
Рефераты по сексологии
Рефераты по информатике программированию
Рефераты по биологии
Рефераты по экономике
Рефераты по москвоведению
Рефераты по экологии
Краткое содержание произведений
Рефераты по физкультуре и спорту
Топики по английскому языку
Рефераты по математике
Рефераты по музыке
Остальные рефераты
Рефераты по авиации и космонавтике
Рефераты по административному праву
Рефераты по безопасности жизнедеятельности
Рефераты по арбитражному процессу
Рефераты по архитектуре
Рефераты по астрономии
Рефераты по банковскому делу
Рефераты по биржевому делу
Рефераты по ботанике и сельскому хозяйству
Рефераты по бухгалтерскому учету и аудиту
Рефераты по валютным отношениям
Рефераты по ветеринарии
Рефераты для военной кафедры
Рефераты по географии
Рефераты по геодезии
Рефераты по геологии
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Дипломная работа: Блок автоматизированного управления связью
Дипломная работа: Блок автоматизированного управления связью
Министерство образования Российской Федерации
ТАМБОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Дипломный проект на тему:
БЛОК АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ СВЯЗЬЮ
Тамбов 2007 г.
Аннотация
Дипломный проект на тему: Блок автоматизированного управления связью”.
Отличительной особенностью проекта является применение усовершенствованной конструкции блока, выполненной по современной технологии и увеличивающей ремонтопригодность и прочность блока.
Выбор элементной базы сделан на основе технического задания. Проектирование печатного узла производилось в системе “Personal CAD”, а разработка чертежно-конструкторской документации с применением пакета прикладных программ “Auto CAD”.
Объем пояснительной записки . . . . . . . . . . . 161 с.
Количество рисунков . . . . . . . . . . . . . . . . . . . .4
Количество таблиц . . . . . . . . . . . . . . . . . . . . . .20
Количество графического материала:
формат А1 . . . . . . . . . . . . . . . . . 11 листов
формат А4. . . . . . . . . . . . . . . . . .1 листов
Содержание
Введение
1. Исходные данные и их анализ
1.1 Расширенное техническое задание
1.2 Испытания на воздействие внешних факторов
1.3 Анализ соответствия элементной базы заданным условиям эксплуатации
1.4 Патентный поиск и обоснование темы дипломного проекта
2. Проектирование блока
2.1 Описание схемы электрической функциональной
2.2 описание схемы электрической принципиальной
2.3 Выбор элементной базы и проверка на соответствие условиям эксплуатации
2.4 Конструирование блока
3. Проектирование функционального узла
3.1 Размещение навесных элементов
3.2 Расчет печатного монтажа
4 Конструкторские расчеты
4.1 Расчет надежности устройства
4.2 Расчет теплового режима.
4.3 Расчет технологичности блока
4.4 Разработка системы автоматизации
5. Технико-экономический расчет
5.1 Маркетинговые исследования
5.2 Расчет производительности изделия
5.3 Расчет капитальных вложений и единовременных затрат.
5.4 Расчет себестоимости и оптовой цены продукции
5.5 Расчет экономического эффекта
6. Безопасность жизнедеятельности
6.1 Техника безопасности при проектировании РЭС
6.2 Охрана труда при производстве РЭС
6.2.1 Основные санитарно-гигиенические требования к устройству предприятия
6.2.2 Требования к зданиям и сооружениям.
6.2.3 Характеристика вредных факторов на предприятии
6.2.4 Потенциальные опасности проектируемого объекта.
6.2.5 Пожарная безопасность
6.2.6 Электробезопасность.
6.3 Расчет защитного заземления электроустановок
6.4 Расчет освещения производственного помещения
6.5 Расчет кондиционирования производственного помещения.
7 Гражданская оборона.
Заключение
Список использованных источников
Введение
Научно-технический прогресс, определяющий мощный объем общественного производства в значительной степени обусловлен внедрением электроники во все отрасли современной промышленности. Прогресс в области вычислительной техники и радиоэлектроники связан с достоинствами достижений в микроэлектронике, т.е. в создании схем малой, средней, большой и сверхбольшой степени интеграции. Появление микропроцессорных БИС позволило из-за их относительной дешевизны, малых габаритов, массы, мощности потребления и свойства программируемости функций решить проблему разработки малого числа БИС для большого числа применений, внедрить вычислительную технику в те отрасли промышленности, в которых она ранее не применялась.
Современной индустрией освоены и выпускаются множество типов микропроцессоров, благодаря которым обеспечиваются исключительные преимущества цифровых методов обработки информации. Достигнутый отечественной электронной промышленностью высокий уровень технологии элементной базы, средств вычислительной техники открывает широкие возможности по массовому созданию информационно-управляющих вычислительных систем с более современными техническими характеристиками.
В настоящее время все большее развитие получает применение микропроцессорной системы при управлении работой радиопередающего комплекса, т.к. современный радиопередающий комплекс представляет собой сложную систему, которая включает в себя устройства непосредственно выполняющие заданную функцию, а также устройства защиты и контроля которые обеспечивают бесперебойную работу системы. Управление такой системы представляет собой сложный процесс, выполнение которого вручную является трудновыполнимой задачей.
Задачей этого дипломного проекта является разработка системы управления коротковолнового радиопередатчика на основе современной отечественной элементной базы.
Из выше сказанного можно сделать вывод, что существует потребность в изготовлении подобных систем управления.
1. Исходные данные и их анализ
1.1 Расширенное техническое задание
1.1.1 Наименование изделия ''Блок автоматизированного управления связью''.
1.1.2 Блок автоматизированного управления связью предназначен для осуществления автоматизации управления связью — для управления радиопередающим устройством, тремя радиоприемными устройствами, оконечной аппаратурой и обмена информацией с ними.
1.1.3 Блок автоматизированного управления связью относится к возимой РЭА. Габаритные размеры блока не должны превышать Габаритные размеры блока LxBxH 292х405х228,5 мм, масса не более 15,5 кг
1.1.4 Блок должен выдерживать испытание на прочность при транспортировании в упакованном виде:
– длительность ударного импульса, мс ......................................от 5 до 10;
– частота ударов в минуту .........................................................от 40 до 80;
– пиковое ударное ускорение, м/с2 (g) .........................49,98,245 (5,10,25).
1.1.5 На передней панели блока должны находиться элементы ручного управления человеком-оператором и элементы индикации неисправностей. Задняя стенка блока должна быть свободной от каких-либо элементов управления. Расположение передней панели - вертикальное.
1.1.6 Обмен данными производится по интерфейсу ИРПС по симметричным однонаправленным линиям связи с использованием 20 мА токовой петли. Скорость передачи информации по стыкам ИРПС не менее —9600 бит/с, а по стыкам ТЧ и С1-И не менее 1200 и 2400 бит/с.
1.1.7 Выходная информация о работоспособности блоков передатчика контролируется по оптическим индикаторам.
1.1.8 Среднее время
наработки на отказ ![]() должно быть не
менее 4000 часов.
должно быть не
менее 4000 часов.
1.1.9 Среднее время восстановления не более 3 ч.
1.2 Испытания на воздействие внешних факторов
1.2.1 Испытание на прочность при воздействии синусоидальной вибрации одной частоты:
– частота, Гц...........................................................................................20±1
– амплитуда виброускорения, м/с2(g)...............................................19,6±2
– время выдержки, ч, не менее................................................................0,5
1.2.2 Испытание на воздействие повышенной влажности:
– относительная влажность...................................................................80%
– температура,°C.......................................................................................25
– время выдержки, ч..................................................................................48
Время выдержки в нормальных климатических условиях, ч, не менее.6
1.2.3 Испытание на воздействие пониженного атмосферного давления:
– температура, °C......................................................................................10
– атмосферное давление, Па (мм. рт. столба )........................6,1·104(460)
– время выдержки при пониженном давлении, ч.........................от 2 до 6
– время выдержки в нормальных климатических условиях, ч...от 2 до 6
1.2.4 Испытание на воздействие пониженной температуры среды:
– предельная температура, °C.................................................................-40
– время выдержки при предельной температуре, ч.....................от 2 до 6
– рабочая температура, °C...........................................................................5
– время выдержки при рабочей температуре, ч...........................от 2 до 6
– время выдержки в нормальных климатических условиях, ч. от 2 до 6
1.2.5 Испытание на воздействие повышенной температуры среды:
– рабочая температура, °C.........................................................................40
– время выдержки при рабочей температуре, ч...........................от 2 до 6
– предельная температура, °C...................................................................55
– время выдержки при предельной температуре, ч.....................от 2 до 6
– время выдержки в нормальных климатических условиях, ч...от 2 до 6
1.2.6. Испытание на прочность при транспортировании в упакованном виде:
– длительность ударного импульса, мс........................................от 5 до 10
– частота ударов в минуту...........................................................от 40 до 80
– пиковое ударное ускорение, м/с2(g).............................49,98,245(5,10,25)
– общее количество ударов, не менее.......................................................60
1.3 Патентный поиск и обоснование темы дипломного проекта
В соответствие с темой дипломного проекта был проведен патентный поиск в области устройств автоматизированного управления и контроля связи в приемопередающих радиоустройствах.
С этой целью изучена научно-техническая и патентная информация:
-описание изобретений к авторским свидетельствам РФ.
-официальные бюллетени Государственного комитета при Совмине РФ по делам изобретений и открытий.
-реферативные сборники ЦНИИПИ “Изобретения за рубежом“
-книги, журналы, доклады, отчеты, руководства по эксплуатации и другие материалы.
Результаты поиска сведены в таблицу 1.1.
Таблица 1.1 – Патентные документы
|
Страна патентования |
Номер охранного документа |
Организация | Изобретатель |
Дата приоритета |
Название изобретения |
| Россия | 4842440/24 |
Ярославский Политехнический институт |
Мясников В. К. Кулебякин А.А |
15.06.93 |
Устройство программного управления |
| Россия | 4939757/24 | Опытно-эксперементальный завод гражданской авиации |
Куцетов А.А., Ревук А.Г., Ильницкий А. |
07.06.93 |
Устройство для контроля параметров |
| Россия | 4909854/24 | Харьковский филиал ВНИПКИ |
Хомяков С.Н., Леонов А.С. |
06.11.92 | Устройство передачи команд управления связью |
| Россия | 3465028/18-24 | ------ | Шлыков Н.И. | 10.15.94 | Система управления передающего комплекса |
| СССР | 4914376/24 |
Институт ядерных Исследований АНУССР |
Воропаев С.Н., Пушкин А.В., Савинков Ю.Н. |
05.03.86 | Устройство контроля качества связи |
В рассмотренных патентах каждое из устройств представляет собой аналог узлов входящих в блок управления. Отдельно взятый патент не имеет необходимой функциональности, чтобы заменить или быть аналогом всего блока. Рассматривая их в совокупности, несколько недостатков, характерных и для многих других систем управления радиопередающих устройств. Эти недостатки обусловлены очень жесткими требованиями к современным средствам связи, а именно высокое быстродействие, повышенная надежность и помехоустойчивость, очень высокие точностные характеристики. В рассмотренных изделиях-аналогах для повышения точности измерения применяются такие решения, как устройства коррекции характеристик, автокалибровка и другие, однако они существенно снижают быстродействие и усложняют структуру схемы. Кроме того, измерения проводятся в основном на пониженной частоте, что приводит к усложнению аппаратуры с введением таких узлов, как смесители, синтезаторы, формирователи смешанной частоты. Эти недостатки приводят к необходимости разработки устройств с применением новых схемных решений, удовлетворяющих современным требованиям.
Вывод: при анализе научно-технической информации по данной теме были изучены существующие способы построения систем управления и контроля связи в приемопередающих комплексах. Патентный поиск дал полное представление о состоянии исследуемого вопроса. В результате проведенного патентного поиска установлена степень новизны разрабатываемой системы управления.
