
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Курсовая работа: Монтаж теплообменного аппарата
Курсовая работа: Монтаж теплообменного аппарата
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГРОЗНЕНСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ИНСТИТУТ
имени акад. М.Д. Миллионщикова
Кафедра « ОАНГП »
По курсу
«Монтаж и ремонт оборудования нефтяной и газовой
промышленности»
КУРСОВОЙ ПРОЕКТ
На тему
«Монтаж теплообменного аппарата»
Грозный 2009
ВВЕДЕНИЕ
Современная нефть и газоперерабатывающая промышленность представляет собой комплекс мощных установок первичной переработки нефти и газа, каталитического крекинга, гидроочистки, каталитического риформинга, депарафинизации масел, битумных и других установок, оснащенных современным, оборудованием, поставляемым заводами химического и нефтяного машиностроения. Отличительная особенность развития современной нефтегазопереработки строительство комбинированных и укрупненных установок с применением агрегатов большой единичной мощности. Так, производительность установок по первичной переработке нефти достигла 8-9 млн. т/год, газа 5 млрд. м3/год, каталитического крекинга I млн. т/год. Существенно возросли также мощности установок для осуществления вторичных процессов: вторичной перегонки бензинов, каталитического риформинга, пиролиза и др. Это позволило снизить капиталовложения, затраты металла и эксплуатационные расходы на 1 т перерабатываемого сырья.
Осуществление разнообразных процессов при переработке нефти и газа потребовало применения аппаратуры и оборудования, работающих в широком диапазоне рабочих параметров. Например, температуры могут быть от -60 °С при кристаллизации в производстве масел до 800-900 °С при пиролизе, а давления от глубокого вакуума при переработке тяжелых нефтяных остатков до 150 МПа при производстве полиэтилена. Поэтому предъявляются высокие требования к качеству монтажных работ, уровню их механизации, внедрению новой техники и передовой технологии монтажных и строительных работ.
В общем объеме работ по строительству нефтегазоперерабатывающих и нефтехимических заводов монтажные работы составляют 40-50%. Значительное повышение производительности установок привело к увеличению массы монтируемых аппаратов до 500 т и более и их габаритных размеров, в связи, с чем потребовалось разработать и создать новые грузоподъемные и транспортные средства, позволяющие доставлять и монтировать тяжелые аппараты в полностью собранном виде. Это позволяет значительную часть работ по сборке и сварке оборудования выполнять на машиностроительных заводах. Однако еще во многих случаях приходится дополнительно изготовлять крупногабаритную аппаратуру непосредственно на монтажной площадке, что связано со значительным объемом сварочных работ. Повышение степени заводской готовности монтируемого оборудования позволяет значительно сократить сроки монтажных работ, повысить их качество и увеличить надежность оборудования при эксплуатации.
Специализированные монтажные и проектные организации, укомплектованные квалифицированны ми кадрами специалистов, способны оперативно и на высоком техническом уровне решать вопросы транспорта и монтажа разнообразного оборудования нефтегазоперерабатывающих заводов.
Широкое внедрение в монтажную практику полуавтоматической и автоматической сварки сталей различных марок значительно повысило качество сварных конструкций, увеличило производительность труда, снизило объем исправляемых дефектов при сварке. Внедрение современных методов контроля качества сварных соединений позволило значительно снизить объем испытаний, связанных с нарушением целостности сварного соединения, или вообще отказаться от них.
КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ ПО МОНТАЖНЫМ ПРИЗНАКАМ
В состав современного нефтегазоперерабатывающего завода (НПЗ и ГПЗ) входят многочисленные установки различного технологического назначения. Поэтому имеется большое разнообразие оборудования этих установок.
Вместе с тем, при дальнейшем описании особенностей монтажа тех или иных аппаратов целесообразно их подразделить на классификационные группы, которые основывались бы на общности главных монтажных приемов. Классификация оборудования только по технологическому назначению не полностью характеризует особенности оборудования с точки зрения его монтажа. При монтажных работах некоторые особенности технологического назначения аппарата часто не являются определяющими, а основываются на тех или иных частных требованиях, предъявляемых к монтажу аппарата.
Часто основные монтажные приемы, применяемые к аппаратам различного технологического назначения, идентичны, в то время как для других аппаратов одинакового технологического назначения они могут быть совершенно различными.
Монтируемое оборудование классифицируется по следующим основным признакам:
- пространственному положению оборудования;
- массовым и 1абэритным характеристикам оборудования;
- расположению оборудования на территории технологической установки;
- рабочим условиям;
- конструктивным и технологическим особенностям оборудования.
ПРОСТРАНСТВЕННОЕ ПОЛОЖЕНИЕ ОБОРУДОВАНИЯ
В зависимости от положения оборудования в пространстве основные аппараты и машины можно подразделить на горизонтальные, вертикальные, наклонные и пространственные конструкции.
К горизонтальному оборудованию относятся электродегидраторы, всевозможные емкости, отстойники, подогреватели с паровым пространством, теплообменники, насосы, компрессоры, кристаллизаторы, контакторы алкилироваиия, барабанные вакуум-фильтры и др.
Большая часть оборудования этой группы является габаритной для перевозки по железным дорогам и поэтому прибывает на монтажную площадку в полностью собранном виде. При монтаже оборудования данной группы выполняют работы по ревизии, установке в проектное положение и испытанию. Установку на фундаменты оборудования этой группы производят главным образом с применением самоходных стреловых или тракторных кранов и редко с помощью мачт или других грузоподъемных средств
К вертикальному оборудованию относятся емкости, колонны тарельчатые и насадочные различного технологического назначения, реакторы и регенераторы различных каталитических процессов, некоторые типы теплообменников, контакторов алкилирования, компрессоров, дымовые трубы и др. Многие аппараты данной группы (ректификационные колонны, реакторы, регенераторы) негабариты для перевозок по железным дорогам и их приходится доставлять на монтажную площадку в виде отдельных узлов и деталей. В связи с этим на монтажной площадке выполняют большой объем работ по сборке на сварке аппаратов.
