
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Реферат: Горное давление и его влияние на сечение горной выработки
Реферат: Горное давление и его влияние на сечение горной выработки
1. Горное давление и его влияние на сечение горной выработки
Горные породы внутри земной коры находятся в состоянии напряженного равновесия, вызываемого действием сил гравитационного и тектонического характера. Из-за отсутствия свободных пространств внутри массива без влияния внешних сил породы не могут перемещаться, изгибаться или изменять свою форму.
При проведении в толще пород горных выработок вокруг них происходит перераспределение напряжений, в процессе которого породы стремятся перейти в новое состояние равновесия и претерпевают те или иные деформации. Напряжения или силы, возникающие внутри массива горных пород вследствие проведения выработки и вызывающие деформации окружающих выработку горных пород, называются горным давлением.
Характер и величина горного давления зависят от физико-механических свойств горных пород, глубины заложения выработки от поверхности, формы и размеров ее поперечного сечения, положения выработки в пространстве и других факторов.
Под действием горного давления породы в кровле пройденной горизонтальной или наклонной выработки первоначально прогибаются. Затем, когда прогиб достигает известного предела (временного сопротивления на изгиб), в них образуются трещины, вначале незаметные, а затем все увеличивающиеся и разветвляющиеся. По мере расширения трещин происходят нарушение связи между частицами пород, выпадение отдельных ее кусков и обрушение кровли. После обрушения пород кровля выработки часто принимает форму свода. Наиболее правильная форма свода наблюдается в однородных породах, равномерно разбитых трещинами. Трещиноватые сланцы при обрушении образуют уступную форму свода, а пластичные и вязкие породы не обрушаются, а прогибаются.
Для сохранения заданной формы и размеров выработок в неустойчивых породах необходимо возведение крепи, которая, воспринимая горное давление, замедляет процесс прогиба и препятствует обрушению пород. Горное давление, воспринимаемое выработкой, достигает максимального значения не сразу после ее проведения. Вначале оно возрастает и называется первичным. Через некоторое время нарастание давления прекращается, оно остается по величине постоянным и называется вторичным или установившимся.
Наибольшее распространение получила гипотеза свода, развитая в работах проф. М. М. Протодьяконова. По этой гипотезе при проведении горизонтальной выработки существовавшие до того в породах напряжения перераспределяются, взаимно уравновешиваясь по некоторой сводчатой линии. М. М. Протодьяконов указал, что кривая свода естественного равновесия близка к параболе (рис.1), высота которой или высота свода (м)
b = а/f
где а полупролет выработки, м;
f — коэффициент крепости пород.
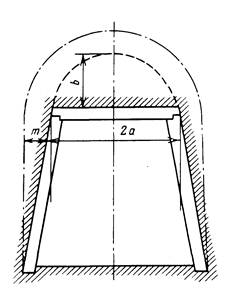
Рисунок 1. – Схема к гипотезе свода естественного равновесия
Порода внутри этого свода оказывается неуравновешенной и давит на крепь. Величина давления на крепь определяется весом породы.
Свод естественного равновесия своими пятами опирается на массив по бокам выработки. При недостаточной прочности боковых пород происходит сползание призм породы шириной т, которые оказывают на крепь боковое давление. При этом полупролет свода естественного равновесия будет больше полупролета выработки на ширину сползающих призм.
При наличии в почве выработки глин и некоторых глинистых сланцев происходит их выдавливание внутрь выработки. Это явление носит название пучения пород, которое усиливается при набухании пород в присутствии влаги. Для предотвращения деформации выработки, пройденной в таких породах, крепь необходимо устанавливать по всему периметру выработки.
Достаточно точный теоретически обоснованный метод определения величины горного давления на крепь вертикальных стволов до настоящего времени еще не разработан. Проф. М. М. Протодьяконов предлагал определять величину давления на стенки ствола от веса сползающих пород вокруг него под углом естественного откоса с образованием воронки (перевернутого конуса). Механические напряжения в породах вокруг выработок возрастают с глубиной их расположения, т.е. увеличивается напряженное состояние породного массива. В результате на глубине 300—600 м иногда наблюдаются так называемые динамические проявления горного давления в виде стреляния пород, толчков и горных ударов. Стреляние проявляется в отскакивании от напряженного массива отдельных кусков породы, сопровождающемся резким звуком. Толчок или горный удар внутреннего действия — это разрушение пород в глубине массива без выброса их в выработку. Внешние его проявления — резкий звук, сотрясение массива, осыпание породы с поверхности выработки, а при сильных толчках воздушная волна. Горный удар представляет собой быстро протекающее разрушение горных пород, проявляющееся в виде их выброса в выработки с нарушением крепи, смещением оборудования и сопровождающееся резким звуком, образованием пыли, воздушной волной и сотрясением массива горных пород.