2. Проектирование блока
2.1 Описание схемы электрической структурной
В блок автоматизированного управления связью входят следующие составные части:
— стабилизатор напряжения;
— стабилизатор;
— микроконтроллер управления;
— устройство передачи и приема команд управления;
— модем:
— преобразователь;
— формирователь частоты
— плата расширения интерфейса микропроцессора;
— коммутатор направлений;
— коммутатор приемных цепей.
Блок автоматизированного управления связью обеспечивает:
— обмен информацией по стыку интерфейса радиального последовательного (ИРПС);
— обмен информацией с оконечной аппаратурой (ОА), с возможностью дистанционного управления ОА;
— прием информации с трех радиоприемных устройств, управление ими по ИРПС;
— выдача информации в радиопередающее устройство (РПДУ) с дистанционным управлением им по системе телеуправления – телесигнализации (ТУ-ТС);
— взаимодействие с блоком часов электронных БЧЭ-2;
— контроль исправности и индикация состояния технических средств.
Стабилизатор напряжений предназначен
для получения стабилизированных напряжений для питания ячеек блока
автоматизированного управления связью. Входное напряжение — (![]() ) В. Он выполнен на основе стабилизирующих
унифицированных вторичных источников питания типа МП ЖБКП.436434.002 ТУ с защитой
от перегрузок и короткого замыкания. Источники питания размещены на радиаторе.
Электрические соединения ячейки с блоком осуществляется с помощью соединителя
типа ГРПМШ-1.
) В. Он выполнен на основе стабилизирующих
унифицированных вторичных источников питания типа МП ЖБКП.436434.002 ТУ с защитой
от перегрузок и короткого замыкания. Источники питания размещены на радиаторе.
Электрические соединения ячейки с блоком осуществляется с помощью соединителя
типа ГРПМШ-1.
Стабилизатор, предназначен для получения двух стабилизированных источников 20В. Он состоит из двух функциональных узлов: задающего генератора и двух стабилизаторов тока.
Микроконтроллер управления предназначен для программной обработки информации с возможностью обмена данными по стыкам ИРПС и в параллельном коде.
Устройство передачи и приема команд управления (УППКУ) обеспечивает:
- обмен с БАУС содержанием передаваемых и принимаемых команд управления корреспондентом;
- формирование, передачу, прием, декодирование команд управления (КУ) корреспондентом.
Модем осуществляет модулирование и демодулирование сигналов.
Преобразователь предназначен для преобразования аналоговых сигналов выходов автоматического радиоуправления радиопередающего устройства (АРУ РПУ) в цифровую форму, формирования сигналов управления, приема и коррекции кода времени с последующей передачей в шину данных.
Формирователь частоты предназначен для формирования сигнала частотой 576 кГц с фазой, совпадающей с фазой принимаемой информации, демодуляции сигналов РПУ, запоминания сигналов прерывания от ячеек УППКУ и коммутации информационных сигналов.
Плата расширения интерфейса микропроцессора предназначена для расширения интерфейса ячейки процессора.
Коммутатор направлений предназначен для коммутации девяти сигналов на восемь направлений.
Коммутатор приемных цепей предназначен для коммутации информационных цепей, приема и формирования сигналов управления в блоке БАУС.
Плата индикации предназначена для отображения буквенно-цифровой информации.
2.2 Разработка схемы электрической принципиальной
Схема электрическая принципиальная ТГТУ.468323.043 Э3 и перечень элементов ТГТУ.468323.043 ПЭ3 приведены в пояснительной записке к дипломному проекту ТГТУ.468323.043 ПЗ.
Напряжение питания постоянного тока через соединитель Х18 и фильтр, выполненный на элементах С1 - С8, L1, L2, Z1 - Z8, поступает на тумблер включения питания S1. Далее напряжение через вставки плавкие F1 и F2 поступает для питания цепей КРУ ОА и на стабилизатор напряжения для формирования вторичного питания блока. Индикация напряжений осуществляется светодиодами Н9 - Н14.
По включению питания или нажатию кнопки S2 микроконтроллер управления проводит проверку работоспособности блока, индицирующуюся светодиодом Н18. Плата расширения интерфейса микропроцессора производит дешифрацию сигналов управления для остальных ячеек блока. Коммутация информационных цепей для проверки осуществляется коммутатором приемных цепей. При положительных результатах проверки загорается светодиод Н17, в противном случае - Н19.
По нажатию кнопки S3 производится контроль технических средств, результаты которого индицируются микроконтроллером управления на светодиодном табло ячейки платы индикации. Кнопки S4 и S5 служат для управления индикацией светодиодного табло и выбора режимов работы блока. Взаимодействие с ОА обеспечивает микроконтроллер управления через модем, коммутаторы формирователя частоты и коммутатора направлений и соединитель Х5. Индикация состояния цепей КРУ ОА осуществляется светодиодами Н4 - Н8 с помощью коммутатора приемных цепей.
Взаимодействие с РПДУ по системе ТУ-ТС через соединитель Х7 и коммутатор приемных цепей и модем обеспечивает микроконтроллер управления. Индикация сеансов ТУ-ТС и ДУ ОА осуществляется светодиодами Н20 - Н23. Прием и передачу команд управления обеспечивают устройства приема и передачи команд управления, дистанционное управление РПУ плата расширения интерфейса микропроцессора и микроконтроллер управления, взаимодействие с блоком часов электронных – преобразователь.
2.3 Выбор элементной базы и проверка на соответствие условиям эксплуатации
Элементная база не должна эксплуатироваться в режимах и условиях, более тяжелых по сравнению с оговоренными в технической документации на эти элементы. Условия эксплуатации радиоэлементов приведены в таблице1.
Таблица 2.1 – Характеристики радиоэлементов
| Конструкционные параметры | Параметры внешних воздествий | ||||||||
| Кол., | Вибрация | ||||||||
| Наименование | шт. | Масса, г |
Устано-вочная площадь
|
Интенси-вность отказов, 1/ч |
Диапа-зон тем- ператур, °C |
Часто-та, Гц |
Перег-рузка, g |
Удар-ные перег-рузки, g |
Линей-ные ус-коре- ния, g |
| 564ТМ2 | 1 | 1 | 65 |
1,8·10-7 |
-60...+125 | 1-5000 | 40 | 1500 | 50 |
| 564ИЕ11 | 1 | 1,5 | 234 |
1,8·10-7 |
-60...+125 | 1-5000 | 40 | 1500 | 50 |
| 564ЛН2 | 1 | 1,5 | 65 |
1,8·10-7 |
-60...+125 | 1-5000 | 40 | 1500 | 50 |
| 564ЛА9 | 1 | 2 | 65 |
1,8·10-7 |
-60...+125 | 1-5000 | 40 | 1500 | 50 |
| 533ИД7 | 1 | 2 | 110 |
1,8·10-7 |
-60...+125 | 1-5000 | 40 | 1500 | 50 |
| 564ЛП2 | 2 | 2 | 65 |
1,8·10-7 |
-60...+125 | 1-5000 | 40 | 1500 | 50 |
| 561ИР6 | 1 | 2 | 472,5 |
1,8·10-7 |
-60...+125 | 1-600 | 10 | 75 | 25 |
| 561ЛА7 | 1 | 2 | 146 |
1,8·10-7 |
-60...+125 | 1-600 | 10 | 75 | 25 |
| 561ЛЕ5 | 2 | 2 | 146 |
1,8·10-7 |
-60...+125 | 1-600 | 10 | 75 | 25 |
| 1561ЛИ2 | 1 | 2 | 146 |
1,8·10-7 |
-60...+125 | 1-600 | 10 | 75 | 25 |
| М1821ВИ54 | 1 | 4,5 | 465 |
1·10-8 |
-60...+85 | 1-600 | 10 | 75 | 25 |
| М1821ВМ85А | 1 | 6 | 772,5 |
1·10-8 |
-60...+85 | 1-600 | 10 | 75 | 25 |
| М1821ВН59 | 1 | 4,5 | 540 |
1·10-8 |
-60...+85 | 1-600 | 10 | 75 | 25 |
| М1821ВВ51 | 1 | 4,5 | 198,7 |
1,8·10-7 |
-60...+125 | 1-600 | 10 | 75 | 25 |
| КР588ВА1 | 2 | 5 | 525 |
1·10-8 |
-60...+85 | 1-2000 | 10 | 75 | 15 |
| КР588ИР1 | 1 | 5 | 525 |
1,8·10-7 |
-60...+85 | 1-2000 | 10 | 75 | 15 |
| К10-17а-8,2 пФ | 1 | 0,5 | 31,3 |
1,5·10-7 |
-60...+125 | 1-5000 | 40 | 1000 | 500 |
| К10-17а-0,1 мкФ | 11 | 0,5 | 31,3 |
1,5·10-7 |
-60...+125 | 1-5000 | 40 | 1000 | 500 |
| К50-29-47 мкФ | 1 | 1,5 | 102 |
1·10-7 |
-60...+85 | 1-3000 | 20 | 1000 | 200 |
| С2-33-0,125 | 8 | 0,15 | 17,6 |
2·10-8 |
-60...+125 | 1-5000 | 15 | 1000 | 50 |
| 2Д510А | 1 | 0,1 | 11 |
1·10-6 |
-60...+85 | 10-600 | 10 | 75 | 25 |
| ГРПМ1-61 | 1 | 25 | 1550 |
1·10-6 |
-60...+85 | 1-600 | 40 | 1000 | 500 |
| СНО51 | 1 | 18 | 1360 |
1·10-6 |
-60...+85 | 1-600 | 40 | 1000 | 500 |
| К1-4ДС | 1 | 5 | 160 |
1·10-7 |
-60...+125 | 1-3000 | 15 | 1000 | 50 |
Перечень примененных в блоке автоматизированного управления связью элементов приведен в таблице 1.2. Здесь же приведены их основные конструкционные и эксплуатационные параметры. В соответствии с допустимыми внешними воздействиями и данными таблицы 1.2 элементная база соответствует условиям эксплуатации и может применятся без дополнительных мер защиты, что в дальнейшем позволит снизить массу, а следовательно и себестоимость изделия.
2.4 Конструирование блока
Блок автоматизированного управления связью выполнен аналогично по ОСТ4.410.029-86 и построен по структурной схеме "ячейка - аппарат". Несущей конструкцией блока являются передняя и задняя панели, соединенные между собой стяжками. Прибор закрыт верхней, нижней обшивками и боковыми крышками. На передней панели расположены органы управления, контроля и индикации. На задней панели расположены соединители типа 2РМ, с помощью которых осуществляются внешние электрические соединения. Для обеспечения заземления на объекте эксплуатации на задней панели прибора установлена клемма заземления с болтом М8 для подключения шины заземления.
Для дополнительной защиты от внешних механических воздействий прибор установлен на амортизаторах типа АПН. В приборе установлены ячейки с размером печатных плат 170 х 110 х 1,5 мм. Конструкция ячеек соответствует ОСТ4.410.015-82 и представляет собой печатную плату с установленными на ней электрорадиоизделиями (ЭРИ) и накладкой с элементами крепления ячеек в блоке.
Электрическое соединение ячеек внутри прибора осуществляется через соединители типа СНО и ГРПМ. Доступ к ячейкам обеспечивается после снятия верхней обшивки. Установка ячеек осуществляется по полиамидным направляющим, которые крепятся к стяжкам прибора, а извлечение ячеек осуществляется при помощи съемника из состава ЗИП-О. Электромонтаж прибора выполнен жгутом и закрывается нижней обшивкой. Места установки ячеек в приборе определены маркировкой условных обозначений ячеек на планках. Позиционные обозначения ячеек и ЭРИ в приборе маркируются краской, а места расположения ЭРИ в ячейках указаны в схемах электрических расположения. Крепление прибора на объекте осуществляется четырьмя винтами М6.
Легкосъемность прибора обеспечивается наличием направляющих, по которым он выдвигается. Планка с надписью условного обозначения прибора и местом нанесения заводского номера крепится на передней панели прибора. Пломбирование прибора осуществляется мастикой битумной при помощи пломбировочных чашек, установленных на верхней и нижней обшивках.