Установку таких аппаратов осуществляют главным образом с применением мачт, порталов, гидравлических подъемников или стационарных монтажных кранов. В некоторых случаях применяют также самоходные стреловые краны при достаточной длине стрелы на грузоподъемности. Аппараты этой группы целесообразно устанавливать в проектное положение полностью собранными и испытанными на земле или несколькими крупными блоками (при большой массе или крупных габаритах).
К наклонному оборудованию относятся различные транспортные устройства, вращающиеся цилиндрические печи (реакторы), некоторые конструкции сушилок и др.
Аппараты этой группы могут быть как габаритными, так и негабаритными для железнодорожных перевозок. При монтаже такого оборудования большой объем работ приходится выполнять по укрупнительной сборке и выверке смонтированных блоков.
Такое оборудование устанавливают с применением самоходных стреловых и башенных кранов, порталов и т.д.
К пространственному оборудованию относятся резервуары, газгольдеры, трубчатые печи, конденсаторы-холодильники погружного типа, конденсаторы воздушного охлаждения, различные металлоконструкции. Оборудование этой группы поставляют на строительную площадку в виде более или менее крупных узлов, которые затем собирают на площадке в монтажные блоки. Это оборудование целесообразно устанавливать самоходными стреловыми кранами. В некоторых случаях можно применять мачты, стрелы или другое грузоподъемное оборудование.
МАССОВЫЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
Масса аппарата является важной монтажной характеристикой, которая в значительной степени обусловливает выбор метода монтажа данного аппарата и рациональные пределы укрупнительной сборки при монтаже. С увеличением массы аппарата при прочих равных условиях возрастает трудоемкость монтажа. Среди монтируемых аппаратов основную массу составляют вертикальные аппараты.
К наиболее тяжелым аппаратам относятся ректификационные колонны, реакторы, регенераторы, абсорберы и другие аппараты установок и цехов большой производительности, комплектуемых агрегатами большой единичной мощности.
В настоящее время имеются грузоподъемные средства, позволяющие монтировать аппараты в полностью собранном виде массой до 1000 т. Разрабатываются грузоподъемные средства для монтажа аппаратов массой 2000 т, включая специальные краны, транспортные средства и д.р.
С точки горения возможности установки в проектное положение вертикальные аппараты можно разделить по массе на следующие основные группы: до 30, 30-200, 200-400 и свыше 400 т.
Вертикальные аппараты массой до 30 т в проектное положение можно устанавливать, применяя мощные самоходные стреловые краны, например СКГ-50.
Аппараты массой 30-200 т монтируют, применяя спаренные самоходные стреловые краны, например СКГ-100, трубчатые и решетчатые мачты, порталы, гидравлические подъемники и др.
Монтаж аппаратов массой 200-400 т осуществляют с помощью мачтовых подъемников, гидравлических подъемников с использованием централизованной системы контроля и управления подъемом.
Подъем аппаратов массой более 400 т производят с помощью специальных мачтовых подъемников. Монтаж таких аппаратом наиболее эффективно осуществляется, когда имеется комплекс механизмов, транспортных и грузоподъемных средств, обеспечивающих все этапы монтажных и транспортных работ.
ГАБАРИТНЫЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
Габаритные размеры оборудования, т. е. длина, ширина и высота или диаметр и высота, оказывают существенное влияние на состояние его поставки и на выбор метода монтажа.
Оборудование можно разделить на следующие группы:1) габаритное, принимаемое к перевозке по железной дороге без ограничений, и определенной степени негабаритности, принимаемое к перевозке в собранном виде с ограничениями;
2) негабаритное для железнодорожных перевозок, т. е. принимаемое к перевозке по железной дороге отдельными блоками и деталями, но габаритное для транспортировки в собранном виде по шоссейным или водным путям;
3) абсолютно негабаритное для перевозки в полностью собранном виде любым видом транспорта.
В группу оборудования, габаритного для железнодорожных перевозок, входят многие горизонтальные и вертикальные аппараты, насосы, компрессоры, фильтры и др. Эта группа наиболее многочисленна и включает основное монтируемое оборудование. Такое оборудование поставляют на монтажную площадку в полностью собранном виде. На монтажной площадке выполняют работы по установке оборудования в проектное положение и его испытанию. В отдельных случаях выполняют ревизию оборудования
Оборудование, негабаритное для железнодорожных перевозок, включает различные ректификационные колонны, реакторы, регенераторы, дымовые трубы, трубчатые печи, конденсаторы-холодильники и др. Аппараты этой группы доставляют на монтажную площадку в виде крупных блоков или полностью разобранными. В связи с этим на монтажной площадке приходится выполнять большой объем работ по сборке и сварке.
В некоторых случаях негабаритные для железнодорожных перевозок аппараты целесообразно перевозить по шоссейным дорогам или водным путем. Эти возможности необходимо всегда оценивать, прежде чем решать вопрос о степени готовности аппарата при поставке с машиностроительного завода.
Абсолютно негабаритные аппараты (реакторы и регенераторы каталитического крекинга в кипящем слое, вакуумные колонны установок АВТ большой мощности, камеры коксования, пространственные металлоконструкции, резервуары и др.) доставляют на монтажную площадку в виде отдельных блоков и детален. Таким образом, для аппаратов этой группы приходится выполнять значительный объем сборочных и сварочных работ, связанных с дополнительным изготовлением аппаратов непосредственно на монтажной площадке. Степень укрупнительной сборки аппарата на машиностроительном заводе определяется также географическим положением места строительства, наличием соответствующих грузоподъемных и транспортных средств, состоянием шоссейных дорог и водных путей и т.п.
Расположение оборудования на территориитехнологической установки.
По расположению на территории технологической установки можно выделить следующие группы оборудования:
1) устанавливаемое на уровне земли или на невысоких фундаментах вне помещений;
2) монтируемое на высоких фундаментах, постаментах или металлоконструкциях вне помещений;
3) устанавливаемое под перекрытиями зданий или под постаментами. Монтаж оборудования первой группы наиболее простой.
В зависимости от вида оборудования и особенностей монтажной площадки можно применять различные грузоподъемные средства.
Аппараты второй группы устанавливают с помощью мачт, порталов, самоходных стреловых или стационарных монтажных кранов.
