
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Реферат: Управление качеством
Реферат: Управление качеством
Качество, как один из основных факторов успешной деятельности предприятия в современных условиях
Последние годы отмечены беспрецедентным ростом внимания к проблеме качества. Мировой опыт показывает, что научно-технический прогресс во многих странах был определен прорывом именно в качестве продукции.
Проблема качества актуальна для нужд всего народного хозяйства. Назрела необходимость взглянуть на нее в тесной ее взаимосвязи с новой экономической реальностью. Настало время, когда производители продукции поняли, что путь их выживания и благополучия в рыночной среде — это создание продукции высокого качества, конкурентоспособной как на внутреннем, так и на внешнем рынках. Предприятия любой формы собственности, не уделяющие должного внимания проблеме качества, будут просто разорены, им не помогут никакие протекционистские меры государства, а специалист, не имеющий основательной методологической подготовки, не может должным образом ориентироваться в непрерывно обновляющемся мире проблем качества даже в отдельной области, не говоря уже о межотраслевых задачах.
Серьезная конкурентная борьба в странах с развитой рыночной экономикой обусловила разработку программ повышения качества. Возникла необходимость выработки объективных показателей для оценки способности предприятий производить продукцию с необходимыми качественными характеристиками. Эти характеристики подтверждаются сертификатом соответствия продукции. Многие предприятия-производители имеют системы качества, соответствующие международным стандартам.
В настоящее время именно сертификат, подтверждающий соответствие продукции международным стандартам качества, служит решающим фактором для заключения контракта на поставку продукции. Успешная реализация качественного продукта является главным источником существования любого предприятия.
Качество в понимании производителя и качество в понимании потребителя в системе управления качеством взаимосвязаны. Основное их различие определяется условиями командно-административной и рыночной экономики.
В условиях командно-административной экономики качество трактуется с позиции производителя. В рыночной экономике качество рассматривается с позиции потребителя. Качество изделия может проявляться в процессе потребления. Понятие качества продукции с позиции его соответствия требованиям потребителя сложилось именно в условиях рыночной экономики.
Повышение качества способствует повышению эффективности использования продукции, приводя к снижению затрат и увеличению доли рынка.
В теории и практике управления качеством выделены две проблемы: качество продукции и менеджмент качества. Обеспечение качества требует немалых затрат. До недавнего времени основная доля в затратах на качество приходилась на физический труд. Но сегодня высока доля интеллектуального труда. Проблема качества не может быть решена без участия ученых, инженеров, менеджеров. Должно быть, гармоничное сочетание всех составляющих профессионального влияния на качество.
Качество в машиностроении непосредственно связано с обеспечением функционирования предприятия, зависящего от качества руководства и управления (планирование, анализ, контроль). Степень ответственности руководства за качество определяют международные стандарты ИСО 9000. Руководство предприятия отвечает за разработку политики в области качества, за создание, внедрение и функционирование системы управления качеством, что должно четко определяться и оформляться документально. В обязанности руководства входят подбор специалистов и выделение необходимых ресурсов для производственного, контрольно-измерительного и испытательного оборудования, программного обеспечения ЭВМ. Руководство должно устанавливать требуемый уровень компетенции, следить за своевременностью повышения квалификации персонала. Руководители предприятий обязаны выявлять те показатели качества продукции, которые влияют на рыночную устойчивость. Руководство отвечает и за определение целей, которые обусловливают решение о производстве новых товаров или предоставлении новых услуг потребителям. Выпуск новых товаров и предоставление дополнительных услуг связаны с подготовкой новых программ качества, за что также ответственно руководство предприятия.
От качества планирования (разработки стратегии, системы планов и т. п.) зависят достижение поставленных целей и качество работы предприятия. Именно руководство высшего звена должно исходить из стратегии, что предприятие способно на большее по сравнению с прошлым. В организационной структуре предприятия могут быть предусмотрены специальные подразделения, занимающиеся координацией работ по управлению качеством. Распределение специальных функций управления качеством между подразделениями зависит от объема и характера деятельности предприятия. Призывы к повышению качества реализуются, когда руководители подразделений относятся к качеству как к образу жизни.
