передові методи організації виробничих процесів
3. Розрахунково-технологічна частина.
3.1.Характеристика виробу, його призначення та будова.
3.2. Вибір деревини для виготовлення виробу.
3.3. Технологічний процес виготовлення виробу.
3.3.1.Технологічний процес виготовлення елементів стропильної системи.
3.3.1. Монтаж стропильно системи.
3.4. Економічна частина.
3.4.1. Підрахунок об’єму заготовок для виготовлення виробу.
3.4.2. Підрахунок собівартості виробу.
4. Безпечні умови праці.
4.1. Загальні вимоги безпеки.
4.2. Вимоги безпеки перед початком роботи.
4.3. Вимоги безпеки під час роботи.
5. Список використаної літератури
1 Вступ
На початковому етапі розвитку суспільство використовувало деревину для виготовлення найпростіших предметів побуту, мистецтва. Подальший розвиток суспільства зумовили виникнення ремесел, більш широке використання деревини для будівництва споруд, мостів, суден, вагонів тощо. Зростали потреби в розширенн виробництва продукції різного призначення і вимоги до рівня їх якості.
Деревина за своїми фізико-механічними властивостями , зокрема за питомою міцністю перевищує показники міцності окремих металів сплавів. Тому її використання в техніці і побуті постійно зростає.
Деревина порівняно з іншими матеріалами ма переваги. Вона природно поновлюється. І за раціонального використання та поновлення її запаси можуть бути невичерпними.
Лісопереробна промисловість набула прогресивних форм індустріального виробництва. З лісу виготовляють пилопродукцію, яку використовують в натуральному вигляді (дошки, бруси, бруски), для отримання напівфабрикатів (фанери, фанерних і столярних плит, деревинних пластиків) готових виробів (вікна, двері, паркет, меблі, музичні інструменти). Деревину також використовують в подрібненому вигляді для виготовлення паперу, волокнистих та стружкових плит, декоративних паперово-шаруватих пластиків, синтетичного шпону та іншого. У процесі хімічної і мікробіологічної переробки деревини отримують штучні тканини, спирти, лікарські препарати, глюкозу, дубильн речовини, гліцерин тощо. Таким чином з розвитком технічного прогресу зросло комплексне використання деревини як сировинного та конструкційного матеріалу.
Науково-технічний прогрес в галузі зумовив створення високопродуктивного обладнання, напівавтоматичних і автоматичних ліній, які застосовуються на різних стадіях технологічного процесу виробництва забезпечують виготовлення продукції на рівні сучасних вимог. Створен маловідходні та безвідходні технології, забезпечуючи економію матеріальних, енергетичних і трудових ресурсів.
Столярно-меблеві виробництва за класифікацією належать до другої групи виробництв. Вони використовують напівфабрикати у вигляді дощок, брусків, брусів, фанери, фанерних плит, натурального та синтетичного шпону, плівок на основі полімерних матеріалів, столярних плит, деревиностружкових та деревиноволокнистих плит, покривних, настилових личкувальних матеріалів для м’яких меблів, фурнітуру, метизи, лакофарбов матеріали.
В загальному столярно-меблеві виробництва характеризуються такими видами обробки деревини і деревних матеріалів, як сушіння, пиляння, фрезерування, склеювання й личкування, свердління, шліфування, опорядження та інше.
2 Передові методи організац виробничих процесів
1.Типи виробництва.
Любе промислове виробництво розрізняють по структурі і по об’єму випускаючої продукції, а також різній його номенклатурі. В залежності від цього робочі цехи, місця, підприємства розділяють на декілька видів – типів виробництва.
Основною ознакою поділу підприємства на типи виробництва є спеціалізація робочих місць.
Типи виробництва – це комплексна характеристика організаційно технічного рівня виробництва, яке являє собою сукупність номенклатури продукції, об’єм виробництва, повторюваність продукції, характеристика завантаження робочих місць, собівартість продукції.
КЗО = число всіх технічних місць / число робочих місць.
Є такі типи виробництва: одиничне, серійне, масове.
Одиничний тип виробництва – це широка номенклатура і великий об’єм випуску однакових виробів. Обладнання має бути універсальне, оснастка універсальна, кваліфікація працівників висока, собівартість висока. Коефіцієнт закріплення операцій (КЗО) >40. Робочі місця не мають закріплених за ними операцій і загружаються без визначеної черги по мірі того, що можна виготовляти на даному обладнанні.