Самопроизвольные массовые сдвижения пород представляют опасность при ведении подземных работ. За движением, оседанием и обрушением горных пород под влиянием пройденных в них выработок ведут постоянные маркшейдерские наблюдения.
Величина горного давления в выработках определяется различными приборами. Результаты исследовательских работ учитываются при выборе способов управления горным давлением, форм сечения выработок, типа крепи и ее размеров.
2. Конверторный способ получения стали
Производство стали
Сталью называют сплавы железа с углеродом и другими элементами. Такие сплавы обладают пластическими свойствами как в нагретом, так и в холодном состоянии и могут подвергаться прокатке, волочению, ковке и штамповке. Сталь содержит до 2% углерода и некоторое количество марганца, кремния, а также вредные примеси фосфора и серы. Кроме этого, в стали могут содержаться и легирующие элементы хром, никель, ванадий, титан и др.
В настоящее время сталь производят преимущественно путем передела чугуна, при котором из него удаляется избыток углерода, кремния, марганца, а также вредных примесей для придания стали необходимых свойств. Углерод и другие примеси при высокой температуре соединяются с кислородом гораздо энергичнее, чем железо, и их можно удалить при незначительных потерях железа. Углерод чугуна, соединяясь с кислородом, превращается в газ СО и улетучивается. Другие примеси превращаются в оксиды SiO2, МnО и Р2О, которые вследствие меньшего по сравнению с металлом удельного веса всплывают и образуют шлак. В настоящее время в промышленности в основном применяют конвертерный и мартеновский методы получения стали, кроме того, сталь получают в электрических дуговых и индукционных печах.
Конверторный способ получения стали
Сущность конвертерного способа получения стали заключается в том, что через жидкий чугун, залитый в конвертер, продувается воздух, кислород которого окисляет углерод и другие примеси. Обычно конвертер-емкость имеет грушевидную форму, сваренную из толстой листовой стали и футерованную внутри огнеупорным кирпичом (рис. 2). Снаружи в верхней части конвертера имеются два цилиндрических выступа, называемых цапфами, которые служат для опоры и поворота конвертера. Одна из цапф делается полой и соединяется с воздуховодом. От цапфы к днищу через трубу и воздушную коробку подводится воздух. В днище конвертера имеются отверстия фурмы, через которые под давлением 2,0 — 2,5 ат. воздух подается в конвертер. Для заливки жидкого чугуна конвертер поворачивается из вертикального в горизонтальное положение. После заливки чугуна пускают дутье, и конвертер поворачивают днищем вниз.
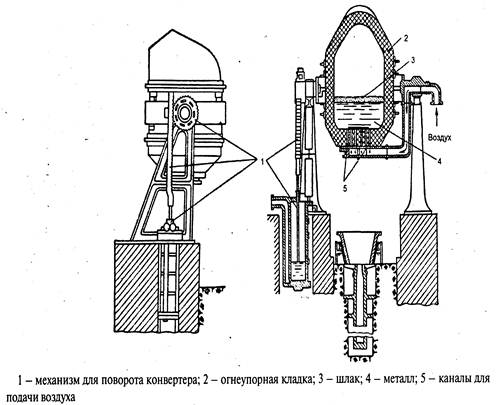
Рисунок 2 – Схема конвертора
Слой металла в конвертере составляет от 1/5 до 1/3 высоты его цилиндрической части. Емкость современных конвертеров, работающих на воздушном дутье, достигает 50 т. В конвертерах применяют кислую и основную футеровку. Тепло, необходимое для нагрева жидкой стали до высоких температур, в этих процессах получается за счет химических реакций окисления примесей чугуна. При этом примеси могут окисляться элементарным кислородом и кислородом закиси железа, которая растворяется в металле. При окислении примесей кислородом выделяется значительное количество тепла, окисление происходит кислородом по следующим реакциям:
![]() Si + О2 SiO2 + Q;
Si + О2 SiO2 + Q;
![]() Mn + 1/2O2 MnO + Q;
Mn + 1/2O2 MnO + Q;
![]() С + 1/2О2 СО + Q;
С + 1/2О2 СО + Q;
![]() C + O2 CO2 + Q;
C + O2 CO2 + Q;
![]() Fe + 1/2O2 FeO + Q;
Fe + 1/2O2 FeO + Q;
![]() 2P + 2/3 O2 P2O5 + Q.