Предприятия, функционирующие в рыночной экономике, формулируют политику в области качества таким образом, чтобы она касалась деятельности каждого работника, а не только качества предлагаемых изделий и услуг. В политике четко определяются уровни стандартов качества работы для конкретного предприятия и аспекты системы обеспечения качества. При этом продукция заданного качества должна быть поставлена потребителю в заданные сроки, в заданных объемах и за приемлемую цену.
Таким образом, качество — это не только совокупность свойств продукции, интересующих потребителя. Это характеристика, которую необходимо использовать в оценке экономического положения страны.
Значение повышения качества достаточно многообразно. Решение этой проблемы позволит установить новые и прогрессивные пропорции между отраслями и внутри отраслей, например, между металлургической промышленностью и машиностроением.
В конечном счете, низкий уровень качества наносит ущерб экономике в национальном масштабе и напрямую влияет на уровень жизни населения.
Статистические методы контроля качества продукции
В комплексной системе управления качеством продукции статистические методы контроля относятся к наиболее прогрессивным. Они основаны на применении методов математической статистики к систематическому контролю за качеством изделий и состоянием технологического процесса с целью поддержания его устойчивости и обеспечения заданного уровня качества выпускаемой продукции.
Статистические методы контроля производства и качества продукции имеют ряд преимуществ перед другими методами:
1) являются профилактическими;
2) позволяют во многих случаях обоснованно перейти к выборочному контролю и тем самым снизить трудоемкость контрольных операций;
3) создают условия для наглядного изображения динамики изменения качества продукции и настроенности процесса производства, что позволяет своевременно принимать меры к предупреждению брака не только контролерам, но и работникам цеха — рабочим, бригадирам, технологам, наладчикам, мастерам.
Статистические методы управления качеством продукции предполагают:
1) анализ технологического процесса с целью приведения его к требуемой настроенности, точности и статистически устойчивому состоянию;
2) текущий контроль с целью регулирования и поддержания процесса в состоянии, обеспечивающем заданные качественные параметры;
3) выборочный статистический приемочный контроль качества готовой продукции.
Многие из современных статистических методов довольно сложны для восприятия, а тем более для широкого применения всеми участниками процесса. Японские ученые отобрали из всего множества семь методов. Их заслуга, и в первую очередь, профессора Исикавы, состоит в том, что они обеспечили простоту, наглядность, визуализацию этих методов, превратив их фактически в эффективные инструменты контроля качества (рис. 1). Их можно понять и эффективно использовать без специальной математической подготовки.
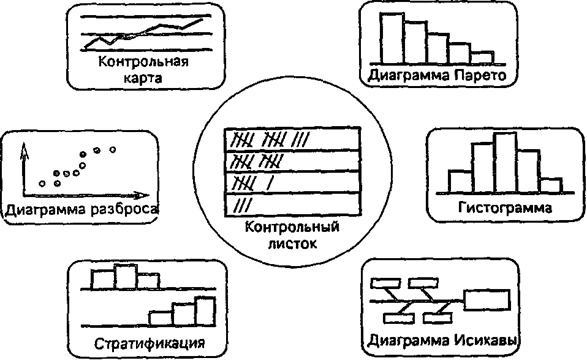 |
Рис. 1. Семь инструментов контроля качества
При всей своей простоте эти методы позволяют сохранить связь со статистикой и дают возможность профессионалам пользоваться результатами этих методов и при необходимости совершенствовать их. Как видно из рис. 1, к семи инструментам контроля качества относятся следующие статистические методы:
1. контрольный листок;
2. гистограмма;
3. диаграмма разброса;
4. диаграмма Парето;
5. стратификация (расслоение);
6. диаграмма Исикавы (причинно-следственная диаграмма);
7. контрольная карта.