Серійний тип виробництва – це є обмежена номенклатура виробів, які періодично повторюються. Вироби запускаються у виробництво серіями, деталі партіями у визначеній і встановленій періодичності. Для серійного виробництва використовують спеціальне обладнання. В залежності від масштабів, номенклатури, рівня спеціалізації розрізняють дрібно - , середньо - , крупно – серійне виробництво.
Дрібно – серійне – випуск продукції у невеликій кількості різної номенклатури КЗО21:40
Крупно – серійне – випускає продукцію вузько номенклатури, але в великій кількості
КЗО 2:10.
Середньо – серійне – це проміжне між дрібно крупносерійним.
Масове виробництво – це обмежена номенклатура з великою кількістю випуску. Тут використовують спеціальне обладнання, собівартість низька, широко використовують станки автомати, автоматизован лінії КЗО = 1.
Кожному типу виробництва відповідають свої методи організації.
Методи організації виробництва – це спосіб здійснення виробничого процесу, який являє собою сукупність засобів і прийомів його реалізації і характеризується рядом принципів, головним з яких є взаємозв’язок послідовність виконання операцій технологічного процесу з порядком розміщення обладнання і ступінь безперервності виробничого процесу.
Три методи організації виробництва:
1) непотоковий (одиничний);
2) потоковий;
3) автоматизований;
2.Організація не потокового виробництва.
Непотокове виробництво характеризується наступними показниками:
1)всі робочі місця розміщуються по однотипних групах обладнання без будь – якого зв’язку з послідовним виконанням операцій;
2)на робочих місцях обробляються різні по конструкції і технолог виготовлення предмети праці, так як їх випуск обчислюється одиницями;
3)технологічне обладнання в основному універсальне;
4)деталі переміщуються в процесі виготовлення складними маршрутами, у зв’язку з цим виникають великі перерви в обробці із – за очікування їх на проміжних складах і в підрозділах відділів технічного контролю. Кожний робітник отримує деталь для виготовлення наступно] операції не з попередньої операції, а з проміжного складу або від контролера ВТК.
Непотоковий метод використовують переважно в одиничному і серійному виробництвах.
Залежно від номенклатури виробів та їхньо кількості він може мати різні модифікації:
1) Одинично – технологічний коли окремі предмети праці одиницями або невеликими партіями, які не повторюються передаються далі по технологічному процесу;
2)порціонно – технологічний – предмети праці надходять на іншу операцію технологічного циклу партіями, які періодично повторюються.
З одного боку, це дає змогу зменшити кількість переналагоджень устаткування, внаслідок чого поліпшується його використання, зменшуються затрати на його використання, зменшуються затрати на підготовчо – завершальні роботи, спрощується оперативне планування і облік.
З іншого боку, збільшується обсяг незавершеного виробництва, потрібно більше складських приміщень, а це приводить до додаткових витрат.
У цьому методі важливу роль відіграє визначення оптимальної партії, при якій будуть мінімальні затрати на її виготовлення.
3)предметно – груповий метод – вся сукупність предметів прац розподіляється на технологічно подібні групи. Обробка предметів прац здійснюється за приблизно однаковою технологією і потребує однакового устаткування. Це дає змогу створювати для обробки спеціалізовані дільниці, підвищувати рівень механізації та автоматизації виробництва.
3. Організація поточного виробництва.
Потоковий метод виробництва – це такий метод, при якому предмет праці в процесі обробки проходить по встановленому найкоротшому маршруту з заздалегідь фіксованим темпом. Найважливіша умова поточної організації виробництва концентрація в одному виробництва випуску однакової або конструктивно технологічно подібної продукції.
Признаки потокового виробництва:
- розділяє виробничий процес на окремі операції і надовго закріплю за визначеним робочим місцем;
- спеціалізація кожного робочого місця на виконання визначеної операції з закріпленням одного або декількох подібних предметів праці;
- узгодження і ритмічне виконання всіх операцій на основі єдиного розрахункового ритму поточної лінії;
- розміщення робочих місць в строгій відповідній послідовності технологічного процесу;
- передача оброблюваних деталей з операції на операцію з мінімальною перервою і при допомоз спеціального транспортного обладнання.
Основна ланка потокового виробництва – це потокова лінія, тобто сукупність спеціалізованих робочих місць, розміщених у відповідності з технологічним процесом.