Монтаж аппаратов и машин, устанавливаемых внутри зданий или под постаментами, более сложен вследствие стесненности монтажной территории и необходимости в большинстве случаев применять несколько грузоподъемных устройств (при подъеме на необходимую высоту, при горизонтальных перемещениях пол перекрытиями и при установке на фундамент).
РАБОЧИЕ УСЛОВИЯ И ОБОРУДОВАНИЯ
Под рабочими условиями понимают рабочее давление на температуру, а также среду, находящуюся в аппарате, и ее свойства.
В связи с разнообразием процессов и аппаратов нефтегазопереработки рабочие условия в них крайне различны. Поэтому к качеству монтажных работ предъявляются особые требования.
Рабочее давление в зависимости от величины характеризует оборудование, которое можно подразделить на работающее при избыточном давлении свыше 0,07 МПа, работающее при избыточном давлении до 0,07 МПа и работающее под вакуумом.
Основное число аппаратуры нефтегазоперерабатывающих заводов работает при давлении до 2,5 МПа.
Аппараты, в которых во время работы может образоваться избыточное давление более 0,07 МПа, подведомственны Госгортехнадзору России. Для таких аппаратов повышены требования и отношении качества сварочных работ, методов контроля сварных швов, качества сборки соединений, объема технической документации, предъявляемой заказчику при сдаче аппарата.
Аппараты, работающие при избыточном давлении менее 0,07 МПа, не подведомственны Госгортехнадзору России, однако, учитывая жесткие рабочие условия в аппаратуре (высокую температуру, взрывоопасную среду и др.), в некоторых случаях на аппараты данной группы распространяются правила Госгортехнадзора России в отношении качества и методов контроля монтажных работ.
К аппаратам, работающим под вакуумом, предъявляют дополнительные требования в отношении плотности разъемных и сварных соединений.
Величина давления в аппаратах влияет на конструкцию разъемных соединений, а также на технологию сварочных работ и методы контроля их качества. В зависимости от величины рабочего давления выбирают давление при испытании аппарата и способы его проведения.
Рабочая температура является одним из основных факторов, определяющих выбор материалов и конструктивных форм оборудования. Так. при температуре стенки аппарата свыше 475 °С применяют легированные стали. По температурному режиму оборудование нефтегазопереработки можно разбить на следующие три группы: I) работающее при положительных температурах не свыше 250 °С; 2) работающее при температурах свыше 250 °С; 3) работающее при температурах ниже 0 °С.
Для аппаратов первой группы характерным является применение углеродистых сталей обыкновенного или повышенного качества, обладающих хорошей свариваемостью, а также чугунов и в отдельных случаях неметаллических материалов. Легированные стали применяют главным образом для предотвращения коррозионного воздействия среды.
Только для наиболее высокотемпературных аппаратов этой группы или в случае большой разности температур потоков принимают меры для компенсации тепловых расширений элементов конструкции. Для аппаратов второй группы характерно применение высококачественных углеродистых и легированных сталей, специальных облицовок для защиты корпусов от воздействия среды, специальных конструкций разъемных соединений и т. д.
При монтаже таких аппаратов особое внимание следует обращать на получение качественных сварных соединений, на правильный подбор прокладок, набивок, крепежных деталей, а также на обеспечение температурных расширений конструкций.
Аппараты третьей группы характерны тем, что для их изготовления при рабочих температурах менее -20°С применяют низколегированные марганцовистые и никелевые стали или цветные металлы, а для разъемных соединений - специальные конструкции уплотнительных поверхностей.
При более низких температурах используют высоколегированные стали - никелевые, хромоникелевые и др. Все это предъявляет дополнительные требования к сварным соединениям и качеству сборки при монтаже.
Среда степенью коррозионности, а также своим агрегатным состоянием влияет на производство монтажных работ, так как по этим характеристикам выбирают материалы для изготовления оборудования, подбирают защитные облицовки из легированных сталей или защитные футеровки, выдвигают дополнительные требования к качеству сварных соединений, к материалам прокладок и набивок.
В связи с наличием взрыва и огнеопасных сред особые требования предъявляются к плотности всех соединений и появляется необходимость в устройстве заземления для отвода статического электричества.
КОНСТРУКТИВНЫЕ И ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ОБОРУДОВАНИЯ
В конструктивном отношении большинство аппаратуры нефтегазоперерабатывающих заводов представляет собой цилиндрические сосуды с днищами сферической или эллиптической формы (всевозможные фракционирующие колонны, реакторы, теплообменники, емкости и др.).
Сферическая форма корпусов аппаратов встречается редко, главным образом у емкостей для сжиженных газов и у электродегидраторов.
Аппараты с плоскими стенками применяют еще реже. К этой группе относятся кожухи трубчатых печей, ящики конденсаторов-холодильников погружного типа и другие конструкции.
Насосы и компрессоры имеют специфическое конструктивное оформление в зависимости от их типа и назначения.
Технологическое назначение оборудования в первую очередь влияет на конструкции внутренних устройств. Так, ректификационная колонна и реактор каталитического крекинга внешне почти не различаются. Однако в связи с их различным технологическим назначением внутренние устройства этих аппаратов не имеют ничего общего. В ректификационной колонне размещены тарелки, обеспечивающие контакт между парами и жидкостью, в то время как реактор каталитического крекинга имеет устройства для ввода, вывода и распределения катализатора и паров, которые обеспечивают контакт между твердым катализатором и парами.
Совершенно по-разному конструктивно оформлены многие теплообменные аппараты: трубчатые печи, кожухотрубчатые теплообменники, подогреватели с паровым пространством, конденсаторы-холодильники и кристаллизаторы.
Кроме того, аппараты различного технологического назначения могут иметь практически одинаковое конструктивное оформление, например ректификационные колонны и абсорберы, конденсаторы и холодильники и др.
Всестороннее знание характеристик монтируемого оборудования позволяет оценить трудоемкость монтажных работ и выбрать наиболее эффективный технологический процесс их производства.