Эти методы можно рассматривать и как отдельные инструменты, и как систему методов (разную в различных обстоятельствах).
Последовательность применения семи методов может быть различной в зависимости от цели, которая поставлена перед системой. Точно также применяемая система не обязательно должна включать все семь методов Их может быть меньше, а может быть и больше, ибо существуют и другие статистические методы, например, методы оценки качества. Однако можно с полной уверенностью сказать, что семь инструментов контроля качества являются необходимыми и достаточными статистическими методами, применение которых, по мнению Исикавы, помогает решить 95% всех проблем, возникающих на производстве.
Внедрение семи инструментов контроля качества должно начинаться с обучения этим методам всех участников процесса. Успешному внедрению семи инструментов контроля качества в Японии способствовало отношение руководителей компании к процессу обучения. Они ставили и продолжают ставить перед собой цель сделать каждого рабочего инженером, а инженеров, не знакомых со статистическими методами, не считать полноценными специалистами. Большую роль в обучении статистическим методам в Японии сыграли кружки контроля качества, в которых прошли обучение рабочие и инженеры большинства японских компаний.
Обучаются не только инженеры и рабочие, но и бизнесмены. По высказыванию Деминга, "японский бизнесмен никогда не считает себя слишком старым, чтобы учиться или быть невосприимчивым к знаниям".
Статистическое мышление необходимо для каждого участника процесса, а для этого необходимо знать статистические методы, которые за счет своей простоты, достигнутой в семи инструментах контроля качества, доступны для всех. Каждый служащий компании или организации, используя статистические методы для анализа и контроля процессов, тем самым способствует повышению качества, эффективности производства и снижению затрат.
Статистические методы — это то средство, которое необходимо изучать, чтобы внедрить управление качеством. Они — наиболее важная составляющая комплексной системы контроля Всеобщего Управления Качеством.
Говоря о семи простых статистических методах контроля качества, следует подчеркнуть, что это инструменты познания, а не инструменты управления.
Основное их назначение — контроль протекающего процесса и предоставление участнику процесса фактов для корректировки и улучшения процесса. Знание и применение на практике семи инструментов контроля качества лежат в основе одного из важнейших требований TQM постоянного самоконтроля.
Статистические методы контроля качества в настоящее время применяются не только в производстве, но и в планировании, проектировании, маркетинге, материально-техническом снабжении и т.д.
Вне всякого сомнения, статистические методы служат мощным средством не только получения объективной информации, но и познания, в том числе реальных естественных законов. Если естественные науки ограничиваются только пониманием законов, то с помощью статистических методов делается попытка применить эти законы для создания новых материальных ценностей для потребителя наиболее экономичным путем.
В управлении качеством статистический контроль должен дополняться применением знаний естественных законов не только для понимания объектов исследования, но и для выработки мероприятий по повышению качества. Таким образом, статистические методы контроля имеют обширный фронт применения.
Применение статистических методов — весьма действенный путь разработки новых технологий и контроля качества процессов. Многие ведущие фирмы стремятся к их активному использованию, а некоторые из них тратят более ста часов ежегодно на обучение этим методам своих сотрудников, осуществляемое в рамках самой фирмы. Хотя знание статистических методов — часть нормального образования инженера, само знание еще не означает умения применить его. Способность рассматривать события с точки зрения статистики важнее, чем знание самих методов.
Гистограмма
Для наглядного представления тенденции изменения наблюдаемых значений применяют графическое изображение статистического материала. Наиболее распространенными графиками, к которым прибегают при анализе распределения случайной величины, являются полигон, гистограмма и кумулятивная кривая. Однако когда говорят о втором инструменте контроля качества, то упоминают только гистограмму, как наиболее часто применяемое на практике графическое изображение распределения.
Гистограмма — это инструмент, позволяющий зрительно оценить закон распределения статистических данных.