Для потокових ліній використовують спеціальн транспортні засоби, які виконують функцію не тільки переміщення предметів прац з одного робочого місця на інше, але і для підтримки такту роботи потоково лінії.
Такі транспортні засоби ділять на безпривідні – скоти, рольганги;
Конвеєри по конструкції розрізняють:
- стрічкові;
- ланцюгові;
по характеру руху:
- безперервним рухом;
- перерваним рухом (пульсуючим) приводиться в дію періодично через деякий проміжок часу.
При наявності на потоковій лінії паралельних робочих місць, які виконують однакові операції, застосовують конвеєри з адресуванням предметів праці. За кожним робочим місцем закріплюють певний номер конвеєра.
Таким чином, діючи в комплексі і синхронно з іншими робочими машинами, конвеєри дозволяють регламентувати рух виробів на лін шляхом застосування встановленого ритму. Це дозволяє паралельно виконувати операції, знижувати тривалість виробничого циклу, підвищувати продуктивність праці – це переваги потокового методу виробництва. Для потокового виробництва необхідно проводити ряд організаційно – технічних заходів. Високі вимоги пред’являють до вибору і розміщення обладнання, якост поточності оснастки, якості матеріалів, прогресивності технології, планування обліку.
На підставі аналізу продукції, її обсягу, стану технологічного процесу, можливостей його вдосконалення, маси і габаритів виробу вибирається різновид потокової лінії та обчислюються основні параметри: такт, ритм, кількість робочих місць, довжина робочих зон, швидкість руху конвеєра.
Просторове розміщення потокових ліній може бути різним залежно від кількості робочих місць, типу транспортних засобів, площі. Найпростішим прямолінійне розміщення робочих місць. Але це не завжди можливе. Бува дворядне, кільцеве, зигзагоподібне розміщення потокових ліній. Суміжні потоков лінії треба розміщувати так, щоб було зручно транспортувати предмети праці між ними.
3.Розрахунково-технологічна частина.
3.1. Характеристика виробу, його призначення та будова.
Основними несучими конструкціями, які приймають навантаження даху (снігу, вітру), стропила, складові балки і ферми.
Стропила розрізняють наслонні і висячі. Вибір виду стропил залежить від нахилу даху, снігового і вітрового навантажень, а також від покрівельного матеріалу .
Наслонні стропила мають дві або три опори. В будинках з невеликими розмірами використовують переважно наслонн односкатні стропила; двохскатні наслонні стропила використовують в жилих громадських будинках, які мають внутрішні несучі стіни, колони або несуч перегородки.
В нижній частині стропильні ноги опираються на мауерлат (підстропильний брус), а верхній в коньковий прогін, який в свою чергу спирається на стійки, які встановлюються на нижній прогін. З’єднують елементи стропил на врубках, і кріплять скобами та хомутами.
Стропильна система, яка складається з ряду встановлених стропил буває симетричною і несиметричною.
Стропильну систему встановлюють на підстропильн бруски. Деталь стропил – стропильні ноги, підкоси, рігелі.
3.2.Вибір деревини
З численних порід дерев, що ростуть на території нашої країни, промислове значення мають близько двох десятків найбільш поширених хвойних листяних порід. Дерева хвойних порід становлять більшу частину лісів України. Саму деревину використовують широко не тільки у будівництві, а й у деревообробній промисловості. Висока механічна міцність, легкість обробки, прямостовбурність і великі розміри – цінні властивості деревини хвойних порід.
Поширеними хвойними породами є сосна, ялина, модрина, кедр, ялиця.
Сосна має ядро від рожевого до червонувато-бурого кольору, жовтувато-білу різної ширини (від 20 до 80 річних шарів) заболонь. Загальна характеристика кольору деревини сосни є червонуватий, або жовтуватий відтінок, серцевинні промені непомітні, річні шари розрізняються на всіх розрізах. Пізня деревина червонувато-бурого кольору, добре розвинута, різко відмежована від ранньої світлої деревини, смоляні ходи численні діаметром від 006 до 013 мм, через лупу її добре видно на всіх розрізах, має різкий скипидарний запах. Розміщення сучків суто кільчасті; напрямлені вгору під гострим кутом до ос стовбура. Кора у сосни внизу товста, з тріщинами, темно-бура, вгорі тонка, гладенька і золотиста. Деревина смолиста, міцна і досить стійка до загнивання, порівняно м’яка й легко оброблюється. У будівництві, столярно-будівельному, меблевому і фанерному виробництвах застосовують сосну. Росте всюди ялина без ядрова, спілодеревинна порода без заболоні.