Учитывая вышеизложенное, для дальнейшего рассмотрения можно выделить следующие монтажные группы оборудования: вертикальные аппараты колонного тина (в том числе дымовые трубы), реакторы и регенераторы, вакуум-фильтры, кристаллизаторы и контакторы, горизонтальные аппараты и емкости, трубчатые печи, теплообменники и конденсаторы-холодильники, резервуары и газгольдеры, насосы и компрессоры, трубопроводы и арматура и металлоконструкции.
ГРУЗОПОДЪЕМНОЕ И ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ И ТАКЕЛАЖНЫЕ ПРИСПОСОБЛЕНИЯ, ТРОСЫ
Тросы (стальные проволочные канаты) являются составным элементом различных грузоподъемных и такелажных устройств, применяемых при монтажных работах. Их широко используют в качестве грузовых канатов полиспастов грузоподъемных машин и приспособлений, для изготовления стропов, расчалок и оттяжек. Тросы должны быть прочными, гибкими, стойкими к переменным по направлению перегибам и динамическим нагрузкам.
Тросы изготовляют из светлой (неоцинкованной) и оцинкованной стальной проволоки, свиваемой в пряди, которые в свою очередь свивают в канат.
В зависимости от направления свивки прядей и проволок в прядях различают тросы крестовой, односторонней и комбинированной свивки.
Тросы крестовой свивки менее прочны и гибки, чем тросы односторонней свивки, но последние более подвержены самораскручиванию.
При монтажных работах наиболее широко применяют тросы из шести прядей, расположенных вокруг одного органического сердечника (из пеньки, манильского волокна, асбеста). Мягкий органический сердечник увеличивает гибкость каната, улучшает его сопротивляемость динамическим нагрузкам и обеспечивает удерживание смазки, предохраняющей проволоку от коррозии и усиленного износа. Хотя тросы из оцинкованной проволоки более стойки к коррозии по сравнению с тросами из светлой неоценкованной проволоки, однако их прочность на 7-10% меньше и они дороже. При надлежащем уходе за тросом в процессе эксплуатации выход его из строя происходит не вследствие коррозии, а в результате усталостного разрушения проволок под действием динамических нагрузок и многократных перегибов на роликах блоков, барабанах лебедок и т. д.
Поэтому для монтажных работ применяют тросы из светлой неоцинконанной проволоки высшей (В) или первой (I) марки, имеющей временное сопротивление разрыву 1600-1800 МПа.
Уменьшение габаритов такелажных средств (лебедок, блоков и др.) возможно в случае применения канатов из высокопрочной стальной проволоки, имеющей временное сопротивление разрыву 2500-3000 МПа. Работы в этом направлении ведутся научно-исследовательскими институтами и заводами, изготовляющими канаты.
Гибкость троса при прочих равных условиях определяется диаметром проволок и их числом. Чем меньше диаметр проволоки или чем больше их число в пряди при одинаковом диаметре проволок и числе прядей, тем трос более гибкий. Вместе с тем, трос из проволок меньшего диаметра стоит дороже и быстрее изнашивается.
Из большою числа выпускаемых отечественной промышленностью разновидностей стальных канатов (по стандарту несколько десятков) преимущественное применение при монтажных работах нашли канаты диаметром до 56 мм (ГОСТ 26x8 69) и диаметром до 63 мм (ГОСТ 7668 80).
Тросы в зависимости от назначения подразделяют на грузовые, поддерживающие, несущие и строповые.
Грузовые тросы применяют для подъема или горизонтального перемещения грузов в различных системах полиспастов.
Грузовые тросы в процессе работы подвергаются многократным изгибам на роликах блоков и барабанах лебедок.
Поэтому они должны обладать достаточно большой гибкостью и прочностью. Этим требованиям наиболее полно удовлетворяют канаты конструкции1 6x36+1 о. с. (ГОСТ 7068-80). В качестве замены могут быть использованы канаты конструкции 6X37+ I о. с. (ГОСТ 3079-69).
Поддерживающие тросы служат для придания устойчивости грузоподъемным средствам и для управления положением груза во время его подъема и перемещения. Тросы этой группы (всевозможные расчалки или ванты, оттяжки и др.) в процессе работы не подвержены многократным изгибам (их изгибают только один раз в местах крепления), поэтому они могут быть более жесткими, чем грузовые тросы. Поддерживающие тросы выбирают конструкции 6x19+1 о. с. главным образом по ГОСТ 2688—69. В случае отсутствия такого каната допускается применять канаты конструкций 6x25 + + 1 о. с. (ГОСТ 7665-80) или 6x19+1 о. с. (ГОСТ 3077-80).
Несущие тросы применяют в качестве рельса монтажного кабельного крана и тросовых дорожек. Для этих целей в монтажной практике используют тросы по ГОСТ 2688-69.
Строповые тросы служат для обвязки (строповки) перемещаемого груза. Эти тросы должны быть достаточно гибкими, чтобы допускать многократные перегибы и вязку узлов. В качестве строповых применяют тросы по ГОСТ 7668-80, а в случае замены тросами других стандартов аналогично грузовым тросам.
При отправке заказчикам завод-изготовитель снабжает канат сертификатом, удостоверяющим его качество и количество (длину и массу), а также разрывное усилие каната в целом.
Часто приводится лишь значение суммарного разрывного усилия всех проволок в канате, которое необходимо пересчитать на значение разрывного усилия для каната в целом, пользуясь соотношениями, приведенными в стандарте на канат данной конструкции и прочности проволок. В среднем суммарное разрывное усилие проволок больше разрывного усилия каната примерно на 17 %, т.е. Rк=0,83/Rс. (2.1)
где Rк и Rс - соответственно разрывное усилие каната и суммарное разрывное усилие проволок.
При отсутствии сертификата канат подвергают испытанию в соответствии с ГОСТ 3241-80, при котором на разрывной машине доводят до разрушения определенное число прополок. По результатам испытания составляют свидетельство, которое и является основным документом, характеризующим канат.
Одним из оправдавших себя направлений совершенствования стальных канатов, применяемых в грузоподъемных машинах, является обжатие прядей перед свивкой их в канат. Это позволяет примерно на 10-15% увеличить разрывное усилие каната в целом.