Рассмотрим все три упомянутых графических представления данных, с тем чтобы читатель смог оценить достоинства каждого из них и при необходимости применить на практике.
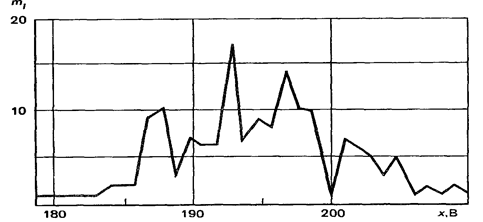
Полигоны, как правило, применяют для отображения дискретных изменений значений случайной величины, но они могут использоваться и при непрерывных (интервальных) изменениях. В этом случае ординаты, пропорциональные частотам интервалов, восстанавливаются перпендикулярно оси абсцисс в точках, соответствующих серединам данных интервалов. Вершины ординат соединяются прямыми линиями. Для замыкания кривой крайние ординаты соединяются с близлежащей серединой интервала, в которой частота равна нулю. Пример изображения значений пробивного напряжения в виде полигона, приведен на рис. 2.
Гистограмма распределения обычно строится для интервального изменения значения параметра. Для этого на интервалах, отложенных на оси абсцисс, строят прямоугольники (столбики), высоты которых пропорциональны частотам интервалов. Гистограмма интервального ряда
изображена на рис. 3, где по оси ординат отложены
абсолютные значения частот. Аналогичную форму гистограммы можно получить, если
по оси ординат на рис. 3 отложить соответствующие значения относительных частот![]() . Если на рис.
3 ширину класса (2,9) принять за единицу шкалы по оси абсцисс, то, например,
для класса 176,5. ..179,4 В его высота 0,6 будет одновременно и площадью
столбика, изображающего этот класс. При этом сумма площадей всех столбиков
будет равна
. Если на рис.
3 ширину класса (2,9) принять за единицу шкалы по оси абсцисс, то, например,
для класса 176,5. ..179,4 В его высота 0,6 будет одновременно и площадью
столбика, изображающего этот класс. При этом сумма площадей всех столбиков
будет равна
 |
единице, что оказывается удобно.
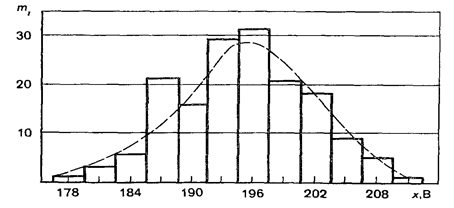 |
Рис. 2. Полигон частот по результатам 160 измерений пробивного напряжения
Рис. 3. Гистограмма частот интервального ряда распределения
Если на рис. 3 кроме гистограммы нанести еще и полигон, то по мере роста числа измерений одновременно уменьшается ширина класса, и полигон превращается в так называемую кривую плотности вероятностей, представляющую собой кривую теоретического распределения (штриховая линия на рис.3). Заметим, что площадь, ограниченная полигоном и осью
абсцисс, в том случае, если по оси ординат отложены значения относительных частот, также равна единице. Как видно из рис. 3, кривая теоретических распределений имеет идеальную форму, к которой стремится реальный полигон, и она играет важную роль в теоретических исследованиях. Кстати, кривая похожа на кривую нормального распределения.
Для выяснения того, соответствует ли данное распределение результатов измерения нормальному распределению, иногда используют специальную вероятностную бумагу, называемую нормальной вероятностной бумагой. Представление данных на такой бумаге осуществляется следующим способом.
На основе полученных в результате измерения
параметров качества значений абсолютных частот ![]() или соответствующих частостей подсчитывают накопленные частоты (частости).
Накопленная частота (частость) каждого значения параметра качества получается
суммированием всех частот (частостей), предшествующих значениям параметра.
или соответствующих частостей подсчитывают накопленные частоты (частости).
Накопленная частота (частость) каждого значения параметра качества получается
суммированием всех частот (частостей), предшествующих значениям параметра.