Наружные поверхности прибора покрыты эмалью МЛ-12 светло-серой, передняя панель - эмалью МЛ-12 "белая ночь". Надписи на приборе выполнены черным цветом. Габаритные размеры прибора (LхBхH) не более 280х405х230 мм. Масса не более 16 кг.
3. Проектирование функционального узла
В качестве заданного функционального узла рассматривается печатный узел, а именно коммутатор приемных цепей (А2).
Разработка печатного узла проводилась с применением САПР фирмы “Autodesk” (США). Разработка чертежно-конструкторской документации с применением пакета прикладных программ Auto - CAD“.
Проектирование печатного узла производилось в системе “Personal-CAD”.
В частности были произведены следующие шаги:
-автоматическое получение исходной информации из схемы электрической принципиальной;
-смешанное автоматическое и ручное размещение (двухсторонне) элементов на печатной плате;
-трассировка печатных проводников заданной ширины в двух слоях;
-получение предварительной документации (деталировочные и сборочные чертежи).
Окончательная подготовка чертежей производилась в пакете прикладных программ ACAD.
3.1 Размещение навесных элементов
Размещение осуществляется в соответствии с ОСТ4.ГО.010.030 и ОСТ4ГО.010.009. Выбираем вариант установки электрорадиолементов на плату в соответствии с заданными условиями эксплуатации и техническими требованиями к конструкции печатного узла. Элементы устанавливаются по ГОСТ29137-91:
– резисторы по варианту 010.02.0201.00.00.
конденсаторы:
– К50-29 по варианту 010.02.0208.00.00,
– К10-17 по варианту 180.00.0000.00.00.
микросхемы:
– планарные по варианту 380.18.1113.00.00,
– не планарные по варианту 320.00.0000.00.00.
Ниже кратко опишем процесс размещения электрорадиоэлементов на печатной плате. Схему электрическую принципиальную разбиваем на функционально связанные группы, составляем таблицу соединений, производим размещение навесных элементов в каждой группе. Группу ЭРЭ, имеющую наибольшее количество внешних связей с уже размещенной группой ЭРЭ размещаем рядом и так далее.
По ГОСТ 23751-79 производим рациональное размещение навесных ЭРЭ с учетом минимизации электрических связей между элементами и так как печатная плата изготовляется двухсторонняя, то количество переходов печатных проводников из слоя в слой кроме того, если возможно, то целесообразно выполнить равномерное распределение масс навесных элементов по поверхности печатной платы. Элементы с наибольшей массой следует устанавливать вблизи мест механического крепления платы.
Размещение навесных электрорадиоэлементов проводилось в пакете прикладных программ P-CAD комбинированно автоматическим и ручным способом.
3.2 Расчет печатного монтажа
Проведем расчет печатного
монтажа платы устройства управляющего. Исходными данными для расчета являются:
толщина проводника ![]() , максимальный
ток, протекающий по шине питания
, максимальный
ток, протекающий по шине питания ![]() ,
максимальная длина проводника
,
максимальная длина проводника ![]() , допустимое
падение напряжения на проводниках
, допустимое
падение напряжения на проводниках ![]() ,
размеры печатной платы 110´170 мм, максимальный диаметр выводов устанавливаемых ЭРЭ
,
размеры печатной платы 110´170 мм, максимальный диаметр выводов устанавливаемых ЭРЭ ![]() , расстояния между выводами
микросхемы
, расстояния между выводами
микросхемы ![]() .
.
1. Выбираем для изготовления ПП позитивный комбинированный метод, плата должна соответствовать третьему классу точности по ОСТ 4.010.022-85.
2. Определяем минимальную ширину, мм, печатного проводника по постоянному току для цепей питания и заземления:
 (3.1)
(3.1)
где ![]() максимальный постоянный
ток, протекающий в проводниках, А,
максимальный постоянный
ток, протекающий в проводниках, А, ![]() ;
;
![]() допустимая плотность тока, А/мм2,
допустимая плотность тока, А/мм2,
![]() ;
;
![]() толщина проводника, мм,
толщина проводника, мм, ![]() .
.
3. Определяем минимальную ширину проводника, мм, исходя из допустимого падения напряжения на нем:
 (3.2)
(3.2)
где ![]() удельное объемное
сопротивление, Ом×мм2/м,
удельное объемное
сопротивление, Ом×мм2/м, ![]() ;
;
![]() длина проводника, м,
длина проводника, м, ![]() ;
;
![]() допустимое падение напряжения на
проводниках, В,
допустимое падение напряжения на
проводниках, В,![]() .
.
4. Определяем номинальное
значение диаметров монтажных отверстий ![]() :
:
![]() (3.3)
(3.3)
где ![]() максимальный диаметр вывода
устанавливаемого ЭРЭ;
максимальный диаметр вывода
устанавливаемого ЭРЭ;
![]() нижнее предельное отклонение от
номинального диаметра монтажного отверстия, мм,
нижнее предельное отклонение от
номинального диаметра монтажного отверстия, мм, ![]() ;
;
![]() разница между минимальным диаметром
отверстия и максимальным диаметром вывода ЭРЭ, мм,
разница между минимальным диаметром
отверстия и максимальным диаметром вывода ЭРЭ, мм, ![]() .
.
5. Рассчитываем диаметр контактных площадок. Минимальный диаметр, мм, контактных площадок для ДПП, изготовляемых комбинированным позитивным методом:
при фотохимическом способе получения рисунка
![]() (3.4)
(3.4)
где ![]() минимальный эффективный
диаметр площадки;
минимальный эффективный
диаметр площадки;
![]() – толщина фольги, мм,
– толщина фольги, мм, ![]() .
.
![]() (3.5)
(3.5)
где ![]() расстояние от края
просверленного отверстия до края контактной площадки, мм,
расстояние от края
просверленного отверстия до края контактной площадки, мм, ![]() ;
;
![]() допуски на расположение отверстий и
контактных площадок /1/;
допуски на расположение отверстий и
контактных площадок /1/;
![]() максимальный диаметр просверленного
отверстия:
максимальный диаметр просверленного
отверстия:
![]() (3.6)
(3.6)
где ![]() допуск на отверстие, мм,
допуск на отверстие, мм, ![]() ;
;
максимальный диаметр контактной площадки:
![]() (3.7)
(3.7)
6. Определяем ширину проводников. Минимальная ширина проводников, мм, для ДПП изготовляемых комбинированным позитивным методом:
при фотохимическом способе получения рисунка
![]() (3.8)
(3.8)
где![]() минимальная эффективная
ширина проводника,мм,
минимальная эффективная
ширина проводника,мм,![]()
Максимальная ширина проводников
![]() (3.9)
(3.9)
7. Определяем минимальное расстояние между проводником и контактной площадкой
![]() (3.10)
(3.10)
где ![]() расстояние между центрами
рассматриваемых элементов, мм,
расстояние между центрами
рассматриваемых элементов, мм, ![]() ;
;
![]() – допуск на расположение проводников
/1/,мм,
– допуск на расположение проводников
/1/,мм,![]() .
.
Минимальное расстояние между двумя контактными площадками
![]() (3.11)
(3.11)
Минимальное расстояние между двумя проводниками
![]() (3.12)
(3.12)
Учитывая технологические возможности принимаем:
-ширину проводника печатной платы для цепей питания 0,8 мм;
-ширину проводника для сигнальных цепей 0,5 мм;
-диаметр контактной площадки 2,2 мм.
4. Конструкторские расчеты
4.1 Расчет надежности по внезапным отказам
Прикидочный расчет.
Расчет надежности блока автоматизированного управления связью коротковолнового радиопередатчика имеет свои характерные особенности ввиду специфики его применения, связанной с тем, что данное устройство относится к возимым РЭС. Блок управления используется в климатических условиях с температурой от минус 20 до плюс 40 °С и средней влажностью 60%.
Для проектируемого блока управления характерны следующие отказы:
– потеря работоспособности из-за старения или выхода из строя используемых электрорадиоэлементов (ЭРЭ);
– нарушение соединения в местах пайки или в разъемах;
– нарушение условий эксплуатации, например использование при очень высоких или очень низких температурах, при высокой влажности воздуха, падение блока или воздействие повышенной вибрации;
– выход из строя блока питания;
– отслаивание дорожек ПП из-за старения материала.
В начале для определённого класса объектов выбирается один из типов показателей надёжности: интервальный, мгновенный, числовой, [8]. Выбираем, с учетом вида объекта (ремонтируемый с допустимыми перерывами в работе), числовые показатели надежности, т.е. mt – средняя наработка между отказами, mB – среднее время восстановления объекта, КГ – коэффициент готовности. Таким образом, при конструкторском проектировании РЭС не требуется рассчитывать все ПН, необходимо, прежде всего, определить вид объекта и выбрать те ПН, которые наиболее полно характеризуют надёжностные свойства разрабатываемого объекта.
Для дальнейшего выбора показателей надежности установим шифр из четырёх цифр, по рекомендации [8]: 2431. Что соответствует:
первая цифра: признак, ремонтопригодность — ремонтируемый (2),
вторая цифра: признак, ограничение продолжительности эксплуатации — до достижения предельного состояния (4),
третья цифра: признак, временной режим использования по назначению — циклически нерегулярный (3),
четвертая цифра: признак, доминирующий фактор при оценке последствий отказа – факт выполнения или не выполнения изделием заданных ему функций в заданном объеме(1).
Исходя из этих данных [8] определяются показатели надежности. Полученные результаты сравниваем с [8]. Окончательно получаем, что в связи с тем, что приёмник ремонтируемый, восстанавливаемый, с допустимыми перерывами в работе, то ПН будут mt, mв, Кг, Т. е. мы выбрали числовые ПН: наработку на отказ mt, среднее время восстановления объекта – mв, коэффициент готовности – Кг.
Ответственным этапом в проектировании надёжности РЭА является обоснование норм, т. е. допустимых значений для выбранных показателей надежности. Это объясняется следующими причинами. Во-первых, от правильности результатов данного этапа зависит успех и смысл всех расчётов надёжности, т. к. здесь мы определяем, какое значение показателей надежности можно считать допустимым. Во-вторых, нет общих правил и рекомендаций для установления норм надёжности различных объектов, многое зависит от субъективных факторов и опыта конструктора. В-третьих, любая ошибка на данном этапе ведёт к тяжёлым последствиям: занижение нормы ведёт к повышению потерь от ненадёжности, завышение – от дороговизны. Итак, из [8] мы определяем исходя из группы аппаратуры по ГОСТ 16019–78 – возимая на автомобилях; по числу ЭРЭ (1001 — 2000), что mt допустимая равна 4000 часов.
Надёжность РЭА в значительной степени определяется надёжностью элементов электрической схемы (ЭЭС) и их числом. Поэтому точность расчёта ПН проектируемого объекта относительно отказов, обусловленных нарушениями ЭЭС, имеет большое значение. Заметим, что к ЭЭС следует относить места паек, контакты разъёмов, крепления элементов и т. д. При разработке РЭА можно выделить три этапа расчёта:
— прикидочный расчёт,
— расчёт с учётом условий эксплуатации,
— уточнённый расчёт.
Прикидочный расчёт проводится с целью проверить возможность выполнения требований технического задания по надёжности, а также для сравнения ПН вариантов разрабатываемого объекта. Прикидочный расчёт может производиться, и когда принципиальной схемы ещё нет, в этом случае количество различных ЭЭС определяется с помощью объектов аналогов. Исходные данные и результаты расчёта представлены в таблице 4.1. По данным таблицы рассчитываются граничные и средние значения интенсивности отказов, а также другие показатели надёжности.
Рассмотрение надежности блока берем коммутатор приемных цепей. Он предназначен для коммутации информационных цепей, приема и формирования сигналов управления в блоке БАУС.