2P + 2/3 O2 P2O5 + Q.
Окисление примесей чугуна кислородом закиси железа происходит по следующим реакциям:
![]() Si + 2FeO SiO2 + 2Fe
+ Q;
Si + 2FeO SiO2 + 2Fe
+ Q;
![]() Mn + FeO MnO + Fe +
Q;
Mn + FeO MnO + Fe +
Q;
![]() С + FeO CO + Fe - Q;
С + FeO CO + Fe - Q;
![]() 2P + FeO P2O5 + 5Fe +
Q.
2P + FeO P2O5 + 5Fe +
Q.
При окислении элементов наибольшее количество тепла выделяют кремний, фосфор и марганец. Эти вещества используются при продувке чугуна как источник тепла (кремний в кислом процессе, а фосфор - в основном конвертере). Недостаточное количество тепла от реакций компенсируется температурой жидкого чугуна.
Для получения стали методом продувки применяют чугун марки Б-1 и Б-2 — для кислого и Т1 — для основного процесса. Чугун марки Б-1 и Б-2 содержит минимальное количество фосфора (0,07%) и серы (0,06%). Чугун марки Т-1 содержит гораздо больше фосфора (1,6 — 2,0%, иногда до 2,5%). В последнее время для продувки чугуна вместо воздуха применяют технический кислород, который позволяет повысить скорость плавки и выход качественной стали за счет увеличения добавки твердой шихты, а также уменьшения химических примесей в чугуне, подвергающихся окислению. Конвертер, работающий на кислородном дутье, по своей конструкции отличается от обычных конвертеров тем, что в нем имеется сплошное днище. Кислород вовремя плавки подается в него сверху, так как его подача через донные фурмы приводит к их быстрому разрушению. Для этой цели в конвертер опускают трубу, через которую подают кислород и вдувают известь или смесь извести и плавикового шпата. Концентрацию извести и шпата в струе кислорода регулируют в зависимости от состава чугуна. Работают конвертеры на кислородном дутье емкостью 3, 30, 50, 100, 150 и 250 т. Эти конвертеры в основном футеруются магнезитовым кирпичом и доломитовым порошком. Труба, через которую подается кислород, вместе с известью охлаждается водой. Расход воды для трехтонного конвертера составляет 20 м3/ч. Состав извести может изменяться по содержанию окиси кальция от 78 до 92%, окиси кремния SiO2 — от 1,5 до 2,7% и серы — от 0,07 до 0,12%. Возможность применения извести разного состава является большим преимуществом данного способа. Подача извести в струе кислорода обеспечивает исключительно высокую степень соединения и удаления фосфора и серы из металла в шлак. Добавка плавикового шпата к извести еще больше повышает активность шлаков. Кислород применяется технический под давлением 6 — 8 ат. Для понижения температуры металла в конвертер во время плавки загружают стальной лом и железную стружку. При повышенном содержании кремния в чугуне подачу извести увеличивают для того, чтобы получить шлак с необходимой основностью для связывания фосфора. При продувке томассовского чугуна, содержащего 3,6% С; 0,8% Мп; 0,4% Si; 1,7% Р и 0,04% S, после промежуточного скачивания шлака содержание С в металле понижается до 0,6%, а Р — до 0,1%. Полученный шлак является хорошим удобрением для сельского хозяйства. После повторного вдувания извести получают металл с содержанием 0,8% С; 0,31% Мп; 0,017% Р; 0,014% S; 0,001% Ni и следами S , то есть получают сталь, подобную по составу мартеновской. Расход кислорода на 1 т чугуна составляет 60 — 65 м3, а извести 130 — 135 кг. Длительность продувки в тридцатитонном конвертере составляет 20 - 30 мин, расход футеровки - 10 кг на 1 т чугуна.