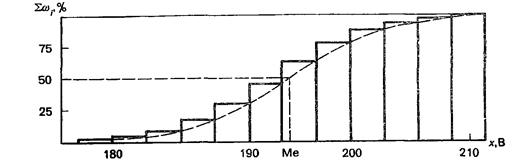
График накопленных частот представляет собой кумулятивную кривую (кумуляту). Часто ее называют интегральной кривой. Кумулятивная кривая строится как для дискретного, так и для непрерывного изменения значений параметра. При этом следует отметить, что накопленные частоты (частости) интервального ряда относятся не к серединам интервалов, а к верхним границам каждого из них. Высота последней ординаты соответствует объему наблюдений всего ряда, или 100 %. Зависимость на рис. 4 представляет собой полигон, построенный на основе таблиц накопленных частот, и носит название накопленного полигона, а ломаная кривая (штриховая линия) представляет собой кумулятивную кривую. Кумулятивная кривая имеет более плавный характер изменения, чем гистограмма или полигон частот, ибо накопление приводит к сглаживанию. Значения накопленных частот, соответствующих одно-, двух- и трехкратному стандартному отклонению значения параметра качества от среднего значения исследуемого статического ряда, наносят на нормальную вероятностную бумагу.
В результате имеют на ней шесть точек: три точки, соответствующие большему значению параметра качества относительно его среднего значения, и три точки, соответствующие меньшему его значению (рис. 5). Если точки хорошо ложатся на прямую, то можно говорить о соответствии статистических данных нормальному распределению.
В данном примере точки не легли точно на прямую, но оказались довольно близко к ней. Поэтому можно сделать вывод о том, что результаты измерения имеют распределение, близкое к нормальному. Хотя распределение данных и близко к нормальному, точки на рис. 5 в начале и в конце заметно отклоняются от прямой, что, в общем-то бывает часто.
 |
Из рассмотренных графических изображений становится понятным преимущество гистограммы при визуальной оценке закона распределения случайной величины. Однако не только в этом преимущество гистограммы, которая признана инструментом контроля качества.
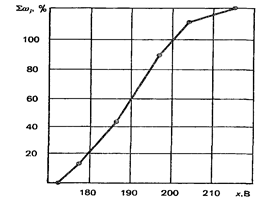 |
Рис. 4. Кумулятивная кривая
Рис. 5. Расположение экспериментальных точек на нормальной вероятностной бумаге
Гистограмма также очень удобна для визуальной оценки расположения статистических данных в пределах допуска. Чтобы оценить адекватность процесса требованиям потребителя, мы должны сравнить качество процесса с полем допуска, установленным пользователем. Если имеется допуск, то на
гистограмму наносят верхнюю (![]() ) и нижнюю (
) и нижнюю (![]() ) его границы в
виде линий, перпендикулярных оси абсцисс, чтобы сравнить распределение
параметра качества процесса с этими границами. Тогда можно увидеть, хорошо ли
располагается гистограмма внутри этих границ. Так, на рис. 6 приведена
гистограмма значений коэффициентов усиления 120 проверенных усилителей. В
технических условиях (ТУ) на эти усилители указано номинальное значение
коэффициента усиления
) его границы в
виде линий, перпендикулярных оси абсцисс, чтобы сравнить распределение
параметра качества процесса с этими границами. Тогда можно увидеть, хорошо ли
располагается гистограмма внутри этих границ. Так, на рис. 6 приведена
гистограмма значений коэффициентов усиления 120 проверенных усилителей. В
технических условиях (ТУ) на эти усилители указано номинальное значение
коэффициента усиления ![]() на этот тип усилителей, равный 10
дБ. Номинальное значение представляет собой математическое ожидание, т.е. среднее
значение коэффициента усиления для данного типа усилителя при его производстве, которое можно рассматривать как
генеральную характеристику, а совокупность всех значений коэффициентов усилений
выпускаемых усилителей — генеральную совокупность. В ТУ установлены также
допустимые пределы изменения коэффициента усиления: нижняя граница допуска
на этот тип усилителей, равный 10
дБ. Номинальное значение представляет собой математическое ожидание, т.е. среднее
значение коэффициента усиления для данного типа усилителя при его производстве, которое можно рассматривать как
генеральную характеристику, а совокупность всех значений коэффициентов усилений
выпускаемых усилителей — генеральную совокупность. В ТУ установлены также
допустимые пределы изменения коэффициента усиления: нижняя граница допуска ![]() соответствует
7,75 дБ, а верхняя
соответствует
7,75 дБ, а верхняя ![]() =12,25 дБ. При этом ширина поля
допуска T определяется как величина, равная разности
значений верхней и нижней границ допуска, т.е.