Таблица 4.1 – Исходные данные для прикидочного расчета надежности РЭА
| Порядковый номер и тип элемента | Число элемен. каждого типа nj | Границы и среднее значение интенсивности отказов | Суммарное значение интенсивности отказов элементов определенного типа | ||||
|
imin×106 1/час |
iср×106 1/час |
imax×106 1/час |
nimin×106 1/час |
niср×106 1/час |
nimax×106 1/час |
||
| 1. Резисторы | |||||||
| Блок Б19К–2 | 4 | 0,13 | 0,18 | 0,23 | 0,52 | 0,72 | 0,92 |
| С2–33 | 18 | 0,015 | 0,02 | 0,03 | 0,27 | 0,36 | 0,54 |
| 2. Конденсаторы | |||||||
| К-53-18 | 2 | 0,1 | 0,33 | 0,560 | 0,2 | 0,66 | 1,12 |
| К10-17а | 6 | 0,042 | 0,15 | 1,64 | 0,252 | 0,9 | 9,84 |
| К50-29 | 2 | 0,003 | 0,035 | 0,513 | 0,006 | 0,07 | 1,026 |
| 3. Микросхемы | |||||||
| 588 | 5 | 0,002 | 0,1 | 0,55 | 0,01 | 0,5 | 2,75 |
| 564 | 9 | 0,002 | 0,1 | 0,55 | 0,018 | 0,9 | 4,95 |
| 249 | 4 | 0,03 | 0,02 | 0,6 | 0,12 | 0,08 | 2,4 |
| 156 | 2 | 0,04 | 0,04 | 0,65 | 0,08 | 0,08 | 1,3 |
| 4. Диоды | 8 | 0,021 | 0,2 | 0,452 | 0,168 | 1,6 | 3,616 |
| 5. Транзисторы | 4 | 0,16 | 0,5 | 0,9 | 0,64 | 2 | 3,6 |
| 6. Реле | 50 | 0,01 | 0,03 | 0,05 | 0,5 | 1,5 | 2,5 |
| 7. Вилка | 1 | 0,05 | 0,1 | 0,55 | 0,05 | 0,1 | 0,55 |
| 8. Основание ПП | 1 | 0,08 | 0,83 | 0,12 | 0,08 | 0,83 | 0,12 |
| 9. Пайка | 300 | 0,01 | 0,02 | 0,05 | 3 | 6 | 15 |
Произведём вычисления:
![]() (4.1)
(4.1)
![]() (4.2)
(4.2)
![]() (4.3)
(4.3)
![]() , (4.4)
, (4.4)
![]() , (4.5)
, (4.5)
![]() , (4.6)
, (4.6)
 . (4.7)
. (4.7)
Расчёт с учётом условий эксплуатации
Учитывает влияние механических воздействий, высотности и климатических факторов. Производится с помощью поправочных коэффициентов для интенсивностей отказов по формуле
![]() (4.8)
(4.8)
где ![]() интенсивность отказов j – го элемента в номинальном режиме,
1/ч;
интенсивность отказов j – го элемента в номинальном режиме,
1/ч;
![]() коэффициент, учитывающий
одновременное воздействие вибрации и ударных нагрузок;
коэффициент, учитывающий
одновременное воздействие вибрации и ударных нагрузок;
![]() коэффициенты, учитывающие
соответственно воздействие климатических факторов и высоты.
коэффициенты, учитывающие
соответственно воздействие климатических факторов и высоты.
Обозначим произведение поправочных коэффициентов для j го
элемента через ![]() , тогда
, тогда
![]() , (4.9)
, (4.9)
Из приложения 3 [8] найдем значения поправочных коэффициентов.
Т.к. блок автоматизации
управления связью относится к возимой на автомобиле аппаратуре, используемой в
лабораторных условиях, ![]()
климатические факторы:
температура 15¸35 °С, влажность 65%, ![]()
высота расположения
аппарата 0¸2 м,
следовательно ![]() .
.
В итоге получаем общий
производный коэффициент ![]() ,
следовательно, условия эксплуатации не оказывают влияние на интенсивность отказов.
,
следовательно, условия эксплуатации не оказывают влияние на интенсивность отказов.
Таблица 4.2 – Данные для расчета надежности с учетом условий эксплуатации
| Номер и наименование элемента |
Количество элементов j-го типа |
Интенсивность отказов оj 106, 1/час |
Поправочные коэффициенты |
Интенсивность отказов с учетом условий эксплуатации, njkэ |
|||||
|
k1j |
k2j |
k1,2j |
k3j |
k4j |
|
||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1. Резисторы | |||||||||
| Блок Б19К–2 | 4 | 0,18 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 0,828 |
| С2–33 | 18 | 0,02 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 0,414 |
| 2. Конденсаторы | 0 | ||||||||
| К-53-18 | 2 | 0,33 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 0,759 |
| К10-17а | 6 | 0,15 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 1,035 |
| К50-29 | 2 | 0,035 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 0,0805 |
| Окончание таблицы 4.2 | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 3.Микросхемы | |||||||||
| 588 | 5 | 0,1 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 0,575 |
| 564 | 9 | 0,1 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 1,035 |
| 249 | 4 | 0,02 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 0,092 |
| 156 | 2 | 0,04 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 0,092 |
| 4. Диоды | 8 | 0,2 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 1,84 |
| 5.Транзисторы | 4 | 0,5 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 2,3 |
| 6. Реле | 50 | 0,03 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 1,725 |
| 7. Вилка | 1 | 0,1 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 0,115 |
| 8.Основание ПП | 1 | 0,83 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 0,9545 |
| 9. Пайка | 300 | 0,02 | 1,35 | 1,08 | 1,46 | 1 | 1 | 1,46 | 6,9 |
Из таблицы 4.2 получаем, что
![]() , (4.10)
, (4.10)
![]() , (4.11)
, (4.11)
 . (4.12)
. (4.12)
Уточненный расчет
Учитывается отклонение электрической нагрузки ЭРЭ и их окружающей среды от номинального значения.
Интенсивность отказов
элементов j-го типа уточненная ![]() и всей схемы
и всей схемы ![]() рассчитываются по формулам
рассчитываются по формулам
![]() (4.13)
(4.13)
 (4.14)
(4.14)
где ![]() поправочный коэффициент,
определяемый как функция коэффициента
поправочный коэффициент,
определяемый как функция коэффициента ![]() .
.
Коэффициенты нагрузки для резисторов определяются по формуле
 (4.15)
(4.15)
где P – средняя мощность, рассеиваемая на резисторе, Вт;
Pдоп – допустимая мощность, рассеваемая на резисторе, Вт.
Для резисторов R1, R2, R17, R18 максимальная рассеиваемая мощность
при напряжении питания ![]() составляет
составляет
 (4.16)
(4.16)
 (4.17)
(4.17)
Для резисторов R3¸R16, R19¸R22
максимальная рассеиваемая мощность при напряжении питания ![]() составляет
составляет
 (4.18)
(4.18)
 (4.19)
(4.19)
Коэффициенты нагрузки для конденсаторов рассчитываются по формуле
 (4.20)
(4.20)
где ![]() постоянное напряжение на
конденсаторе, В;
постоянное напряжение на
конденсаторе, В;
![]() амплитуда импульсного напряжения, В;
амплитуда импульсного напряжения, В;
![]() амплитуда переменной составляющей
напряжения, В;
амплитуда переменной составляющей
напряжения, В;
![]() номинальное напряжение на
конденсаторе, В.
номинальное напряжение на
конденсаторе, В.
C1 – С3, С10:
 (4.21)
(4.21)
C4...C9:
 (4.22)
(4.22)
Для диодов коэффициент
нагрузки берется с учетом коэффициентов по прямому току ![]() , обратному току
, обратному току ![]() и напряжению
и напряжению ![]() , т. е.
, т. е.
 (4.23)
(4.23)
 .
.
Для остальных ЭРЭ ![]() возьмем из таблицы 4 [8]
возьмем из таблицы 4 [8]
Реле: ![]() ;
;
Вилка: ![]()
Микросхемы: ![]() .
.
Все данные занесем в таблицу 4.3
Таблица 4.3 – Исходные данные для уточненного расчета.
|
Номер и наименование элемента |
Обозначение на схеме |
Тип элемента |
Количество элементов j-го типа nj, шт. |
Интенсивность отказов c учетом условий эксплуатации, |
Поправочные Коэффициенты |
Уточенная Интенсивность отказов,
1/час |
Уточненная интенсивность отказов элементов j-го типа,
1/час |
|||
|
|
°С |
|
||||||||
| 1.Резисторы | R | C2-33H | 18 | 0,828 | 0,2 | 20 | 0,2 | 0,016 | 0,28 | |
| 2.Резисторы | R | Б19К-2 | 4 | 0,414 | 0,2 | 0,082 | 0,33 | |||
| 2.Конденсаторы | C | K53-18 | 2 | 0,759 | 0,8 | 20 | 0,39 | 0,29 | 0,59 | |
| 3.Конденсаторы | C | K10-17 | 6 | 1,035 | 0,1 | 20 | 0,07 | 0,072 | 0,43 | |
| 4.Конденсаторы | С | К-50-29 | 2 | 0,0805 | 0,07 | 0,0056 | 0,011 | |||
| 4.Диоды | VD | 2Д510A | 8 | 1,84 | 0,2 | 20 | 0,15 | 0,027 | 0,21 | |
| 5.Микросхемы | 0 | |||||||||
| DD | 1564ИД7 | 1 | 0,092 | 0,2 | 20 | 0,77 | 0,07 | 0,07 | ||
| DD | 1564TЛ2 | 1 | 0,092 | 0,2 | 20 | 0,77 | 0,07 | 0,07 | ||
| DD | 249ЛП8 | 4 | 0,092 | 0,2 | 20 | 0,77 | 0,07 | 0,28 | ||
| DD | 564ЛA10 | 3 | 1,035 | 0,2 | 20 | 0,77 | 0,07 | 0,21 | ||
| DD | 564KT3 | 1 | 1,035 | 0,2 | 20 | 0,77 | 0,079 | 0,079 | ||
| DD | 564ЛА7 | 1 | 1,035 | 0,2 | 20 | 0,77 | 0,079 | 0,079 | ||
| DD | 564ЛН2 | 3 | 1,035 | 0,2 | 20 | 0,77 | 0,079 | 0,23 | ||
| DD | 588ИР1 | 1 | 0,575 | 0,8 | 20 | 0,88 | 0,05 | 0,05 | ||
| DD | 588ВА1 | 4 | 0,575 | 0,8 | 20 | 0,88 | 0,05 | 0,2 | ||
| 6. Реле | К | К1-4ДС | 50 | 1,725 | 0,5 | 20 | 0,5 | 0,01 | 0,5 | |
| 7. Вилка | X | СНП | 1 | 0,115 | 0,1 | 20 | 0,2 | 0,023 | 0,023 | |
| 8.Транзисторы | 4 | 1НТ251 | 4 | 2,3 | 0,2 | 20 | 0,2 | 0,46 | 1,84 | |
| 9. Пайки | 300 | 6,9 | 1 | 20 | 0,01 | 0,01 | 3 | |||
|
Snjljaj |
8,52 | |||||||||
 1/ч, (4.24)
1/ч, (4.24)
![]() ч, (4.25)
ч, (4.25)
 . (4.26)
. (4.26)
Расчёт надёжности с учётом других видов отказов
Примем к расчёту, что отказы родственных РЭА показывают, что 60 % всех отказов вызвано нарушениями ЭРЭ принципиальной схемы, 30 % - ошибками конструкции и 10 % - нарушениями технологии изготовления и сборки. В этом случае
![]() , (4.27)
, (4.27)
где Кк и Кт – поправочные коэффициенты, (их величина выбирается по рекомендации [8]) учитывающие увеличение интенсивности за счёт ошибок в конструкции и нарушений технологии соответственно. Коэффициенты Кк и Кт:
![]() ; (4.28)
; (4.28)
![]() (4.29)
(4.29)
Тогда,
![]() 1/ч.