Проводятся также исследования по увеличению разрывного усилия стальных канатов за счет применения проволоки повышенной прочности с сопротивлением разрыву до 2400 МПа, двухслойной свивки проволок в канат и увеличения при этом степени заполнения металлом поперечного сечения каната, применения канатов с металлическим сердечником и др.
РАСЧЕТНАЯ ЧАСТЬ
РАСЧЕТ КАНАТА
Для подъема груза массой 14000 кг выбираем канат конструкции 6×19+1о.с.
Подсчитаем разрывное усилие в канате, определив по приложению ХV коэффициент запаса прочности к3 = 3:
R = s·к3= 14000·3 = 42000 кгс
По расчетному разрывному усилию, пользуясь таблицей ГОСТ 2688-69 (прилож.1), подбираем стальной канат для оттяжки со следующими данными:
канат типа ……………………………………..ЛК-Р (6×19+1 о.с.)
разрывное усилие, кгс……………………… .42400
временное сопротивление разрыву, кгс/мм2.140
диметр каната, мм …………………………...30,5
Масса 1000 м каната, кг …………………...3490
РАСЧЕТ СТРОПА
Определим натяжение, возникающее в одной ветви стропа m=4.
S = P / m = 14000 / 4 = 3500 кгс.
Находим разрывное усилие в ветви стропа, определив по приложению ХV коэффициент запаса прочности к3=6:
R= s∙к3 = 3500∙6 = 21000 кгс.
По найденному разрывному усилию, пользуясь прилож.1, подбираем канат со следующими данными:
тип каната…………………………. ЛК РО ( 6×36+1 о.с )
разрывное усилие, кгс………………………. 21450
временное сопротивление разрыву, кгс/мм2…..170
диметр каната, мм ……………………………….20
Масса 1000 м каната, кг ………………………..1520
РАСЧЕТ ТРАВЕРСЫ
Подчитываем нагрузку, действующую на траверсу:
Р = G·кп∙∙кд =14000∙1,1∙1,1=16940 кгс.
Определяем максимальный изгибающий момент в траверсе.
М макс = Р∙а / 2 =16940∙200 / 2 = 1694000 кгс∙см.
Вычисляем требуемый момент сопротивления поперечного сечения.
Балки траверсы :
Wтр. ≥ М макс /(m∙R) = 16940 / ( 0,85∙2100) = 949,02 см3.
Выбираем конструкцию балки траверсы сквозного сечения, состоящую
Из двух двутавров, соединенных стальными пластинами.
Подобрав по прилож.![]() две двутавровые балки №50
с Wх.д =953 см3,
две двутавровые балки №50
с Wх.д =953 см3,
определяем момент сопротивления сечения траверсы в целом:
WХ = 953 см3 > Wтр. =949,02 см3,
что удовлетворяет условие прочности расчетного сечения траверсы.
РАСЧЕТ ТАКЕЛАЖНОЙ СКОБЫ
Найдем усилие, действующее на скобу:
Р= S∙кп∙кд =14∙1,1∙1,1=16,94 тс.
По усилию Р выбираем из таб. 9 такелажную скобу типоразмера 17.
Проверяем ветви скобы выбранного типоразмера на прочность при растяжении:
Р/2∙Fс =17500 / ( 2∙19,6 ) = 446 кг∙с /см2 < m∙R= 0,85∙2100=1785 кг∙с /см2.
Где сечение ветви скобы
Fс =π∙dc2 / 4=3,14∙52/4=19,6 см2.
Определяем изгибающий момент в штыре:
М=Р∙L/4=17500∙6/4=26250 кгс∙см.
Находим момент сопротивления сечение штыря :
W=0,1∙d3ш =0,1∙6,43=26,2 см2.
Проверяем штырь на прочность при изгибе:
М/W=26250/26,4= 1002 кгс/см2. < m∙R= 0,85∙2100=1785 кгс/см2.
Проверяем штырь на срез:
Р/(2∙FШ) = 17500/(2∙32,4)=272 кгс/см2. < m∙Rср= 0,85∙1300=1105 кгс/см2,
где площадь сечения штыря:
FШ =![]() ∙d2ш
/ 4=3,14∙6,42/4=32,2 см2.
∙d2ш
/ 4=3,14∙6,42/4=32,2 см2.
Проверяем отверстия скобы на смятие:
Р/(2∙ δ∙dШ) =17500/(2∙5∙6,4)=273 кгс/см2, < m∙Rсм = 0,85∙1600=1360 кгс/см2.
РАСЧЕТ ПОЛИСПАСТА
Найдем усилие, действующее на полиспаст:
Р = Gг + G3 = 14000/1000 = 15000 кгс.
Тогда
Определим усилие, действующее на верхний неподвижный блок поли- паста:
Pп =1,1∙Р=1,1∙15000=16500
По прилож. VI, подбираем полиспастные блоки грузоподъемностью 20 т с общим количеством роликов тп = 3 шт. (по 3 роликов в каждом блоке), диаметром роликов dр = 400 мм и массой обоих блоков Gб= =272∙2=556 кг.
Выбрав блоки с роликами на подшипниках качения и приняв два отводных блока, установленных на сбегающем конце полиспаста до лебедки, по табл. 10 нашел коэффициент полезного действия полиспаста η = 0,95 для общего количества роликов mп = 3 шт. и рассчитываем усилие в сбегающим конце полиспаста
Sп =Р/(mп∙η)=15000/(3∙0,95)= 5263 кгс.
Нашел разрывное усилие в сбегающем концом полиспаста
Р= Sп∙кз=5263∙5=26315 кгс,
кз — коэффициент запаса прочности при D/d>\от 13 до 16.
По прилож. I выбрал стальной канат со следующей характеристикой:
тип каната…………………………. ЛК РО ( 6×36+1 о.с )
разрывное усилие, кгс………………………. 26400
временное сопротивление разрыву, кгс/мм2…..180
диметр каната, мм …………………………..…….22
Масса 1000 м каната, кг ……………………….1830
Подсчитываем длину троса для оснастки полиспаста, задаваясь длиной сбегающего конца l1= 12 м:
L = mп ∙(h+3,14∙dр)+ l1 + l2 = 3 (15+3.14∙0,4)+12+10 = 114 м.