=12,25 дБ. При этом ширина поля
допуска T определяется как величина, равная разности
значений верхней и нижней границ допуска, т.е.![]() . Если бы расположить все 120
значений коэффициентов усиления в ранжированный ряд, то можно было бы
убедиться, что все они лежат в пределах поля допуска, что создает иллюзию
отсутствия проблем и, следовательно, отсутствия необходимости дальнейшего
анализа, так как качество процесса в этом случае лежит в пределах поля допуска,
установленного потребителем. В отличие от этого гистограмма сразу показывает,
что распределение коэффициентов усиления хотя и находится в пределах поля
допуска, но значительно сдвинуто в сторону нижней границы и у большинства
усилителей значение этого параметра качества меньше номинала. Это, в свою
очередь, дает дополнительную информацию для дальнейшего анализа и принятия решения.
. Если бы расположить все 120
значений коэффициентов усиления в ранжированный ряд, то можно было бы
убедиться, что все они лежат в пределах поля допуска, что создает иллюзию
отсутствия проблем и, следовательно, отсутствия необходимости дальнейшего
анализа, так как качество процесса в этом случае лежит в пределах поля допуска,
установленного потребителем. В отличие от этого гистограмма сразу показывает,
что распределение коэффициентов усиления хотя и находится в пределах поля
допуска, но значительно сдвинуто в сторону нижней границы и у большинства
усилителей значение этого параметра качества меньше номинала. Это, в свою
очередь, дает дополнительную информацию для дальнейшего анализа и принятия решения.
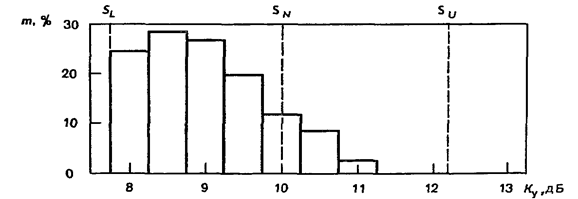 |
Рис. 6. Гистограмма значений коэффициентов усиления усилителей
Если гистограмма имеет симметричный (колоколообразный) вид, то можно предполагать гауссовский закон распределения случайной величины. В этом случае среднее значение гистограммы приходится на середину размаха данных. Наивысшая частота оказывается в середине и постепенно снижается в обе стороны. Эта форма встречается чаще всего, в связи, с чем такой тип гистограмм называют обычным.