1/ч.
Рассчитаем надежность блока
Надежность блока с учетом разного количества элементов на плате находится по формуле:
 , (4.30)
, (4.30)
где ![]() -
интенсивность отказа блока, 1/ч;
-
интенсивность отказа блока, 1/ч;
![]() - количество элементов i-й платы, шт.;
- количество элементов i-й платы, шт.;
![]() - количество элементов рассчитанной платы, шт.;
- количество элементов рассчитанной платы, шт.;
![]() - интенсивность отказов рассчитанной платы, шт.
- интенсивность отказов рассчитанной платы, шт.
Учитывая, что платы в блоке имеют практически одинаковое число элементов, т.е. отношение, учитывающие отличие плат по количеству элементов, отличается от единицы на величину не более ± 0,04, следовательно, можно пренебречь и допустить, что все платы имеют одинаковое количество элементов. Исходя из этого, рассчитаем надежность блока:
![]() ;
;
 (4.31)
(4.31)
![]() ; .
; .
 (4.32)
(4.32)
Сравним с нормой: 4432,62 > 4000 ч. По полученным данным можно сделать вывод, что блок автоматизированного управленья связью по наработке на отказ может эксплуатироваться, но, учитывая не значительное превышение средней наработки над допустимой наработкой, во время эксплуатации следует не пренебрегать техническим осмотром блока.
4.2 Расчет теплового режима
Исходные данные: размер
корпуса ![]()
![]()
![]()
величины воздушных
зазоров между нагретой зоной, нижней и верхней поверхностью корпуса ![]() между нагретой зоной и
боковыми поверхностями корпуса
между нагретой зоной и
боковыми поверхностями корпуса ![]()
температура окружающей
среды ![]()
Определение температуры корпуса.
Рассчитываем удельную поверхностную мощность корпуса блока,
![]() (4.33)
(4.33)
где ![]() мощность, рассеиваемая
блоком в виде теплоты, Вт,
мощность, рассеиваемая
блоком в виде теплоты, Вт, ![]() ;
;
Sк площадь внешней поверхности корпуса блока.
![]() (4.34)
(4.34)
По графику на рис. 4.10
[12] задаемся перегревом корпуса блока в первом приближении ![]() .
.
Определяем коэффициент
лучеиспускания для верхней ![]() ,
боковой
,
боковой ![]() и нижней
и нижней ![]() поверхностей корпуса:
поверхностей корпуса:
 (4.35)
(4.35)
где ![]() степень черноты
степень черноты ![]() й наружной поверхности
корпуса,
й наружной поверхности
корпуса, ![]() .
.
Для определяющей температуры
![]() (4.36)
(4.36)
рассчитываем число
Грасгофа ![]() для каждой поверхности
корпуса:
для каждой поверхности
корпуса:
 (4.37)
(4.37)
где bm – коэффициент объемного расширения газов;
![]() ускорение свободного падения, м×с-2,
ускорение свободного падения, м×с-2, ![]() ;
;
![]() определяющий размер
определяющий размер ![]() й поверхности корпуса;
й поверхности корпуса;
![]() кинетическая вязкость газа [12], м2/с,
кинетическая вязкость газа [12], м2/с,
![]() ;
;
![]() (4.38)
(4.38)
для боковой поверхности ![]()
для верхней поверхности ![]()
для нижней поверхности ![]()
Определяем число Прандтля
![]() из таблицы 4.10 [12] для
определяющей температуры
из таблицы 4.10 [12] для
определяющей температуры ![]()
![]() .
.
Находим режим движения газа, обтекающего каждую
поверхность корпуса: ![]()
режим переходный к ламинарному.
Рассчитываем коэффициенты
теплообмена конвекцией для каждой поверхности корпуса блока ![]() :
:
 (4.39)
(4.39)
где ![]() теплопроводность воздуха
[12], Вт/(мК),
теплопроводность воздуха
[12], Вт/(мК), ![]() ;
;
![]() коэффициент, учитывающий ориентацию
поверхности корпуса.
коэффициент, учитывающий ориентацию
поверхности корпуса.
для нижней поверхности ![]()
для боковой поверхности ![]()
для верхней поверхности ![]() .
.
Определяем тепловую
проводимость между поверхностью корпуса и окружающей средой ![]() :
:
![]() (4.40)
(4.40)
где ![]() ,
,![]() ,
,![]() площади нижней, верхней и
боковой поверхностей корпуса соответственно, м2:
площади нижней, верхней и
боковой поверхностей корпуса соответственно, м2:
![]() (4.41)
(4.41)
![]() (4.42)
(4.42)
Рассчитываем перегрев
корпуса блока РЭА во втором приближении ![]() :
:
![]() (4.43)
(4.43)
где ![]() коэффициент, зависящий от
перфорации корпуса блока,
коэффициент, зависящий от
перфорации корпуса блока, ![]() ;
;
![]() коэффициент, учитывающий атмосферное
давление окружающей среды,
коэффициент, учитывающий атмосферное
давление окружающей среды, ![]() ;
;
![]() (4.44)
(4.44)
где SП – площадь перфорационных отверстий, ![]() ;
;
Определяем ошибку расчета
![]() (4.45)
(4.45)
Рассчитываем температуру корпуса блока
![]() (4.46)
(4.46)
Определение средне поверхностной температуры нагретой зоны.
1. Вычисляем условную удельную
поверхностную мощность нагретой зоны блока ![]() :
:
 (4.47)
(4.47)
где ![]() мощность, рассеиваемая в нагретой
зоне, Вт.
мощность, рассеиваемая в нагретой
зоне, Вт.
![]() , (4.48)
, (4.48)
где ![]() мощность, рассеиваемая в
элементах, установленных непосредственно на корпус блока, Вт.
мощность, рассеиваемая в
элементах, установленных непосредственно на корпус блока, Вт.
Из графика на рисунке
4.13 [12] находим в первом приближении перегрев нагретой зоны относительно
температуры окружающей блок среды ![]() .
.
Определяем коэффициент
теплообмена излучением между нижними ![]() , верхними
, верхними
![]() и боковыми
и боковыми ![]() поверхностями нагретой
зоны и корпуса:
поверхностями нагретой
зоны и корпуса:
 , (4.49)
, (4.49)
![]() ;
;
![]() ;
;
![]() ;
;
где ![]() приведенная степень черноты
приведенная степень черноты
![]() й поверхности нагретой зоны и
корпуса:
й поверхности нагретой зоны и
корпуса:
 ; (4.50)
; (4.50)
![]() ;
;
![]() ;
;
![]() ;
;
![]() и
и ![]() степень
черноты и площадь
степень
черноты и площадь ![]() й поверхности нагретой зоны.
й поверхности нагретой зоны.
Для определяющей
температуры ![]() и определяющего размера
и определяющего размера ![]() находим числа Грасгофа
находим числа Грасгофа ![]() и Прандтля
и Прандтля ![]() :
:
 (4.51)
(4.51)
где ![]() коэффициент объемного
расширения газов,
коэффициент объемного
расширения газов,![]() ;
;
![]() ускорение свободного падения, м/с2,
ускорение свободного падения, м/с2,
![]() ;
;
![]() кинетическая вязкость газа таблица
4.10 /3/,м2/с,
кинетическая вязкость газа таблица
4.10 /3/,м2/с,![]() .
.
для боковой поверхности
корпуса ![]()
для верхней поверхности ![]()
для нижней поверхности ![]()
![]() для
для ![]()
Рассчитываем коэффициенты конвективного теплообмена между нагретой зоной и корпусом для каждой поверхности:
для нижней поверхности
![]() (4.52)
(4.52)
для верхней поверхности
![]() (4.53)
(4.53)
для боковой поверхности
![]() (4.54)
(4.54)
Определяем тепловую проводимость между нагретой зоной и корпусом:
![]() (4.55)
(4.55)
где ![]() коэффициент, учитывающий
кондуктивный теплообмен:
коэффициент, учитывающий
кондуктивный теплообмен:
 (4.56)
(4.56)
![]() удельная тепловая проводимость от
модулей к корпусу блока;
удельная тепловая проводимость от
модулей к корпусу блока;
![]() площадь контакта рамки модуля с
корпусом блока.
площадь контакта рамки модуля с
корпусом блока.
Рассчитываем нагрев
нагретой зоны ![]() во втором
приближении:
во втором
приближении:
 (4.57)
(4.57)
где ![]() коэффициент, учитывающий
внутреннее перемешивание воздуха;
коэффициент, учитывающий
внутреннее перемешивание воздуха;
![]() коэффициент, учитывающий давление
воздуха внутри блока.
коэффициент, учитывающий давление
воздуха внутри блока.
Определяем ошибку расчета
![]() (4.58)
(4.58)
Рассчитываем температуру нагретой зоны
![]() (4.59)
(4.59)
Температура нагретой зоны tз не превышает допустимой температуры эксплуатации выбранной элементной базы согласно 2.3. Проведенный расчет показал, что для охлаждения проектируемого изделия рациональной является система, основанная на естественном воздушном охлаждении.
4.3 Расчет технологичности блока
Технологическая подготовка производства
Технологическая подготовка производства включает в себя решение задач, группируемых по следующим основным направлениям:
— обеспечение технологичности конструкции изделия;
— проектирование технологических процессов;
— проектирование и изготовление средств технологической оснастки.
— организация и управление процессом технологической подготовки производства.
Таким образом, охватывает весь необходимый комплекс работ по технологической подготовке производства, в том числе конструктивно-технологический анализ изделий, организационно-технологический анализ производства, расчет производственных мощностей, составление производственно-технологических планировок, определение материальных и трудовых нормативов, отладку технологических процессов и средств технологического оснащения.
Проектируемые технологические процессы согласно ГОСТ 14.301–73 для проектирования деталей, конструкции которых отработаны на технологичность. Для этой цели ГОСТ 2.121–73 ЕСКД и ГОСТ 14.201–73 ЕСТП предусматривают технологический контроль конструируемой документации на всех стадиях разработки: ТЗ, техническое предложение, эскизный проект, технологический проект, рабочая документация.
Обязательным этапом, предшествующим проектированию технологических процессов, согласно ГОСТ 14.301–73 является группирование изделий по конструктивным и технологическим признакам с учетом организации производства. Проектирование технологических процессов в общем случае включает комплекс взаимосвязанных работ:
— выбор заготовок;
— выбор технологических баз;
— подбор типового технологического процесса;
— определение, выбор и задание новых средств технологического оснащения;
— назначение и расчет режимов обработки;
— нормирование технологического процесса;
— определение профессий и квалификаций исполнителей;
— организация производственных участков;
— оформление рабочей документации на ТП.
В технологии производства РЭА используются процессы, свойственные машино- и приборостроению: литье, холодная штамповка, механическая обработка, гальванические и лакокрасочные процессы.
Важной задачей технологов является обеспечение в производстве заданной точности линейных размеров изделий. Для технологии РЭА это еще не достаточно. Наряду с линейными размерами должны быть обеспечены многие технические параметры аппаратуры, работающей на различных частотах. Нетрудно показать, насколько усложняется технология с повышением частоты, на которой работает аппаратуры.
Расчет комплексного показателя технологичности
Под технологичностью конструкции изделия понимают совокупность свойств конструкции изделия проявляемых в возможности оптимальных затрат труда, средств, материалов и времени при технической подготовки производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями однотипных конструкций изделий того же назначения. При обеспечении установленных значений показателей качества и принятых условий изготовления, эксплуатации и ремонта.
В зависимости от вида технологичности конструкции различают производственную, эксплуатационную, ремонтную технологичность и технологичность при техническом обслуживании, технологичность конструкции детали и сборочной единицы, а также технологичность конструкции по процессу изготовления, форме поверхности и размерам и материалам.
