
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Дипломная работа: Проект реконструкции отделения "белой фильтрации" для ЗАО "Крымский Титан"
Дипломная работа: Проект реконструкции отделения "белой фильтрации" для ЗАО "Крымский Титан"
Аннотация
Пояснительная записка дипломного проекта по специальности Оборудование химических производств и предприятий строительных материалов на тему: «Проект реконструкции отделения "белой фильтрации" производительностью 1,7 т/ч для ЗАО «Крымский Титан». Состоит из 8 - ми разделов.
Производится литературный обзор по фильтрам, описывается технологическая схемафильтрации гидратированной двуокиси титана.
Производятся расчеты:
- технологический расчет по заданной производительности;
- расчет на прочность несущих конструкций;
- расчет привода;
- расчет вспомогательного оборудования для технологической схемы;
Приведена схема с элементами автоматизации;
Представлен проектный раздел:
- строительная часть;
- механизация (расчет электротали);
- расстановка оборудования;
В экономической части рассчитана стоимость мельницы и затраты на её изготовление.
В разделе охрана труда предложены мероприятия по охране труда, электро и пожарной безопасности. Выполнен расчет контура заземления.
В разделе экология разработаны мероприятия по охране окружающей среды.
Пояснительная записка состоит из листов, содержит рис. ,
литературных источников, приложений
Графическая часть состоит из 9 листов формата А - 1.
Введение
Наличие развитой химической промышленности, которая создает материальную основу функционирования экономики с высокой эффективностью общественного производства, является одним из определяющих признаков научно-технического и экономического развития государства.
В Украине доминирующим является потребление продукции основной химии, которая составляет 65,0% в отраслевом производстве. Эта подотрасль имеет широкую номенклатуру товарной продукции (аммиак, минеральные удобрения, сера, серная кислота, сода и др.) [(1) стр. 4]
Химическая и нефтехимическая промышленность Украины относится к наиболее экспортоориентированным отраслям промышленности, уровень ее экспортабельности в течение последних лет был стабильно высоким и не опускался ниже 75% от общего выпуска товарной продукции. Именно экспортная ориентация отрасли сыграла решающую роль в замедлении темпов спада объемов производства и стала важным буфером в условиях нарастающего развития кризиса спроса на отечественную химическую продукцию на внутреннем товарном рынке. Экспортные поставки позволили удержать на многих действующих химических производствах приемлемый уровень загрузки производственных мощностей и сохранить рабочие места.
В импорте химической продукции в Украину преобладают продукты конечного производства, а в собственном выпуске полупродукты. Наиболее весомыми в импорте являются такие группы товаров, как пластмассы и изделия из них -21,2%, каучук и резиновые изделия — 19,2%, фармацевтические продукты 18,3%, красители и лакокрасочные материалы — 6,3%, мыло и моющие средства — 3%.
В экспорте отечественной химической промышленности наибольший удельный вес составляет продукция основной химии-51,1%,т.е. большей частью энергоемкие и многотоннажные производства [(1)стр.5].
Особого внимания заслуживает вопрос сырьевого обеспечения отрасли. В химической промышленности, как сырье, используются природные залежи различных руд и соединений, продукты переработки нефти и коксохимии, газ, собственные химические продукты, которые производятся отраслью (внутреннее отраслевое потребление).
Собственной сырьевой базой для химического комплекса Украины являются месторождения серных и калийных руд Прикарпатья, хлорида натрия и карбонатов Донбасса и Крыма, брома Сивашского залива, ильменитов на Житомирщине. Природный газ (сырье для производства азотных удобрений) и апатитовый концентрат (сырье для фосфорных удобрений) импортируются из России, фосфориты — из Северной Африки.
Позитивные результаты работы химического комплекса Украины за 9 мес. 2003 г. Характеризуются не только ростом объема товарного производства, но и улучшением финансово- экономических показателей работы химических предприятий. Позитивная динамика товарного производства в химической промышленности впервые за два последних года обусловила улучшение финансовых результатов роботы в химическом комплексе Украины, что в основном обусловлено улучшением работы предприятий - производителей минеральных удобрений за счет отказа от работы по заданным схемам. Так, высокие производственные показатели удерживают Североданецкое ГПП «Объединение «Азот», Одесский государственный припортовый завод, ВАТ «ДнепроАзот»,, г. Днепродзержинск, ГАК «Титан», г. Армянск. В августе производство диоксида титана в Украине увеличилось на 44,6%, или на 2,54 тыс. тонн по сравнению с августом 2004 года - до 8,24 тыс. тонн.
Крымский "Титан" увеличил производство двуокиси титана увеличилось на на 67,3% до 5,02 тыс. тонн. "Сумыхимпром" также увеличил производство на 19,3% - до 3,22 тыс. тонн. Всего за восемь месяцев производство диоксида титана увеличилось на 6,4%, или на 3,55 тыс. тонн по сравнению с январем-августом прошлого года - до 51,82 тыс. тонн [1) стр. 5].
1.Литературный обзор
1.1. Общие сведения
Фильтрация находит широкое применение в технике как универсальный метод разделения суспензий грубых и тонких, особенно в тех случаях, когда разделение суспензий должно происходить без потерь, или когда взвешенные частицы плохо оседают, а также, если требуется получение осадка с минимальным содержанием влаги. Фильтрацию используют в химической, целлюлозно-бумажной, пищевой, силикатной, горной и других отраслях промышленности.
Аппараты, в которых происходит процесс фильтрации, называются фильтрами. Производительность фильтра характеризуется скоростью фильтрации, которая определяется количеством фильтрата (жидкости), прошедшего через единицу поверхности пористой перегородки в единицу времени. Скорость фильтрации зависит от величины давления при фильтрации, толщины, структуры и свойств получающегося осадка, а также от вязкости жидкости — фильтрата.
Для очистки осадка от остатков жидкости суспензии производится промывка его чистой жидкостью. Промывка следует за фильтрацией и производится в том же фильтре. После промывки в ряде случаев производят просушку осадка путем просасывания через него воздуха, а потом разгружают фильтр от осадка. После этого цикл работы повторяется [(2)стр. 186].
Современные фильтры по принципу своего действия могут быть подразделены на фильтры периодического действия и фильтры непрерывного действия, по давлению — на фильтры, работающие под давлением, и фильтры, работающие под разрежением [(3)стр. 60].
Конструкции фильтрующих перегородок могут быть цилиндрическими и плоскими. Как те, так и другие фильтрующие перегородки могут быть образованы несвязанными (волокнистыми или зернистыми) и связанными элементами ткани. Перегородки, как правило, являются проницаемыми для фильтрата (жидкой фазы и непроницаемыми для твердых частиц). Однако мельчайшие коллоидные частицы (размером 1—3 мк) проходят через фильтр. Для их задержания применяют полунепроницаемые пленки.
Для изготовления фильтрующих перегородок применяют следующие материалы: бязь, шлаковую и стеклянную вату, бумагу, картон. Хлопчатобумажные ткани являются щелочеупорными, но малостойкими в кислотах, для повышения кислотоупорности их нитруют (обрабатывают) смесью H2 SO4 + HNO3. Шерстяные ткани являются кислотоупорными, но не стойкими к щелочам. Тканевые фильтрующие перегородки являются маложесткими и требуют каркаса жесткой конструкции. Наиболее стойкими к химическим реагентам являются перегородки из асбеста, шлаковой и стеклянной ваты, керамические плиты и сетки из нержавеющей стали или бронзы.
В качестве зернистых и волокнистых фильтрующих перегородок применяют песок, инфузорную землю, кокс, уголь, целлюлозу и др.
Эти перегородки должны иметь проницаемое основание из перфорированных металлических, керамических или деревянных пластин или листов. Они применяются для суспензий с малым содержанием твердых частиц, в том случае, когда осадки не используются. Коллоидные пленки изготовляются из нитроцеллюлозы.
1.2. Конструкции фильтров
1.2.1. Фильтры периодического действия
Аппаратами периодического действия являются нутч-фильтры, фильтрпрессы, листовые фильтры и сгустители [(3)стр. 61].
Нутч-фильтры представляют собой цилиндрические резервуары с расположенной у дна пористой фильтрующей перегородкой (рис. 1). Работают такие фильтры под гидростатическим давлением, под вакуумом и под давлением жидкости, создаваемым насосом.
По своей конструкции они бывают открытые (рис. 1, а) и закрытые
(рис. 1,6). Фильтрующая перегородка может быть изготовлена из пористых керамических плит или тканей, уложенных на решетке.
Достоинства нутч-фильтров — возможность хорошей промывки осадков, легкость защиты от коррозии, простота конструкции; нутч-фильтры, работающие под давлением, характеризуются значительной скоростью фильтрации и возможностью фильтрации жидкостей, выделяющих ядовитые или огнеопасные пары.
Недостатки - ручная выгрузка осадка, малая производительность, так как вакуум не превышает 0,75ата для открытых фильтров, и давление не более 3ати – для закрытых[(2)стр. 199]. .
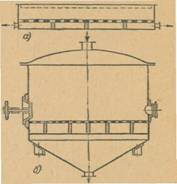
Рис.1.- Схемы нутч-фильтров: а- нутч-фильтр, работающий под вакуумом.; б- нутч-фильтр работающий, под давлением.
Фильтрпрессы являются весьма распространенными фильтрами периодического действия. Различают рамные и камерные фильтрпрессы.
Рамные фильтрпрессы (рис. 2) состоят из опорных стоек 1 и 10; на первой укреплена упорная плита 2, на второй — механизм зажима плиты и стойки 7.
Стойки, связанные между собой прогонами 6, опирающимися на шпренгельные фермы 11. Шток зажимного механизма упирается в зажимную плиту 5, которая свободно подвешена на прогонах. Кронштейны плиты для облегчения перемещения ее по прогонам снабжены роликами. Между упорной и зажимной плитами располагаются плиты 3 и рамы 4, образующие камеры фильтрпресса.
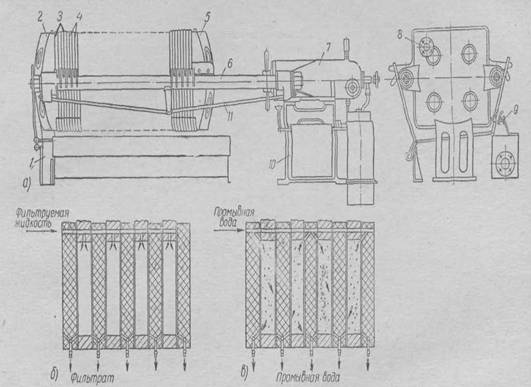
Рис.2.- Рамный фильтрпресс: а- конструкция фильтра; 1 и 10 опорные стойки; 2- упорная плита; 3- фильтровальные плиты; 4- фильтровальные рамы; 5- зажимная плита; 6- прогоны; 7- механизм зажима плит; 8- штуцер для подвода суспензии; 9- кран для отвода фильтрата; 11- шпренгельная ферма; б- схема фильтрации; в- схема промывки на рамном фильтрпрессе.
Плиты представляют собой плоские пластины, имеющие внутреннюю рифленую с обеих сторон поверхность.
Рифление плит имеет целью создание каналов для стока фильтрата и выполняется в виде вертикальных борозд, в виде усеченных пирамидок и наклонных борозд, сходящихся к выгрузочному отверстию. Кроме прямоугольных плит, применяются круглые плиты. Их габаритные размеры несколько больше, чем у квадратных, но для их зажима требуется меньшее усилие, так как при прочих равных условиях можно получить меньшую площадь контакта между плитой и рамой. Зажимные приспособления бывают механические (винтовые) и гидравлические.
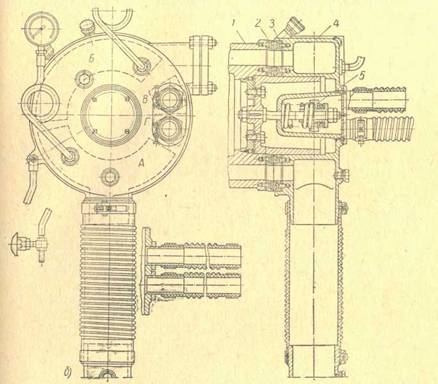
Гидравлический зажимной механизм (Рис.3) состоит из цилиндра 1. и плунжера 2.
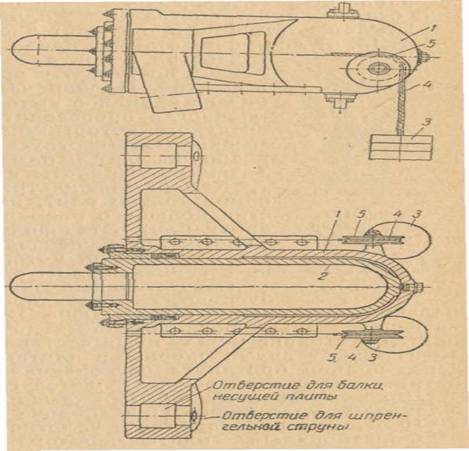
Рис. 3.- Гидравлическое зажимное устройство фильтрпресса
В цилиндр насосом подается вода под давлением 100 ат, которая заставляет перемещаться плунжер и связанную с ним зажимную плиту, осуществляя этим сжатие плит. Для разгрузки цилиндра от давления во время длительного рабочего периода служат два боковых винта с гайками в виде храповых колес с трещотками. Для обратного отвода зажимной плиты после окончания фильтрации и отхода от нее штока плунжера служат грузы 3, подвешенные на тросах 4, закрепленных одним концом к зажимной плите и перекинутые через блоки 5, оси которых запрессованы на приливах гидравлического цилиндра.
Работа фильтрпресса происходит следующим образом. Плиты покрываются с двух сторон фильтровальной тканью (салфеткой). В ней прорезаются отверстия соответственно отверстиям в плитах и рамах. После этого плиты и рамы сжимаются с помощью зажимного приспособления. В правые питательные каналы подается фильтруемая жидкость (рис. 2, б), которая поступает через отверстия рам в камеры, образованные плитами и рамами. Под давлением жидкость проникает через ткань и через нижнее отверстие, и краник стекает в корыто. Фильтрация продолжается до заполнения осадком пространства между плитами.
После фильтрации происходит промывка. Промывная жидкость поступает в левый канал, из которого через наклонные отверстия в плитах с противоположной стороны к осадку поступает в пространство между салфеткой. Пройдя через салфетку и слой осадка, краников вытекает в желоб. После промывки производят просушку осадка сжатым воздухом, который нагнетается в канал для промывки. Затем отпускается зажим, производится разборка плит и рам и снятие осадка с салфеток. Затем цикл работы фильтра повторяется. Камерный фильтрпресс состоит из одних только плит, имеющих питательные отверстия большого размера в центре и выгрузочные — внизу плит. Эти фильтрпрессы применяются для фильтрации суспензий с большой концентрацией твердых частиц, которые могут забивать малые по сечению каналы рамных фильтрпрессов.
Отечественные машиностроительные заводы выпускают автоматизированный фильтрпресс оригинальной конструкции ФПАК (Рис. 4). Этот фильтрпресс состоит из горизонтально расположенных друг над другом фильтрующих плит. Расстояние между ними составляет 25—30 мм. Они расположены между двумя опорными плитами фильтра. Между плитами через ролики протянута бесконечная лента фильтрующей ткани, натяжение которой осуществляется грузами.
Для образования закрытых камер служат замкнутые резиновые шланговые уплотнения- При подаче в них воды под давлением 8—10 ати они раздуваются и уплотняют камеры между собой.
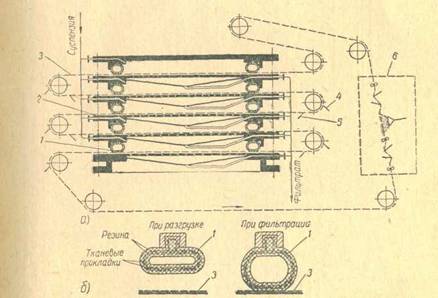
Рис. 4.- Схема автоматического фильтрпресса (ФПАК):
1 резиновый уплотнительный шланг; 2 — фильтрующая плита; 3 фильтрующая ткань; 4 ножи для съема осадка; 5 — нож подчистки; 6 — камера регенерации фильтрующей ткани*
Фильтровальные плиты перекрыты щелевидными ситами, под которыми имеется днище для сбора и отвода фильтрата и промывных вод.
На приводных роликах установлены шабера для снятия осадка и очистки ткани.
Регенерация ткани производится в отдельной камере, где она промывается водой и очищается ножами. После этого восстановленная фильтрующая ткань отжимается роликом и поступает в пространство между плитами.
Работа фильтра состоит из следующих операций: подачи воды в уплотнения камер; подачи в камеры суспензии под давлением до 5 ати; подачи промывочной воды и воздуха для просушки (имеется клапан, отделяющий фильтрат от промывных вод); выписка воды из уплотнений; автоматического включения электродвигателя, приводящего в движение фильтрующую ленту, выносящую осадок из межплитного пространства, и подводящую его под ножи, которые снимают осадок с фильтрующей ткани. Для получения чистого фильтрата ткань протягивается на длину, равную двойному расстоянию между боковыми роликами. Регенерация ткани производится через число циклов, в два раза меньшее, чем число плит. Управление операциями автоматизировано.
Благодаря тому, что толщина осадка в этих фильтрах получается в 2—5 раз меньше, время на фильтрацию уменьшается в 4— 25 раз и производительность увеличивается в 5 и больше раз по сравнению с фильтрпрессом такой же фильтрующей поверхности, но ручного управления.
В настоящее время автоматизированные фильтрпрессы внедряются в химическую, угольную, горнорудную и керамическую промышленность. Разработан ряд типоразмеров на эти фильтрпрессы. Для поверхности 5, 10, 20, 30, 50 м2 и давления 5—6 ати [(3)стр. 65].
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Мешочные фильтры. Эти аппараты состоят из фильтрующих элементов, представляющих
собой тканевые мешки (листы), натянутые на металлические каркасы и помещенные в