Когда выяснено, что гистограмма следует
гауссовскому (нормальному) закону распределения, становится возможным
исследование воспроизводимости процесса, т.е. определяется неизменность
основных параметров процесса: среднего значения ![]() или математического ожидания М(х)
и стандартного отклонения во времени. Оно важно при оценке процесса с помощью
выборочных данных, когда требуется выяснить вероятность пересечения
распределения генеральной совокупности границ поля допуска и появления в связи
с этим несоответствия требованиям потребителя (пользователя). Если процесс имеет
нормальное распределение, то не представляет труда определить возможность
выхода распределения генеральной совокупности при заданных значениях М(х) и
или математического ожидания М(х)
и стандартного отклонения во времени. Оно важно при оценке процесса с помощью
выборочных данных, когда требуется выяснить вероятность пересечения
распределения генеральной совокупности границ поля допуска и появления в связи
с этим несоответствия требованиям потребителя (пользователя). Если процесс имеет
нормальное распределение, то не представляет труда определить возможность
выхода распределения генеральной совокупности при заданных значениях М(х) и ![]() исхода из
сравнения соответствующих трехсигмовых пределов и пределов поля допуска. Однако
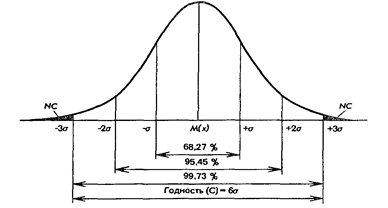
при этом необходимо учитывать следующую особенность. Из рис. 7 видно, что если
брать в качестве границ допуска трехсигмовые пределы, то годными будут
считаться 99,73 % всех данных генеральной совокупности и только 0,27 % данных
будут считаться несоответствующими требованиям потребителя (пользователя), так
как они расположены за границами заданного поля допуска. Таким образом, часть
годных данных (
исхода из
сравнения соответствующих трехсигмовых пределов и пределов поля допуска. Однако
при этом необходимо учитывать следующую особенность. Из рис. 7 видно, что если
брать в качестве границ допуска трехсигмовые пределы, то годными будут
считаться 99,73 % всех данных генеральной совокупности и только 0,27 % данных
будут считаться несоответствующими требованиям потребителя (пользователя), так
как они расположены за границами заданного поля допуска. Таким образом, часть
годных данных (![]() 0,27 %) считают несоответствующими
требованиям, и в этом состоит
0,27 %) считают несоответствующими
требованиям, и в этом состоит
особенность трехсигмовых пределов, которые применяют на практике, сравнивая распределение данных с
 |
устанавливаемыми границами допуска.
Рис. 7. К понятию годности при выборе трехсигмовых пределов
С учетом сказанного предполагаемые годные (соответствующие
трехсигмовым пределам) данные будем обозначать
через С и их количество будет определяться трехсигмовыми пределами, т.е. ![]() и, учитывая,
что
и, учитывая,
что ![]() = 1,
С = 6. Для количественной оценки того, сколько из предполагаемых годных данных
вошло в поле допуска, используют так называемый коэффициент годности
= 1,
С = 6. Для количественной оценки того, сколько из предполагаемых годных данных
вошло в поле допуска, используют так называемый коэффициент годности ![]() :
:
![]()
Следует заметить, что коэффициент годности, представленный в данной формуле, является частным случаем коэффициента точности, который применяется при анализе воспроизводимости процесса по критериям точности и стабильности и который при сохранении тех же, что и в формуле обозначений, имеет следующий вид:
![]() ,
,
где ![]() - коэффициент, зависящий от типа
распределения исследуемых данных (для гауссовского закона распределения
- коэффициент, зависящий от типа
распределения исследуемых данных (для гауссовского закона распределения ![]() =6, для закона
равной вероятности
=6, для закона
равной вероятности ![]() =3,464 и т. д.).
=3,464 и т. д.).
В подавляющей части зарубежной литературы последнее отношение принято называть отношением или индексом годности.
Исследование воспроизводимости процесса с помощью
![]() позволяет
оценить качество процесса в соответствии с требованиями потребителя. Чем больше
величина
позволяет
оценить качество процесса в соответствии с требованиями потребителя. Чем больше
величина ![]() ,
тем выше качество процесса и тем меньше вероятность несоответствия его выхода
ожиданиям потребителя.
,
тем выше качество процесса и тем меньше вероятность несоответствия его выхода
ожиданиям потребителя.