Находем суммарную массу полиспаста, определив по прилож. I массу 1000 м расчетного диаметра троса gT = 1830 кг:
Gп = Gб+Gт = Gб + L∙gT/1000 = 556+ 114∙1830/1000 =209 кг.
Определяем усилие, действующее на трос, закрепляющий неподвижный блок полиспаста:
Рт = Р+ Gп+Sп = 15000+209+5263 =20472 кгс.
Взяв трос для крепления неподвижного блока полиспаста в четыре ветви и определив по прилож. XV коэффициент запаса прочности к3=5, подсчитаем разрывное усилие в каждой из четырех ветвей каната
Р = Рт∙кз/4 = 20472∙5/4 =25590 кгс.
По прилож. I выбираем стальной канат для крепления неподвижного блока полиспаста со следующей характеристикой:
канат типа ……………………………………..ЛК-Р (6×19+1 о.с.)
разрывное усилие, кгс………………………………….25690
временное сопротивление разрыву, кгс/мм2…………….160
диметр каната, мм ………………………………………...22,5
Масса 1000 м каната, кг …………………………………...1850
По усилию в сбегающем конце полиспаста подбираем по прилож. VII электролебедку типа ПЛ-5-50 с тяговым усилием 5 т и канатоемкостью 450 м.
РЕМОНТ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Ремонт - процесс восстановления работоспособности машин и аппаратов, в результате которого основные рабочие параметры оборудования приводятся в пределы, установленные его технической документацией.
Проблемы ремонта оборудования решает теротехнология - это наука об обслуживании техники. Она обобщает и систематизирует принципы и элементы технического обслуживания и ремонта с учетом морального износа. Теротехнология - технология обеспечения эффективного функционирования оборудования в течение всего срока службы. Она увязывает это обеспечение с качеством проектирования, монтажа и эксплуатации оборудования.
В процессе эксплуатации оборудования детали постоянно изнашиваются и изменяются под влиянием внешних нагрузок, внутренних технологических напряжений и коррозионного воздействия. Этот износ характеризуется отклонениями размеров и формы деталей, изменением механических и химических свойств поверхностных и внутренних слоев деталей. Совокупность таких изменений при достижении определенных границ называется эксплуатационным повреждением детали. Оно устраняется ремонтом или заменой данного узла. Для удлинения срока работы деталей необходимы:
а) переход от приближенных расчетов на статическую прочность к расчетам, учитывающим усталость при повторно переменных нагрузках;
б) учет явлений концентрации напряжений;
в) применение износоустойчивых материалов;
г) поверхностное упрочнение деталей и т.п.
Ремонт оборудования включает в себя комплекс мероприятий, осуществляемых с целью восстановления нормальной работоспособности деталей, узлов, агрегатов. Технологические ремонты состоят из следующих этапов:
- разборка машины и ее дефектация,
- ремонтная обработка детали,
- сборка узлов и машин с проверочными операциями,
- испытание машин и аппаратов.
ОРГАНИЗАЦИЯ РЕМОНТНОЙ СЛУЖБЫ ПРЕДПРИЯТИЯ
Ремонтом и эксплуатацией технологического оборудования, сооружений и коммуникаций руководит служба главного механика предприятия. Главный механик подчиняется главному инженеру и директору. Структура ремонтно-механического хозяйства завода представлена на рис. 2.1.
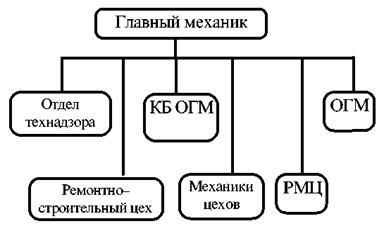
Рис. 2.1 Структура ремонтно-механического хозяйства завода
Служба главного механика выполняет следующие работы:
- надзор за состоянием оборудования и строительных конструкций;
- составление плана на ремонт оборудования;
- организация мероприятий по ремонту;
- внедрение новых процессов по ремонту оборудования;
- контроль стоимости ремонтных работ;
- составление отчетов по ремонту;
- разработка чертежей по ремонту оборудования приспособлений, механизмов;
- собственно ремонт.
Сама ремонтная служба может быть централизованной, децентрализованной и смешанной. Централизованная служба предполагает, что ремонт всего оборудования выполняется силами ремонтно-механического цеха (РМЦ). Для децентрализованной службы характерно то, что все виды ремонтных работ выполняются на ремонтных участках технологических цехов. При смешанной службе ремонт проводится как силами РМЦ, так и силами ремонтных отделений технологических цехов.
СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
Для поддержания в рабочем состоянии технологического оборудования необходим комплекс организационных и технических мероприятий по обслуживанию и ремонту машин и аппаратов, трубопроводов и арматуры. Наиболее распространенным таким комплексом является система планового предупредительного ремонта (ППР). При этом мероприятия по обслуживанию и ремонту оборудования проводятся по заранее составленному плану для обеспечения безотказной работы оборудования.
Цели, которые достигаются при реализации системы ППР следующие:
- предупреждение аварий оборудования;
- возможность выполнения ремонтных работ по плану, согласованному с планом производства;
- своевременная подготовка запчастей материалов и минимальный простой оборудования в ремонте.
Для каждого конкретного производства система ППР реализуется в виде графика, составляемого на один год службой главного механика. В графике на каждую единицу основного оборудования указываются виды ремонта (Т - текущий, К - капитальный) и сроки проведения их по месяцам. Также предусматриваются нормативы времени на производство ремонтных работ по каждому виду ремонта (T1 - первый текущий ремонт; Т2 - второй текущий ремонт) и указывается исполнитель (ремонтная бригада).
На основании годового графика составляется месячный график плановых ремонтов с уточнением дат ремонта. В этом графике указывается трудоемкость по каждому виду ремонта и исполнители.
В процессе реализации ППР содержание и объем каждого ремонта устанавливается с учетом выявленного состояния агрегатов. При составлении плана учитывается межремонтный цикл - это время работы оборудования между двумя капитальными ремонтами. В ремонтный цикл входят кроме T1, Т2 и К также и техническое обслуживание ТО.