Деревина біла із слабким жовтуватим відтінком, однорідна; серцевинн промені непомітні, річні шари розрізняються на всіх розрізах, пізня деревина має вигляд вузької світло-бурої смуги, у ранню переходить поступово. Смолян ходи нечисленні, їх добре видно через лупу. Запах слабкий, скипидарний. Розміщення сучків кільчасте з дрібними окремими міжкільцевими сучками, горизонтальне. Кора бура, тріщинувата й досить тонка. Деревина ялини за якістю дещо поступається перед сосною, менш смолиста; дуже тверді, дрібні численн сучки; тривалий час має натуральний колір, однорідна за будовою. Застосовують у будівництві нарів із сосною.
Ялиця безядрова, спілодеревинна порода без заболоні. Деревина біла із слабким жовтуватим або буруватим відтінком. Серцевинні промені непомітні, річні шари розрізняються на всіх розрізах, пізня деревина малорозвинута у ранню переходить поступово. Смолені ходи є тільки у корі. Досить сильний приємний запах має кора, деревина немає. Розміщення сучків кільчасте, горизонтальне, з великою кількістю. Кора тонка, гладенька, сірого кольору. Деревина ялиці подібна до ялинової, смоли у ній немає; загниває легко жолобиться і тріскається; не блищить, добре колеться.
У промисловості застосовують переважно для підсобних будівель.
Модрина має червонувато-буре, широке ядро; буровато-білу, вузьку (до 20 річних шарів) заболонь. Деревина бурого відтінку, серцевинні промені непомітні; річні шари розрізняються на всіх розрізах, пізня деревина темно-бурого кольору, розвинута добре, різко відмежована від ранньої деревини світло-бурого кольору, розвинута добре, різко відмежування від ранньої деревини світло-бурого відтінку. Смоляні ходи дрібні в нечисленні, скипидарний запах, сучки розміщен горизонтально та безладно, деколи розкидані по одиночно. Кора товста буро-іржастого кольору з великою кількістю тріщин. Деревина модрини найважча із хвойних, тверда й міцна, стійка до загнивання дуже тріскається. У промисловост використовується, як замінник дуба, у місцях зростання використовується в житловому будівництві, а також у фанерному і меблевому виробництвах.
3.3.1.Технологічний процес виготовлення елементів стропильної системи.
Дошки по ширині розпилюють на круглопильних верстатах для повздовжнього пиляння. Перед збиранням елементи стропил очищають від кори, червоточин та гнилі.
Заготовлені елементи стропильної системи збирають в шаблонах на бойках. Деталі, які підлягають збиранню розміщують у бойках в такому порядку, щоби їх було зручно брати без додаткових рухів. Для розмітки елементів стропил використовують шаблони. До початку збирання стропильної системи необхідно на буйки нанести крейдою схему збираючих стропил в натуральну величину. Замість цього можна на площині буйка набити планки, які фіксуватимуть точне положення стропил в зібраному виді, тобто зробити шаблон. Після прорізки контрольного збирання на буйці елементи стропил маркують і комплектно пакують. Контрольне збирання стропил з великою відстанню необхідна для того, щоби на будівництві їх можна було збирати без підгонки. В елементах стропил вибирають гнізда для встановлення болтів, нагелей.
Стропильні системи із брусків використовуються переважно в районах сільської місцевості, де є в достатній кількості деревина для виготовлення використовують очищений від кори круглий ліс діаметром 18см. Колоди повинні бути прямолінійними, рівними (без кривизни і гнилі). Невелик нерівності, які є на брусках обробляють сокирою під шнур.
Затяжки, які з’єднують стропильні ноги, виготовляють з більш якісної деревини. Наперед підбирають колоду для затяжки і торцюють на необхідний розмір по довжині. В зв’язку з тим, що максимальна довжина круглого лісу складає 6,5м, затяжку для великих розмірів виготовляють із двох або трьох колод. Нарощених по довжині. Потім підбирають колоди для стропильних ніг. Підкоси і стійки, які мають меншу довжину, роблять із обрізків або із більш коротких колод. Відібрані колоди торцюють і розмічають врубки по шаблону, зробленого із шаблону або тонкої листової сталі. Місця врубок після розмітки випилюють і зачищають гострою сокирою.