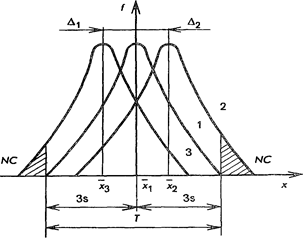 |
Для оценки вклада в протекание процесса систематических изменений применяют еще один индекс годности, который называют коэффициентом смещения (К), с помощью которого можно оценить изменение среднего значения распределения от его значения, заданного потребителем (рис. 8).
Рис. 8. Гауссовское распределение погрешностей параметров качества
процесса при различных значениях коэффициентов смещения: ![]() относительное
количество несоответствующих требованиям изделий, параметры качества которых
выходят за границы поля допуска Т
относительное
количество несоответствующих требованиям изделий, параметры качества которых
выходят за границы поля допуска Т
Коэффициент смещения подсчитывается по следующей формуле:
![]()
где ![]() — абсолютное смещение среднего
значения контролируемого параметра от начала координат (см. рис. 8).
— абсолютное смещение среднего
значения контролируемого параметра от начала координат (см. рис. 8).
Чем меньше К, тем меньше вклад систематических изменений в ходе процесса.
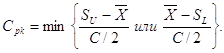
Часто на практике для оценки смещения среднего
значения применяют индекс годности ![]() , когда в знаменателе вместо Т
используют С, а в числителе вместо
, когда в знаменателе вместо Т
используют С, а в числителе вместо ![]() подставляют наименьшее значение
разности между средним значением и границей допуска. Это может быть либо (
подставляют наименьшее значение
разности между средним значением и границей допуска. Это может быть либо (![]() ), либо (
), либо (![]() ):
):
Когда ![]() не смещено от центра поля
допуска, т.е.
не смещено от центра поля
допуска, т.е. ![]() , то значение
, то значение ![]() не подсчитывается, а
изменчивость процесса в этом случае определяется только изменчивостью
стандартного отклонения. Различные значения индексов годности в зависимости от
вида гауссовского распределения приведены на рис. 9.
не подсчитывается, а
изменчивость процесса в этом случае определяется только изменчивостью
стандартного отклонения. Различные значения индексов годности в зависимости от
вида гауссовского распределения приведены на рис. 9.
Как видно из рис. 9, для оперативной
количественной оценки того, насколько хорошо процесс отвечает предъявляемым
требованиям, достаточно применения индекса годности ![]() . Существует следующее правило:
. Существует следующее правило:
![]() — процесс в удовлетворительном
состоянии;
— процесс в удовлетворительном
состоянии;
![]() — процесс отвечает предъявляемым к
нему требованиям;
— процесс отвечает предъявляемым к
нему требованиям;
![]() — процесс не отвечает
предъявляемым требованиям.
— процесс не отвечает
предъявляемым требованиям.
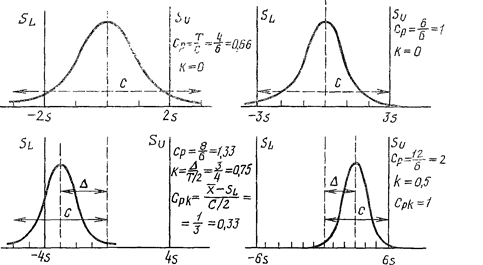 |
Рис. 9. Значения индексов годности в зависимости от параметров
Список литературы:
1. Всеобщее Управление качеством: Учебник для вузов/ О. П. Глудкин, Н. М. Горбунов, А. И. Гуров, Ю. В. Зорин; Под ред. О. П. Глудкина. - М.: Радио и связь, 1999. – 600с.: ил.
2. Никифоров А. Д. Управление качеством: Учебное пособие для вузов. - М.: Дрофа, 2004.
3. Новицкий Н. И., Олексюк В. Н. Управление качеством продукции: Учебное пособие. - М.: Новое знание, 2001. – 238с.
4. Управление качеством: Учебное пособие для вузов. - М.: ИНФРА-М, 2003. – 240с.: ил.
© 2010 Интернет База Рефератов