К качественным характеристикам технологичности конструкции относят взаимозаменяемость, регулируемость и инструментальную доступность конструкции. Количественная оценка технологичности конструкции основана на системе показателей, которые согласно ГОСТ 14.201–73 делятся на три вида:
— базовые показатели надежности;
— показатели технологичности конструкции;
— показатели уровня технологичности конструкции разрабатываемого изделия.
Производственная технологичность конструкции проявляется в сокращении затрат средств и времени на конструкцию и технологическую подготовку производства и процесс изготовления.
Эксплуатационная технологичность проявляется в сокращении затрат средств и времени на технологическое обслуживание изделия.
Количественная оценка технологичности блока устанавливается по ОСТ4.ГО.091.219. Стандарт использует две оценки технологичности: систему относительных частных показателей Кi и комплексный показатель Ки рассчитываемый по средневзвешенной величине относительных частных показателей с учетом коэффициента φi – характеризующих весовую значимость частных показателей, т.е. степень их влияния на трудоемкость.
 , (4.60)
, (4.60)
Кi значение показателей по таблицы состава базовых показателей соответствующего класса балов; φi – функция нормирующая весовую значимость показателя; S общее количество относительных частных показателей, шт.
Отраслевой стандарт ОСТ4.ГО.091.219 предусматривает выбор базовых показателей не более 7. В выбираемые должны включатся показатели, оказавшие наибольшее влияние на технологичность конструкции. Все блоки РЭА разбиты условно на семь классов: электронные, радиотехнические, электромеханические, механические, соединительные, коммутационные, распределительные.
Проектируемый блок относится к радиотехническим блокам, следовательно, для него по рекомендации [1] рассчитываются следующие частые показатели Кi:
Коэффициент подготовки ЭРЭ к монтажу:
 (4.61)
(4.61)
φ=1, НМПЭРЭ количество ЭРЭ, шт., подготовка которых может осуществляться механизированным или автоматизированным способом; НЭРЭ – количество ЭРЭ в блоке, шт.
Коэффициент автоматизации и механизации монтажа изделия:
 (4.62)
(4.62)
φ=1, НАМ количество монтажных соединений, которые могут осуществляться механизированным или автоматизированным способом, шт; НМ – общее количество монтажных соединений, шт.
Коэффициент сложности сборки:
 (4.63)
(4.63)
φ=0,75, ЕТСЛ количество типоразмеров узлов входящих в изделие, требующих регулировки в составе изделия с применением специальных устройств, либо подгонки или совместной обработки с последующей разборкой и повторной сборкой, шт; ЕТ общее количество типоразмеров в изделии, шт.
Коэффициент механизации контроля и настройки:
 (4.64)
(4.64)
φ=0,5, НКМН количество операций контроля и настройки, которые можно осуществить механизированным или автоматизированным способом, шт; НКН – общее количество операций контроля и настройки, шт.
Коэффициент прогрессивности формообразования деталей:
 (4.65)
(4.65)
φ=0,31, ДПР количество деталей, шт., заготовка которых или сами детали получены прогрессивными методами формообразования, шт; Д – общее количество деталей, шт.
Коэффициент повторяемости ЭРЭ:
 (4.66)
(4.66)
φ=0,187, НТЭРЭ общее количество типоразмеров ЭРЭ в изделии, шт; НЭРЭ – общее число ЭРЭ, шт.
Коэффициент точности обработки:
![]() (4.67)
(4.67)
φ=0,11, ДТЧ – количество деталей, имеющие размеры с допусками по 10 квалитету и выше, шт.
Таблица 4.4 – Данные для расчета частных показателей технологичности.
| Наименование | Обозначение | Значение |
| 1 | 2 | 3 |
| 1.Общее количество ЭРЭ, шт. |
НЭРЭ |
1050 |
| 2.Общее количество типоразмеров ЭРЭ в изделии |
НТЭРЭ |
15 |
| 3.Количество типоразмеров узлов требующих регулировки |
ЕТСЛ |
4 |
| 4.Общее количество типоразмеров узлов в изделии |
ЕТ |
17 |
| 5.Количество деталей, шт., имеющих размеры по 10 квалитету и выше |
ДТЧ |
50 |
| 6.Общее количество деталей | Д | 400 |
| 7.Количество деталей, шт., изготавливаемых прогрессивными методами |
ДПР |
300 |
| Окончание таблицы 4.4 | ||
| 1 | 2 | 3 |
| 8.Количество ЭРЭ, шт., подготовка, которых может осуществляться автоматизировано |
НМПЭРЭ |
850 |
| 9.Количество монтажных соединений, осуществляемых автоматизировано |
НАМ |
2200 |
| 10.Количество монтажных соединений |
НМ |
2500 |
| 11.Количество операций контроля и настройки осуществляемых автоматизировано |
НМКН |
5 |
| 12.Общее количество операций контроля и настройки |
НКН |
10 |
По формулам 4.61 – 4.67 рассчитаем частные показатели технологичности:
Коэффициент подготовки ЭРЭ к монтажу:
Коэффициент автоматизации и механизации монтажа изделия:
Коэффициент сложности сборки:
Коэффициент механизации контроля и настройки:
Коэффициент прогрессивности формообразования деталей:
Коэффициент повторяемости ЭРЭ:

Коэффициент точности обработки:
Полученные данные заносим в таблицу 4.5.
Таблица 4.5 – Значения частных показателей технологичности.
| Обозначение показателя технологичности |
Значение весового коэффициента ji |
Значение показателя технологичности Кi |
Суммарное значение Кi ji |
|
1.КМПЭРЭ |
1 | 0,81 | 0,81 |
|
2.КАМ |
1 | 0,88 | 0,88 |
|
3.КССБ |
0,75 | 0,76 | 0,57 |
|
4.КМКН |
0,5 | 0,5 | 0,25 |
|
5.КФ |
0,31 | 0,75 | 0,23 |
|
6.КПОВЭРЭ |
0,187 | 0,98 | 0,18 |
|
7.КТЧ |
0,11 | 0,88 | 0,096 |
Далее по формуле (4.60) рассчитаем комплексный показатель технологичности:

Блок автоматизированного управления связью относится к радиоэлектронным блокам по данным [15] комплексный показатель технологичности при производстве установочной серии (до 10 шт.) лежит в пределах от 0,75 до 0,8. По данным расчета можно сделать вывод, что блок автоматизированного управления связью, с точки зрения комплексного показателя технологичности, является технологичным.
Экономическое обоснование варианта сборки
При выборе варианта технологического процесса сборки в большинстве случаев экономические требования являются решающими. Для экономической оценки используют две характеристики: себестоимость и трудоемкость.
Себестоимость выражается в денежных затратах на изготовление изделия, с учетом затрат на амортизацию оборудования специальной технической оснастки.
 , (4.68)
, (4.68)
где М – стоимость материалов расходуемых на единицу продукции, за вычетом стоимости реализуемых отходов, р.; О – расходы на амортизацию и содержание оборудования, приходящиеся на единицу продукции, р., П, И – расходы на содержание соответственно приспособлений и инструмента, на единицу продукции; а1=13,5%; а2 – процент накладных расходов, начисляемых на расходы по заработанной плате; р – количество различных марок материалов, на единицу продукции; m – количество операций, необходимых для изготовления единицы продукции; З – заработная плата.
 , (4.69)
, (4.69)
где q1 – масса материала расходуемого на единицу продукции; g1 – стоимость расходуемого материала; q2, g2 – масса и стоимость 1 кг реализуемых отходов.
Трудоемкость t входит в себестоимость и устанавливается для каждой операции. Трудоемкость процесса составляет сумму трудоемкостей по всем операциям.
Для исследования или выбора более экономичного варианта процесса чаще всего используют трудоемкость, так как она непосредственно связана с производительностью, потребной зарплатой, количеством необходимого оборудования и т.д.
 , (4.70)
, (4.70)
где Тпз подготовительно-заключительное время, необходимое на ознакомление с чертежом, технологическим процессом, консультацию с мастером, технологом и т.д., ч; Тшт штучное время, оно выражается, ч:
![]() , (4.71)
, (4.71)
где tат – основное технологическое время, ч; tв – вспомогательное время, ч; tоб время обслуживания рабочего места, ч; tд – время перерывов на отдых и т.д., ч.
Сумму основного технологического и вспомогательного времени называют оперативным временем tоп:
![]() (4.72)
(4.72)
если обозначить  через К, то
через К, то
 , (4.73)
, (4.73)
где К – в процентах от оперативного времени.
Трудоемкость t для данной операции получила название технической нормы времени, величина обратная технической норме времени, называется – нормой выработки Q:
 [шт. в единицу времени] (4.74)
[шт. в единицу времени] (4.74)
производительность технологического процесса Q1, определяется количеством деталей или узлов, изготавливаемых в единицу времени:
 , (4.75)
, (4.75)
где Ф – сумма рабочего времени; St – сумма трудоемкостей по всем операциям процесса.
Для механизации обработки величины входящие в формулу определения Тшт берут из таблиц справочника по нормированию станочных работ, а для сборочно-монтажных и регулировочных работ – из таблиц примерных норм времени. Следует заметить, что нормирование технологических процессов должно быть выполнено с достаточной точностью, так как величина трудоемкости служит основой для определения других технико-экономических показателей производства.
Блок автоматизированного управления связью сложное и много детальное изделие, сборка которого состоит из множества мелких и не достаточно трудоемких сборочных операций, но все операции по сборке усилителя предварительного можно объединить в следующие операции:
– сборка передней панели;
– сборка каркаса;
– установка направляющих плат;
– контроль закрепления деталей;
– сборка задней панели;
– установка передней и задней панели;
– монтаж жгута и соединительных проводов;
– маркировка обозначения элементов;
– установка модулей в блок;
– установка направляющих блока;
– установка амортизатора;
– регулировка блока;
– контроль качества монтажа и маркировки;
– закрепление на блоке обшивки;
– электроконтроль;
– упаковка.
Таблица 4.6 – Исходные данные для расчета производительности I вариант
| № Операции |
Наименование операции |
1.1.1.1 |
Тпз, мин |
| 1 | 2 | 3 | 4 |
| 1 | Сборка передней панели | 5 | 5 |
| 2 | Сборка каркаса | 5 | 5 |
| 3 | Установка направляющих плат | 15 | 5 |
| 4 | Контроль закрепления деталей | 3 | 5 |
| 5 | Сборка задней панели | 10 | 5 |
| 6 | Установка передней и задней панели | 5 | 5 |
| 7 | Монтаж жгута и соединительных проводов | 40 | 10 |
| 8 | Маркировка обозначения элементов | 10 | 5 |
| 9 | Установка модулей в блок | 10 | 5 |
| 10 | Установка направляющих блока | 5 | 15 |
| 11 | Установка амортизатора | 10 | 5 |
| 12 | Регулировка блока | 180 | 30 |
| 13 | Контроль качества монтажа и маркировки | 9 | 5 |
| 14 | Закрепление на блоке обшивки | 5 | 5 |
| 15 | Электроконтроль | 15 | 5 |
| 16 | Упаковка | 5 | 5 |
В данном варианте сборке производительность Q=25, но в этом варианте сборки есть несколько операций, которые следует поменять местами, что приведет к уменьшению штучного времени и соответственно к уменьшению трудоемкости. Таким образом, мы должны сначала поставить направляющие блока и амортизаторы, а затем производить остальную сборку блока. Таким образом, технологический процесс сборки блока автоматизированного управления связью будет выглядеть следующим образом:
– сборка передней панели;
– сборка каркаса;
– установка направляющих блока;
– установка амортизатора;
– установка направляющих плат;
– контроль закрепления деталей;
– сборка задней панели;
– установка передней и задней панели;
– монтаж жгута и соединительных проводов;
– маркировка обозначения элементов;
– установка модулей в блок;
– регулировка блока;
– контроль качества монтажа и маркировки;
– закрепление на блоке обшивки;
– электроконтроль;
– упаковка.