Складові балки на пластинчастих нагелях використовують с в перекриттях а також у вигляді верхніх поясів ферм. Балки нарощують з брусків, на дерев’яних нагелях. Найбільш поширеною конструкцією є балка В.С.Дерев’ягіна, яка являє собою два або три бруса із хвойних порід, зв’язаних пластинчастими нагелями, які виготовляють із деревини твердих порід (дуба, рідше берези).Нагелі в балках встановлюють по довжині, за виключенням середньо час-тини, де напруження порівняно невеликі.
Балки збирають двоє робочих (4-го і 2-го розрядів) на спеціальному пристрої.
У зв’язку з тим , що кінці балок стягнуті, а середина вигнута під впливом розпірок, балки стають вгнуті на величину підйому. При вигинанні балок слідкують за тим, щоби дотичні поверхні брусків були точно підігнані одна до другої, при цьому треба витримувати будівельний підйом. Далі, по шаблону розмічають отвори під нагелі і вибирають їх за допомогою електродовбальника, після чого в них вставляють пластинчасті нагелі. Після встановлення нагелей знімають ваги і готові балки легенько виправляють, дещо зменшуючи при цьому будівельний підйом.
Технологічна карта на виготовлення стропильної системи
| № опе-рації | Операція | № пере-ходу | Перехід | Обладнання | Пристрій | Інструменти | |
| ріжучі | вимірні | ||||||
| 1 | Заготівка |
1 2 |
Підбір заготівок згідно технічних вимог: -вологість деревини не повинна переви-щувати 22%; -пиломатеріал 1-го і 2-го сортів; -не допускаються гниль і червоточина Підбір заготівок під строп. ноги, мауер-лати, обрешітку |
метер | |||
| 2 | Первинна обробка |
1 2 3 4 5 |
Попередн розпилю-вання заготівок з припуском на подаль-шу обробку Повздовжн розпилю-вання з припуском на обробку Фугування заготівок Обробка заготівок на рейсмусовому верста-ті Розмічання |
Верстат ЦМЕ-3А Верстат ЦДК-4 Верстат СФ4 Верстат СР12-2 |
Пила дис-кова для поперечного пиляння -//- для пов-здовжнього пиляння ножевий вал ножевий вал шаблони |
Метер, кутник Метер Метер Метер Метер, кутник, олівець, рейсмус |
|
| 3 | Вторинна обробка заготовок |
1 2 |
Утворення шипів Утворення гнізд |
Ручна пилка для попереч-ного пиляння, долото, ста-меска, Долото, стамеска |
|||
| 4 | Попереднє складання виробу | ||||||
| 5 | Контроль якості | Метер, кутник, рівень, кутомір | |||||
| 6 | Монтаж виробу | ||||||
3.3.2. Монтаж елементів стропильної системи.
Спочатку монтують мауерлат (підстропильні бруски), як повинні бути проантисептовані або обсмолені і обгорнуті після цього толлю. Встановлюють мауерлатиза рівнем, виставляючи по горизонталі. По довжин мауерлати зрощують в пів дерева, укріпляючи скобами.
Всі елементи стропил повинні бути щільно підігнані, без щілин і зазорів.
Стійку 1 зі стропиьлною ногою 2 (рис.1, а)після
прирізки з’єднюють скобами 3 . При з’єднанні підкосів 4 (рис1, б) зі стійкою 1
необхідно спочатку прорізати їх, підігнавши до місця а потім закріпити скобою 3
. Стропильну ногу 2 із затяжкою 5 з’єднують стяжним хомутом 6 . Підкоси після
прирізки і підгонки з’єднують з нижнім прогоном і стропильними ногами на цвяхах,
скобах. 
а) б)
Рис.1 Вузли кріплення висячих стропил
а) з’єднання стійки з стропильною ногою
б) з’єднання підкосів зі стійкою
1-стійка під стропила (стілець),
2-стропильна нога, 3-скоба,
4-підкіс під стропильну ногу
Обрешітку виготовляють із брусків, подвійного суцільного або розрідженого настилу дощок і кріплять до стропил цвяхами. Під м’який дах із руберойду або толі обрешітку роблять у вигляді суцільного настилу з двох шарів дощок (подвійний настил), причому верхній шар називають захисним, а нижній – робочим. Одинарний настил суцільний чи розріджений (зазор 20…30мм), використовують як основу під покриття із азбестоцементних плоских плиток. Обрешітку із брусків перерізом 50/ 50 мм використовують як основу під черепицю, хвилясті листи із склопластика, азбестоцементні хвилясті листи.