На современном этапе развития металлургического производства конвертерный способ не решает задачу получения стали сразнообразными свойствами. Для успешного осуществления конвертерного способа требуется чугун строго ограниченного состава.
3. Разработка технологических процессов сборки машин и их сборочных единиц
Принято различать три вида технологических процессов (ТП): единичный, типовой и групповой. Каждый ТП разрабатывается при подготовке производства изделий, конструкции которых отработаны на технологичность (ГОСТ 14.301—83). Технологический процесс разрабатывается для изготовления нового изделия или совершенствования выпускаемого — в соответствии с достижениями науки и техники.
Разрабатываемый ТП должен обеспечивать повышение производительности труда и качества изделия; сокращение трудовых и материальных затрат; уменьшение вредных воздействий на окружающую среду; реализацию значений базовых показателей технологичности конструкции данного изделия.
Основой для нового ТП обычно служит имеющийся типовой или групповой технологический процесс. Если таковые отсутствуют, то за основу берут действующие единичные технологические процессы изготовления аналогичных изделий.
ТП должен соответствовать требованиям техники безопасности и промышленной санитарии по системе стандартов безопасности труда (ССБТ), инструкций и других нормативных документов.
Правила применения средств вычислительной техники при проектировании технологических процессов (ГОСТ 14.416—83) предусматривают оформление документации в соответствии с требованиями стандартов Единой системы технологической документации (ЕСТД). Исходную информацию для разработки ТП подразделяют на базовую, руководящую и справочную.
Базовая информация включает данные, содержащиеся в конструкторской документации на изделие, и программу его выпуска.
Руководящая информация содержит требования отраслевых стандартов к технологическим процессам и методам управления ими, а также стандартов на оборудование и оснастку, документации на действующие единичные, типовые и групповые ТП, классификаторов технико-экономической информации, производственных инструкций, материалов по выбору технологических нормативов (режимов обработки, припусков, норм расхода материалов и др.). документации по технике безопасности и промышленной санитарии.
Справочная информация имеет своим источником технологическую документацию опытного производства, описания прогрессивных методов изготовления, каталоги, паспорта, справочники, альбомы компоновок прогрессивных средств технологического оснащения, планировки производственных участков и методические материалы по управлению ТП.
Основные этапы разработки технологических процессов. Работа начинается с анализа исходных данных для разработки ТП (первый этап). Необходимо по имеющимся сведениям о программе выпуска и конструкторской документации на изделие ознакомиться с назначением и конструкцией изделия, с требованиями к его изготовлению и эксплуатации.
Затем последовательно выбирают действующий типовой, групповой ТП или аналог единичного процесса. Формируют технологический код изделия по технологическому классификатору, обрабатываемое изделие относится к соответствующей классификационной группе на основе кода и к действующему типовому или единичному процессу.
По классификатору заготовок, методике расчета и технико-экономической оценки выбора заготовок, стандартам и техническим условиям на заготовку и основной материал выбирают исходную заготовку и методы ее изготовления, дается технико-экономическое обоснование выбора заготовки.
Выбирают технологические базы, производится оценка точности и надежности базирования по производительности технологического процесса (используют классификаторы способов базирования и существующую методику выбора технологических баз).
По документации типового, группового или единичного ТП составляют технологический маршрут обработки, определяют последовательность технологических операций и состав технологического оснащения.
Для проектирования технологических процессов изготовления машин необходимо иметь следующие исходные данные: описание машины, подлежащей изготовлению, с четким определением ее служебного назначения; технические условия и нормы, определяющие служебное назначение машины; чертежи сборочных единиц и деталей машин; общее число машин, планируемое к выпуску в единицу времени (год, квартал, месяц); условия, в которых будет осуществляться изготовление машины (проектируемый или действующий завод, возможности использования имеющихся средств технологического оснащения, а также целесообразность приобретения или изготовления этих средств и др.); местонахождение завода (играет немаловажную роль в решении вопросов по специализации и кооперированию, снабжению и др.); наличие и перспективы подготовки кадров; плановые сроки подготовки и освоения новой машины и организации ее выпуска. Наличие перечисленных исходных данных позволяет приступить к проектированию технологических процессов в приведенной ниже последовательности.