Ремонтный цикл связывает виды ремонтов и сроки проведения их по месяцам (рис. 2.2).
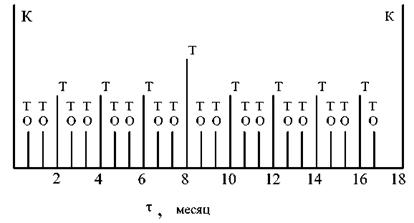
Рис. 2.2 Схема межремонтного цикла
Составление графиков ППР и учет их выполнения сложная техническая задача, для решения которой используют быстродействующие ЭВМ и создают автоматизированные системы управления. Для создания и внедрения АСУ необходимо иметь пять видов обеспечения: организационное, информационное, математическое, программное и техническое.
Организационное обеспечение — взаимодействие персонала с техническими средствами и между собой.
Информационное обеспечение - система документооборота, оптимизированная путем возможного сокращения действующих документов строгим ограничением потоков информации при обеспечении полноты и достоверности.
Математическое обеспечение - совокупность математических методов и моделей для обработки информации и решении задач.
Программное обеспечение - использование типовых программ при решении вышеизложенных задач.
Техническое обеспечение - комплекс технических средств, состоящий из ЭВМ с дополнительными устройствами и системой связи.
ВИДЫ ОБСЛУЖИВАНИЯ И РЕМОНТОВ
Система ППР предусматривает следующие виды обслуживания и ремонтов: техническое обслуживание; текущий ремонт; капитальный ремонт.
Техническое обслуживание - это эксплуатационный уход и мелкий ремонт оборудования. Данное мероприятие включает наружный осмотр, смазку, проверку заземления, подтяжку креплений, замену предохранителей и т.п. Техническое обслуживание осуществляется эксплуатационным персоналом: аппаратчик, слесарь, электрик. Все неисправности фиксируются в сменном журнале. Изложенное выше показывает, что техобслуживание иногда требует остановки оборудования. Следует отметить, что эти остановки невозможно предусмотреть.
Текущий ремонт - выполняется с разборкой отдельных сборочных единиц; включает следующие операции: промывку оборудования, регулировку узлов, ремонт и замену деталей, ремонт антикоррозийных покрытий.
В зависимости от характера и объема работ текущий ремонт часто подразделяют на два вида T1 и Т2. Текущий ремонт T1 включает в себя очистку оборудования и осмотр его, регулировку зазоров в узлах машин, подтяжку или замену уплотнений, мелкий ремонт систем охлаждения и смазки. Текущий ремонт Т2 кроме работ, предусмотренных ремонтом T1, включает в себя центровку и балансировку вращающихся деталей, замену и ремонт подшипников и зубчатых колес, а также испытание оборудования.
Текущий ремонт можно производить в нерабочие смены, а при непрерывном процессе - в дни специально предусмотренные планом. Выявленные дефекты и результаты текущего ремонта регистрируются в ремонтной карте.
Капитальный ремонт - характеризуется одновременной заменой большого количества деталей, сборочных единиц и комплексов. При капитальном ремонте оборудование полностью восстанавливается. В этот ремонт входят: промывка и полная разборка оборудования, ремонт и замена деталей и сборочных единиц, проверка фундаментов и станин, сборка машины с испытанием на холостом ходу и под нагрузкой. Также в капитальный ремонт могут быть включены работы по модернизации и автоматизации оборудования.
После капитального ремонта оборудование сдается по акту комиссии в составе главного механика, инженера, отдела технадзора, инженера по ТБ и начальника производства. Следует отметить, что при планировании ремонтов с длительной остановкой оборудования, особенно капитального ремонта, предусматривают проводить эти мероприятия в теплое время года, так как часть оборудования находится на открытых площадках.
Перед остановочным ремонтом должны быть проведены подготовительные работы: сооружения лесов, изготовление фланцев, получение сложных узлов с машиностроительных заводов. Для остановочного ремонта разрабатывается проект проведения ремонта, который включает следующие этапы:
- подготовку техдокументации (чертежи оборудования, ремонтные чертежи);
- описание технологии ремонта;
- описание и подготовку ремонтной оснастки;
- составление дефектной ведомости.
В дефектной ведомости перечисляются дефекты по каждому узлу с указанием заменяемой или ремонтируемой детали. Она является основным документом для определения стоимости ремонтных работ. В ней указываются все детали и узлы, подлежащие ремонту, стоимость всех работ. Также определяются трудоемкость ремонтных работ, количество ремонтных рабочих. Она имеет следующий вид.
ПОДГОТОВКА ОБОРУДОВАНИЯ К РЕМОНТУ
Первичная подготовка (проведение мероприятий по технике безопасности):
а) аппарат отключают от действующих агрегатов, ставят заглушки на трубопроводы;
б) предварительно продувают паром или инертным газом и выпускают отработанную смесь из аппарата через "свечу";
в) среду в аппарате проверяют на вспышку и токсичность (берут пробу).
Предварительная очистка аппарата:
а) кислотную аппаратуру промывают слабым раствором щелочи, а потом водой;
б) щелочную - горячей водой или паром;
в) аппараты с горючим газом или воспламеняющимися жидкостями - горячей водой, паром или инертным газом.
Окончательная очистка аппарата производится а) химическим; б) термическим; в) механическим способами.
Легированные стали чистят химическим путем чаще всего. При этом используют пасту состоящую из соляной кислоты - 30 %, глины - 60 %, воды 9,9 % и ингибитора-0,1 %. Паста наносится на поверхность слоем в 8 ... 10 мм и снимается через 8...20 часов в зависимости от слоя окислов. Затем поверхность промывают 10 ... 15 % раствором Na2COs или 2 ... 3 % раствором NaOH. В качестве примера рассмотрим химический способ очистки трубчатки (рис. 2.3). Для этой очистки применяют 8 ... 10 % раствор НС1 с ингибитором при температуре 60 °С. Раствор циркулирует по прямому и обратному ходу.