Настил і обрешітку не доводять до димових труб на 130мм.
3.4.1. Підрахунок об’єму заготовок для виготовлення виробу.
Підрахунок заготовок для даного виробу здійснюють в такій послідовності:
- підрахунок об’єму заготівок стропильних ніг;
- підрахунок об’єму заготівок мауерлатів;
- підрахунок об’єму заготівок обрешітки;
- підрахунок об’єму заготівок стільця;
Підрахунок об’єму заготівок стропильних ніг
Насамперед необхідно визначити габаритні розміри стропильних ніг. Нехай розміри будівл рівні: довжина – 9,520м. , ширина – 6,650м. Для будівлі таких розмірів вибираємо двоскатну стропильну систему (симетричну) .
За формою двоскатна стропильна система нагаду рівнобедрений трикутник (див. Рис1), довжина сторін якого рівна довжин стропильних ніг мінус довжину наслону (500мм).
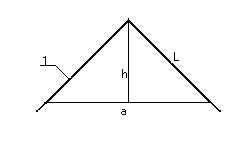
Рис.1 Форма двоскатної стропильної системи:
1 – стропильна нога;
а – відстань між мауерлатами (ширина будівлі);
h – висота стропильної системи;
L – довжина стропильної ноги.
Із трикутника АВС видно , що АС![]() = АВ
= АВ![]() +ВС
+ВС![]() , звідси АС=√(АВ
, звідси АС=√(АВ![]() +ВС
+ВС![]() ) , а довжина стропильно
ноги L=АС+0,5м.
) , а довжина стропильно
ноги L=АС+0,5м.
Висоту h вибираємо довільно, у відповідності до
розмірів будівлі, кліматичними умовами та та виду покриття даху. Для даного
випадку вибираємо h=3м.; ВС – половина ширини будівлі і становить 3,325м. Отже
L=√(АВ![]() +ВС
+ВС![]() )+0.5м = √(3
)+0.5м = √(3![]() +3,325
+3,325![]() )+0,5 = 4,97м ≈ 5м
)+0,5 = 4,97м ≈ 5м
Отже габаритними розмірами стропильної ноги є: довжина 5м, ширина – 0,15м і товщина – 0,06м
Кількість стропильних ніг визначаємо у відповідност з стандартом, за яким стропильні ноги одна від одної повинні бути на відстан 0,80-1,10м. Розділимо довжину будівлі на однакову кількість проміжків за розмірами , які знаходяться в межах допустимих норм.
Довжину 9,52 ділимо на 10 проміжків по 0,952м, що більше за 0,8м і менше 1,1м. Із малюнку видно, що для однієї сторони стропильної системи необхідно 11 стропильних ніг . А якщо з двох сторін то кількість збільшиться у два рази. Отже для виготовлення даної стропильно системи необхідно 22 стропильні ноги.
| 9,52 |
Об’єм стропильної ноги дорівнює V=a×b×c , де a-довжина; b-ширина; с-товщина .
V=a×b×c=5×0,15×0,06=0,045м![]()
Об’єм всіх стропильних ніг відповідно V![]() =0,99м
=0,99м![]()
Підрахунок об’єму заготівок мауерлатів.
Мауерлати встановлюються по периметру будівлі, а отже і довжина рівна довжині периметру: L=(a+b)×2; де а-довжина, b-ширина будівлі. Звідси L=(9,520+6,650) ×2=32.34м. Товщина і ширина мауерлатів рівна по 0,2м. Відповідно об’єм буде дорівнювати:
V![]() =a×b×c=32,34
×0,2× 0,2=1,2936м
=a×b×c=32,34
×0,2× 0,2=1,2936м![]()
Підрахунок об’єму заготівок обрешітки.
Обрешітки (лати) встановлюється по всій площ стропильної сис-теми на відстані 0,4-0,5м одна від одної. Товщина і ширина обрешітки залежить від покрівельного матеріалу. Вибираємо 0,05×0,05м. Довжина обрешітки обчислюється добутком кількості латів на довжину будівлі. Кількість латів обчислюється наступним чином: довжину стропильної ноги розбиваємо на відрізки по 0,4-0,5м.