Таким образом, мы можем записать таблицу исходных данных для расчета трудоемкости в следующем виде:
Таблица 4.7 – Исходные данные для расчета производительности II вариант.
| № Операции | Наименование операции |
1.1.1.2 |
Тпз, мин |
| 1 | Сборка передней панели | 5 | 5 |
| 2 | Сборка каркаса | 5 | 5 |
| 3 | Установка направляющих блока | 5 | 5 |
| 4 | Установка амортизатора | 5 | 5 |
| 5 | Установка направляющих плат | 15 | 5 |
| 6 | Контроль закрепления деталей | 3 | 5 |
| 7 | Сборка задней панели | 10 | 10 |
| 8 | Установка передней и задней панели | 5 | 5 |
| 9 | Монтаж жгута и соединительных проводов | 40 | 5 |
| 10 | Маркировка обозначения элементов | 10 | 15 |
| 11 | Установка модулей в блок | 10 | 5 |
| 12 | Регулировка блока | 180 | 30 |
| 13 | Контроль качества монтажа и маркировки | 9 | 5 |
| 14 | Закрепление на блоке обшивки | 5 | 5 |
| 15 | Электроконтроль | 15 | 5 |
| 16 | Упаковка | 5 | 5 |
В этом варианте сборки производительность изменила свое значение и стала равной Q=35, это было достигнуто уменьшением трудоемкости сборки блока. Следовательно, мы оставляем вариант сборки блока приведенного в таблице 4.7.
Разработка технологического процесса сборки блока.
Для блока автоматизированного управления связью выбирается технологический процесс сборки с базовой деталью. Разработка технологического процесса сборки начинается с расчленения изделия или его части на сборочные элементы путем построения схем сборочного состава и технологических схем сборки. Элементами сборочно-монтажного пространства являются детали и сборочные единицы различной степени сложности. Построение таких схем позволяет установить последовательность сборки, взаимную связь между элементами и наглядно представить технологический процесс.
В начальной стадии сборки блока нужно очистить рабочее место от посторонних предметов и если это необходимо, то следует промыть необходимый для сборки инструмент. Далее проверяется комплектность составных частей.
После проверки комплектности начинается сборка. В начале сборки рекомендуется собрать лицевую и заднюю панели, т.е. нужно установить на них необходимые детали по ТГТУ.468323.043 СБ.
Когда сборка закончена, собирается основной каркас, для этого необходимо скрепить панели между собой стяжками. Далее на собранный каркас ставятся направляющие блока, на которые затем укрепляются амортизаторы с дальнейшим закреплением на них планок.
На данном этапе сборки необходимо установить детали, которые будут являться в дальнейшем местом установки печатных плат в блок. Для этого на собранный каркас укрепляют стойки и скобы, скрепленные между собой винтами. Далее к ним прикрепляются разъемы, после чего к стойкам крепятся направляющие печатных плат.
После выполненных операций проводится контроль закрепления деталей.
Теперь можно приступить к монтажу соединительных электропроводов в блоке. Затем проводится маркировка элементов, которую необходимо затем покрыть лаком.
Далее устанавливаем узлы в блок и проводим проверку качества монтажа и маркировки. В случае обнаружения неполадок, блок дорабатывается в соответствии с замечаниями регулировщика.
Далее закрепляются крышки и блок можно отправлять на упаковку.
Подробное описание технологического процесса изготовления блока автоматизированного управления связью представлено в приложении Б.
4.4 Разработка системы автоматизации
Автоматизация производства РЭС комплекс мероприятий по разработке прогрессивных технологических процессов и проектированию на их основе высокопроизводительного автоматизированного технологического оборудования, осуществляющего рабочие и вспомогательные процессы без непосредственного участия человека.
Цель автоматизации производства РЭС – повышение производительности труда, улучшение качества продукции, экономия материальных ресурсов, рост коэффициента использования оборудования, улучшение условий труда и безопасности работы, повышение оперативности управления объектом и технологического уровня производства.
Основные направления автоматизации основного производства РЭС реализуются по типовым технологическим процессам: автоматизация заготовительных процессов, вспомогательных операций (настроечно-регулировочных, конторльно-проверочных); автоматизация инструментального производства, погрузочно-разгрузочных, транспортно-складских работ.
Автоматизация процессов производства РЭС происходит в три этапа :
— создание и внедрение автоматов (автоматизируются рабочие циклы отдельных операций);
— создание и внедрение автоматических линий (автоматизируются отдельные классы ТП на основе организации системы автоматов);
— создание и внедрение автоматических комплексов (автоматизируются цеха и заводы).
Но следует отметить, что применение автоматизации технологических процессов производства РЭС является рентабельным лишь в условиях массового производства. Это происходит по тому, что при производстве единицы продукции закупка дорогостоящих автоматических и автоматизированных линий попросту не окупится. Такое производство заранее обречено на вымирание.
В дипломном проекте рассматривается производство блока автоматизированного управления связью. Данное изделие разрабатывается и производится в ТНИИР «ЭФИР». Спецификой данного производства является то, что изделие производится единицами в год. Поэтому о применении, каких либо систем автоматизации речь не идет в принципе, из-за экономической не рентабельности.
Рассмотрим случай, когда данный блок автоматизированного управления связью взят для массового производства. В данном случае можно рассматривать вопрос о применении автоматизации.
Рассмотрим установку для присоединения выводов с применением ультразвуковой сварки с продольно поперечными колебаниями. Схема установки приведена на рисунке 4.1.
Ультразвуковая микросварка это соединение металлов в твердом состоянии путем возбуждения в свариваемых деталях упругих колебаний ультразвуковой частоты при одновременном создании давления.
Преимуществами такой микросварки являются отсутствие нагрева свариваемых деталей; малое время сварки; возможность сварки разнородных и трудно свариваемых материалов.
Механизм образования соединения между поверхностями контактируемых компонентов при ультразвуковой сварке определяется следующими факторами:
– пластической деформацией, которая под действие ультразвуковых колебаний ускоряется;
– повышением температуры, происходящим в зоне контакта двух соединяемых тел при поглощении ультразвуковой энергии в результате трения;
– удалением органических пленок, поверхностных окислов в результате действия ультразвуковых колебаний и пластической деформации из зоны контакта;
– в зоне контакта материалов распределением твердого вещества в результате вязкого трения, вызванного действием объемной самодиффузии и сил поверхностного натяжения.
На конкретном примере рассмотрим ультразвуковую микросварку с постоянным дополнительным подогревом. Такой вид сварки применяется для присоединения выводов к кремниевым мезаструктурам; p-n-переход в них получен диффузией алюминия и располагается на глубине 150 мкм. Малое сопротивление омического контакта в таких структурах достигается высоким легированием поверхностных областей. Допускается возможное проплавление слоя кремния толщиной до 20 мкм, так как слой высоколегированного кремния составляет 25-40мкм.
Присоединяемый вывод представляет собой серебряную ленту, которая гальванически покрыта слоем никеля толщиной 2–5 мкм, а затем слоем золота толщиной 8-10 мкм. Серебро обладает высокой теплопроводностью и вследствие своей пластичности исключает возникновение высоких механических напряжений в контакте с кремнием. Никелевая прослойка препятствует проникновению серебра в сплав золота с кремнием, что повело бы к уменьшению прочности сплава.
Присоединение выводов этим способом осуществляется на установке с применением продольно–поперечных ультразвуковых колебаний (рисунок 1). На нагревательный столик 7, поставленный на микроманипулятор, помещена кассета 6, в которую закладывается вывод, на него кристалл кремния 5 и сверху второй вывод. Игла Æ1–1,5 мм опускается сверху на второй вывод. Давление иглы регулируется при помощи электромагнита. На иглу подают ультразвуковые колебания с частотой 25 кГц. Вокруг иглы располагается спираль нагревателя. Охлаждение производится без выключения нагревателя с помощью обдува холодным воздухом. Это способствует быстрой кристаллизации жидкой фазы, образовавшейся в результате сплавления.
Оптимальный режим присоединения плоских выводов на установке с продольно-поперечными ультразвуковыми колебаниями следующий:
Температура микросварки,°С……………………….……..400
Давление на игле,Н/м2…………………………….…..…..170×105
Время действия ультразвуковых колебаний, с….………..3 — 5
Частота ультразвуковых колебаний, кГц…………….…….25
Следует отметить, что оптимальный режим присоединения выводов выбирают в соответствии с условиями получения соединения максимальной прочности и минимальной глубины сплавления (8 10 мкм).
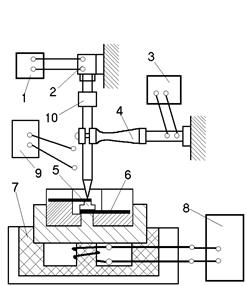
Рис 4.1. Схема установки для присоединения выводов с применением ультразвуковой сварки с продольно-поперечными колебаниями.
На рисунке изображены:
1. Электромагнит;
2. Механизм давления; 5. Кристалл; 8. Нижний нагреватель;
3. Генератор; 6. Кассета; 9. Верхний нагреватель;
4. Магнитостриктор; 7. Нижний столик; 10. блок крепления кассеты.
5. Технико-экономический расчет
5.1 Маркетинговые исследования
Проектируемый блок входит в состав комплекса радиосвязи, применяемого в вооруженных силах Российской Федерации. Так как данное устройство имеет узкоспециализированное назначение, то производство и сбыт данного изделия имеет следующие особенности.
Покупатель аппаратуры является одновременно и заказчиком и, как правило, закупает всю партию. Покупатели аппаратуры являются профессионалами, поэтому основными критериями при выборе аппаратуры одного типа являются высокие технические характеристики, а также условия технического обслуживания. Исходя из перечисленных выше признаков следует, что изделие относится к рынку товаров промышленного назначения длительного пользования отраслей связи и обороны.
По техническому обслуживанию изделие относится к товарам с подкреплением, то есть поставки партий изделия происходят планировано; возможна так же поставка в кредит. После продажи изделия ведется его последующий монтаж и сервисное техническое обслуживание.
К данному изделию предъявляются повышенные требования по упаковке, которая должна обеспечивать сохранность изделия при длительном хранении и транспортировке.
При назначении цены на изделие необходимо учитывать, что оно входит в олигополистический рынок, причем на решение покупателя о приобретении изделия в первую очередь влияют технические характеристики изделия, а затем уже цена.
Продвижение товара осуществляется по каналу изготовитель-покупатель. При этом следует учитывать специфичность продукции, то есть стимулирование сбыта изделия не может происходить за счет рекламы в средствах массовой информации. В данном случае продвижению товара на рынке могут способствовать профессиональные встречи и специализированные выставки.
5.2 Расчет производительности изделия
Расчет производительности радиоэлектронных изделий начинается с выбора единицы полезной работы. За единицу полезной работы примем скорость передачи информации по модемам блока, которая равна 2400 бит/c. Тогда время, необходимое изделию для передачи бита информации (выполнения единицы полезной работы):
tед=4,2∙10-4 с
Эффективный фонд времени использования изделия определяется по формуле:
 ; (5.1)
; (5.1)
где Дн - число рабочих дней в году в соответствии с установленным режимом, Дн=288;
Тсм - продолжительность рабочей смены, ч., Тсм=8;
Ксм - установленная сменность работы, Ксм=1;
КР - коэффициент учета плановых потерь времени на ремонт и профилактические работы, процент, КР=10%;
Ки - коэффициент загрузки радиоэлектронного изделия в составе комплекса радиосвязи, в долях единицы, Ки=0,95.
Fэф=288∙8∙1∙![]() ∙0,95=1969,9 ч
∙0,95=1969,9 ч
Годовая производительность для проектируемого варианта определяется по следующей формуле:
 . (5.2)
. (5.2)
Вг =![]() бит/год.
бит/год.
5.3 Расчет капитальных вложений и единовременных затрат
Капитальные вложения по базовому и проектируемому вариантам определяются по формуле:
![]() , ( 5.3)
, ( 5.3)
где ![]() вложения на приобретение
оборудования, р.;
вложения на приобретение
оборудования, р.;
Кпр - стоимость прочих основных средств (оснастки, приспособлений, дорогостоящего инструмента, транспортного, контрольного оборудования и т. п.), р.;
КS - стоимость производственных площадей, р.