горизонтальном или вертикальном корпусе. В современной конструкции мешочного фильтра,
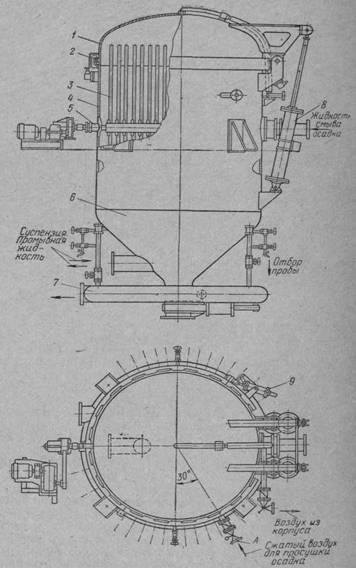
фильтрующие элементы расположены в вертикальном корпусе — фильтр ЛВ-130 (Рис. 5).
Мешочные фильтры. Эти аппараты состоят из фильтрующих элементов, представляющих
собой тканевые мешки (листы), натянутые на металлические каркасы и помещенные в
горизонтальном или вертикальном корпусе. В современной конструкции мешочного фильтра,
фильтрующие элементы расположены в вертикальном корпусе — фильтр ЛВ-130 (Рис. 5).
Фильтрующие элементы состоят из каркаса, сетки коврового типа и фильтрующей основы в виде сетки или ткани и крепятся прижимными планками и клиньями.
Фильтрат отводится снизу каждой рамы через штуцер. Конец штуцера шаровой формы входит в седло с резиновым вкладышем. В верхней части рамы имеются две планки, одна из них входит в паз гребенки корпуса, вторая — в специальную направляющую корпуса с зажимным клиновым устройством. Прорези в середине рамы дают возможность свободно их вынимать без выдвигания питающей трубы. Эта труба служит для подвода суспензии и смывной жидкости. Во время разгрузки фильтра труба приводится во вращение и в возвратно-поступательное движение от электродвигателя через редуктор. Струи воды, вытекающие из сопел, за несколько оборотов трубы смывают осадок. Выгрузка осадка производится с помощью лопастного устройства, вал которого приводится во вращение от электродвигателя (через редуктор) со скоростью 10— 12 об/мин. Осадок удаляется через люк, открывающийся с помощью гидропривода.
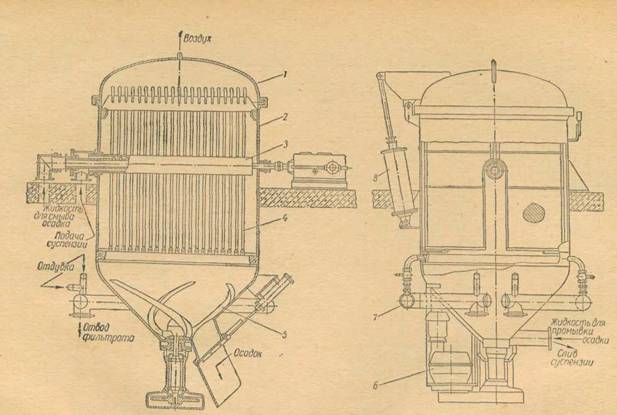
Рис. 5.- Схема вертикального листового фильтра (ЛВ-130).
1— крышки; 2 — корпус; 3 — труба для подачи суспензии и смывной жидкости; 4 — фильтровальная рама; 5 — механизм выгрузки осадка; 6 — привод разгрузчика; 7 — коллектор для отвода фильтрата; S гидравлический механизм для открывания крышки.
Фильтрат из рам поступает по отводам в кольцевую коллекторную трубу. Через эту трубу предусмотрена подача пара или сжатого воздуха для отдувки для пропаривания осадка. Фильтрация производится при давлении 3 ати. Крышка фильтра при этом плотно закрывается байонетным затвором, поворот которого осуществляется при помощи гидравлических цилиндров с поршнями. Поднятие крышки осуществляется поршневым механизмом. После фильтрации следует промывка осадка путем заполнения корпуса водой, затем он просушивается сжатым воздухом или паром, после чего удаляется смывкой через нижний люк.
Управление работой фильтра автоматизировано. После каждой операции следует световой сигнал. Имеется также ручное управление с пульта.
Эти фильтры занимают на 60% меньше площади и на 55% менее металлоемки, чем горизонтальные мешочные фильтры.
1.2.2. Фильтры непрерывного действия.
В фильтрах непрерывного действия происходит автоматическое чередование следующих операций: фильтрации, промывки, просушки, разгрузки осадка и регенерации фильтрующей ткани. Эти операции происходят непрерывно в каждой зоне фильтра и независимо друг от друга, поэтому весь процесс фильтрации протекает также непрерывно.
Конструкции фильтров непрерывного действия различают по форме фильтрующей поверхности и подразделяют на барабанные, дисковые и ленточные. Аппараты каждой из этих групп подразделяются на фильтры, работающие под разрежением, и фильтры, работающие под давлением. Разрежение создается под фильтрующей поверхностью или в пространстве между двумя фильтрующими перегородками. Давление действует всегда в направлении движения фильтруемой жидкости. Движущей силой фильтрации будет и в том и в другом случае разность давлений по обе стороны фильтрующей перегородки. Величина вакуума колеблется от 0,2 до 0,8 ата, избыточного давления — около 5 ати.
Основными преимуществами фильтров непрерывного действия являются: сокращенный рабочий цикл аппарата, так как время затрачивается на основные операции: фильтрацию, промывку и просушку, регенерацию ткани и на прохождение мертвых зон, причем загрузка суспензии и выгрузка осадка и фильтрата производятся непрерывно без затраты на то времени. Все это повышает производительность фильтров непрерывного действия; делает удобным промывку осадка; уменьшает расход фильтрующей ткани; обусловливает легкость обслуживания и экономию рабочей силы.
К недостаткам этих фильтров относятся: сложность конструкции, высокая стоимость, необходимость установки более сложного вспомогательного оборудования, большой расход энергии на привод вакуумнасосов и воздуходувок
Барабанные вакуум-фильтры (рис. 6) состоят из следующих основных частей: барабана с фильтрующими ячейками, ванны с мешалкой, распределительной головки или клапанов, механизма съема осадка, промывного устройства, устройства для заглаживания трещин в осадке и приводов барабана и мешалки.
Работа вакуум-фильтра осуществляется так (Рис.6,а): полый фильтрующий барабан 1 с отверстиями на боковой поверхности, покрытый металлической подкладочной сеткой и фильтрующей текстильной тканью, медленно вращается (со скоростью 0,1—2,6 об/мин) в ванне 2, куда непрерывно подается суспензия-Глубина погружения барабана в суспензию в отдельных конструкциях фильтров бывает от 0,3 до 2 л (фильтры с малой и большой глубиной погружения барабана). Боковая поверхность барабана разделена радиальными перегородками на ячейки, которые при помощи соединительных труб или каналов в корпусе барабана соединены с каналами полой цапфы вала и сообщаются с распределительной головкой (Рис. 6, б), прижатой к торцовой поверхности цапфы. Распределительная головка предназначена для последовательного соединения ячеек барабана с трубопроводами вакуум-насоса и компрессора. При этом погруженные в
| Рис. 6.- Барабанный вакуум-фильтр: а- схема устройств; б- распределительная головка; в- способы съема осадка с барабана фильтра. |
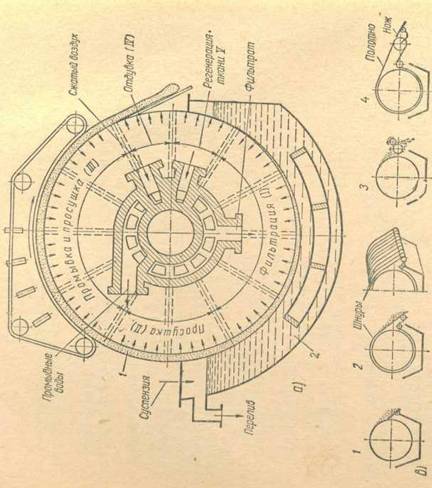
суспензию ячейки барабана сообщаются с вакуум-насосом, и под действием вакуума происходит фильтрация с отложением осадка, а фильтрат проходит внутрь барабана и удаляется через распределительную головку. Часть поверхности барабана, на которой происходит отложение осадка, называется зоной фильтрации (/).
При выходе барабана из суспензии осадок просушивается за счет просасывания через него воздуха (зона просушки //). Затем осадок подвергается действию струй воды, подаваемой в трубки, которые его промывают.
Промывные воды также отсасываются и удаляются через отдельный патрубок распределительной головки (зона промывки ///). Затем осадок вновь просушивается просасываемым через него воздухом. После этого ячейки барабана соединяются с трубопроводом сжатого воздуха, осадок разрыхляется и, подойдя к ножу, спадает с поверхности барабана (зона съема осадка IV). На последнем участке поверхности барабана происходит очистка фильтрующей ткани путем продувки ее сжатым воздухом (зона регенерации ткани V). Затем цикл работы фильтрующего барабана повторяется при следующем его обороте.
Между рабочими зонами // и ///, V и / находятся небольшие мертвые зоны, которые препятствуют сообщению между собой рабочих зон при переходе через них ячеек барабана.
В распределительной головке (Рис. 6, б) соприкосновение торца вала барабана 1 с ее корпусом 4 происходит с помощью двух шайб. Шайба 2 прикреплена к торцу вала и имеет отверстия по числу ячеек барабана- Шайба 3 крепится к головке и имеет четыре неодинаковые по длине прорези, соответствующие камерам в головке: через прорезь в камеру А проходит фильтрат из зоны /, через прорезь в камеру Б—фильтрат из зоны // и промывные воды из зоны ///, через прорезь в камеры В и Г подается сжатый воздух в зоны IV и V. Неподвижный корпус головки прижимается к вращающейся шайбе 2 посредством пружины 5.
Для предотвращения осаждения взвешенных частиц из суспензии в ванне фильтра служит мешалка. Покровная лента, движущаяся за счет трения о поверхность осадка, заглаживает трещины в осадке, предотвращая этим падение вакуума. При этом она пропускает промывную воду из труб. Для удаления воды из осадка после его промывки, помимо просасывания воздуха, применяют вибрацию. Вибраторы — это свободно висящие на осях и закрепленные на крестовинах кольца, которые при вращении крестовины ударяют по поверхности лежащего на осадке резинового листа, вызывая этим уплотнение осадка и дополнительный отжим влаги из него.
Способ удаления осадка зависит от его свойств и толщины
(Рис.6, в)- Так, плотные и маловлажные осадки толщиной 8— 10 мм снимаются ножом 1; тонкие (2—4 мм) — бесконечными шнурами, охватывающими барабан 2; тонкие мажущие осадки съемным валиком 3; съем очень тонких осадков осуществляется бесконечным фильтрующим полотном 4.
Для фильтрации жидкостей с тяжелыми взвешенными частицами или выделяющими ядовитые или огнеопасные пары применяют также вакуум-фильтры с внутренней фильтрующей поверхностью (Рис. 7). В эти аппараты жидкость подается внутрь барабана, снабженного закраиной или полностью закрытого, и на его внутренней поверхности при фильтрации образуется осадок. Жидкость занимает дугу барабана в 90°. Осадок снимается с помощью ножа и падает в наклонный желоб. Фильтрат удаляется через распределительную головку.
Привод барабана осуществляется за счет трения между роликом и бандажам, закрепленным на барабане. Промывка осадка обычно на этих фильтрах не производится, так как промывные воды могут разбавлять фильтруемую суспензию.
Существенным усовершенствованием барабанных фильтров являются барабанные фильтры, работающие под давлением (рис. 8).
Барабан фильтра находится в закрытом кожухе, нижняя часть которого
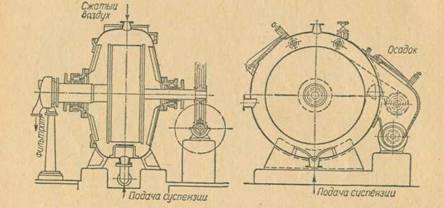
Рис.8.- Схема фильтра, работающего под давлением.
является ванной для суспензии. Фильтрация происходит под давлением сжатого воздуха, подаваемого сверху в кожух. Давление воздуха составляет от 2 до 5 ати. Работают эти фильтры интенсивнее вакуумных, но они более сложны по устройству и требуют специальных приспособлений для выгрузки осадка [(3)стр. 72].
Дисковые вакуум-фильтры. Дисковый вакуум-фильтр (рис. 9.) состоит из ванны 9, фильтрующих дисков 1, закрепленных на полом валу 2, и распределительного устройства 3, аналогичного барабанным вакуум-фильтрам, с отводами для фильтрата 4 и штуцерами для сжатого воздуха 5.
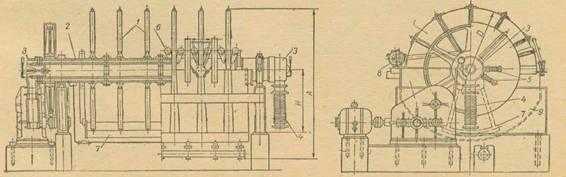
Рис. 9.- Схема дискового вакуум-фильтра
Число дисков колеблется от 1 до 10 и более при общей поверхности фильтрации их от 1 до 100 м2. Промывное устройство обычно отсутствует, так как промывка осадка сопровождается сильным разбавлением осадка, поэтому эти фильтры применяются для фильтрации суспензий без промывки осадков. Конструкция их характеризуется компактностью и большой фильтрующей поверхностью в единице объема, занимаемого фильтром.
Ванна или корыто фильтра разбиты перегородками на отдельные секции, и в каждую из них до уровня вала погружен диск. Уровень суспензии в ванне поддерживается постоянным при помощи переливных труб. Для перемещения суспензии в ванне установлена маятниковая мешалка 7, такой же конструкции, как и у барабанных вакуум-фильтров, с приводом от эксцентрика 8; для снятия осадка установлены ролики 6,.
Фильтрующие диски состоят из секторов, число которых достигает 12 и более.
Конструкция сектора диска. Он состоит из боковых металлических планок, верхней деревянной планки и металлических пластин. В качестве опоры для фильтрующей ткани служат рифленые деревянные доски. Внизу сектор при помощи штуцера закреплен на полом валу фильтра. Секторы соединены между собой при помощи планок и тяг. Через штуцеры воздух и фильтрат поступают в продольные каналы вала, число, которых равно числу секторов диска. По ним фильтрат и воздух поступают через распределительную головку во всасывающий трубопровод вакуум-насосной установки. Фильтрующая ткань изготовляется в виде трапециевидного мешка, который натягивается на сектор и внизу туго завязывается на горловине штуцера 5. Верхние края мешка зажимаются пластиной.
Съём осадка производится при помощи радиально поставленных ножей.
Суспензия поступает в секции фильтра снизу в количестве, превышающем необходимое для фильтрации; избыток ее уходит через переливной патрубок.
В ванне
суспензия перемешивается мешалками и самими дисками. Фильтрация происходит при вращении![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() дисков, делающих 0,1—3 об/мин. При этом фильтрат
отсасывается через ткань. После зоны фильтрации следует зона просушки и зона
съема осадка. В последнюю подается сжатый воздух для отделения осадка от
фильтрующей ткани. Этому помогают и скребки.
дисков, делающих 0,1—3 об/мин. При этом фильтрат
отсасывается через ткань. После зоны фильтрации следует зона просушки и зона
съема осадка. В последнюю подается сжатый воздух для отделения осадка от
фильтрующей ткани. Этому помогают и скребки.
Наличие отдельных секторов, из которых состоят диски этих фильтров, позволяет на каждом из дисков производить замену секторов и фильтрующей ткани независимо от других дисков. Дисковые фильтры находят применение в химической, горнорудной, угольной и других отраслях промышленности. Для фильтрации суспензий с одинаковой крупностью твердых частиц, образующих плотный осадок толщиной не менее 8 мм.
Дисковые фильтры, как и барабанные, изготовляются также для работы под давлением. Для этого вал с дисками помещен в герметическом корпусе, куда подается сжатый воздух под давлением до 7 ати и под этим давлением происходит фильтрация, промывка и просушка осадка. Осадок снимается с фильтрующей поверхности при помощи ножей и выводится из аппарата действием шнекового устройства с пружинным клапаном [(3) стр. 72].
Разновидностью дисковых фильтров являются план-фильтры (рис. 10) применяющиеся для фильтрации суспензий с твердыми крупнозернистыми частицами, осадки которых требуют тщательной промывки. Однако они характеризуются громоздкостью, малой поверхностью фильтрации на единицу объема, затруднительным съемом осадка и регенерацией ткани.
Дисковые фильтры, как и барабанные, изготовляются также для работы под давлением. Для этого вал с дисками помещен в герметическом корпусе, куда подается сжатый воздух под давлением до 7 ати и под этим давлением происходит фильтрация, промывка и просушка осадка. Осадок снимается с фильтрующей поверхности при помощи ножей и выводится из аппарата действием шнекового устройства с пружинным клапаном.
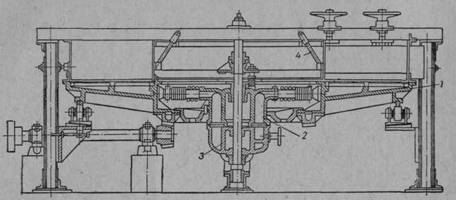
Рис. 10.- Схема план-фильтра:
1 — диск; 2—полый вал; 3—распределительная головка; 4 .— нож для удаления осадка.
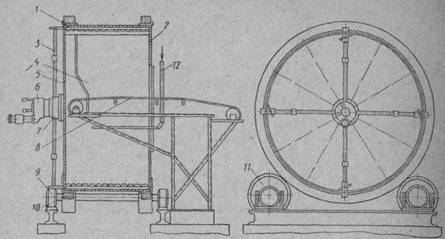
Ленточные вакуум-фильтры. Ленточный фильтр (рис. 11, а) состоит из бесконечной резиновой перфорированной ленты 7, натянутой на приводной и натяжной барабаны 1 и 6.
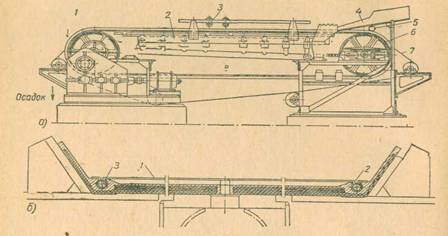
Рис.11.- а - ленточный фильтр, б - фильтрующая лента.
Верхняя часть ленты скользит по горизонтальной вакуум-камере 2, сообщающейся с коллектором 8.
Вакуум-камера имеет несколько отсеков, благодаря чему фильтрат отводится отдельно от промывной жидкости. Сама камера представляет собой чугунную отливку круглого или прямоугольного пустотелого сечения с решеткой, по которой движется лента, Для предохранения камеры от забивания кристаллизующимися растворами она имеет рубашку, в которую поступает горячая вода.
Для подачи суспензии на ленту служит лоток 4, под ним находится принудительно вращающийся валик 5, предохраняющий суспензию от растекания по натяжному барабану.
Осадок разгружается с приводного барабана под действием собственного веса или с помощью отдувки, а также гидравлического смывного устройства, в зависимости от состояния осадка.
Промывка производится из спрысков 3, установленных вдоль ленты. Оставшаяся в отверстиях ленты промывная вода удаляется на натяжном барабане вакуумным устройством. Скорость ленты изменяется от 0,3 до 1,5 м/мин, толщина осадка — от 1 до 25 мм. Вакуум может быть доведен до 600 мм рт. ст.