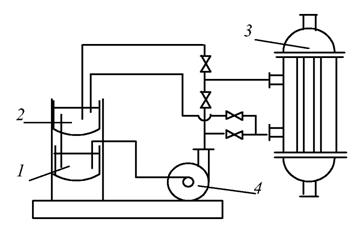
Рис. 2.3 Схема химического способа очистки:
1 - бак; 2 - отстойник; 3 - теплообменник; 4 - насос
Термическая очистка поверхности - основана на использовании различия коэффициентов линейного теплового расширения металла и загрязняющей его накипи. При изменении температуры поверхности загрязнения отслаиваются и уносятся струёй воздуха или воды. На практике эту очистку осуществляют прогревом поверхности специальными кислородными горелками или резкими изменениями температуры теплоносителя.
Механический способ очистки - широко распространен, так как исключает коррозию металла и обеспечивает наиболее полное удаление всех загрязнений, в том числе химически нерастворимых кокса, пеков, силикатных отложений и т.п. Недостатки этого способа - малая производительность и трудоемкость. Он может проводиться с помощью гидромонитора (рис. 2.4).
Ручная очистка поверхности производится щетками, копьями, ершами. Для механизации этого процесса используют гидропистолет для проталкивания ершей, а также специальные устройства, работающие на принципе вращательного бурения.
РЕМОНТ КОРПУСА АППАРАТА
Описанные выше схемы дефектоскопии часто применяют для емкостного оборудования. При этом различают 3 типа обнаруженных трещин:
- несквозные, неглубокие (глубина не более 1/4 толщины сечения);
- сквозные узкие трещины;
- сквозные широкие трещины с расхождением кромок более чем на 15 мм.
Все трещины, поры и свищи устраняют сваркой или пайкой в зависимости от металла.
Ремонт вмятин и выпучин. Вмятины на поверхности аппарата появляются под воздействием внешнего давления, выпучины - от внутреннего. Прежде всего эти дефекты проверяют на отсутствие трещин, а затем правят в горячем состоянии с местным прогревом до 850 ... 900 С. Правка прекращается при температуре 60 С во избежание синеломкости. Правка производится с помощью домкрата, струбцин и болтов.
РЕМОНТ ЗМЕЕВИКОВ
Змеевики, если они находятся внутри аппарата, подвержены коррозионному, тепловому и абразивному воздействию продукта и теплоносителя, а также вибрации и гидравлическим ударам. Наиболее часто бывают прогары и разрывы труб. Они ремонтируются следующим образом.
Текущий ремонт: дефектные участки вырезаются и на их место ввариваются новые элементы. Капитальный ремонт: змеевики, как правило, заменяются полностью.
Качество и долговечность змеевиков зависит от совершенства операции гибки и сварки змеевиков, так как при этом могут быть утончение стенок, овализация и складкообразование.
РЕМОНТ КОЖУХОТРУБЧАТЫХ ТЕПЛООБМЕННИКОВ
Текущий ремонт теплообменника производится в следующей последовательности: а) разборка аппарата; б) чистка трубных поверхностей; в) испытание на герметичность; г) отключение дефектных труб пробками; д) смена уплотнений разборных соединений; е) сборка и испытание аппарата.
Капитальный ремонт включает в себя смену большинства труб, а также ремонт корпуса и трубных решеток.
Забивка дефектных труб пробками или заварка их применяется в том случае, когда число дефектных труб не более 10 %. Если же их больше 10 %, то проводят смену труб, чтобы не уменьшать поверхность теплообмена. Дефектную трубу на сварке удаляют вырубкой кольцевого шва вручную или срезанием торца трубы и валикового шва специальной фрезой с приводом от гибкого вала или переносной дрели.
Если трубы развальцованы, то для их смены места развальцовки вырезают специальным труборезом. Затем концы труб отжимают от трубной доски и легко вынимаются. После удаления труб отверстия в решетках зачищают.
Если трубчатый аппарат работает под давлением, то для использования сварных труб необходимо выполнить два условия:
- число стыков должно быть не более одного на каждые два погонных метра трубы;
- расстояние шва до внутреннего торца решетки должно быть более 50 мм.
РЕМОНТ КРЕПЛЕНИЙ ТРУБ
Трубы в трубных решетках крепят следующими способами: а) развальцовкой; б) сваркой; в) пайкой (медные трубы); г) манжетное и сальниковое крепление (чугунные трубы).
Развальцовка - процесс пластической деформации стенок трубы, приводящий к увеличению диаметра трубы и отверстия в трубной решетке. Так как зазор между отверстием (очком) и трубой равен 0,02 ... 0,08 от наружного диаметра трубы, то относительная деформация металла лежит в границах площадки текучести, поэтому развальцовку можно проводить без нагрева, но не при минусовых температурах. Перед развальцовкой концы труб отжигают при температуре 700 ... 800 С, зачищают до блеска и запиливают с торца для снятия заусенцев.
Принцип действия самой вальцовки основан на раскатке конца трубы веретеном конической формы с роликами. Веретено продвигается постепенно вглубь трубы, раздвигая ролики, которые при этом расширяют трубу. Одновременно с продольной подачей веретена ему сообщается вращательное движение.
ПОВРЕЖДЕНИЯ И РЕМОНТ ТРУБНОЙ ДОСКИ
Повреждения трубной доски - это чаще всего трещины от термических напряжений или от остаточных напряжений технологического происхождения. Обычно трещины бывают между смежными очками. Заварка их производится также, как и емкостных аппаратов, однако учитывают следующее:
- расстояние от завариваемой трещины до центра ближайшего отверстия должно
удовлетворять значению l>(0,75t - 0,5D), где t - шаг отверстий; D - диаметр отверстий;
- если трещина доходит до края очка или l< (0,75t - 0,5D), применяется вварка усиливающей втулки в предварительно расточенное очко. Высота этой втулки равна 3σ, где σ - толщина трубной решетки.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. В.В. Матвеев. Монтаж аппаратов и оборудования для нефтяной газовой промышленности.
2. Вихман Г.Л., Круглов С.А. Основы конструирования аппаратов и машин нефтяных заводов. М. Машиностроение, 1978.
3. Матвеев В.В. Примеры расчета такелажной оснастки. Л. Стройиздат. 1977. 4. Харс З.Б. Монтаж нефтяной и газовой промышленности. М, Недра, 1974.
© 2010 Интернет База Рефератов