Отже кількість латів з однієї сторони стропильно системи 11, а всіх 22. Звідси об’єм обрешітки дорівнює:
V![]() =a×b×c=9,52
×0,05× 0,05×22=0,5236м
=a×b×c=9,52
×0,05× 0,05×22=0,5236м![]()
Підрахунок об’єму заготівок стільця.
Довжина заготівок для стільця визначається насамперед вибраним варіантом конструкції. Варіант конструкції залежить від конструкц стропильної системи ( кута нахилу) та поперечного перерізу бруса. Для нашого випадку доцільно встановити стілець по середині стропильної системи поперечним перерізом 0,2×0,2м. А отже і довжина заготівки на стілець дорівнюватиме довжині будівлі плюс потрійна (три стійки) висота стропильної системи: L=9,52+9=18,52м. Відповідно об’єм заготівок дорівнюватиме:
V![]() =a×b×c=18,52
×0,2× 0,2=0,74м
=a×b×c=18,52
×0,2× 0,2=0,74м![]()
Загальний об’єм заготівок стропильної системи дорівню сумі об’ємів на її окремі елементи:
V= V![]() + V
+ V ![]() + V
+ V ![]() + V
+ V![]() =0,99+1,2936+0,5236+0,74=2,5472м
=0,99+1,2936+0,5236+0,74=2,5472м![]()
3.4.2. Підрахунок собівартості виробу.
Собівартість готового виробу має двоїстий характер праці, а саме включає в себе конкретну працю столяра по виготовленню виробу. Конкретна праця створює споживчу вартість товару, а саме потребу в цьому товарі. Абстрактна праця створює додаткову вартість товару, а саме розумову працю, тому ті самі вироби мають різну вартість, різний час на виготовлення.
Вартість виробу залежить від багатьох факторів, а саме:
1. Від організації робочого місця столяра.
2. Від сортност пиломатеріалів.
3. Використання передових прийомів праці.
4. Використання сучасних ріжучих інструментів.
5. Використання сучасних деревообробних верстатів.
6. Від кваліфікації столяра, чим вища кваліфікація тим вища вартість виробу.
Якщо виріб виготовляють простою працею, то вартість його буде нижча, ніж виріб виготовлений складною працею.
Норми затрати праці поділяються за призначенням, видом затраченого часу. У вартість готового столярно-теслярського виробу входять:
1. Затрати на підготовку заготівок , з припуском на подальшу механічну обробку.
2. Сушіння заготовок.
3. Конкретна праця столяра на деревообробних верстатах.
4. Затрати електрично енергії.
5. Затрати на технічне обслуговування і ремонт верстатів.
Тобто, вартість виробу включає в себе грошове вираження вартості готового виробу (собівартість + чистий дохід + ПДВ).
4.Безпека праці
4.1. Загальні вимоги безпеки.
1.1.Небезпечні і шкідливі виробничі фактори: рухомі машини механізми, рухомі частини виробничого обладнання; вироби, що переміщуються, заготовки, матеріали; підвищений рівень шуму на робочому місці.
Джерела виникнення факторів: робочі пили що обертаються, механізми подачі заготовок, пиломатеріалів.
Дія факторів: можливе дотикання рук працюючого з дисковими пилами, що обертаються, попадання рук під притискні ролики механізму подачі, дотикання з частинами станка, що рухаються і обертаються.; зворотній виліт оброблювального матеріалу, виліт малих обрізків, сучків; негативний вплив шуму на органи слуху.
1.2.Методи індивідуального захисту: костюм хлопчатопаперовий (ГОСТ 12.4.105-82); Куртка хлопчатопаперова на утепленій підкладці і брюки хлопчатопаперові на утепленій підкладці (ГОСТ 12.4.013-85 Е); засоби захисту органів слуху.
4.2. Вимоги безпеки перед початком роботи.
2.1.Провірити гостроту заточки, рівномірність розведення зубів пили, упевнитись в відсутності тріщин, зламаних зубів, згину полотна пили. Дискові пили не допускається експлуатувати при відсутності хоча б одного зуба.
2.2.Провірити правильність установки і кріплення пильного диска. Короткочасним включенням провірити напрям обертання пили. Пильний диск повинен обертатись назустріч подаваному матеріалу.
В станку з нижнім розміщення пильного валу вершини зубів пили повинні виступати над площиною стола на відстань, рівну висот пропилу плюс не менше 10 мм, а в станках з верхнім розміщенням пильного вала повинен бути не нижче площини стола на 3...5 мм.