1. Осуществляется ознакомление со служебным назначением машины, а также изучение и практический анализ технических условий и норм, определяющих служебное назначение машины (точность, производительность, КПД и другие параметры). Выполнение указанных работ позволяет оценить соответствие установленных ограничений требованиям, которые обеспечивают служебное назначение машины.
2. Установленный объем выпуска машины, ее сборочных единиц и деталей дает возможность определить тип производства и уточнить соответствие этого объема тем условиям, которые обеспечивают необходимые технико-экономические показатели производства. Например, опыт показывает, что добавление некоторого количества оборудования позволяет в ряде случаев повысить коэффициент использования всего оборудования путем увеличения первоначально намеченного выпуска машин и тем самым улучшить технико-экономические показатели.
3. Анализ чертежей машины, сборочных единиц деталей производится с точки зрения обеспечения служебного назначения машины с учетом использования всех возможностей наиболее экономичного ее изготовления при установленном объеме выпуска. В результате изучения сборочного чертежа машины устанавливаются исполнительные поверхности деталей и сборочных единиц и их взаимосвязи, а также основные и вспомогательные базы; определяются кинематические связи, обеспечивающие требуемый закон относительного движения исполнительных поверхностей. Составление схем размерных цепей необходимо для решения целого ряда важных вопросов, связанных с проектированием технологических процессов изготовления машин. Анализ схем размерных цепей помогает: правильно разобраться во взаимосвязях деталей, составляющих машину и ее сборочные единицы; определить методы достижения требуемой точности; определить, правильно ли проставлены размеры и допуски на чертежах деталей машин, и внести в чертеж соответствующие поправки; наметить последовательность сборки машин и ее сборочных единиц; выбрать технологические и измерительные базы деталей и разработать последовательность обработки поверхностей и их измерения; рассчитать межоперационные размеры, припуски и допуски; выполнить размерный анализ технологических процессов.
4. Осуществляется проектирование технологических процессов сборки машин и ее сборочных единиц.
5. Выбираются исходные заготовки и методы их изготовления; проектируются технологические процессы обработки заготовок.
6. Проектируются и изготовляются средства технологического оснащения.
7. Внедряются технологические процессы изготовления машин в производство; в эти процессы вносятся коррективы для исправления погрешностей, обнаруженных во время внедрения.
4. Методы и состав процесса монтажа строительных конструкций
В зависимости от организации подачи сборных элементов под монтаж различают два метода монтажа: 1) с предварительной раскладкой элементов в зоне действия монтажного крана и 2) непосредственно с транспортных средств, т.е. «с колес». Последний метод более экономичный, но требует очень четкой организации и согласованности монтажного и транспортного процессов, что на практике трудно обеспечить.
В зависимости от характера сборных элементов применяют различные методы их монтажа, в том числе мелкоэлементный, поэлементный и блочный, а также монтаж готовыми сооружениями.
Мелкоэлементный монтаж применяют при установке (монтаже) отдельных деталей конструкции. Данный метод наиболее трудоемкий и требует большого количества подъемов элементов, заделки многочисленных стыков и выполнения больших объемов вспомогательных работ по устройству лесов, подмостей и временному раскреплению конструкций.
Поэлементный монтаж предполагает установку в проектное положение конструктивных элементов или их крупных частей (колонн балок, ферм и т.п.). Этот метод широко применяется при монтаже различных видов зданий и сооружений.
Блочный монтаж предусматривает предварительное укрупнение отдельных конструкций в плоские или пространственные блоки. Блоки могут быть собраны как на заводе-изготовителе так и на площадке предварительного укрупнения конструкций, расположенной на стройплощадке. Этот метод широко используется при строительстве как подземных, так и наземных сооружений. Он позволяет максимально механизировать сборочные работы и устройство стыков сократить трудоемкость и продолжительность монтажа, полнее использовать грузоподъемность монтажных кранов, уменьшить объем вспомогательных работ.
Метод монтажа целыми сооружениями предусматривает предварительную сборку у места монтажа самого сооружения с устройствами стыков и выдерживанием до приобретения проектной 1 прочности. Далее полностью готовое сооружение поднимают и устанавливают в проектное положение соответствующими монтажными механизмами.
В зависимости от направления развития монтажного процесса -вдоль или поперек здания или сооружения различают продольный и поперечный монтаж.