Выпускаемые ленточные фильтры имеют фильтрующую поверхность от 1,2 до 4,8 м2 при ширине ленты 0,5 и 1 м. Стоит задача увеличить поверхность фильтрации до 10 м2. На рис. 10, б показана резиновая лента фильтра с натянутой на ней фильтрующей тканью 1. Крепление ткани производится путем закладывания краев в продольные канавки 2 и заклинивания ее там специальными шнурами 3 [(2) стр. 208].
Патронные фильтры применяют для осветления и сгущения суспензий. Фильтр (рис. 12) состоит из вертикального цилиндрического корпуса 2 с днищем 5 и фланцевой крышкой 1. Внутри корпуса на кольце 4 закреплена трубная решетка 3, в которой размещены фильтрующие элементы патроны 7 с дном 6 и крышкой 8. Патроны представляют собой закрытые снизу перфорированные трубки, изготовленные чаще всего из пористой керамики или пластмассы. Суспензия подается в корпус под давлением через штуцер 11. Фильтрат проходит через боковую пористую фильтрующую поверхность патронов внутрь и выводится из них в прием ник,
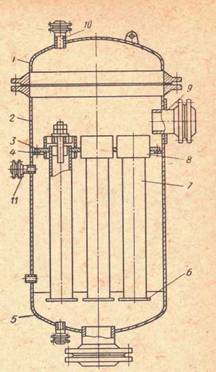
Рис. 12.- Патронный фильтр
образуемый трубной решеткой и крышкой, а затем выходит через штуцер 9.
Осадок накапливается на стенках патронов. Его удаляют чаще всего промывкой жидкостью, подаваемой внутрь патронов через штуцер 10. Патронные фильтры изготовляют по нормалям, например ОН 26-01-81—68.
Листовые фильтры применяют для осветления тонкодисперсных суспензий с содержанием твердой фазы менее 0,1%, а также для разделения различных суспензий с содержанием твердой фазы 1—3%. По расположению корпуса они делятся на вертикальные и горизонтальные.
На рис. 13 показан вертикальный листовой фильтр, представляющий собой стальной цилиндрический корпус 4 с коническим днищем 6 и эллиптической откидной крышкой 1. Крышка соединяется с корпусом байонетным затвором 2. Для поворота и подъема крышки служат гидросистемы 8 и 9. Внутри корпуса установлены вертикальные фильтровальные элементы 3 в виде рамок из стальных полос, обтянутых по бокам сетками и фильтровальной тканью. Внутренние полости рамок сообщаются трубками с коллектором 7 вывода фильтрата. После заполнения корпуса суспензией в нем создается давление, под действием которого фильтрат попадает в полости фильтрующих элементов, а затем — в коллектор. Осадок накапливается на их поверхности и удаляется вместе с промывной жидкостью или механическим способом; в последнем случае листы встряхиваются специальным механизмом 5.
Листовые фильтры изготовляют по нормалям, например ОН 26-01-70—68.
 |
В фильтрах непрерывного действия одновременно, но в разных зонах протекают непрерывные операции фильтрации, промывки, просушки,
Рис. 13.- Листовой фильтр
разгрузки осадка и регенерации фильтрующей ткани. В целом весь процесс фильтрации осуществляется непрерывно.
Барабанные вакуум-фильтры с внутренней фильтрующей поверхностью предназначены для фильтрации грубодисперсных нейтральных, щелочных или кислых суспензий с высокой скоростью осаждения частиц твердой фазы и разной крупностью частиц.
 |
Фильтр (рис. 14) состоит из сварного барабана 4, распределительной головки 6, роликовых опор 11, привода и ленточного транспортера 8.
Рис. 14.- Барабанный вакуум-фильтр с внутренней фильтрующей насадкой
Барабан с одной стороны имеет глухую плоскую стенку 5, а с другой — кольцевой борт 2. С помощью двух бандажей 10 он установлен на опорных роликах 11, имеющих реборды. Ролики насажены на вал, установленный в подшипниках 9 и получают вращение от привода. Внутри барабана приварены продольные полосы, к которым прикреплены фильтрующие элементы 1, образующие секции. Секции сообщаются радиальными трубками 3 с отверстиями, расположенными по окружности торцовой поверхности цапфы 7. К цапфе плотно прижата неподвижная распределительная головка 6. При вращении барабана секции последовательно сообщаются с камерами распределительной головки.
Суспензия подается по трубке 12 в барабан до уровня "кольцевого борта 2. Из зоны фильтрации фильтрат выводится, как и в ранее рассмотренной конструкции. Твердая фаза в виде слоя осадка накапливается на внутренней поверхности. В зоне съема осадка внутрь секций подается сжатый воздух, который отделяет осадок от ткани. Он попадает на ленту транспортера и выгружается.
В соответствии с ГОСТ 8722—68 изготовляют барабанные вакуум-фильтры рассмотренной конструкции двух типов: ВУ — с основными деталями из углеродистой стали; ВК — с основными деталями из кислотостойкой стали. Поверхность фильтрации таких фильтров 10; 25 и 40 м2; диаметр барабана 2,5 м. Обозначение этих фильтров аналогично обозначению фильтров с внешним питанием.
Карусельные фильтры применяют для разделения быстро-осаждающихся суспензий с неоднородной крупностью твердой фазы при необходимости тщательной промывки осадка. Фильтр состоит (рис. 14) из подвижной рамы 1, опирающейся на роликовые опоры 7, и неподвижной рамы 2.
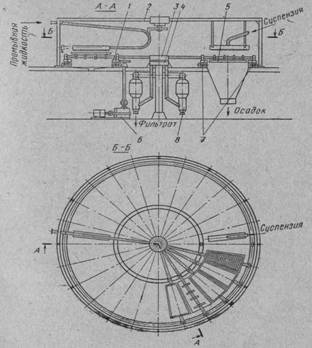
Рис. 15.- Вакуум-фильтр карусельный К50
На раме 2 укреплены устройства для заливки суспензии [и промывной] жидкости. Роликовые опоры 7 расположены концентрически в 2 ряда.
На подвижной раме 1 (карусели), состоящей из двух концентрических колец, расположены 24 ковша 5 (Нутч-фильтр). Ковши, установленные в подшипниках, при выгрузке осадка поворачиваются специальными устройствами вокруг своей горизонтальной оси. Рама /, вращаясь, катится по роликовым опорам. Ее привод 6 установлен внизу.
Каждый ковш, состоящий из металлической коробки и фильтрующего устройства, соединен гибким шлангом с центральной цапфой 3, которая прижата к распределительной головке 4.
При вращении подвижной рамы каждый нутч-фильтр проходит последовательно зоны заливки суспензии, фильтрации, промывки, просушки и сброса осадка. В зоне сброса осадка ковш автоматически поворачивается вокруг своей горизонтальной оси, и осадок сбрасывается в бункер, расположенный внизу. Фильтрат из распределительной головки выводится в вакуум-сборники 8. После разгрузки фильтровальная ткань промывается и просушивается [(4) стр. 72 ].
2. Описание технологической схемы фильтрации
Белая фильтрация предназначена для отделения гидратированной двуокиси титана (ГДТ) от гидролизной кислоты и отмывки ГДТ от хромофорных примесей путем фильтрования на листовых вакуум-фильтрах в две стадии с репульпацией пасты ГДТ после каждой стадии. На первой стадии ГДТ отделяется от гидролизной кислоты через слой древесной муки, отмывается от основного количества примесей и подается на отбелку. После отбелки суспензия ГДТ подается на вторую стадию, где фильтруется через слой древесной муки, окончательно отмывается от хромофорных примесей и подастся на солеобработку. Суспензия ГДТ, обработанная солевыми добавками, направляется на третью стадию фильтрации на барабанных вакуум-фильтрах для выделения осадка ГДТ, который затем подается в прокалочные печи.
2.1._Первая стадия фильтрации
Водная суспензия древмуки с массовой концентрацией (35+50)г/дм3 из бака поз. 1, 2 насосом поз. 3/1-2, 4/1-2 закачивается в ванну поз. 5/3,4, где разбавляется водой при перемешивании воздухом до массовой концентрации древмуки (5÷10)г/дм3. Затем в ванне поз. 5/3.4 производится набор вспомогательного фильтрующего материала (ВФМ) - древмуки на поверхность фильтровальных рамок пакета листовых вакуум-фильтров поз. 6 при разрежении (1÷2)×104Па в течение (3÷5)минут. После набора вспомогательного фильтрующего слоя пакет листового фильтра поз. 6 переносится в наборную ванну I стадии фильтрации поз. 7/2-5, которая предварительно заполняется послегидролизной суспензией ГДТ из сборника поз. 8/1-4.
Скорость набора пасты ГДТ на 1-ой стадии составляет (0,10÷0,11) м3/м2час по суспензии при вакууме (5÷6)104Па до толщины слоя ГДТ (30÷40)мм. Фильтрат - гидролизная кислота через ресивер поз. 9/2-5, гидрозатвор поз. 10/2 насосом поз.11/3-4 откачивается по требованию в цех концентрации гидролизной кислоты или в канализацию. После набора слоя пасты ГДТ пакет листового фильтра поз. 6 переносится краном поз. 12/5,6 в одну из промывных ванн поз. 13/5-12 и промывается подогретым до (50+60)°С фильтратом 2-ой стадии промывки ГДТ или химочищенной водой. Промывка производится в течение (2÷4) часов до содержания железа в фильтрате не более 200мг/дм. При этом промывной фильтрат через ресивер поз. 14/5-12. гидрозатвор поз. 15/2-3 насосом поз. 16/3-6 направляется в отстойник-сгуститель поз. 17/1-2 или в кислотонакопитель.
Пакет фильтра с промытой пастой ГДТ переносится краном поз.0534/5-6 в разгрузочную воронку поз. 18/5-6. Паста ГДТ срезается с поверхности рамок фильтра тонкой струей воды, подаваемой под давлением из шланга. Затем она сбрасывается в репульпатор поз. 19/2.3. где репульпируется химочищенной водой в течение (20÷60)мин. до массовой концентрации Tio2 (320±20)г/дм3 и насосом поз. 20/3-6 суспензия ГДТ подаётся на стадию отбелки в поз. 21/4,10.
2..2._Вторая стадия фильтрации
Из сборника поз. 22/2-3 насосом поз. 23/3-6 суспензия ГДТ подаётся в наборную ванну 2-ой стадии фильтрации поз. 7/1.
На второй стадии фильтрации намывка вспомогательного фильтрующего материала (ВФМ) - древмуки на пакет фильтра поз. 6/1; 6/2 происходит в ванне поз. 5/1 -2. Технология намывки ВФМ аналогична первой стадии фильтрации.
Затем пакет фильтра с намывным слоем переносится в заранее заполненную суспензией ГДТ ванну поз. 7/1. Набор пасты ГДТ производится со скоростью 0,14м3/ м2час по суспензии при вакууме (5÷6)х104Па на пакет листового фильтра поз. 6/1 до толщины слоя осадка (30÷40)мм. Фильтрат отбелки через ресивер поз. 24 и гидрозатвор поз. 25 насосом поз. 26/1-2 направляется в сгуститель поз.27/1-2.
После набора пасты ГДТ пакет листового фильтра поз. 6/1-6 переносится краном поз. 12 в одну из промывных ванн поз. 13/1-4 и промывается нагретой до температуры (50÷60)°С химочищенной водой из сборника поз. 28 или из магистрали в течение (2÷4) часов до массовой концентрации железа в фильтрате не более 20мг/м. Скорость промывки (0,045÷0,050)м3/м2час. Такое остаточное содержание железа обеспечивает его массовую долю в кальцинате в пределах (0,006-0.008)% в пересчёте на Fe2 О3/TiO2.
Пакет фильтра с промытой пастой ГДТ переносится в разгрузочную воронку 2-ой стадии поз. 29. Паста ГДТ срезается с поверхности рамок фильтра тонкой струей воды, подаваемой под давлением из шланга, и сбрасывается в репулытатор поз. 30/1, где репульпируется до плотности (1,243÷1,290)г/см3, что соответствует массовой концентрации TiO2 (320±20)г/дм3. Далее суспензия ГДТ насосом поз. 31/1-2 перекачивается в реактор-корректор поз. 32/1,2.
Фильтрат 2-ой стадии фильтрации через ресивер поз. 33/1-4, гидрозатвор поз. 34 насосом поз. 35/1-2, откачивается в сборник поз. 36/2 и далее на первую стадию фильтрации или при отсутствии необходимости использования для промывки на I стадии - в канализацию.
Листовой вакуум-фильтр состоит из большого числа фильтрующих элементов -34 пластин размером (1900х1500х30)мм и (1800х1740х30)мм. каждая из которых серьгами с помощью металлических штифтов крепится на кронштейны рамы, на которой также установлен ресивер. Каждая пластина обтянута фильтровальной тканью и соединена с ресивером полипропиленовыми трубами диаметром 20мм. В пластине имеются четыре канала диаметром 12мм для отвода фильтрата и распределения вакуума между ребристой поверхностью пластины и тканью. Пакет вакуум-фильтра поднимается и перемещается при помощи мостового крана, управляемого с пола. Фильтр работает следующим образом: фильтрующие элементы (пакет пластин) погружают в ванну с суспензией и создают в них определённый вакуум.
В процессе работы фильтрат через вакуумные каналы пластин поступает в горизонтальный ресивер, установленный на раме и далее в рабочий ресивер и гидрозатвор, а осадок равномерно распределяется по поверхности пластин. При достижении необходимой толщины слоя осадка производится перенос пакета пластин при поддержании вакуума в промывную ванну. После окончания промывки пакет фильтра переносится в разгрузочную ванну, где при снятом вакууме осадок срезается струей воды, первоначально репульпируется в шнеке и подается в репульпатор.
По мере загрязнения фильтровальные ткани регенерируются путём погружения пакета листового фильтра в ванну поз. 37/1-2 (на 1-ю и 2-ю стадии фильтрации) с раствором плавиковой кислоты концентрацией (1О÷35)г/дм3 на (25÷30)минут, после чего пакет фильтра вновь вводится в работу. Через (2,5÷3) месяца работы фильтровальную ткань заменяют.
Фтористоводородная кислота (плавиковая) поступает в цех в металлических бочках с полиэтиленовым покрытием. Бочки устанавливаются в контейнер поз. 38 и с помощью захвата поз. 39 мостовым краном поз. 40 контейнер с бочками плавиковой кислоты поднимается на площадку на отм. 13.000 и устанавливается на поворотную платформу поз.41. Далее эжектором поз. 42, в котором происходит разбавление плавиковой кислоты технической водой до концентрации не более 35г/дм2 разбавленная плавиковая кислота подаётся в ванну регенерации поз.31/1-2.
При регенерации происходит перевод ГДТ в растворимую соль TiOF2:
TiO(OH)2 + 2HF → TiOF2 + 2H2О
При снижении концентрации плавиковой кислоты ниже 10г/дм3 кислота из ванны поз. 31/1-4 самотеком сливается в бак нейтрализации поз. 43. Нейтрализация проводится известковым молоком, которое доставляется в цех автоцистерной и закачивается насосом поз. 44/1 в сборник известкового молока поз. 45 и далее насосом поз. 44/2 подастся в бак-нейтрализатор поз. 43. При нейтрализации проходят следующие реакции:
2HF + Са(ОН)2 → CaF2↓ + 2Н2О
TiOF2 + Са(ОН)2 →CaF2↓ + TiO(OH)2
Нейтрализованная суспензия самотеком направляется в кислотонакопитель.
2.3.Узел сгущения
Фильтрат I стадии промывки, суспензия TiO: после газоочистки непрерывно подаются через загрузочную воронку в сгуститель поз. 46/1.2 ниже зеркала пульпы. При выходе из воронки частицы ГДТ, ТЮ2 расходятся по всему сечению сгустителя и оседают под действием силы тяжести на дно.
Гребковое устройство, совершающее 4,7об/мин, разрыхляет осадок ГДТ и перемещает его по дну к разгрузочному штуцеру в центре сгустителя, через который осадок в виде сгущенной суспензии самотеком поступает в сборник поз. 47/4, откуда насосом поз. 48/1,4 откачивается в поз.49/1-4 или в наборную ванну I стадии.
Осветленный раствор с содержанием TiO2 не более 0,5г/дм выводится из сгустителя через кольцевой желоб, расположенный в верхней части, в сборник поз. 50, откуда насосом поз.51 подаётся в сборник поз. 52/2 на «черную» фильтрацию.
Приготовление раствора полиакриламида (ПАА) производится в баке для растворения коагулянта поз.53. В бак поз. 54 подаётся 2,5м3химочищенной воды, которая подогревается до температуры (60-70)°С, затем загружается (100-150)кг 7%-ного гелеобразного полиакриламида и при непрерывном перемешивании производится растворение ПАА в течение (6-8)часов.
3.Технологический раздел
3.1. Расчёт площади фильтрации
Исходные данные:
фильтруемая суспензия гидротированная двуокись титана
1. содержание твердой фазы в фильтруемой суспензии С1=0,17 кг/кг
2. содержание твердой фазы во влажном осадке С2=0,68 кг/кг
3. плотность жидкой фазы суспензии ρф=1,8·103 кг/м3
4. плотность твердой фазы суспензии ρс=2,9·103 кг/м3
5. динамическая вязкость фильтрата µ=0,67·10-6 кгс·мин/ м3
6. динамическая вязкость промывной жидкости µпр=0,685·10-6 кгс·мин/ м3
7. производительность фильтрата Q=1,7т/час, Q=0,0098 м3/мин
8. константы удельного сопротивления фильтрующей перегородки Ro=51,75·1010
9. удельное сопротивление осадка rm=0,58·1012
10. давление фильтрации и промывки р=рпр=600 кгс/ м2
11. толщина влажного осадка ГДТ h2=0,035 м
12. необходимое количество промывной жидкости на 1 кг влажного осадка в м3 αо=0,0005 м3/кг
Расчет
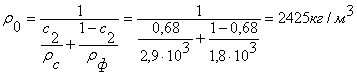
1. плотность влажного осадка[(3) стр. 58]:
2. количество сухого осадка на единицу объёма фильтрата[(3) стр.58]:
3. объём влажного осадка в 1м3 фильтрата[(3) стр. 79]:
![]()
4. константы уравнений фильтрации[(3) стр.80]:
![]()
![]()
V`0=
V`=![]()
5. время фильтрации[(3) стр. 59]:

6. константа уравнения промывки[(3) стр. 81]:

7. время промывки[(3) стр. 60]:

8. общая продолжительность рабочего цикла[(3) стр. 81]:
τ0=τ+τ`пр=10670+1499=12169 мин
9. полная поверхность фильтрации[(3) стр. 77]:

10. плотность суспензии[(3) стр. 81]:

11. количество суспензии, подаваемой на фильтр[(3) стр. 81]:
![]()
12. объём суспензии, поступающей в ванну[(3) стр.82]:

13. полезный объём ванны фильтра[(3) стр. 82]:
Vв=Qсус·τo=0,00021 ·12169=2,56 м3
Выбираем установку фильтрации на листовых вакуум – фильтрах с площадью фильтрации F=192м2.Фильтрование на них производится в две стадии.
3.2. Расчёт производительности фильтра
3.2.1. Первая стадия фильтрации
Исходные данные:
поверхность фильтрования, F - 192м2
толщина осадка ГДТ, δ - 35мм
плотность влажного осадка , ρ0 - 1437кг/м3
влажность отфильтрованного
осадка , W - 69%
время цикла фильтрования, τц - 3,5 ÷ 5,75ч
Масса влажного осадка, отлагающегося на единице поверхности фильтрования за время фильтрования[(4) стр. 37]:
тос= ρ0 ∙ δ = 1437 ∙ 0,0035 = 50,3кг/м2
Удельная производительность фильтра по сухому осадку[(4) стр. 37]:
Qос=![]()
Qос1=![]()
Qос2=![]()
Qос=2, 71 ÷ 4, 45 кг/м2ч
Согласно исходным данным в 1кг пасты ГДТ содержится 0,81кг TiO2.
Тогда удельная производительность фильтра по TiO2 будет равна:
Qос TiO2= Qос∙0.81 = 2.2 ÷ 3.6 кг/м2ч
Часовая производительность цеха по TiO2 равна 1700кг/ч.
Необходимое количество фильтровальных пакетов (в зависимости от времени фильтровального цикла) [(4) стр. 38]:
n1 = ![]()
n2 = ![]()
3.2.2. Вторая стадия фильтрации
Исходные данные:
поверхность фильтрования, F - 192м2
толщина осадка ГДТ, δ - 35мм
плотность влажного осадка , ρ0 - 1330кг/м3
влажность отфильтрованного
осадка , W - 68%
время цикла фильтрования, τц - 3,3 ÷ 5,25ч
Масса влажного осадка, отлагающегося на единице поверхности фильтрования за время фильтрования:
тос= ρ0 ∙ δ = 1330 ∙ 0,0035 = 46,55кг/м2
Удельная производительность фильтра по сухому осадку:
Qос=![]()
Qос1=![]()
Qос2=![]()
Qос=2, 84 ÷ 4, 5 кг/м2ч
Согласно исходным данным в 1кг пасты ГДТ содержится 0,81кг TiO2.
Тогда удельная производительность фильтра по TiO2 будет равна:
Qос TiO2= Qос∙0.81 = 2.3 ÷ 3.65 кг/м2ч
Часовая производительность цеха по TiO2 равна 1700кг/ч.
Необходимое количество фильтровальных пакетов (в зависимости от времени фильтровального цикла):
n1 = ![]()
n2 = ![]()
3.2. Выбор конструкционного материала
В химическом машиностроении в качестве конструкционных материалов применяют черные металлы и сплавы (стали, чугуны). Цветные металлы и сплавы, неметаллические материалы (пластмассы, материалы на основе каучука, керамику, углеграфитовые и силикатные материалы).
Специфические условия эксплуатации химического оборудования, характеризуемые широким диапазоном давлений и температур при агрессивном воздействии среды, определяют следующие требования к конструкционным материалам:
высокая химическая и коррозионная стойкость материалов агрессивных средах при рабочих параметрах;
высокая механическая прочность при заданных рабочих давлениях, температуре и дополнительных нагрузках, возникающих при гидравлических испытании и эксплуатации аппаратов;
хорошая свариваемость материалов с обеспечением высоких механических свойств сварных соединений;
низкая стоимость и недефицитность материалов.
Стали имеют наибольшее применение в химическом машиностроении, так как они лучше других материалов удовлетворяют перечисленным требованиям.
Для изготовления сосудов и аппаратов рекомендуется применять сталь, выплавленную в мартеновских и электрических печах, а в отдельных случаях - сталь кислородно-конверторного производства.
По химическому составу и механическим свойствам материалы должны удовлетворять требованиям ГОСТов, ТУ и ОСТ 26-291-71. Качество и характеристики материалов должны быть подтверждены заводом-поставщиком в соответствующих сертификатах. При проектировании аппаратов необходимо проверить соответствие качества выбранного материала требованиям ОСТ 26-291—71.
Сталь углеродистая обыкновенного качества поставляется по
ГОСТ 380-71 (сортовая, фасонная, листовая, широкополосная, трубы, поковки, ленты, проволока и т. д.) и применяется при изготовлении обечаек, днищ, фланцев, люков, лазов, патрубков и других деталей аппаратов, работающих в интервале температур от -20 до +425°С и давлении до
5 МПа.
В зависимости от назначения и гарантируемых характеристик сталь подразделяется на три группы:
А -поставляемую по механическим свойствам;
Б -поставляемую по химическому составу;
В -поставляемую по механическим свойствам и химическому составу.
Кроме того, по группе А введены три, по группе Б - две и по группе В - шесть категорий стали.
Стали изготовляют следующих марок:
группы А -СтО; Ст1, Ст2,..., Ст6;
группы Б -БСтО, БСт1,..., БСт6;
группы В -ВСт1, ВСт2,..., ВСт5.
Сталь всех групп с номерами марок 1, 2, 3, 4 по степени раскисления изготовляют кипящей (кп), полуспокойной (пс), спокойной (сп), а с номерами 5 и 6 - полуспокойной и спокойной.
В обозначениях марок сталей буквы «Ст» означают «сталь», цифры от 0 до 6 -условный номер марки в зависимости от химического состава и механических свойств; буквы Б и В перед обозначением марки означают группу стали (в обозначении марки стали группы А букву А не указывают). Для обозначения степени раскисления к обозначению марки стали после номера марки добавляют индексы: кп, сп, пс.
Для обозначения категории стали к обозначению марки, добавляют в конце номер соответствующей категории. Например, СтЗсп2, БСтЗкп2, ВСтЗпс2, ВСтЗспб. Первую категорию в обозначении марки не указывают (например, ВСт2сп).
Стали качественные углеродистые конструкционные ГОСТ 1050-74 и 5520-69 применяют для изготовления сварных эмалированных аппаратов, корпусов, днищ, трубных пучков теплообменников, змеевиков и других элементов аппаратов, работающих в интервале температур от -20 до +475°С при давлении до 10 МПа с неагрессивными и малоагрессивными средами.
По ГОСТ 1050-74 изготовляют стали: 05кп; 08кп; 08пс; 08; 10кп; 10пс; 10; 15кп; 15пс; 15; 20кп; 20пс; 20; 25; 30; 35; 40; 45; 50; 55; 58; 60; 65; 70; 75; 80; 85; 60Г; 65Г; 70Г.
Рекомендуется применять стали марок 10, 15, 20
(ГОСТ 1050-74) и 12К, 15К, 16К, 18К, 20К (ГОСТ 5520-69) для изготовления аппаратов и сосудов, работающих под давлением при температуре от -20 до +475° С.
Стали легированные конструкционные (ГОСТ 4543-71) содержат легирующих компонентов от 2,5 до 10% и применяются для изготовления обечаек, днищ, фланцев, трубных решеток, крепежных и других деталей аппаратов, работающих в интервале температур от -40 до +560°С при давлении до 10 МПа, а также для изготовления тяжело нагруженных деталей машин (шестерен, коленчатых валов, осей, штоков, роторов центрифуг, пружин и т. д.).
На заводах используют следующий сортамент:
сталь толстолистовая по ГОСТ 11269-65 (25ХГСА, ЗОХГСА, 30ХГСН2А) и тонколистовая по ГОСТ 1542-71;
поковки из сталей марок 20Х, 15ХМ, 30ХМА, 40Х;
трубы по ГОСТ 550—58 и МРТУ 14-4-21-67 из стали 15ХМ.
В зависимости от химического состава и свойств сталь делится по ГОСТ 4543-71 на три категории: качественная; высококачественная - А; особо высококачественная - Ш.
Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные (ГОСТ 5632-72) применяют для изготовления элементов машин и аппаратов, работающих в интервале температур от -253 до +600°С при повышенных давлениях и агрессивных средах. Сталь поставляется в виде листов (ГОСТ 7350-66).
Двухслойные стали (ГОСТ 10885-64) находят все большее применение, так как позволяют экономить дорогостоящие высоколегированные стали. Они представляют собой листы, состоящие из двух гомогенно соединенных слоев: основного из недифицитной стали и плакирующего (защитного) из высоколегированной стали. Толщину основного слоя определяют по расчетам на прочность, а толщину плакирующего слоя принимают обычно равной 2- 5 мм.
В настоящее время наиболее распространены двухслойные стали, с основным слоем из сталей 10, ВСтЗсп2 -ВСтЗспб, 15К, 20К, 16ГС, 09Г2С, 10ХСНД, а плакирующим - из сталей 08X13, 12Х18Н10Т, 08Х18Н10Т, 10Х14П4Н4Т, 10Х17Н13МЗТ, 08Х17Н13М2Т, 08Х17Н15МЗТ, 06ХН28МДТ.
В соответствии с ГОСТ 10885-64 двухслойные листы поставляют толщиной от 4 до 160 мм.
Конструкционные материалы, используемые в установке:
Рама и опоры фильтра изготавливаются из стали марки Ст3, так как они не вступают в контакт с агрессивной средой.
Ресивер фильтра изготавливается из полипропилена, так как фильтрат, с которым он контактирует, является агрессивной средой.
Листы фильтровальные изготавливаются из полипропилена, так как суспензия гидратированной двуокиси титана является агрессивной.
Трубы Ду 20, предназначенные для соединения фильтровальных листов с ресивером изготавливаются из полипропилена, так как они работают в агрессивной среде.
Все узлы присоединения к вакуумной системе изготавливаются из сплава 06ХН28МДТ.
Всасывающие трубы для отвода фильтрата изготавливаются из хромоникелевой стали марки X 8, так как среда агрессивная.
Корпус ванны изготавливается из углеродистой стали марки Ст. 3,так как он не контактирует с агрессивной средой, а само корыто изнутри гуммируется.
Все задвижки изготавливаются хромоникелевым литьём из стали марки Х12.
4. Конструкторский раздел
4.1. Определение основных параметров фильтра
Зная полную поверхность фильтрации F0=772,7 м2 выбираем по ГОСТ 5748-68 стандартную установку фильтрации на листовых вакуум – фильтрах с площадью фильтрации F=192м2.Фильтрование на них производится в две стадии. Поэтому для заданной производительности необходимо установить по 4 фильтра на каждую стадию.
Техническая характеристика фильтра:
поверхность фильтрации одного листа f=5,7м2
количество листов в пакете n=34шт
объём ресивера V=1.65м3
масса фильтра в сборе m=8160кг
габаритные размеры д×ш×в-8200×1960×2800мм
4.2. Расчет переливного устройства ванны
Расход через переливное устройство ванны набора осадка
При вакууме 0,6кг/см2 ÷ 0,789кг/см2
сопротивление осадка ά ср.=578,2∙103м/кг;
сопротивление фильтрующей перегородки Rф.п. = 517,5∙1091/м
масса твердой фазы, отлагающейся при получении единицы объема фильтра gт=214,6кг/м3
объем фильтрата, полученный с единицы поверхности в период опускания пакета в ванну:
V1=0,0057м3/м2
Отношение объема отфильтрованного осадка к объему полученного фильтра:
U= 
Где С=16,3 - содержание твердой фазы в суспензии, % к массе
Ρж=1800кг/м3 плотность жидкой фазы суспензии
U= ![]()
Толщина осадка, отложившегося на фильтре в период опускания, в среднем на высоте листа:
δос=U∙V1=0,5∙0,0057=0,0028м
При опускании пакета в ванну из нее через перелив будет вытесняться объем суспензии:
Vпер=![]() ;
;
где δр=0,03м толщина фильтровального листа
Vпер=![]() ;
;
Время опускания пакета:
τ=![]()
где h=1,5м – высота фильтровального листа,
Uкрана=0,3м/мин скорость опускания крана
Общий расход суспензии, уходящей в перелив из наборной ванны в период опускания
Qпер =![]() ,
,
где Qподачи=72м3/ч=0,02м3/с производительность насоса
Расход через переливное устройство промывной ванны
Принимаем толщину набранного осадка δос=0,04м
Объем вытесненной из ванны суспензии
Vпер=![]() =
=![]()
Общий расход суспензии, уходящей в перелив:
Qпер=![]() =
=![]()
Ширина переливной кромки
Расчет ведем по формуле:
Q=mo∙b∙√2g∙H3/2,
где Q=0,052н3/с - максимальный расход
Mо=0, 46 - коэффициент расхода
В - ширина водослива
H=0,07м-предельно допустимый напор, определяемый конструкцией и размерами фильтра:
b=![]() =
=![]()
4.3. Диаметр сливных штуцеров из переливных карманов
Принимаем 2 штуцера D=150мм
Расчет ведем по формуле:
Q1= μ ∙ ω ∙ √2gH
Где μ=0,65-коэффициент расхода
ω=0,785∙0,152=0,0176м2-площадь поперечного сечения штуцера
Q1=![]()
![]() расход
расход
H – напор над осью штуцера:
H=
![]()
4.4. Расчет трубопроводов отвода фильтра
Расход фильтрата при наборе осадка
Мгновенная начальная скорость фильтрования:
Uмгн=![]() ,
,
Где ΔР=0,7∙98,1км/мс-перепад давлений
Μ=0,67∙10-с км ∙ с/м2-коэффициент вязкости:
Uмг=![]()
По исходным данным:
скорость набора осадка 0,1÷0,14м3/м2∙ч,
скорость промывки 0,045÷0,050м3/м2∙ч,
скорость набора промежуточного фильтровального слоя 36м3/ч, или 0,188м3/м2ч.
Таким образом, Uмгн является максимальной скоростью и последующие расчеты выполняем по ней.
Расход фильтрата через один лист:
q = f∙Uмгн,
где f=5,7м2-поверхность фильтрации одного листа:
q=5,7∙0,085∙10-3=0,48∙10-3м3/с
Расход фильтрата от пакета:
Qф=n∙q,
Где n=34шт - количество листов фильтровальных:
Qф=34∙0,48∙10-3=16,5∙10-3м3/с=60м3/ч
Скорость фильтрата в каналах фильтровального листа
Количество каналов в листе - 4
Диаметр канала- d=12мм.:
U=![]() =
= 
Cскорость фильтрата в трубопроводе к вакуум-ресиверу
Диаметр трубопровода D=150мм
U=![]() =
=![]() =0.93м/с
=0.93м/с
4.5.Расчет ресивера
Площадь поперечного сечения очищающей зоны ресивера[(5) стр. ]:
Fоч=![]() ,
,
где [U1]=1,0м/с - допускаемая скорость воздуха в очищающей зоне
Fоч=![]()
Площадь поперечного сечения ресивера[(5) стр. 41]:
Fр=1, 25∙Fоч,
Fр=1, 25∙0, 64=0,8м
Диаметр ресивера:
d=![]() ,
,
d=![]()
4.6. Расчёт фланцевого соединения
Расчет фланцевого соединения заключается в определении диаметра болтов их количество и размеров элементов фланцев.
Основной величиной при расчете болтов является расчетное растягивающее усилие в них.
Исходные данные:
Диаметр патрубка D = 150мм
1. При рабочих условиях расчетное растягивающее усилие в болтах определяют по формуле[(6) стр. 76]:
![]()
где ![]() =0,17м - средний диаметр
уплотнения,
=0,17м - средний диаметр
уплотнения, ![]() =0,3МПа
- расчетная сила осевого сжатия уплотнительных поверхностей в рабочих условиях,
необходимая для обеспечения герметичности, МПа;
=0,3МПа
- расчетная сила осевого сжатия уплотнительных поверхностей в рабочих условиях,
необходимая для обеспечения герметичности, МПа; ![]() =0,6МПа - рабочее давление.
=0,6МПа - рабочее давление.
Расчетную силу осевого сжатия уплотнительных поверхностей определяем по формуле[(6) стр. ]:
![]()
где ![]() = 1 см - эффективная ширина
прокладки;
= 1 см - эффективная ширина
прокладки;
![]() = 1 - коэффициент материала прокладки.
= 1 - коэффициент материала прокладки.
![]() ,
,
тогда
![]()
Диаметр болтовой окружности приближенно можно определить по формуле[(6) стр. 76]:
![]()
где ![]() - внутренний диаметр фланца.
- внутренний диаметр фланца.
Расчетный диаметр болтов определяем по формуле[(6) стр. ]:
![]() .
.
Принимаем диаметр болтов ![]() = 0,018м.
= 0,018м.
Определим число болтов по формуле[(6) стр.77 ]:
![]()
где ![]() = 130 МПа – допускаемое напряжение
на растяжение в болтах.
= 130 МПа – допускаемое напряжение
на растяжение в болтах.
![]()
![]()
Принимаем z = 10 болтов.
Наружный диаметр фланца определим по формуле[(6) стр. 77]:
![]() .
.
4.7. Механический расчёт
4.7.1. Расчёт толщины стенки ресивера
Исходные данные:
вакуум р = 0,6МПа,
материал обечайки - полипропилен,
проницаемость П ≤ 0,1мм/год,
запас на коррозию Ск = 0,5мм,
температура среды t = 70ºC,
внутренний диаметр обечайки Dв = 1,0м,
сварной шов стыковой двусторонний(φш = 0,95)
Расчёт
Допускаемое напряжение для полипропилена при температуре t = 70ºC определим по графику [(6) рис. IV.1. стр. 77]:
σд = 140МН/м2
Толщину стенки определим по формуле [(6) формула IV.5. стр.77]:
δ = 1,18 D![]() ,
,
где Е = 2∙10-5 МН/м2 -модуль упругости при температуре t = 70ºC,
l = 3м - длина обечайки, м,
D – диаметр, м.
δ = 1,18∙1∙![]()
принимаем толщину стенки δ = 3мм
Формула справедлива при соблюдении двух условий
[(6) формула IV.6. стр. 78] и [(6) IV.7. стр. 78]:

 ,
,
где σт = 250МН/м2

Из этого следует, что оба условия соблюдены и толщина стенки ресивера удовлетворяет требованиям.
4.7.2. Расчёт опор ванны
пределим число и основные размеры лап по следующим данным:
максимальный вес G = 5.9МН (590тыс. кгс)
Принимаем число лап n=6,конструкцию лап - двухрёберную, вылет лапы l=0,2м, высота h=l/0,5=0,4м.
Толщину ребра при k=0,6 определяем по формуле [(6)формула IV.25. стр.80]:
δ = ![]() ,
,
где σс.д.=120МН/м2 допускаемое напряжение,
Ск = 5мм запас на коррозию.
δ = ![]() м
м
Принимаем толщину ребра δ =0,045м=45мм.
Длина сварного шва:
Lш = 4∙(h+δ)=4∙(0,4+0,045)=1,78м
Прочность шва определим по формуле[(6)формула IV.26. стр.80]:
G/h ≤ 0,7∙Lш∙hш∙τш.с.,
где τш.с.= 80МН/м2 – допускаемое напряжение материала шва на срез,
hш = 0,008м катет шва.
5,9/0,4 ≤ 0,7∙1,78∙0,4∙80
14,75 ≤ 39,81
Следовательно, условие выполнено.
4.8. Расчёт привода мостового крана
Исходные данные:
грузоподъёмность Q=32т
максимальная высота подъёма Н=16м
скорость подъёма груза v=0,3м/с
скорость передвижения тележки-0,5м/с
скорость передвижения крана-1,0м/с
группа режима работы механизма-4М
4.8.1. Выбор крюковой подвески
Выбираем крюковую подвеску по ОСТ24.191.08-81,имеющую параметры:
грузоподъёмность Qп=32т,
режим работы – средний,
число блоков zбл.п=4,
диаметр блоков по дну канавок Dбл.0=610мм,
расстояние между осями крайних внутренних блоков Ввн=220мм,
расстояние между осями крайних наружных блоков Внар=432мм,
расстояние между осями крайнего наружного и соседнего
с ним внутреннего блоков bc=106мм,
масса подвески mп=687кг,
передаточное число (кратность) uп – 4
4.8.2. Выбор каната
Вес номинального груза и крюковой подвески равен:
G=(mгр+mп)∙g=(32∙103+687)∙9.81=320660 H
По таблице [(6) табл.2.2, стр24] находим:
ηп=0,94 КПД полиспаста,
Zк.б = 2 число ветвей каната, навиваемых на барабан.
Максимальное статическое усилие в канате определим по формуле
[(7) формула 2.1, стр24]:
Smax=![]()
Выбираем тип каната ЛК-Р6 × 19 (1+6+6+6/6)+1 о.с. по ГОСТ 2688-80.
По таблице [(7) табл.2.3, стр24] находим:
kзап = 5,5
Вычисляем:
Smax∙ kзап=41752∙5,5=229636 Н
Выбираем типоразмер каната. Канат 21,0-Г-В-С-О-Н-1666
ГОСТ 2688-80 имеет параметры:
разрывное усилие - Sразр =236000 Н,
диаметр - dк =21,0мм,
расчётная площадь сечения проволок - Fк =167,03мм2.
4.8.3. Основные размеры установки барабана
Примем диаметр барабана меньше, чем диаметр блока, на 15%.
Вычислим:
Dб= 0,85∙dк∙e,
Где e = 25 – коэффициент, зависящий от типа машины и режима работы [(7) табл.2.4, стр25].
Dб= 0,85∙21,0∙25=446,25мм
Примем Dб=450мм.
Определяем рабочую длину каната, соответствующую одному нарезному участку [(7) формула 2.11, стр29]:
Lк.р = Н∙ uп=16∙4=64м
Определяем число рабочих витков [(6) формула 2.10, стр29]:
Zp= Lк.р/(π∙Dб)=64/(3,14∙0,45)=45
Определяем длину одного нарезного участка [(6) формула 2.9, стр29]:
Lн = t∙(zp+zнепр+zкр),
где t-шаг нарезки
t= (1.1÷1.23) dк = (1.1÷1.23)∙21=24
zнепр=1.5 число неприкосновенных витков
zкр=4 – число витков для крепления конца каната
lн = 24∙(45+1,5+4)=1212мм
Определим длину гладкого среднего участка [(7) формула 2.12, стр29]:
Внар ≤ l0 ≤ Внар+2hmin б∙tg[γ],
где hmin б=3Dб=1338,75мм минимальное допускаемое расстояние между осью блоков крюковой подвески и осью барабана.
432 ≤ l0 ≤ 432+2∙1338,75∙(tg 6) или 432 ≤ l0 ≤ 713.
Примем l0 = 500мм.
Длина гладкого концевого участка равна: lк = (4÷5) dк=84÷105мм.
Примем lk=90
Длина барабана равна [(7) формула 2.8, стр29]:
Lб=2lн+ l0+ 2lк=2∙1212+500+2∙105=3134мм
4.8.4. Выбор двигателя
Предварительное значение к.п.д. механизма примем равным ηпр = 0,85.
Максимальная статическая мощность, которую должен иметь механизм в период установившегося движения при подъёме груза, равна
[(7) формула 2.13, стр30]:
Nст max = G∙v/ ηпр= 320.7∙0.3/ 0.85=113.19кВт
Выбираем серию МТН, отличающуюся высоким классом нагревостойкости изоляции. Учитывая коэффициент использования мощности k = 0,7÷0,8, найдём необходимую мощность двигателя:
Nдв = k∙ Nст max=0,7∙113,19=79,2кВт
Выбираем двигатель типа МТН 612-10 ГОСТ 185-70, имеющий параметры:
мощность Nдв= 80кВт,
относительная продолжительность включения ПВдв=25%,
число оборотов nдв=560об/мин,
момент инерции ротора jр.дв=5,25кг∙м2,
диаметр вала dв.дв=90мм,
масса mдв=1070кг.
4.8.5. Выбор передачи
Определим частоту вращения барабана:
Nб=![]()
![]()
Требуемое передаточное число лебёдки:
uл. тр=nдв/nб=560/45.86=12.21
Примем передаточное число открытой зубчатой передачи равным uот=4. Требуемое передаточное число редуктора будет равно:
uр. тр= uл. тр/ uот=12,21/4=3,05
Определим расчётный эквивалентный момент на тихоходном валу редуктора. Принимаем класс нагружения механизма В2. Ему при заданной группе режима работы 4М соответствует класс использования А4
[(7) табл.1.2, стр13].
По таблице [(7) табл.1.4, стр13] находим значение коэффициента нагружения k=0.25.
Значение коэффициента kQ по формуле:
![]()
По таблице [(7) табл.1.3, стр13] находим машинное время работы механизма tмаш=12500ч.
Частота вращения тихоходного вала редуктора должна быть равна:
nт= nб∙ uот=45.86∙4=183.44об/мин
4.9. Расчёт и подбор вспомогательного оборудования
4.9.1. Производительность вакуум-насоса
Объем воздуха во внутренней полости листа фильтровального:
Vвн=0,02м3
Объем ресивера: Vрес=1,65м3
Объем воздуха во внутренней полости фильтровального пакета:
V=Vвн∙n+Vрес.,
где п=34- число фильтровальных листов:
V=0.02∙34+1.65=2.33м3
Объем воздуха, находящийся во внутренней полости пакета, приведенный к условиям всасывания:
Vв=![]() ,
,
где Pа=1кг с/см2- барометрическое давление
Pв=0,7кг с/см2- разрежение на вакуум-насосе
Vв=![]()
При времени создания вакуума в полости пакета τ=12с потребная производительность вакуум-насоса:
Qн=![]()
![]()
4.9.2. Расчет центробежного насоса
Подбираем насос для перекачивания
суспензии из закрытой емкости в аппарат, работающий под избыточным давлением
0.1 МПа. Расход суспензии ![]() . Геометрическая высота подъема 12
м. Длина трубопровода на линии всасывания 7 м, на линии нагнетания 25 м. На
линии нагнетания имеются 6 отводов под углом
. Геометрическая высота подъема 12
м. Длина трубопровода на линии всасывания 7 м, на линии нагнетания 25 м. На
линии нагнетания имеются 6 отводов под углом ![]() с радиусом поворота равным 6
диаметрам трубы, и 2 нормальных вентиля. На всасывающем участке трубопровода
установлен 1 прямоточный вентиль, имеются 3 отвода под углом
с радиусом поворота равным 6
диаметрам трубы, и 2 нормальных вентиля. На всасывающем участке трубопровода
установлен 1 прямоточный вентиль, имеются 3 отвода под углом ![]() с радиусом поворота
равным 6 диаметрам трубы.
с радиусом поворота
равным 6 диаметрам трубы.
1. Выбор трубопровода.
Для всасывающего и нагнетательного трубопровода примем одинаковую скорость течения воды, равную 1,2 м/с. Тогда диаметр найдем по формуле [(6) стр.13]:
![]()
где Q – объемный расход;
W – скорость суспензии в трубе.
Из стандартного ряда диаметров трубопроводов принимаем d=76 мм.
Примем, что трубопровод стальной, коррозия незначительна.
2. Определение потерь на трение и местное сопротивление. Находим критерий Рейнольдса [(6) стр. 13]:
![]()
Re > 10000 т.е. режим
турбулентный. Абсолютную шероховатость трубопровода примем ![]() =
=![]() м. Тогда:
м. Тогда:
![]()
Далее получим:
![]()
![]()
![]()
Re > 560 1/е
Таким образом в трубопроводе имеет место смешанное трение, и расчет λ следует проводить по формуле:
![]()
Определим сумму коэффициентов местных сопротивлений отдельно для всасывающей и нагнетательной линии.
Для всасывающей линии:
1.
вход в трубу ( принимаем с острыми
краями ): ε![]() = 0,5
= 0,5
2.
прямоточный вентиль: для d = 0.076
мм ε = 0,6. Умножая на поправочный коэффициент k = 0,925, получаем ε![]() = 0,56
= 0,56
3.
плавный отвод круглого сечения: ε
= А*В. Коэффициент А зависит от угла ![]() , на который изменяется
направление потока в отводе. При угле
, на который изменяется
направление потока в отводе. При угле ![]() А=1. Коэффициент В зависит от
отношения радиуса поворота трубы
А=1. Коэффициент В зависит от
отношения радиуса поворота трубы ![]() к внутреннему диаметру. При
радиусе поворота равным 6 диаметрам трубы В = 0,09.
к внутреннему диаметру. При
радиусе поворота равным 6 диаметрам трубы В = 0,09.
ε![]() = 1*0,09=0,09
= 1*0,09=0,09
Сумма коэффициентов местных сопротивлений во всасывающей линии:
![]()
Потерянный напор во всасывающей линии находим по формуле [(6) стр.13]:
![]()
Для нагнетательной линии:
1.
отводы под углом ![]() : ε
: ε![]() = 0,09
= 0,09
2.
нормальный вентиль: для d=0.076 м ε![]() =3,98
=3,98
3.
выход из трубы: ε![]() =1
=1
Сумма коэффициентов местных сопротивлений в нагнетательной линии:
![]()
Потерянный напор в нагнетательной линии [(6) стр.13]:
![]()
Общие потери напора [(6) стр.14]:
![]()
3. Выбор насоса.
Находим напор насоса по формуле:
![]()
где ![]() - давление в аппарате, из которого
перекачивается суспензия;
- давление в аппарате, из которого
перекачивается суспензия; ![]() - давление в аппарате, в который
подается суспензия;
- давление в аппарате, в который
подается суспензия; ![]() - геометрическая высота подъема
суспензии.
- геометрическая высота подъема
суспензии.
![]()
Подобный напор при заданной производительности обеспечивается насосами[(6) табл.1.2, стр14] Учитывая, что центробежные насосы широко распространены в промышленности ввиду достаточно высокого к.п.д., компактности и удобства комбинирования с электродвигателями, выбираем для последующего рассмотрения именно эти насосы.
Полезную мощность насоса определим по формуле:
![]()
Принимаем ![]() и
и ![]() ( для центробежного насоса )
мощность на валу двигателя найдем по формуле:
( для центробежного насоса )
мощность на валу двигателя найдем по формуле:
![]()
По табл. [(6) табл.1.2, стр14]
устанавливаем, что заданным подаче и напору больше всего соответствует
центробежный насос ТХ20/18, для которого в оптимальных условиях работы ![]() ,
, ![]() ,
, ![]() . Насос
обеспечен электродвигателем АО2-31-2, номинальной мощностью
. Насос
обеспечен электродвигателем АО2-31-2, номинальной мощностью ![]()
![]() ,
, ![]() , частота вращения вала
, частота вращения вала ![]() .
.
4.10. Изготовление отдельных деталей оборудования
Технологический процесс изготовления блока крана.
Блок натяжения каната изготовляется литьем, из чугуна СЧ-15.
Характеристики и назначение сплава: жидкотекучесть, стойкость против усадочных трещин и герметичность хорошие: жаропрочность удовлетворительная, коррозионная стойкость средняя, коэффициент усадки небольшой, применяется для лития шкивов, поршней, блоков.
Блок при работе со скоростью свыше 5 м/с должен быть сбалансирован.
Около 80% отливок получают литьем в металлические формы. Очищают отливку на гидропескоструйных установках. В зависимости от состава сплава отливки проходят термическую обработку по определенным режимам.
После отливки и извлечения заготовки из формы ее очищают от наплывов.
Заготовку затем зажимают в трех кулачковый патрон токарного станка и сверлят отверстие для посадки на вал. После этого отверстие развертывают под более точный размер разверткой.
Отверстие является базой заготовки.
Изготавливается специальная оправка для посадки заготовки и обработки заготовки на токарном станке. После закрепления оправки с заготовкой на токарном станке производится резка канавки под стальной канат. Обрабатываются торцевые поверхности, подрезаются торцы ступицы шкива.
После всех вышеизложенных операций блок можно устанавливать на вал.
4.11. Ремонт оборудования
В соответствии с особенностями повреждений и износа основных частей оборудования, а также трудоёмкостью ремонтных работ на предприятиях химического комплекса, как правило, осуществляется проведение следующих видов ремонта:
- текущий (Т)
- капитальный (К).
Текущий ремонт (Т) – ремонт, выполняемый с целью обеспечения или восстановления работоспособности оборудования и состоящий в замене и восстановлении его отдельных составных частей.
Ремонты могут быть подразделены на: первый текущий (Т1), второй (Т2), третий (Т3). Перечень работ подлежащих выполнению при текущем ремонте, должен быть определен в ремонтной документации технологического цеха.
Капитальный ремонт (К) – ремонт, выполняемый для обеспечения или восстановления исправности, а так же полного или близкого к полному восстановления ресурса оборудования, при этом осуществляется замена или восстановление любых его частей, включая базовые. Послеремонтный ресурс должен составить не менее 80% ресурса нового оборудования. Близкий ресурс к указываемому уровню, капитальный ремонт оборудования экономически оправдываем.
В содержание ремонтных работ при текущем ремонте входит: частичная разборка агрегата или машины (за исключением базовых деталей), замена поврежденных или предельно изношенных узлов оборудования.
При капитальном ремонте: полная разборка оборудования, всех его агрегатов и узлов на детали, восстановление или замена деталей, требующих ремонта, включая базовые.
Основанием для остановки и передачи оборудования в ремонт служит месячный график планово периодического ремонта.
В объём работ, при выполнении текущего ремонта фильтровальной установки входит: вскрытие, осмотр корпуса ресивера, осмотр и проверка плотности трубок, протирка и мелкий ремонт арматуры, подтяжка болтов крепления корпуса к опорной конструкции, очистка поверхностей от осаждений, смена и подвальцовка отдельных трубок, подтяжка болтов фильтровальных листов, фильтровальной ткани.
В объём работ, при выполнении капитального ремонта фильтровальной установки входит: полная промывка прочистка и опресовка корпуса ресивера, очистка, промывка, очистка и промывка трубопроводов, переборка всей арматуры, смена арматуры. Ввиду того, что среда коррозионная происходит быстрый коррозионный износ болтов крепления хомутов ресивера, самих хомутов, болтов крепления лажементов. Поэтому часто необходимо заменять эти детали. Их замена производится 1 раз в 3 месяца.
5. Проектный раздел
5.1. Строительная часть
5.1.1. Место строительства
Промплошадка ЗАО «Крымский титан» расположена и северной части степного Крыма в районе Перекопского перешейка на границе АР Крым с Херсонской областью. Административно промплошадка расположена на землях территории Красноперекопского района севернее от города Армянск.
Промплощадка ограничена забором, имеет форму неправильного прямоугольника вытянутого с Запала на восток площадью 200 га.
С запада площадка ограничивается магистральной автодорогой Симферополь - Каховка, с востока рукавом залива Западный Сиваш, с юго—западной стороны расположен кислотонакопитель—испаритель, с северной стороны расположен сбросной канал водохранилища предприятия, с юга ОАО «САКЗ». Предприятие находится стадии завершенного строительства.
Ближайшими населенными пунктами, расположенными вокруг предприятия, являются по АР Крым: село Перекоп - 4,5 км, г.Армянск - 10 км и по Херсонской области: село Первоконстантиновка - 3,5 км и село Червоный Чабан - 5,0 км.
Климат района умеренно - континентальный.
Преобладающее направление ветров восточное (зимний период) и северо-западное (летний период).
Рельеф промплошадки предприятия спокойный, представляет собой низменную равнину, имеющую слабовыражснный уклон поверхности на юго-запад, в сторону Каркинтского залива Черного моря.
5.1.2. Конструктивная часть здания
Наружные проёмы выполняются из легкобетоных панелей, колоны из железо-бетона. Световые проёмы – металлические перекрытия с остеклением. Крыша состоит из слоёв: один слой бронированного рубероида с крупнозернистой посыпкой марки РБ 420 по двум слоям обычного на битумной мастике марки МБК-Г-85, цементная стяжка, сборные железные панели.
Дутьевые подпольные каналы перекрывают сборными железобетонными плитами, а каналы для труб съёмными бетонными плитами или рифлёной листовой сталью. Внутренние поверхности дутьевых кирпичных каналов штукатурят цементным раствором.
Фундаменты для насосов, вентиляторов и двигателей выполняют со звукопоглощающим основанием. Площадки обслуживания и ступени металлических лестниц изготавливают из рифленой или полосовой стали (на ребро). Высота от пола площадок до центра полоуказательных приборов паровых котлов должна быть не менее 1000 и не более 2000 мм.
Для крупноблочного монтажа оборудования, в стенах и перекрытиях зданий должны предусматриваться монтажные проёмы, для которых, как правило, используются торцевые стены здания со стороны расширения цеха пигментной двуокиси титана.
5.2. Механизация
Расчет электротали.
Таль электрическая.
Таль электрическая передвижная представляет собой подъёмно-транспортный механизм, предназначенный для вертикального подъёма, опускания, а также горизонтального перемещения подвешенного на крюк груза.
Горизонтальное перемещение груза производится вдоль подвесного однорельсового пути, по которому движется таль.
Таль предназначена для работы в закрытом помещении. Допускается работа на открытом воздухе при условии защиты тали от непосредственного воздействия на неё атмосферных осадков.
Исходные данные:
Грузоподъёмность Q = 10т, передвижение W = 20м/мин, высота подъёма h = 16м, скорость подъёма V = 8м/мин, режим работы средний, ПВ 25%, управление кнопочное с пола, ток переменный, U = 380 В, полиспаст двукратный.
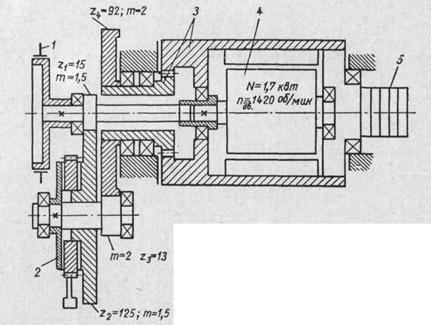
Рис. 5.1. Кинематическая схема механизма
подъёма.
1 – колодочный тормоз, 2 – грузоупорный тормоз, 3 – зубчатая муфта, 4 электродвигатель, 5 – кольцевой токосъёмник.
Принят электродвигатель типа АОЭ42-2, N =
11 кВт, n = 1420 об/мин, ![]() .
.

![]()
Максимальное напряжение ветви каната, набегающей на барабан:
 Н
Н
![]() = 2 – число полиспастов.
= 2 – число полиспастов.
Принят канат 17-180-1 ГОСТ 3071-55 имеющий разрывное усилие Рк = 12900 Н.
Фактический запас прочности каната:

Диаметр барабана:
![]() мм.
мм.
где:
е коэффициент работы, табл. 12 [7, с. 403].
Выбираем барабан типа БК 335. Его параметры внесем в таблицу 5.1.
Таблица 5.1.
|
Тип барабана |
Lб | lн | lо | H | R | B | b | L | L1 | l | l1 | l2 | l3 | m |
| БК 335 | 1420 | 340 | 80 | 190 | 220 | 330 | 260 | 1452 | 65 | 8 | 60 | 100 | 11 | 293 |
Фактическое значение коэффициента е:
Число оборотов барабана:
 об/мин.
об/мин.
Передаточное число редуктора:
Передаточное число первой ступени:
Передаточное число второй ступени:
Фактическое общее передаточное число:
![]()
Фактическая скорость подъёма:
 м/мин.
м/мин.
Такое отклонение является допустимым.
Номинальные крутящие моменты на валу барабана:
 Н см.
Н см.
На промежуточном валу:
 Н см.
Н см.
На быстроходном валу:
 Н см.
Н см.
Максимальные крутящие моменты создаваемые максимальным моментом двигателя.
На быстроходном валу:
 Н см.
Н см.
На промежуточном валу:
![]() Н см.
Н см.
На барабане:
![]() Н см.
Н см.
Общее машинное время работы электротали за срок t = 5 лет:
Т = t*365*К2*24*Кс*ПВ/100=5*365*0,5*24*0,67*25/100=3700ч.
где:
К2 = 0,5 – коэффициент использования в течении года;
Кс = 0,67 – коэффициент использования в течении суток.
5.2.1. Расчет вала редуктора.
Момент на валу номинальный ![]() Н см, момент на валу
максимальный
Н см, момент на валу
максимальный ![]() Н см.
Н см.
Усилие в зацеплении:
на колесе
 Н.
Н.
на шестерне
 Н.
Н.
Реакции в опорах вала:
 Н.
Н.
![]() Н.
Н.
Изгибающие моменты в опасных сечениях а а и b – b.
![]() Н см.
Н см.
![]() Н см.
Н см.
Для вала принята сталь 12ХН3А со
следующими характеристиками: твердость сердцевины по Бринеллю 255; ![]() = 3400 кг/см²,
= 3400 кг/см²,
![]() = 1870
кг/см².
= 1870
кг/см².
![]()
5.2.2. Расчет электромагнитного колодочного тормоза.
![]() Н см.
Н см.
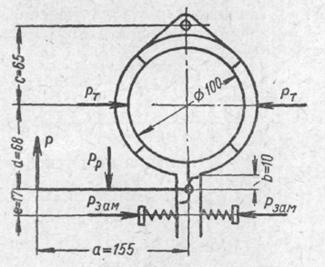
Рис. 5.2. Схема электромагнитного колодочного тормоза
Расчетный тормозной момент
![]() Н см.
Н см.
f = 0,4 – коэффициент трения стали по вальцованной ленте.
Нормальное усилие на колодках
![]()
 Н.
Н.
Усилие замыкания
 Н.
Н.
Усилие размыкания
 Н.
Н.
Вес рычага соединяющего ротор электромагнита с размыкающим кулачком, Рр = 0,2 кг. Требуемое усилие электромагнита
 кг.
кг.
Требуемый ход электромагнита при отходе
колодок ![]() =
0,1 мм и допускаемом износе обкладок между регулировками
=
0,1 мм и допускаемом износе обкладок между регулировками ![]() = 0,5 мм
= 0,5 мм
 мм.
мм.
Принят электромагнит, который имеет Рм = 1,5 Н, h = 20 мм. Наибольшее давление на обкладках
 МПа.
МПа.
где:
l = 55 мм – длина обкладки;
В = 26 мм – ширина обкладки.
5.2.3. Расчет грузоопорного тормоза.
Исходные данные:
![]() = 982 Н см – крутящий момент на
валу, где установлен тормоз.
= 982 Н см – крутящий момент на
валу, где установлен тормоз.
f = 0,12 – коэффициент трение вальцевой ленты по стали в масле.
f0 = 0,1 – коэффициент трения стали по стали в масле
![]() = 5º40´ - угол трения.
= 5º40´ - угол трения.
Резьба винта тормоза прямоугольная двухзаходная:
![]() = 40 мм – наружный диаметр
резьбы;
= 40 мм – наружный диаметр
резьбы;
![]() = 30 мм – внутренний диаметр
резьбы;
= 30 мм – внутренний диаметр
резьбы;
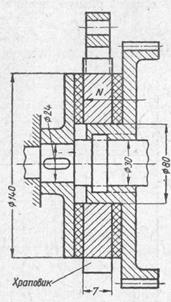 |
t = 24 мм – шаг резьы.
Рис. 5.3. Схема грузоупорного тормоза.
Угол наклона нитки резьбы
 12º50´
12º50´
Усилие работоспособности тормоза
Средний радиус дисков трения
 мм.
мм.
Осевое усилие в тормозе
 кг.
кг.
Линейная скорость на диске тормоза, отнесенная к среднему диаметру дисков трения
 м/с.
м/с.
Давление на диске:
 МПа.
МПа.
где ![]() = 1 МПа при работе в
масле.
= 1 МПа при работе в
масле.
5.2.4. Расчет приводной тележки.
Исходные данные:
Q = 10000 кг – вес груза;
G1 = 40 кг – вес приводной тележки;
G2 = 115 кг – вес подъёмного механизма;
G3 = 10 кг – вес холостой тележки;
G4 = 35 кг – вес остальных элементов тали, приведенных к оси приводной тележки.
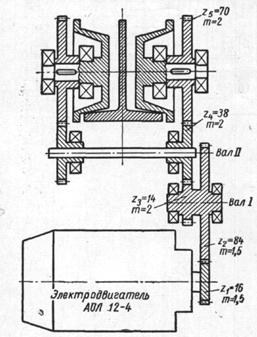
Рис. 5.4. Кинематическая схема приводной тележки.
Суммарное усилие воспринимаемое катками
Q0 = Q + G1 + G2 + G3 + G4 = 10000+190 = 10190 Н.
Определяем давление на катки:
Электроталь с грузом, Н

![]() Н.
Н.
2. Электроталь без груза
 Н.
Н.
![]() кг.
кг.
Сопротивление передвижению тали принято равным 0,03 от суммарного веса электротали. При движении тали с грузом Q = 10 т.
![]() кг.
кг.
Потребная мощность электродвигателя:
 КВт.
КВт.
Где:
VТ – скорость передвижения;
![]() = 0,9 – КПД механизма
передвижения.
= 0,9 – КПД механизма
передвижения.
Принят электродвигатель: N = 1.5 КВт, n = 1400
об/мин,  .
.
Число оборотов ходовых колес, при диаметре колеса DК.Х, = 170 мм.
 об/мин.
об/мин.
Передаточное число редуктора:
Произведем проверку запаса сцепления ходовых колес с двутавровым рельсом в процессе пуска при работе без груза.
Время разгона