2.3.Провірити наявність і справність огородження пильних дисків і приводу стола. Пильні диски не повинні дотикатись огородження.
Упори повинні бути гострими, не прокручуватись в напрямі, зворотному подачі матеріалів. Зазор між нижніми кромками упорів і поверхнею подаючого пристрою станка повинен бити не більше 2 мм; зазор між пластинками упорів—не більше 1 мм.
2.4.Провірити стан дерев’яного вкладиша в стол станка. Ширина щілини пили в дерев’яному вкладиші, виготовленого з деревини твердолистяних порід, не повинен перевищувати 10 мм. Вкладиш повинен щільно входити в отвір станка, а робоча поверхня його—лежати в одній площині з робочою поверхнею стола. Пильний диск не повинен дотикатись кромок вкладиша.
2.5.Провірити наявність і правильну установку розклинюючого ножа. Розклинюючий ніж установлюють за диском пили на відстан між ножем і пилою не більше 10 мм по всій його довжині.
Висота ножа повинна бути не менше висоти робочої частини пили.
На багатопильних станках розклинюючі ножі установлюють позаду крайніх пил, а напрямні ножі—позаду пил, розміщених між крайніми пилами.
2.6.Провірити щоб пили, установлені на одному валу, мали однаковий діаметр, товщину, профіль зуба, розвід, плющення, пайку. Допускається установлювати пили діаметром, відрізняючимся не біль чим на 5 мм.
2.7.Провірити короткочасним включенням дію блокіровочних пристроїв: огородження ріжучого інструменту і приводу станка; аспіраціонної системи; механізму для підйому завіси з упорів; механізму подачі. Провірити дію тормозних пристроїв.
2.8.Впевнитись в справності дії місцевих відсосів.
4.3. Вимоги безпеки під час роботи.
3.1.Перед включенням станка попередити лиць, працюючих одночасно.
Подачу пиломатеріалів виконувати рівномірно, без товчків. Зменшити зусилля подачі при наявності в дошці тріщин, гнилі і сучків. Допилювання заготовок при ручній подачі проводити за допомогою штовхача.
3.2.Слідкувати, щоб в станок не поступали дошки з цвяхами і іншими інородними включеннями.
3.3.На станках з механічною подачею оброблювати детал тільки по товщині заданого розміру, на висоту якого встановлено притискн ролики.
3.4.Слідкувати, щоб довжини оброблювального матеріалу була більшою відстані між осями передніх і задніх посилочних роликів, дисків не менше ніж на 100 мм.
3.5.На станках з ручною подачею оброблювати пиломатеріали коротше 400 мм і вужче 30 мм тільки з допомогою спеціальних шаблонів.
3.6.Вилучати обрізки, застрявші в щілині, тільки при повній зупинці пили за допомогою спеціального крючка.
3.7.Не тормозити пили, нажимаючи яким-небудь предметом на поверхню диска чи зубів.
3.8.Не знаходитись в площині працюючої пили в зон можливого викиду оброблювального матеріалу.
3.9.Не заглядати під огородження пильного валу до повної зупинки його в випадку попадання обрізків в щілину.
3.10.Не розпилювати одночасно декілька заготовок без спеціального пристрою, забезпечуючого прижим їх до напрямної лінійки.
3.11.Не оброблювати в станку обледенілі дошки.
3.12.Обзор, очистку, обтирку, провірку точност обробки деталі, закріплення огорожі, ручну прибирання обрізків і опилків з стола станка виконувати тільки при повній зупинці пильного вала.
3.13.При появі стуку, вібрації, зміни характеру шуму, перегріві ріжучого інструменту потрібно виключити станок і повідомити майстру.
5 Список використаної літератури
1. Крейндлин Л.Н. Плотничные работы.-М.:Высшая школа, 1976
2. Крейндлин Л.Н. Столярные работы.-М.:Высшая школа, 1976
3. Григорьев М.А. Материаловедение для столяров и плотников.-М.: Высшая школа, 1981
4. Розміщення продуктивних сил України: Піручник /Е.П. Качан, М.О. Ковтонюк нші/ - К.: Вища школа, 1998
5. Рига В.В., Гушулей И.М. Справочник по обработке древесины: Пособие для учащихся учеб.-произв. комб. и цехов.-К.:Радянська школа, 1984.
© 2010 Интернет База Рефератов