По последовательности возведения их вверх, т.е. по высоте различают методы: наращивания, когда в начале монтируют нижерасположенные конструкции, а затем наращивают вышерасположенные; подращивания, когда сначала монтируют конструкции верхнего яруса или этажа и затем их поднимают на некоторую высоту, после ведут монтаж следующего нижерасположенного, который поднимают и соединяют с верхним и т.д., пока не будут смонтированы все ярусы или этажи здания.
В зависимости от приемов монтажа, обеспечивающих необходимую степень свободы и очередность установки элементов в проектное положение, различают методы: свободный, принудительный, ограниченно свободный, дифференцированный, комплексный и комбинированный.
Свободный метод монтажа предполагает свободное перемещение в пространстве конструкции краном с обеспечением необходимой точности установки в процессе выверки и визуального сопоставления положения смонтированного элемента с проектным по показаниям измерительных инструментов и геодезических приборов.
Принудительный метод монтажа обеспечивает точное проектное I положение монтируемых элементов за счет имеющихся стыков специальной конструкции, а также применения в процессе монтажа соответствующих приспособлений и такелажной оснастки, Ограниченно свободный метод монтажа позволяет в процессе выверки конструкции исключить одно или несколько перемещений путем устройства специальных приспособлений, являющихся частью конструкции.
Дифференцированный, или раздельный метод монтажа предусматривает последовательную установку всех однотипных конструкций в пределах здания или сооружения и только после этого - установку конструкций другого типа. Например, сначала все панели резервуара затем фундаменты, колонны, ригели, плиты покрытия.
Комплексный метод предполагает монтаж всех элементов в зоне действия крана, после чего кран перемещают на новую стоянку, где также с его помощью устанавливают все элементы в зоне действия крана и т.д. до полной готовности сооружения.
Комбинированный метод использует элементы раздельного и комплексного методов. Например, тяжелые стеновые панели емкостных водопроводных сооружений (массой до Ют) монтируют вначале одним краном раздельным методом, а внутри расположенные элементы - фундаменты, колонны, перегородки, ригели, плиты покрытия сравнительно небольшой массы (до 3-4 т) монтируют другим краном значительно меньшей грузоподъемности и комплексным методом, т.е. в зоне своего действия — все сборные элементы с постепенным передвижением крана внутри монтируемого сооружения.
Водопроводные сооружения монтируют чаше всего дифференцированным (раздельным) методом, а также комбинированным. Поскольку при комбинированном методе используются обычно два крана, каждый из которых по своей грузоподъемности более подходит для установки соответствующих сборных элементов, то при этом достигается лучшая специализация монтажных работ и лучшее использование кранов по их грузоподъемности.
Наряду с методами монтажа существуют также понятия способов монтажа, под которыми понимают характерные технологические решения по установке конструкций в проектное положение, учитывая вид их и размеры, условия строительства и применяемые монтажные механизмы. С учетом этого можно выделить наряду с уже упоминавшимися способами наращивания и подращивания также способы монтажа конструкций: подъемом со сложным перемещением; поворотом; поворотом со скольжением; надвижкой; вертикальным подъемом и опусканием; навесной сборкой.
Состав и структура процесса монтажа
В состав комплексного технологического процесса монтажа строительных конструкций входит совокупность всех процессов и операций, в результате выполнения которых получают каркас, часть здания или сооружения или сами здания и сооружения. Они позволяют получить готовую строительную продукцию, и сами эти процессы подразделяются на: транспортные, подготовительные и собственно монтажные.
К транспортным процессам относятся доставка, разгрузка, складирование и приемка сборных конструкций. Причем при их складировании проверяют качество элементов, их размеры, маркировку и комплектность.
Подготовительные процессы включают укрупнительную сборку, временное (монтажное) усиление конструкций, обустройство и подачу конструкций в виде монтажной единицы на монтаж.
Собственно монтажные процессы включают: строповку (захват), подъем (перемещение), наводку, ориентирование и установку конструкции в проектное положение с временным креплением, расстроповку, выверку, окончательное закрепление конструкции и снятие временных креплений.
Указанная структура процесса монтажа строительных конструкций в основном справедлива для всех случаев монтажа зданий и сооружений, однако при монтаже некоторых из них структура эта может быть уточнена в сторону увеличения или уменьшения подлежащих выполнению отдельных операций и процессов.
© 2010 Интернет База Рефератов