Номинальный момент двигателя:
 Н м.
Н м.
Пусковой момент двигателя:
![]() Н м.
Н м.
Маховой момент двигателя:
![]() Н м.
Н м.
Усилие сопротивления при работе без груза
![]() кг.
кг.
Момент сопротивления при работе без груза:
 кг.
кг.
 сек.
сек.
Среднее ускорение при пуске:
 м/с²
м/с²
Фактический запас сцепления
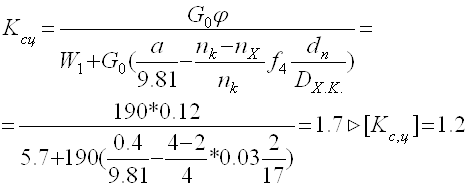
где:
![]() - общий вес тали, Н;
- общий вес тали, Н;
![]() - суммарное давление ведущих
ходовых, Н;
- суммарное давление ведущих
ходовых, Н;
![]() - полное сопротивление передвижного
крана без груза;
- полное сопротивление передвижного
крана без груза;
![]() - общее число колес;
- общее число колес;
![]() - число холостых колес;
- число холостых колес;
![]() - коэффициент ходового колеса,
[6,с.75];
- коэффициент ходового колеса,
[6,с.75];
![]() - коэффициент трения в
подшипниках ходовых колес, табл. 17 [6, с. 74].
- коэффициент трения в
подшипниках ходовых колес, табл. 17 [6, с. 74].
ПРИМЕЧАНИЕ: Размеры указанные на рисунках, приведенных в расчете электротали, не соответствуют размерам приведенного расчета, т. к. рисунки изображены схематически.
5..3. Расстановка оборудования
Расстановкой промышленного оборудования, называют взаимное расположение основного и вспомогательного оборудования в помещении цеха «Аммофос».
Расстановка оборудования должна обеспечивать удобство работы и безопасность эксплуатационного и ремонтного персонала, минимальную протяженность трубопроводов, газоходов и воздуховодов, минимальные затраты на сооружение цеха, механизацию ремонтных работ, возможность расширения котельной при установке нового оборудования.
В соответствии со СНИП I I-35-76 размеры пролетов зданий и сооружений следует принимать кратными 6 м. При специальном обосновании допускаются пролеты с размерами, кратными 3 м. Шаг колон принимаем равным 12 м.
Принимаем расстояния установки в помещении :
проход перед фронтом гранулятора принимаем равным 3000-4000 мм;
боковой проход между крупногабаритным оборудованием и стеной здания принимаем равным 2000 мм;
проход при обслуживании гранулятора сбоку 2000мм;
проход между отдельными выступающими частями гранулятора и конструкциями здания 800 мм;
Для наибольшего удобства и безопасности обслуживания ширину всех проходов между оборудованием принимаем не менее 700 мм.
2 Расчет системы вентиляции
Исходя из опыта эксплуатации котельных принимаем расход воздуха V = 700 м³; диаметры участков: d1 = 300 мм, d2 = 250 мм, d3 = 195 мм; длины участков: L1 = 3550 мм, L2 = 10250 мм, L3 = 3200 мм.
Стандартные параметры воздуха: t = 20ºС,
Рб = 760 мм рт. ст., ![]() 50%,
50%, ![]() = 1,2 кг/ м³,
= 1,2 кг/ м³, ![]() = 0,000015 м²/с.
= 0,000015 м²/с.
Сопротивление канала крупного сечения определяется:
 ; (5,1) [9 стр. 187]
; (5,1) [9 стр. 187]
где: ![]() - коэффициент сопротивления
трения.
- коэффициент сопротивления
трения.
![]() - длина трубопровода,
- длина трубопровода,
![]() - диаметр трубопровода,
- диаметр трубопровода,
![]() - скорость потока воздуха,
- скорость потока воздуха,
![]() - плотность воздуха,
- плотность воздуха,
![]() - коэффициент местного
сопротивления.
- коэффициент местного
сопротивления.
Найдем скорости участков по формуле:
 ; (5,2) [9 стр.186]
; (5,2) [9 стр.186]
где: F – площадь поперечного сечения, м²:
для первого участка
 м².
м².
Для второго
 м².
м².
Для третьего
 м².
м².
Тогда скорости будут равны:
Для нахождения коэффициента сопротивления на трение используем метод Блазиуса:
![]() (5,3) [9 стр.187]
(5,3) [9 стр.187]
Находим критерий Рейнольдса:
 ; (5,4) [9 стр.188]
; (5,4) [9 стр.188]
Критерий Рейнольдса для каждого участка равен:
Тогда ![]() равна:
равна:
Коэффициент местного сопротивления находим
по табл. 7 [9 с. 324]; ![]()
Исходя из ранее рассчитанных данных, получим
Потеря давления на трение во всем канале составит:
![]() кг/м².
кг/м².
Давление на выходе:
![]() кг/м².
кг/м².
Определяем мощность на валу электродвигателя:
 КВт.
КВт.
где:
![]() = 0,72 – КПД вентилятора;
= 0,72 – КПД вентилятора;
![]() = 1 – КПД передачи. Равно 1, т.к.
посадка осуществляется на вал вентилятора.
= 1 – КПД передачи. Равно 1, т.к.
посадка осуществляется на вал вентилятора.
Установочная мощность двигателя:
![]() КВт.
КВт.
где:
![]() = 1,5 – коэффициент запаса
мощности, табл. 3 [9 стр.172].
= 1,5 – коэффициент запаса
мощности, табл. 3 [9 стр.172].
Принимаем по диаграмме [9 стр.170] характеристик центробежных вентиляторов, вентилятор центробежный марки Ц4-70 2,5, подбираем к нему электродвигатель N = 0,4 КВт, n = 2800 об/мин.
6. Экономическая часть
6.1. Организация производства
Установка для фильтрации на листовых вакуум-фильтрах производительностью 1,7т/ч для фильтрации двуокиси титана (ТiO2) .
Установка непрерывного действия. Для обеспечения непрерывного процесса установка должна обслуживаться 24 часа в сутки, поэтому обслуживающий персонал должен работать посменно:
24/8=3-рабочие смены в сутки.
24·365=8760-колличество рабочих часов в год.
Из этой суммы вычитаем 300 часов в год на ремонт оборудования:
8760-300=8460 часов.
Учитывая существенную структуру управления, принимаю:
Мастер цеха
Аппаратчик(2 чел.) электрик(1 чел.)
Слесарь ремонтник(2 чел.)
Распределены рабочие часы между рабочими единицами.
Аппаратчик круглосуточно осуществляет контроль над установкой, за показанием контрольно – измерительной аппаратуры, за параметрами исходной смеси, за процессом фильтрации суспензии.
В случае неисправности установки, аппаратчик, учитывает их характер, вызывает сменного слесаря или электрика.
Слесарь-ремонтник устраняет неполадки, вызываемые в работе установки.
Электрик следит за освещением цеха и всей технологической установки.
Мастер составляет график планово- предупредительного ремонта, исходя из требований к данному виду оборудования. Технический осмотр(ТО)- самый частый вид обслуживания, проводится каждую смену, слесарем или электриком. Текущий ремонт (ТР)- производит слесарь, через месяц, по необходимости. Данные записываются в сменный журнал и ремонтный. Капитальный ремонт (КП)- проводят один раз в год.
Общее количество часов приходящее на ремонт оборудования- 300час/год.
ТО-25час/год; ТР-75час/год; КР-200час/год.
Распределение рабочих часов за сутки
Мастер-3час/сут.
Слесарь-ремонтник-5час/сут.
Электрик-2час/сут.
Аппаратчик- 14час/сут.
Распределение рабочих часов на год
Мастер- 3·365=1095час/год.
Слесарь-ремонтник-5·365=1825час/год.
Электрик-2·365=730час/год.
Аппаратчик- 14·365=5110час/год.
6.2. Экономический расчет
6.2.1. Сырье и материалы, используемые в установке
Установка для фильтрации на листовых вакуум-фильтрах состоит из:
1) Рама; 2) Опора (2шт); 3) Ресивер; 4) Листы фильтровальные (34шт); 5) Кран Ду 50; 6) Клапан Ду 150; 7) Трубы присоединения фильтровальных листов к ресиверу Ду 20 (68шт); 8) Ванна гуммированная (5шт).
Раму изготавливают из стали марки Ст3. Для изготовления необходимо 21м уголка 70х70мм и 8м уголка 50х50. Стоимость 1м уголка 70х70-27грн., значит необходимо 21·27 = 567грн. Стоимость 1м уголка 50х50-19грн., значит необходимо 8·19 = 152грн.
Итого на материал рамы затрачено:
567+152=719грн.
Опора изготавливается из стали марки Ст3. Для изготовления необходимо 4м швеллера 75х75.Стоимость 1м швеллера 75х75 – 54грн, следовательно, необходимо 4 · 54 = 216грн.
Учитывая, что опор 2шт, получим:
216 · 2 = 432грн.
Фильтровальный лист изготавливается из пилипропилена. Необходимо 5,7 м2 листового полипропилена толщиной 30мм. Стоимость 1 м.2 листа 430грн. значит необходимо 430·5,7= 2451грн. Учитывая, что количество листов 34 получим:
2451·34= 83334грн.
Кран устанавливаем на фильтр покупной. Стоимость крана Ду 50 – 37грн.
Клапан устанавливаем на фильтр покупной. Стоимость крана Ду 150 – 86грн.
Трубки присоединения фильтровальных листов к ресиверу изготавливаем из полипропилена. Для изготовления одной трубки необходимо 1,2м/п трубы диаметром 20мм. Стоимость 1м/п трубы – 17грн, значит необходимо 17∙1,2 = 20,4грн.
Учитывая, что трубок 68шт., получим:
20,4∙68 = 1378грн.
Ресивер изготавливается из полипропилена. Необходимо 3м/п трубы диаметром 1м. Стоимость 1м/п трубы диаметром 1м – 78грн, значит необходимо 78∙3 = 234грн.
Ванна изготавливается из стали марки СтЗ и внутри гуммируется. Необходимо 80м2 листового металла толщиной 15мм и 80м2 гуммировки толщиной 10мм. Стоимость 1м2 листового металла 280грн., а 1м2 гуммировки- 250грн., значит необходимо:
80∙280 + 80∙250=42400грн.
Для крепления всех частей и деталей установки необходимо 5кг болтов М12х35; 18кг болтов М16х45. Следовательно, гаек и шайб, соответствующих диаметром-52кг. 1кг. Болтов М12х35=14кг.;1кг - М16х45=28грн., 1кг. Гаек и шайб, соответствующих диаметров от15-30грн.
Значит 5кг-М12х35=5∙14=70грн.
18кг-М16х45=18∙28=508грн.
Гаек и шайб, по 15грн. За гр. 15∙52=780грн.
Итого: 70+508+780=1358грн.
Суммарные затраты на материалы состовляют:
719+432+234+83334+86+37+1387+212000+1358=299587грн.
6.2.2. Топливо и энергетика используется для изготовления сушилки
Электроэнергия:
- сварочные работы (сварка рамы, опор, ванн.)- 2500кВт.
- сверлильные работы- 300кВт
- монтажные работы (электроталь)- 150кВт.
- освещение цеха -130кВт.
- прокатные работы (прокатный стан) 320кВт.
Суммарный расход электроэнергии составит:
2500+300+150+130+320=3400кВт.
Зная, что 1 кВт промышленного электричества стоит 30 коп, то стоимость электроэнергии будет равна: 3400·0,3=1020грн.
6.2.3. Основная заработная плата рабочего персонала.
Изготовление фильтровальной установки занимает 830 рабочих часов.
а) Сварочные работы выполняются в течении 480 рабочих часов, двумя сварщиками 4 и 5 разрядов. Сварщик 4 разряда имеет тарифную ставку 4,2грн. в час, следовательно, ему заплатят 480∙4,2=2016грн.
Сварщик 5 разряда имеет тарифную ставку 4,8грн/час, следовательно, ему заплатят 480·4,8=2304грн.
б) Слесарные работы занимают 230 рабочих часов, выполняются 3-мя слесарями: 3,4,5- разрядов. Тарифная ставка слесаря 3 разряда 3,0грн. в час, следовательно, ему нужно заплатить 3,0·230=690грн. Тарифная ставка слесаря 4 разряда 3,5грн. в час, ему заплатят 3,5·230=805грн.
Слесарь 5 разряд, тарифная ставка 3,8грн. в час, ему заплатят 3,8·230=874грн.
в) Станочнику сверлильного станка для изготовления отверстий в корыте, раме, фильтре, листах и др. 170 рабочих часов. Тарифная ставка станочника 4,5грн. в час. значит его заработок составит :4,5·170=765грн.
г) Станочнику прокатного стана для изготовления частей ванн, фильтра и др. необходимо 150 рабочих часов. Его тарифная ставка 4,5грн в час. Его зарплата будет:4,5·150=675грн.
д) Монтажные работы электроталью (ее управление) может выполнять слесарь-монтажник 4 разряда, у которого тарифная ставка составляет 3грн./час. Время, затраченное на управление электроталью, на монтаж оборудования примем 50 ч. Следовательно, он получит: 3·50=150грн.
е) За правильностью и последовательностью следит мастер. Также он выписывает наряд-допуск на работы, следит за выполнением норм пожарной безопасностью, выполнением норм охраны труда. Его работа занимает 130час. Тарифная ставка 5,5грн в час, следовательно он заработает : 5,5·130=715грн.
Суммарные затраты на оплату рабочих составит:
2016+2304+650+805+874+765+675+150+715=8994грн.
6.2.5. Дополнительная заработная плата.
В случае выполнения всех норм указанных выше (временные рамки, норма расхода электроэнергии и металла) предусматривают начисление премии в размере 30%, тогда:
Сварщик 4 разряда 2016+30%=2620,80грн.
Сварщик 5 разряда- 2304+30%=2995,2грн.
Слесарь 3 разряда- 650·+30%=897грн.
Слесарь 4 разряда- 805+30%=1046,5грн.
Слесарь 5 разряда- 874·30%=1136,2грн.
Станочник сверлильного станка – 765 ·30%=994,5грн.
Станочник прокатного стана - 675·30%=877,5грн.
Слесарь монтажник, управляющий талью- 150·30%=195грн.
Мастер -715·30%=929,5грн.
Общая сумма на дополнительную заработную плату составит: 2620
2620,8+2995,2+897+8046,5+1136,2+994,5+877,5+195+929,5=11692,2грн.
6.2.7Отчисления на социальное страхование.
Отчисление на социальное страхование производят из фонда заработной платы в размере 37%. Значит, оно составит: 11692,2-63%=4326грн.
6. Расходы на подготовку производства. Эти расходы включают в себя подготовку цеха, рабочего места каждого работника к определенному виду работы. Эта статья также учитывает время на переодевания рабочих, уборку рабочего места, подготовку инструмента к работе. Эти затраты в среднем составят 900грн.
6.2.8. Амортизационные отчисления.
В процессе изготовления барабанной сушилки используют оборудование:
- сверлильный станок, стоимостью 8 тыс. грн.
- прокатный стан, стоимостью 6 тыс. грн.
- электроталь, стоимостью 5 тыс. грн.
Так как амортизационное отчисление составляет 10% от стоимости станков в год, то они составят:
- для сверлильного станка за 170 рабочих часов – 680грн.
-для прокатного стана за 150 рабочих часов-450грн.
-для электротали за 50 рабочих часов – 125грн.
Расчеты составлены с учетом 2000 рабочих часов в год.
Суммарное амортизационное отчисление составит:
680+450+125=1255грн.
Накладные цеховые расходы включают в себя: содержание складских помещений, выплата заработной платы кладовщику, содержание инструментальных помещений, стирку рабочей одежды, уборку основных и вспомогательных помещений. На все эти расходы принимаем 450грн.
6.2.9. Цеховая себестоимость.
Цеховая себестоимость включает в себя сумму всех статей расходов:
1. Материал, используемый для изготовления фильтровые установки 299587.
2. Электроэнергия, используемая в изготовлении - 1020грн.
3. Заработная плата рабочих – 11652,2грн.
4. Отчисления на социальное страхование - 4326грн.
5. Расходы на подготовку производства - 300грн.
6. Амортизационные отчисления - 1255грн.
7. Накладные цеховые расходы - 450грн.
Итого: 299587+1020+11692,2+4326+900+1255+450=319230,2
6.2.10. Заводские расходы.
Заводские расходы включают в себя: расходы на содержание складских помещений, служащих отдела сбыта, бухгалтерия, автомобильного транспорта, подача в цех электроэнергии, воды, отвод канализационных стоков, услуги электросвязи. Они составили 850 грн.
6.2.11. Внепроизводственные расходы.
К ним относят: заработную плату зеленстрою, расходы на подачу воды для полива газонов, содержание фонтанов. Они составят - 400грн.
6.2.12. Полная себестоимость.
Учитывая все выше перечисленные статьи расходов можно составить полную себестоимость: 319230,2+850+400=320480,2грн.
Отпускная цена формируется с учетом 20% накрутки на полную себестоимость и составляет 384576,24грн.
Итог
| № | Статьи затрат | Сумма (грн.) |
| 1 | Материал, используемый для изготовления фильтровальной установки | 299587 |
| 2 | Электроэнергия используемая в изготовлении | 1020 |
| 3 | Заработная плата рабочих | 11692,2 |
| 4 | Отчисления на социальное страхование | 900 |
| 5 | Расходы на подготовку производства | 500 |
| 6 | Амортизационные отчисления | 1255 |
| 7 | Накладные цеховые расходы | 450 |
| 8 | Заводские расходы | 850 |
| 9 | Внепроизводственные расходы | 400 |
| 10 | Полная себестоимость | 320480,2 |
| 11 | Отпускная цена | 384576,42 |
| Всего | 384576,42 |
7. ОХРАНА ТРУДА
Основная задача охраны труда на предприятии установление профилактической работы по созданию в каждом структурном подразделении и на каждом рабочем месте условий труда, соответствующих требованиям нормативных документов, создание предпосылок для неуклонного снижения показателей производственного травматизма, профессиональных заболеваний, безаварийной работы.
Эксплуатация технологического оборудования ведется согласно инструкциям, утвержденным руководством завода и вывешенным на рабочих местах. В инструкциях указаны права, обязанности и ответственность обслуживающего персонала, порядок обслуживания оборудования при нормальном режиме и аварийных ситуациях, порядок осмотра и ремонта оборудования, мероприятия по технической и противопожарной безопасности
7.1 ХАРАКТЕРИСТИКА ПРОЕКТИРУЕМОГО ОБЪЕКТА
7.1.1 Краткая характеристика применяемых полуфабрикатов, готовой продукции и отходов
Отделение «белой» фильтрации является невзрыво и непожароопасным. Все работники этого участка должны быть обеспечены по установленным нормам спецодеждой, индивидуальными средствами защиты; рукавицами, респираторами, противогазами,
Полиакриламид – пожаровзрывобезопасен, малотоксичен. При хранении может выделятся небольшое количество аммиака, пары которого вызывают раздражение верхних дыхательных путей, слизистых оболочек глаз и носа. При попадании на кожу необходимо смыть его водой.
Натрия полифосфат – не токсичен пожаровзрывобезопасен. Вдыхание пыли полифосфата натрия может вызывать раздражение слизистых оболочек и дыхательных путей.
Едкий натр – представляет собой едкую жидкость, не горюч, не взрывоопасен, относится ко второму классу опасности (высокоопасен). ПДК – 5 мг∕м3. При попадании на кожу вызывает химические ожоги, а при длительном воздействии может вызвать язвы и экземы, сильно действует на слизистые оболочки. При попадании в глаза необходимо промыть глаза большим количеством воды.
7.1.2 Характеристика условий труда в отделении белой фильтрации
Основными производственными вредными факторами в отделении «белой» фильтрации являються тепловыделения. Для борьбы с выше указанными вредностями проектируется приточно-вытяжная вентиляция с механическим и естественным побуждением.
Процесс фильтрации имеет опасности:
а) возможность поражения электрическим током при прикосновении к кабелям, электрическим проводам и электрооборудованию, находящихся под напряжением;
б) возможность получения механических травм при обслуживании и ремонте оборудования;
7.1.3 Способы уменьшения опасных и вредных производственных факторов до допустимых уровней
Для уменьшения основного опасного фактора тепловыделения и установления требований к воздуху рабочей зоны в соответствии с ГОСТ 12.1.005-88 проектируется вентиляция соответствующая требованиям ГОСТ 12.4.021-75. Вентиляция проектируется механическая общеобменная и естественная обеспечивающая 6 кратный воздухообмен.
Все вращающиеся и движущиеся части оборудования должны быть надежно ограждены. Во время действия механизма ограждение должно быть на месте и надежно закреплено; снимать ограждение можно только после полной остановки механизма и, когда полностью исключена возможность приведения его в действие; пуск механизма возможен только после установки на место всех ограждений.
Для снижения выделения вредных веществ и пыли в воздух рабочих помещений необходимо следить за герметичностью оборудования, особое внимание обращать на сальниковые устройства, фланцевые и резьбовые соединения, съемные детали, люки, запорную и регулирующую арматуру, сварные швы.
Перед эксплуатацией оборудование необходимо проверять на герметичность. Основными способами проверки являются гидравлическое испытание водой и пневматическое – сжатым воздухом или инертными газами.
Для снижения шума агрегаты с повышенным уровнем шума расположены на фундаментах. Большое значение для снижения шума и вибрации имеют правильная балансировка, центровка и уравновешенность роторов, муфт, маховиков и других вращающихся деталей, смазка оборудования. Необходимо пользоваться средствами защиты органов слуха от шума.
Для создания нормальной освещенности рабочей зоны необходимо своевременно заменять перегоревшие лампочки, очищать запыленные и загрязненные светильники, устранять загрязнения стен и потолка, снижающие отражение светового потока, систематически мыть оконные стекла.
Основными мерами защиты человека от поражения электрическим током являются: правильное устройство и эксплуатация электрического оборудования и токоведущих частей; защита от прикосновения к токоведущим частям (изоляция); защита от перехода напряжения на нетоковедущие части оборудования (заземление); наличие блокировочных и сигнальных устройств, предупредительных плакатов и надписей; применение средств индивидуальной защиты.
Работы, выполняемые на высоте более 1,3 м от поверхности грунта или рабочей площадки должны производиться с приставных лестниц, подмостей или лесов при обязательном применении исправных и испытанных предохранительных поясов.
Рабочие площадки, расположенные на высоте, необходимо ограждать для предотвращения падения людей, а также, чтобы препятствовать падению различных предметов, могущих причинить травму работающему внизу персоналу.
Во избежание переполнения сборников необходимо проверять исправность уровнемеров, сигнализаторов уровня и приспособлений, автоматически отключающих подачу суспензии или растворов при превышении заданного уровня.
Все средства автоматического контроля, регулирования и защиты, а также предупредительную и аварийную сигнализацию содержать в исправном состоянии.
Для защиты от химических факторов воздействия на организм человека необходимо при работе пользоваться спецодеждой, спецобувью и средствами коллективной и индивидуальной защиты работающего.
7.1.4 Классификация отделения «белой » фильтрации
Категория отделения “белой ” фильтрации по взрывопожароопасности согласно ОНТП 24-86 относится к классу Д непожароопасное помещение.
Группа производственного процесса по санитарной характеристике согласно СНиП 2.09.04 - 2г.
7.2 Производственная санитария и гигиена труда
Показатели, характеризующие микроклимат (оптимальные и допустимые): температура воздуха, относительная влажность воздуха, скорость движения воздуха устанавливаются ГОСТ 12.1.005 в зависимости от периода года и категории выполняемых работ. Микроклимат в производственных помещениях должен соответствовать санитарным нормам ДСН 3.3.6.042-99 “Санитарные нормы микроклимата в производственных помещениях”.
Согласно ГОСТ 12.1.012-90 и санитарным нормам ДСН 3.3.6.039-99 «Нормы производственной общей и локальной вибрации» в отделении «белой» фильтрации установлена категория вибрации 2 тип «а». Критерий оценки – граница снижения производительности труда. Условия труда - технологическая вибрация, воздействующая на операторов стационарных машин и оборудования или передающаяся на рабочие места, не имеющие источников вибрации.
Требования, предъявляемые к технологическим процессам производства, к производственному оборудованию и помещениям, должны соответствовать ГОСТ 12.3.002, ГОСТ 12.2.003 и СП 1042.
Производственные помещения должны быть оборудованы отоплением, вентиляцией по СНиП 2.04.05 и по ГОСТ 12.4.021. Санитарно-гигиенический контроль систем вентиляции производственных помещений осуществляется силами вентслужб или санитарных лабораторий предприятий согласно МУ № 4425.
Производственное оборудование и коммуникации в местах возможного образования пыли должны быть обеспечены местными аспирационными отсосами, обеспечивающими состояние воздуха рабочей зоны в соответствии с требованиями ГОСТ 12.1.005 или, при необходимости, герметизированы.
Оборудование и коммуникации должны быть заземлены от статического электричества по ГОСТ 12.1.018 и ДНАОП 0.00-1.29.
Исходя из вида трудовой деятельности, уровни шума на рабочих местах не должны превышать 80дБ А в соответствии с ГОСТ 12.1.003-90 и ДСП 3.3.6.037-99 «Санитарные нормы производственного шума, ультразвука и инфразвука».
Разряд и подразряд зрительных работ, минимальные уровни естественного, искусственного и совмещенного освещения должны соответствовать СНиП ΙΙ-4 (в редакции 1991г), метод измерений по ДСТУ Б.В 2.2-6.
Производственные помещения должны быть снабжены проточной питьевого качества водой (горячей и холодной) ГОСТ 2874, канализированы и должны соответствовать требованиям ДСН 3.3.6.042.
7.3 ТЕХНИКА БЕЗОПАСНОСТИ
7.3.1 Общие требования безопасности
Все работающие должны соблюдать установленный противопожарный режим, выполнять требования правил и других нормативных актов по вопросам пожарной безопасности. Организационно-технические мероприятия по обеспечению пожарной безопасности должны соответствовать ГОСТ 12.1.004-91.
Здания, сооружения, помещения, технические установки должны быть обеспечены первичными средствами пожаротушения, которые используются для локализации и ликвидации пожаров в их начальной стадии развития.
Горюче-смазочные материалы должны храниться в объеме суточной потребности в специально отведенных местах.
Использованные обтирочные материалы, промасленную ветошь необходимо собирать в металлические ящики с крышками уничтожать после каждой смены.
Работы, не предусмотренные инструкциями по охране труда, разрешается проводить только после проведения целевого инструктажа по выполняемой работе с записью в наряде-допуске или журнале регистрации инструктажей по вопросам охраны труда.
7.3.2 Требования безопасности при эксплуатации и ремонте оборудования
Разрешается работать только на исправном оборудовании, при наличии ограждений на движущихся и вращающихся частях механизмов, при наличии заземления электродвигателей, рубильников, пусковых устройств, каркасов распределительных щитов и т.п.
Необходимо соблюдать установленные сроки проведения осмотров оборудования, а также остановки его на планово-предупредительные ремонты и остановочные капремонты.
Состояние стенок оборудования и коммуникаций, в которых находятся химически агрессивные вещества, должно контролироваться путем периодического осмотра и замера величины износа материала.
Сборники для агрессивных жидкостей необходимо устанавливать на фундаментах (не менее 1 м от пола до днища емкости), конструкция которых позволяет производить осмотр всех поверхностей и ликвидировать утечки кислоты. Емкости должны быть закрыты, иметь указатели уровня, а также устройства, не допускающие попадание жидкости на пол или площадку. Запрещается превышать максимальный уровень жидкости, установленный проектом. Крышки емкостей должны быть снабжены вытяжками-воздушками.
Сальниковые насосы, работающие на перекачке агрессивных жидкостей, должны иметь защитные кожухи из антикоррозийного материала, закрывающие сальники.
Все фланцевые соединения трубопроводов с агрессивными жидкостями, а также горячими растворами и паром, должны иметь закрывающие устройства (кожухи, желоба и др.).
Запрещается прокладывать трубопроводы для пожара- и взрывоопасных, вредных и едких веществ через бытовые, подсобные и административно-хозяйственные помещения, распределительные устройства, электропомещения, помещения для контрольно-измерительных приборов и вентиляционные камеры.
Фланцевые соединения трубопроводов, транспортирующих кислоты и другие агрессивные жидкости, нельзя располагать над дверными проемами и основными проходами внутри цеха.
В местах движения людей и транспорта (над дорогами, проездами, переходами) трубопроводы, имеющие фланцевые соединения и транспортирующие агрессивные жидкости, должны быть закрыты кожухами и заключены в желоба с отводом агрессивных жидкостей в безопасное место.
Места перехода через трубопроводы должны быть оборудованы металлическими лестницами (мостиками) с двусторонними перилами.
Все люки, колодцы, лотки, расположенные в отделениях и на территории цеха должны быть закрыты. Временно открытые люки, колодцы, лотки должны иметь ограждения высотой не менее 1 м.
Все переходы, рабочие и обслуживающие площадки, лестницы должны быть снабжены перилами высотой 1м с ограждающим бортом высотой не менее 0,15 м.
Использование действующих трубопроводов для крепления подмостей, лестниц и др. предметов исключается.
Ходить по емкостям, а также по трубопроводам с агрессивными жидкостями запрещается.
Перед осмотром, чисткой и ремонтом технологического оборудования должна быть отключена подача электроэнергии к электроприемникам с разборкой электросхем и вывешиванием плаката «Не включать работают люди!»
Оборудование, находящееся в эксплуатации, постоянно должно подвергаться осмотру, ревизии и систематическому профилактическому ремонту в соответствии с графиком ремонта, составленным на основе «Системы технического обслуживания и ремонта технологического и теплоэнергетического оборудования химических предприятий» Министерства промышленной политики Украины.
Работы на высоте по разборке и монтажу трубопроводов и оборудования необходимо производить только с лесов или подмостей с перилами и бортовым ограждением.
Все контрольно-измерительные приборы должны находиться в работоспособном состоянии, систематически проверяться по специальной инструкции и утвержденному графику.
Производство должно быть обеспечено телефонной и при необходимости громкоговорящей связью.
Работы внутри емкостей относятся к газоопасным и должны проводиться в соответствии с «Типовой инструкцией по организации безопасного проведения газоопасных работ».
Газоопасные работы внесены в Перечень газоопасных работ по цеху и подразделяются на:
а) работы проводимые с обязательным оформлением наряда-допуска;
б) работы проводимые без оформления наряда-допуска, но с обязательной регистрацией таких работ в журнале.
К таким работам относятся периодически повторяющиеся газоопасные работы, являющиеся неотъемлемой частью технологического процесса, характеризующиеся аналогичными условиями их проведения, постоянством места проведения.
Перечень газоопасных работ, проводимых по журналу, включается в перечень газоопасных работ цеха.
Основные мероприятия по проведению газоопасных работ:
а) выполнение работ необходимо производить бригадой не менее 2-х человек;
б) единовременное пребывание работающего в противогазе ПШ-1 должно быть не более 30 минут;
в) работать необходимо в суконной или лавсановой спецодежде, резиновых сапогах, рукавицах КР и каске;
г) средствами индивидуальной защиты являются: шланговый противогаз марки ПШ-1, испытанный пояс с сигнальной спасательной веревкой;
д) работать необходимо инструментом, не дающим искр и подавать в сумке после спуска работающего;
е) спуск в емкость производить по испытанной лестнице;
ё) пользоваться освещением 12В во взрывозащищенном исполнении;
К категории работ с повышенной опасностью для персонала цеха относятся:
а) все работы, связанные с ремонтом оборудования и трубопроводов, работающих под агрессивными средами и паром;
б) работы на оборудовании, перемещающем грузы (конвейеры и др.);
в) ремонт грузоподъемных механизмов (грейферный кран, тельферы и др.);
г) все работы на высоте.
Все ремонтные работы необходимо проводить исправным инструментом. При проведении ремонтных и аварийно-восстановительных работ оформляется наряд-допуск, который является письменным разрешением на производство работ в отведенной ремонтной зоне.
Запрещается производить «на ходу» ремонт и чистку движущихся механизмов, подтяжку сальниковых уплотнений.
Запрещается производить ремонт, наладку, чистку аппаратов, трубопроводов, механизмов, арматуры, находящихся под давлением, при высокой температуре, не освобожденных от агрессивных жидкостей, не отглушенных от подводящих и отводящих трубопроводов.
Места установки заглушек на отключенном оборудовании (коммуникациях) указываются на схеме установки заглушек, которые подписывает начальник цеха.
Ответственность за подготовку мест установки заглушек (перекрытие запорной арматуры, сброс давления, продувка, пропарка, слив жидкости, отбор проб для анализов), за установку заглушек согласно схеме, и их снятие, а также за своевременную запись об этом в журнале учета, установки и снятия заглушек несет лицо, ответственное за вывод оборудования в ремонт. После установки заглушек ответственное лицо должно указать их номера на схеме установки заглушек и сделать об этом запись в журнале с указанием даты, времени, и места установки и номер каждой заглушки, время ее изъятия, а также фамилии рабочих установивших и изъявших их.
Во избежание поражения электрическим током запрещается проводить ремонтные и регулировочные работы электроаппаратуры лицам, не имеющим на это специального допуска и разрешения.
7.3.3 Расчет заземляющего устройства
Расчет ведем для электроустановки напряжением до 1000 В, в сети с изолированной нейтрайлю.
Исходные данные:
1. Климатическая зона – III
2. Грунт – суглинок.
3. Влажность земли – малая.
4. Вид вертикального одиночного заземлителя – круглый.
5. Вид соединяющего горизонтального электрода – арматура.
6. Мощность электрооборудования - < 100 кВт.
7. Способ размещения электродов – в ряд.
8. Длина одиночного вертикального заземлителя – l = 3м.
9. Отношение расстояния между электродами к их длине – 3.
10. Диаметр одиночного вертикального заземлителя – d = 0,03м.
11. Диаметр соединительного электрода d1= 0,04м.
Расчет
Определим сопротивление растеканию тока одиночного заземлителя по формуле [ ,1]:
где, ρ – удельное сопротивление грунта, Ом м;
ρ= ρтабл. Ψ, [ ,8].
где, ρтабл = 100 Ом м – удельное объемное сопротивление грунта, [ ,табл.3].
ψ = 1,2 коэффициент сезонности для однородной земли, [ ,табл.5].
отсюда,
ρ = 100 1,2 = 120 Ом м.
l - длина электрода, м;
d - диаметр электрода, м;
b Ширина полосы или полки (для уголка), м;
t - заглубление электрода, м.
Здесь h - расстояние от вершины электрода до поверхности земли, м.
h = 0,8м [ ,с.1].
Полученные значения подставляем в формулу, получим:

Определяем количество вертикальных заземлителей, по формуле [ ,3]:
где, ηв - коэффициент использования вертикальных заземлителей.
ηв = 0,76 [ ,табл.6].
отсюда,
![]()
Определим сопротивление растеканию тока горизонтальных соединительных проводников, по формуле [ ,5].
где - ![]() удельное
объемное сопротивление грунта с учетом
удельное
объемное сопротивление грунта с учетом ![]() Ом.
Ом.
l1 - длина заземляющего проводника, м;
l1 = 1,05 l' nв, [ ,5].
здесь, l' расстояние между заземлителями, м.
l' = (1-3) l
l' = (1-3) 3 = 3-9, принимаем l'= 6м.
отсюда,
l1 = 1,05 6 6 = 12,6м.
d1 - диаметр заземляющего проводника, м;
t - глубина заложения заземляющего проводника, м;
Подставляем полученные значения в формулу, получим:

Определяем сопротивление группового заземлителя, по формуле [ ,7]:
где, ηr – коэффициент использования горизонтального электрода.
ηr = 0,88 [ ,табл.8].
отсюда,

Следовательно, Rгр< Rзаз, 2,45<4, значит, рассчитанное заземление удовлетворяет требованиям ПУЭ и ПТЭЭ.
7.4. Пожарная безопасность
Химические предприятия отличаются повышенной пожарной опасностью, так как характеризуется сложностью производственных процессов, наличием значительных количеств ЛВЖ и ГЖ, сжиженных горючих газов, твёрдых сгораемых материалов, большой оснащённостью электрическими установками и др.
Причины возникновения пожаров:
· нарушение технологического режима 33 %;
· неисправность электрооборудования 16 %;
· плохая подготовка к ремонту оборудования –13 %;
· самовозгорание промасленной ветоши и других материалов 13%;
· а также другие причины.
Мероприятия по пожарной профилактике разделяют на организационные, технические, режимные и эксплуатационные.
Организационные мероприятия предусматривают правильную эксплуатацию машин и внутризаводского транспорта, правильное содержание зданий, противопожарный инструктаж и т.п.
Технические мероприятия – соблюдение противопожарных правил и норм при проектировании зданий, при устройстве электроприводов и оборудования, вентиляции, освещения, правильное размещение оборудования.
Режимные мероприятия – запрещение курения в не установленных местах, запрещение сварочных и других огневых работ в пожароопасных помещениях и т.п.
Эксплуатационные мероприятия своевременная профилактика, осмотры и испытания технологического оборудования.
Оценка пожарной опасности промышленных предприятий.
В соответствии со СНиП 2-2-80 все производства делят по пожарной, взрывной и взрывопожарной опасности на шесть категорий. Данный цех отвечает первой категории А.
А – взрывопожароопасные производства, в которых применяют горючие газы с нижним пределом воспламенения 10% и ниже, жидкости с tвсп£28оС в предложении, что газы и жидкости могут образовать взрывоопасные смеси в объеме, превышающем 5% объёме помещения, а также вещества, которые способны взрываться и гореть при взаимодействии с водой, кислородом воздуха или друг с другом (окрасочные цехи, цехи с наличием горючих газов и тому подобное).
Правила устройства электроустановок (ПУЭ) регламентируют устройства электрооборудования в промышленных помещениях и в наружных технологических установках на основе классификации взрывоопасных зон(В-I, B-Ia, B-Iб, B-Iв B-II, B-IIa, П-I, П-II, П-IIa, П-III).
Огнетушащие вещества и аппараты пожаротушения:
- вода;
- спринклерная установка;
- дренчерные установки;
- пены (химическая, воздушно-механическая);
- инертные газообразные разбавители;
- ингибиторы;
- порошковые составы на основе солей щелочных металлов;
просеивать. Пожарный инвентарь должен размещаться на видных местах, иметь свободный и удобный доступ и не служить препятствием при эвакуации во время пожара.
Огнетушители предназначены для тушения начинающихся очагов пожара при воспламенении всех горючих твердых и жидких веществ. Запрещается пользоваться любыми видами огнетушителей для тушения горячей одежды на человеке.
Ручные углекислотные огнетушители ОУ-2,ОУ-5, ОУ-8 предназначены для тушения начинающихся очагов пожара при воспламенении всех горючих твердых и жидких веществ. Запрещается пользоваться любыми видами огнетушителей для тушения горящей одежды на человеке.
Огнетушители порошковые ОП-2,ОП-3,ОП-5Б, ОП-9 предназначены для оснащения подразделений пожарной охраны, защиты объектов народного хозяйства, применение на автомобильном железнодорожном , морском и речном транспорте в качестве средств тушения пожаров класса А (твердых веществ) , В (жидких веществ), С (газообразных веществ), электроустановок, находящихся под напряжением до 10000В , а также загораний в бытовых условиях. Огнетушитель состоит из корпуса, наполненного огнетушащим порошком . На головке установлена чека с кнопкой запуска, рычаг, ручка. Огнетушитель оснащен гибким рукавом, насадкой-распылителем. Принцип работы основан на использовании энергии сжатого газа для выброса огнетушащего вещества.
В данном отделении фильтрации используют огнетушители ОП-2,ОП-3,ОП-5Б, ОП-9 ОУ-2,ОУ-5, ОУ-8.
8.Экологическая часть
8.1.Введение. Важность вопроса защиты среды.
Содержание современной экологии лучше всего можно определить, исходя из концепции уровней организации, которые составляют своеобразный «биологический центр»
Иерархический подход дает удобную основу для подразделения и изучения экологических ситуаций. На этом основании можно дать определение экологии как науки, ее содержания, предмета и задач. Экология — это наука, исследующая закономерности жизнедеятельности организмов. О любых ее проявлениях, на всех уровнях интеграции в их естественной среде обитания, с учетом изменений, вносимых в среду деятельностью человека.
Основным содержанием современной экологии является исследование взаимоотношений организмов друг с другом и со средой на популяционно-биоценотическом уровне и изучение функционирования биологических макросистем более высокого ранга: биогеоценозов (экосистем), биосферы, их продуктивности и энергетики.
Предметом исследования экологии являются биологические макросистемы (популяция, биоценозы) и их динамика во времени и пространстве.
Основные задачи экологии могут быть сведены к изучению динами_и популяций, к учению о биоценозах и экосистемах. Структура биоценозов, на уровне формирования которых происходит освоение среды, способствует наиболее экономичному и полному использованию жизненных ресурсов. С этой точки зрения, главная теоретическая и практическая задача экологии заключается в том, чтобы вскрыть законы этих процессов и научиться управлять ими в условиях неизбежной индустриализации и урбанизации нашей планеты.
8.2. Источники загрязнения биосферы.
Определение и структура биосферы.
Согласно современным представлениям, биосфера — это своеобразная оболочка земли, содержащая всю совокупность живых организмов и ту часть вещества планеты, которая находится в непрерывном обмене с этими организмами.
По физическим природным условиям биосфера может быть подразделена на три среды: атмосферу, гидросферу и литосферу.
Атмосфера газообразная оболочка планеты, состоящая из смеси различных газов, водяных паров и пыли. Через атмосферу осуществляется обмен вещества Земли с Космосом. Земля получает космическую пыль и метеоритный материал, теряет самые легкие газы: водород и гелий. Атмосфера земли насквозь пронизывается мощной радиацией Солнца, определяющей тепловой режим поверхности планеты, вызывающей диссоциацию молекул атмосферных газов и ионизацию атомов. Атмосферу делят на тропосферу, стратосферу, мезосферу, термосферу, экзосферу. Обширная область разряженной верхней атмосферы состоит преимущественно из ионов. Эта область обозначается как ионосфера. Большая часть массы атмосферы имеет относительно однородный азотно-кислородный состав. В тропосфере во взвешенном состоянии присутствуют также твердые и жидкие частицы, которые, как правило, называют аэрозолями. Принято выделять постоянные и переменные компоненты атмосферы в зависимости от длительности их пребывания в атмосфере. Таким примером является вода, находящаяся в атмосфере в разных формах и концентрациях. В то же время такое подразделение составных частей атмосферы является относительным, так как в течение длительных интервалов времени все компоненты атмосферы оказываются переменными.
Главными составными частями атмосферы являются азот, кислород аргон и углекислый газ.
Одним из важнейших компонентов атмосферы является озон О3 .Его образование и разложение связаны с поглощением ультрафиолетовой радиации Солнца, которая губительна для живых организмов. Для образования озона необходимы свободные атомы кислорода, которые возникают при разложении молекул О2 под воздействием квантов излучения в ультрафиолетовой области.
Гидросфера — совокупность всех вод Земли: материковых (глубинных, почвенных, поверхностных), океанических, атмосферных. Как особая водная оболочка Земли, здесь рассматриваются лишь воды, находящиеся на поверхности планеты — материковые и океанические. Вследствие высокой подвижности воды возникают повсеместно в различные природные образования. Они находятся в виде паров и облаков в земной атмосфере, формируют океаны и моря, существуют в замороженном состоянии в высокогорных районах континентов и в виде мощных ледяных панцирей покрывают полярные участки суши. Атмосферные осадки проникают в толщи осадочных пород, образуя подземные воды. Вода способна растворять в себе многие вещества, в связи с этим воды гидросферы можно рассматривать в качестве естественных растворов разной степени концентрации.
Подавляющая часть массы природных вод (94%) — это воды Мирового океана, представляющего собой уникальную природную систему. Здесь происходит грандиозный процесс обмена и трансформации энергии и вещества нашей планеты. Различные физические, химические и биологические процессы объединяются, образуя единую природу океана древнейшую область биосферы Земли. Со времени образования океана протекало изменение его природы под воздействием различных природных процессов: солнечного излучения, геологических и геохимических факторов и, что весьма важно, под влиянием биологических процессов.
Наиболее чистые атмосферные воды содержат 10-50 мг/л растворенных веществ. Морская (океаническая) вода представляет собой раствор, содержащий в среднем в 1 кг 35 г вещества. Можно считать, что в морской воде присутствуют все химические элементы таблицы Менделеева. Однако преобладающая часть растворенных веществ представлена немногими химическими элементами: натрием, магнием, кальцием, хлором, углеродом, серой. Они находятся в морской воде в виде ионов различного типа.
Литосфера верхняя «твердая» оболочка Земли, постепенно переходящая с глубиной в сферы с меньшей прочностью вещества. Включает земную кору и верхнюю мантию Земли. Мощность литосферы 50-100 км, в том числе земной коры — до 75 км на континентах и 10 км под дном океана (рис. 2.3). Химический состав земной коры определяют немногие элементы. Всего лишь восемь элементов (кислород, кремний, алюминий, железо, кальций, магний, натрий, калий) слагают основную ее массу. Ведущим и наиболее распространенным элементом является кислород, составляющий едва ли не половину массы земной коры (~ 47,3%) и 92% ее объема. Он прочно связан химически с другими элементами в главных породообразующих минералах. Земная кора сложена горными породами различного типа и различного происхождения. На осадочные породы приходится 9,2%, на метаморфические — 20% и на магматические — 70,8%. Поверхность континентов на 80% занята породами осадочными, а океаническое дно почти полностью свежими осадками как продуктами сноса материала континентов и деятельности морских организмов. Земная кора первоначально возникла как продукт выплавления материала первичной мантии, который в дальнейшем был существенно переработан в биосфере под влиянием воздуха, воды и деятельности организмов. Континентальная часть земной коры в течение длительной геологической истории находилась в ту или другую эпоху в области биосферы, что наложило свой отпечаток на облик, состав и распространенность осадочных горных пород, и сосредоточенных в них месторождений полезных ископаемых в виде угля, нефти, горючих сланцев, кремнистых и карбонатных пород, связанных в прошлом с жизнедеятельностью организмов. Поэтому континентальная земная кора имела и имеет прямое и косвенное отношение к биосфере.
8.3.Основные загрязняющие компоненты выбросов и стоков.
Загрязнение воздуха.
В воздухе насчитываются сотни загрязняющих веществ. Наибольшее негативное влияние на атмосферу, породившее такие проблемы, как «парниковый эффект», «озоновые дыры» и кислотные дожди, оказывают следующие классы соединений: оксиды углерода; оксиды серы; оксиды азота; летучие органические вещества метан СН4, бензол С6Н6; взвешенные твердые частицы – пыль, сажа, асбест, соли металлов, диоксины, пестициды и др.
Парниковый эффект считают причиной глобального потепления, которое наблюдалось в последние 20 лет XX столетия. Так, 1998 г. Побил все рекорды: в Нью-Йорке в течение 40 дней температура не падала ниже 31 °С, суровая засуха привела к тому, что в США впервые сбор зерна упал ниже потребностей страны. На Ямайке пронесся страшный ураган, лишив крова 500 тыс. человек. Муссонные дожди затопили 2/3 территории Бангладеш – 25 млн. людей потеряли жилище. В Антарктиде откололся гигантский айсберг длиной 130 км. Жарко было и в Европе.
Следствие парникового эффекта, вызывающее наибольшие опасения, - это подъем уровня Мирового океана. Международная конвенция климатологов в Австрии (1988) прогнозировала к 2030 2050 гг. повышение температуры на 1,5 – 4,5 °С, что может вызвать подъем уровня океана на 50 – 100 см, а к концу XXI века - на 2 м. Трудно предсказать все страшнее последствия повышения уровня моря. Людей ждет не только «всемирный потоп», могут усилиться засухи и пожары. Огромные лесные массивы в результате сгорания станут дополнительными источниками углерода, что усугубит потепление.
Пылевое облако настолько снизило солнечную радиацию, что похолодание привело к увеличению снежного покрова. Это, в свою очередь, вызвало гибель на близлежащей территории 90 % молодых зайчат, а через 3 года было зафиксировано снижение поголовья рыси, которая погибала из-за недостатка пищи.
И все-таки из-за неопределенности ситуации нельзя отказываться от стратегического планирования, мириться с уничтожением лесов, выбросом в атмосферу парниковых газов.
Озоновый столб – это количество озона, через которое ультрафиолетовые лучи должны пройти из верхних слоев атмосферы до поверхности Земли в данном пункте.
Причины появления «озоновых дыр» объясняют по-разному. Возможно, это связано с естественными циклами в природе, на которые раньше не обращали внимания. Первоначально основной причиной разрушения озонового слоя считали воздействие сверхзвуковых транспортных самолетов, которые загрязняют стратосферу водой и оксидами азота, способными разрушать озон.
Но высокая стоимость таких полетов настолько замедлила развитие сверхзвуковых перевозок, что теперь они не представляют существенной угрозы для озонового экрана.
Выхлопные газы автомобилей и удобрения в почве – тоже источники оксидов азота. Известно, что бром в виде метилбромида, широко используемый в сельском хозяйстве, может разрушать озон. Сколько его улетучивается в атмосферу, пока неизвестно. Предполагают, что большие количества таких промышленных химикатов, как четыреххлористый углерод и метилхлороформ, могут выделять заметные количества хлора.
Кислотные дожди являются другим видом загрязнения атмосферы, не признающим государственных границ. Во многих странах (вначале в Скандинавии, а затем в США, Канаде, Северной Европе, Японии и др.) ученые обнаружили, что дождевая вода, казалось бы, самая чистая в природе, содержит большое количество кислот. Причина этого – выбросы в атмосферу оксидов серы и азота.
Оксиды серы и азота поступают в воздух при сжигании ископаемых видов топлива, первое место среди которых занимает каменный уголь (до 90 %), на втором месте – нефть, значительно уступает им газ. Оксиды азота образуются в основном при сжигании топлива автомобильным транспортом.
При сжигании угля и нефти образуются диоксид и триоксид серы.
Образовавшийся триоксид реагирует с водяным паром, образуя серную кислоту.
Серная кислота присутствует в воздухе в виде легкого тумана, состоящего из крошечных капель.
Сгорая, топливо образует также оксиды кальция и железа, которые вступают в реакцию с серной кислотой.
Количество содержащихся в городском воздухе твердых частиц сульфатов кальция и железа и капелек серной кислоты может достигать 20 %. Ветер разносит эти загрязнения на сотни километров от места их выброса: возникают туманы и смоги.
Оксиды азота окисляются в воздухе и тоже растворяются в капельках воды, образуя азотную кислоту.
Эти две кислоты (Н2SO4 и НNО3), а также их соли и обусловливают выпадение кислотных дождей. На растения, почву и воду выпадают также сухие частицы в виде солей.
Естественная дождевая вода имеет слабокислую реакцию (рН=6), так как находится в контакте с СО2 (естественный компонент атмосферы) и растворяет ее, образуя слабую угольную кислоту:
СО2 + Н2О = Н2СО3
Спектр влияния кислотных дождей очень широк. Прежде всего, они сказываются на популяциях рыб в озерах, особенно высокогорных, где вода стала кислой. По данным 1975 г., в США 51 % озер имели рН воды меньше 5, в 90 % этих озер рыба полностью отсутствовала. Правда, трудно предположить, что такая вода может сильно влиять на взрослых рыб. Скорее всего, низкий рН препятствует размножению рыб, убивая икру.
Кислотные дожди разрушают строительные материалы (растворы, гипс, камень и др.), реагируя с кальцием и магнием, входящими в их состав; усиливают коррозию строительных конструкций из железа и других металлов. Шведские специалисты обнаружили высокую корреляцию между кислотными дождями и коррозией ста ли. Бесценные мраморные статуи, исторические здания и витражи во всем мире подвергаются пагубному воздействию кислотных осадков.
В заключение следует подчеркнуть, что все страны на международном уровне должны, наконец, договориться о снижении выбросов диоксида углерода СО2 и других парниковых газов; сокращении выбросов оксидов серы и оксидов азота; запрещении использования хлорфторуглеводородов.
Загрязнение воды.
Несмотря на то, что вода является возобновляемым ресурсом, она может быть загрязнена до такой степени, что становится непригодной для многих видов водопользования и вредной для живых организмов. Кроме того, антропогенная деятельность приводит к деградации и разрушению водных экосистем.
Загрязнение воды связано с использованием наземных экосистем и загрязнением атмосферы. Это экологическая проблема не только локального, регионального, но и глобального уровня. Речные и океанические течения переносят загрязнения далеко от мест их сброса, часто пересекая государственные границы.
Загрязнение пресноводных экосистем происходит из точечных и неточечных источников. Точечные источники сбрасывают загрязнения по трубам, канавам и канализационным системам со сточными водами. Примерами служат промышленные предприятия, очистные станции, угольные шахты, нефтяные скважины. Неточечные источники – это поверхностный сток и грунтовые воды, собирающие загрязняющие вещества с обширных водосборных бассейнов: пашен, откормочных хозяйств, районов лесозаготовок, строительных площадок, автостоянок, дорог и городов. Другим неточечным источником является воздушный бассейн, откуда загрязняющие вещества попадают в реки, озера, водохранилища, в основном с осадками: кислотными и радиоактивными дождями и др.
В реках, особенно с быстрым течением, концентрация относительно небольшого количества загрязнений может снижаться, а запасы растворенного в воде кислорода восстанавливаться благодаря способности водоемов к самоочищению. Самоочищение – комплекс естественных механических, физико-химических и биохимических процессов, приводящих к восстановлению первоначальных свойств воды: разбавление, смещение, осаждение, коагуляция, биохимическое окисление и др. Это происходит в случае, если нагрузка загрязняющих веществ не превышает экологическую аккумулирующую емкость (экологический резерв) водотока. Однако некоторые вещества очень плохо или вообще поддаются биохимическим процессам разложения и концентрируются в живых организмах, поступая по пищевым цепям: радиоизотопы, соединения ртути и др.
В озерах и водохранилищах процессы самоочищения протекают менее эффективно, чем в реках, так как в них часто наблюдается вертикальная термическая стратификация, мешающая перемешиванию верхних и нижних слоев воды. Кроме того, озера и водохранилища накапливают большие объемы донных отложений, содержащих биогенные и токсичные вещества. Очистка и замена воды в них занимает от года до ста лет. Таким образом, озера представляют собой природные западни, подверженные большой опасности загрязнения. В России загрязнение грозит даже уникальному озеру Байкал – крупнейшему и самому глубокому в мире водоему с пресной водой.
Загрязнение океана нефтью другая серьезная экологическая проблема глобального масштаба. Чаще всего обращают на себя внимание аварии танкеров и выбросы нефти под большим давлением из буровых скважин на дне океана. Однако более половины (по некоторым оценкам, до 90 %) нефти попадает океан с суши в результате стока нефтяных отходов городов промышленных предприятий. Воздействие нефти на морские экосистемы зависит от многих факторов: типа нефти (сырая или очищенная), размеров загрязнения и удаленности от берега, времени года, погодных условий, температуры воды, приливоотливных течений и т. д. Нефть – это смесь сотен веществ различными свойствами.
Удаление питательных веществ, накопленных в отложениях, эффективно только при ликвидации всех отложений в случае содержания в них больших запасов фосфора.
Для устранения цветения и зарастания применяют обработку водоемов сульфатом меди, выкашивание прибрежной растительности и ее механическое удаление. Эти мероприятия могут привести к уменьшению запасов биогенных веществ в водоеме, только если отмершие водоросли и укосы высшей водной растительности будут извлечены и увезены за пределы водосбора.
Заслуживают внимания воздействия на процессы обмена веществами между донными отложениями и водой. Известно, что обмен между грунтом и водой регулируется окислительно-восстановительными условиями по обе стороны зоны контакта. Для ликвидации бескислородной области, обогащенной продуктами анаэробного распада и биогенными веществами, успешно может применяться принудительная аэрация.
Биологические способы борьбы с цветением водоемов находятся в стадии разработки. Наиболее перспективной мерой борьбы с интенсивным развитием фитопланктона и прибрежной растительности является разведение в водоемах растительноядных рыб. В России проведены опыты по акклиматизации белого амура и толстолобика в пресноводных водоемах. Для аккумуляции биогенов можно использовать и прибрежные заросли макрофитов с последующим их удалением.
Таким образом, используя те или иные способы воздействия на водоемы, можно снизить первичную продукцию до оптимального уровня и при необходимости ускорить деструкционные процессы. Если прекращается чрезмерный сброс в водоемы питательных биогенных веществ, они обычно возвращаются в первоначальное состояние.
8.4.Сопоставление предельно допустимых концентраций загрязняющих веществ и фактических концентраций этих компонентов.
Объемы предельно допустимых выбросов (ПДВ) и сбросов (ПДС) вредных веществ и микроорганизмов, загрязняющих воздух, воды, почвы, и других предельно допустимых нагрузок (ПДН) рассчитывают с учетом производственных мощностей объекта и данных о вредных последствиях по каждому источнику загрязнения. Цель расчетов – обеспечение наиболее благоприятных условий жизни населения, предотвращение разрушения и необратимых изменений естественных экологических систем (ст. 33 Закона ООПС). Ясно, что без создания экологических нормативов эта статья останется лишь декларацией. Согласно действующим правилам основной принцип, заложенный в расчеты ПДВ, ПДС и ПДН, - это обеспечение таких объемов поступления загрязнений в окружающую среду, при которых не нарушаются требования природопользователей (ПДК). Следовательно, в основе всех расчетов лежат действующие ПДК.
Расчеты ПДС в водоемы. Согласно действующим Правилам санитарногигиенические требования к Качеству воды относятся только к местам или Створам Водопользования, а не ко всей акватории водного объекта. В водотоках контрольный створ, в котором состав и свойства воды должны соответствовать нормативным, расположен на расстоянии 1 км выше ближайшего по течению пункта Водопользования.
Для водоемов рыбохозяйственного назначения контрольный створ устанавливается на расстоянии 0,5 км от выпуска сточных вод. В непроточных водоемах контрольная зона должна соответствовать нормативам в радиусе 1 км от пункта водопользования.
Требования к составу и свойствам воды в контрольных створах и зонах зависят от вида водопользования. Основной принцип определения условий сброса сточных вод в водоемы заключается в том, что на первом этапе проектирования, т. е. при выборе площадки для нового объекта или реконструкции существующего, должны быть представлены материалы, характеризующие:
1) объект, его производительность; количество, состав, свойства и степень изученности сточных вод; место предполагаемого выпуска; наличие методов очистки, обезвреживания утилизации, возможности оборотного и повторного использования сточных вод; наличие ПДК загрязняющих веществ;
2) санитарное состояние водного объекта; его гидрологический режим; наличие выпусков других объектов; перспективу использования водного объекта, возможность изменения гидрологического режима, появление на нем новых водопользователей и др.
ПДС устанавливаются для каждого вещества с учетом фоновой концентрации, категории водопользования, норм качества воды и ассимилирующей способности водного объекта.
Чем меньше рассчитанная степень необходимого разбавления соответствует местным условиям, тем более жесткими должны быть мероприятия по очистке сточных вод. Технические и экономические трудности на пути осуществления этих мероприятий могут указать, но необходимость переноса проектируемого строительства в район с более благоприятными гидрологическими условиями.
Сточные воды запрещается сбрасывать в водные объекты также в следующих случаях: 1) при возможности повторного использования; 2) при содержании ценных отходов, которые могут быть утилизированы; З) при содержании вредных веществ, для которых не установлены ПДК; 4) при возможности их использования для орошения.
При большом количестве выпусков и сбрасываемых загрязняющих веществ расчеты условий их сброса могут приводить к абсурдным результатам, когда допустимые концентрации сбрасываемых веществ становятся неизмеримо малы. Так, допустимые концентрации некоторых веществ в промышленных сточных водах Санкт-Петербурга значительно меньше, чем допустимое содержание их в питьевой воде, т. е. сброс даже городской водопроводной воды должен быть запрещен, не говоря уже о сточных водах. Это свидетельствует о том, что методология, заложенная в действующих нормативных документах, пригодна только для простых случаев сброса сточных вод через небольшое число выпусков и требует пересмотра.
Как видим, при расчетах ПДС и ПДВ учитываются в основном интересы людей. Между тем, при воздействии вредных веществ на природные экосистемы «вторичные» эффекты, не имеющие первостепенного значения для человека, приобретают решающее значение. Определяющей может оказаться не первоначальная концентрация вещества, а его накопление в различных звеньях экосистемы. Экологическая безопасность может быть обеспечена, если в приведенных выше расчетах условий отведения сточных вод использовать не ПДК, а экологически допустимые концентрации (ЭДК) для определения экологически допустимых сбросов (ЭДС).
Сравнение допустимых концентраций некоторых загрязнений в промышленных сточных водах Санкт-Петербурга (1991 г.) с требованиями ГОСТа на питьевую воду (1996 г.) и ПДК для водоемов хозяйственно питьевого назначения.
Нормативное обеспечение экологической безопасности природной среды как ресурса жизнеобеспечения населения, т. е. создание дополнительно к действующим нормативов, защищающих интересы природных систем надорганизменного уровня, - одна из ключевых проблем охраны природы.
Разумеется, экологические подходы необходимо развивать и при нормировании качества других природных сред и биосферы в целом.
8.5.Экологическая политика ЗАО «Крымский ТИТАН».
Экологическая политика ЗАО «Крымский ТИТАН» и стратегические цели определяются отделом охраны окружающей среды, с привлечением структурных подразделений, научно-исследовательских и проектных институтов, утверждаются Председателем правления ЗАО «Крымский ТИТАН», и периодически пересматривается с учетом результатов проверок, аудитов и анализа, доводятся до сведения всех сотрудников предприятия и общественности.
Политика ЗАО «Крымский ТИТАН» тесно увязана с международными стандартами в области охраны окружающей среды и заключается в достижении следующих целей:
– рациональное использование природных ресурсов;
–достижение уровня экологической безопасности и рационального использования природных ресурсов соответствующего современному состоянию развития науки, техники и ЗАО;
–повышение экологической безопасности производственных объектов ЗАО, снижение негативного воздействия на окружающую среду за счет повышения надежности, обеспечение безопасной и безаварийной работы технологического оборудования;
–сокращение количества выбросов, сбросов загрязняющих веществ и отходов за счет внедрения новых прогрессивных технологий, оборудования, материалов и повышения уровня автоматизации менеджмента технологическими процессами;
–выявление основных источников образования отходов и оптимизация деятельности ЗАО по уменьшению объемов их образования;
–создание и реализация эффективной системы производственного экологического контроля по соблюдению требований охраны окружающей среды, рационального использования природных ресурсов и экологического мониторинга на объектах ЗАО.
Для достижения поставленных целей ЗАО «Крымский ТИТАН» принимает на себя обязательства:
–обеспечить соблюдение требований национального, регионального и местного законодательства, международных соглашений, отраслевых нормативных документов, регламентирующих деятельность химических предприятий в области охраны окружающей среды и рационального использования природных ресурсов;
–принимать комплекс мер по исключению возможности возникновения аварийных ситуаций с учетом понимания того, что любая намечаемая или осуществляемая производственно-хозяйственная деятельность ЗАО представляет собой потенциальную опасность;
–внедрять передовые научные разработки и технологии с целью сокращения удельного потребления природных ресурсов, материалов и энергии;
–обеспечить оценку экологических рисков и их страхование, разработку, реализацию и контроль мер предупредительного снижения рисков;
–поддерживать приоритетность системного менеджмента охраны окружающей среды, стремится к последовательному внедрению в ЗАО международных стандартов в области менеджмента окружающей среды серии ISO 14000;
–пересматривать, корректировать и совершенствовать, по мере необходимости, политику ЗАО в области охраны окружающей среды и рационального использования природных ресурсов.
© 2010 Интернет База Рефератов