Расчет балансовой стоимости основного технологического оборудования ведется по следующей формуле:
 , (5.4)
, (5.4)
где i=1,2... , n количество видов оборудования;
Ц0,1 - цена приобретения (изготовления) единицы оборудования i - го вида, р.;
N0,1 - количество единиц i - го вида оборудования, шт.;
a=0,12 -коэффициент, учитывающий затраты на доставку и установку оборудования.
Представим расчет на приобретение оборудования в таблице 5.1.
Таблица 5.1 – Вложения на приобретение оборудования
| Наименование оборудования |
1.1.1.3 Количество |
Цена за ед., р. |
Сумма,р. | ||
| базовый | проект. | базовый | проект. | ||
| 1.Токарное | 1 | 1 | 251000 | 251000 | 251000 |
| 2.Сверлильное | 1 | 1 | 80000 | 80000 | 80000 |
| 3.Литейное | 1 | 0 | 35000 | 35000 | 0 |
| 4.Фрезерное | 1 | 1 | 123000 | 123000 | 123000 |
| 5.Штамповочное | 1 | 1 | 130000 | 130000 | 130000 |
| 6.Гальваническое | 1 | 1 | 230000 | 230000 | 230000 |
| 7.Сборочный стол | 2 | 2 | 1600 | 3200 | 3200 |
| 8.Монтажное | 3 | 3 | 100000 | 300000 | 300000 |
| Стоимость основного технологического оборудования, р. | 1290464 | 1251264 | |||
Стоимость прочих основных средств (оснастки, приспособлений, дорогостоящего инструмента, транспортного, контрольного оборудования) рассчитывается следующим образом:
 (5.5)
(5.5)
где i - количество видов прочих основных средств, i=1,2... ,n;
Цпр - цена единицы i-го вида прочих основных средств, р.;
Nпр - количество единиц прочих основных средств i-го вида.
Расчет затрат на приобретение прочих основных средств приведен в таблице 5.2.
Таблица 5.2 – Стоимость прочих основных средств
|
Наименование прочих основных средств |
Количество |
Цена за ед., р. |
Сумма, р. |
|
|||||
| базовый | проект. | базовый | проект. |
|
|||||
| 1. Транспортное | 1 | 1 | 1840 | 1840 | 1840 |
|
|||
| 2. Инструмент | 138 | 138 | 280 | 38640 | 38640 |
|
|||
| 3. Лакокрасочные | 1 | 1 | 3260 | 3260 | 3260 |
|
|||
| 4. Контрольное | 35 | 35 | 7460 | 261100 | 261100 |
|
|||
|
Стоимость прочих ОС, Кпр, р. | 304840 | 304840 | ||||||
Стоимость производственных площадей, необходимых для реализации данного проекта:
 (5.6)
(5.6)
где ![]() стоимость производственных
площадей, непосредственно участвующих в процессе производства, р.;
стоимость производственных
площадей, непосредственно участвующих в процессе производства, р.;
![]() стоимость бытовой площади, р.;
стоимость бытовой площади, р.;
![]() площадь, занимаемая единицей
оборудования, м2 ;
площадь, занимаемая единицей
оборудования, м2 ;
b - коэффициент, учитывающий дополнительную площадь;
Ni - количество оборудования i-го типа, шт.;
Sпр - прочая площадь, занимаемая контрольными пунктами, складами и т. п., м2;
![]() цена за единицу производственной
площади, р.;
цена за единицу производственной
площади, р.;
![]() цена за единицу бытовой площади, р.
цена за единицу бытовой площади, р.
Расчет стоимости производственных площадей и капитальных вложений по вариантам представлен в таблице 5.3
Таблица 5.3 – Стоимость производственных площадей и капитальные вложения
| Наименование |
Занимаемая площадь, кв. м |
Количество |
Коэффициент b |
Общая площадь, м2 |
||
| базовый | проект. | базовый | проект. | |||
| Токарное | 5 | 1 | 1 | 1,15 | 5,75 | 5,75 |
| Сверлильное | 4 | 1 | 1 | 1,15 | 4,60 | 4,60 |
| Фрезерное | 6 | 1 | 1 | 1,15 | 6,90 | 6,90 |
| Литейное | 9 | 1 | 0 | 1,15 | 10,35 | 0 |
| Штамповочное | 8 | 1 | 1 | 1,15 | 9,20 | 9,20 |
| Гальваническое | 25 | 1 | 1 | 1,15 | 28,75 | 28,75 |
| Сборочный стол | 3 | 2 | 2 | 1,15 | 6,90 | 6,90 |
| Монтажное | 5 | 1 | 1 | 1,15 | 5,75 | 5,75 |
|
Суммарная площадь, м2 |
78,2 | 67,85 | ||||
|
Прочая площадь, м2 |
190 | 190 | ||||
| Стоимость одного квадратного метра, р. | 3000 | 3000 | ||||
| Стоимость производственных площадей, Кs, р. | 804600 | 773550 | ||||
| Стоимость квадратного метра бытовых площадей, р. | 3200 | 3200 | ||||
|
Бытовая площадь, м2 |
22,0 | 22,0 | ||||
| Стоимость бытовых площадей, р. | 70400 | 70400 | ||||
| Затраты на приобретение всех площадей, р. | 875000 | 843950 | ||||
| Капитальные вложения, р. | 2470304 | 2400054 | ||||
Единовременные затраты имеют следующий состав:
![]() (5.7)
(5.7)
где Книр - затраты на научно-исследовательские работы (НИР): испытания в лабораториях, опытных цехах, р.;
Кокр - затраты на опытно-конструкторские работы (ОКР), технологические и др. проектные работы, р.;
Косв - затраты на подготовку и освоение производства, р.
По фактическим данным ТНИИР “Эфир” затраты на НИР и ОКР, т. е. Книр+Кокр составили 69200 р. Затраты на освоение и подготовку производства Косв равны 180300 р. Таким образом единовременные затраты по каждому из вариантов составили
![]() р.
р.
5.4 Расчет себестоимости и оптовой цены продукции
Расчет затрат на сырье и основные материалы ведется по следующей формуле:
 (5.8)
(5.8)
где i - количество видов материалов, i=1,2... ,n;
Нм i - норма расхода материала i-го вида на одно изделие в принятых единицах измерения;
Цм i оптовая цена сырья и основных материалов, р.;
Ктр - коэффициент, учитывающий траспортно-заготовительные расходы на приобретение материала, Ктр=1,1...1,15;
Оi - количество отходов материала i-го вида материала на единицу изделия в принятых единицах измерения;
Цоi - оптовая цена отходов i-го вида материала, р.;
Расчет затрат на сырье и основные материалы приведен в таблице 5.4.
Таблица 5.4 – Расчет затрат на сырье и основные материалы
|
Материал |
Единица измерения |
Норма расхода |
Кол. отходов | Цена за единицу, р. | Сумма, р. | ||||||||||||||
|
базовый | проект | базовый | проект |
мате- риала |
отходов | базовый | проект | ||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|
||||||||||
| Сталь листовая | кг | 4,55 | 4,35 | 0,05 | 0,04 | 8 | 2 | 36,30 | 34,72 |
|
||||||||||
| Сталь сортовая | кг | 2,00 | 1,38 | 0,05 | 0,04 | 8,64 | 2 | 17,18 | 11,84 |
|
||||||||||
| Шлифпорошок 4 | кг | 0,019 | 0,019 | 0 | 0 | 7 | 0 | 0,13 | 0,13 |
|
||||||||||
| Шлифпорошок М-40 | кг | 0,204 | 0,204 | 0 | 0 | 7 | 0 | 1,43 | 1,43 |
|
||||||||||
| Пруток круглый ПОС-61 | кг | 0,200 | 0,176 | 0 | 0 | 111,2 | 0 | 22,24 | 19,57 |
|
||||||||||
| Сплав АК-12 | кг | 2,12 | 2,12 | 0 | 0 | 55 | 0 | 116,60 | 116,60 |
|
||||||||||
| Лист из алюминиевого сплава А5Н | кг | 0,80 | 0,71 | 0,007 | 0,007 | 55 | 15 | 43,90 | 38,95 |
|
||||||||||
| Лист из алюминиевого сплава АМГ 2М | кг | 1,200 | 0,913 | 0,01 | 0,009 | 69,2 | 15 | 82,89 | 63,04 |
|
||||||||||
| Лист из алюминиевого сплава Д16 АТ | кг | 1,22 | 1,22 | 0,01 | 0,01 | 73,8 | 15 | 89,89 | 89,89 |
|
||||||||||
| Плита из алюминиевого сплава Д16 Б | кг | 4,00 | 2,00 | 0,04 | 0,02 | 37,1 | 15 | 147,80 | 73,90 |
|
||||||||||
| Профиль из алюминиевого сплава ПС 885 | кг | 0,20 | 0,964 | 0,001 | 0,001 | 95,2 | 15 | 19,03 | 91,76 |
|
||||||||||
| Провод МГТФЭ | м | 15,00 | 15,00 | 0,5 | 0,5 | 11,5 | 0 | 172,50 | 172,50 |
|
||||||||||
| Провод МПМ | м | 87,12 | 87,12 | 1,0 | 1,0 | 0,64 | 0 | 55,76 | 55,76 |
|
||||||||||
| Плетенка ПМЛ | м | 1,495 | 1,495 | 0,1 | 0,1 | 9,46 | 0 | 14,14 | 14,14 |
|
||||||||||
|
Гетинакс 2718-74 |
кг | 0,1 | 0,1 | 0 | 0 | 63,5 | 0 | 6,35 | 6,35 |
|
||||||||||
|
Лакоткань ЛКМ-105 |
кв. м |
0,028 | 0,028 | 0 | 0 | 45 | 0 | 1,26 | 1,26 |
|
||||||||||
| Продолжение таблицы 5.4 |
|
|||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|
||||||||||
| Стеклотекстолит СФ-1-50Г | кг | 0,111 | 0,111 | 0 | 0 | 133,6 | 0 | 14,83 | 14,83 |
|
||||||||||
| Стеклотекстолит СФ-2-35Г | кг | 0,694 | 0,694 | 0 | 0 | 147,7 | 0 | 102,50 | 102,50 |
|
||||||||||
| Аммоний надсернокислый | кг | 0,222 | 0,222 | 0 | 0 | 121,82 | 0 | 27,04 | 27,04 |
|
||||||||||
| Гидрохинон | кг | 0,146 | 0,146 | 0 | 0 | 56,9 | 0 | 8,31 | 8,31 |
|
||||||||||
| Ацетон | кг | 0,187 | 0,187 | 0 | 0 | 49 | 0 | 9,16 | 9,16 |
|
||||||||||
| Калий бромистый | кг | 0,146 | 0,146 | 0 | 0 | 21,7 | 0 | 3,17 | 3,17 |
|
||||||||||
| Калий железосинеродистый | кг | 0,544 | 0,544 | 0 | 0 | 89 | 0 | 48,42 | 48,42 |
|
||||||||||
| Калий углекислый | кг | 0,972 | 0,972 | 0 | 0 | 23,5 | 0 | 22,84 | 22,84 |
|
||||||||||
| Кислота серная | кг | 0,5 | 0,5 | 0 | 0 | 9 | 0 | 4,50 | 4,50 |
|
||||||||||
| Кислота соляная | кг | 0,2 | 0,2 | 0 | 0 | 15,7 | 0 | 3,14 | 3,14 |
|
||||||||||
| Кислота уксусная | кг | 0,817 | 0,817 | 0 | 0 | 30,5 | 0 | 24,92 | 24,92 |
|
||||||||||
| Медь сернокислая | кг | 0,108 | 0,108 | 0 | 0 | 47,5 | 0 | 5,13 | 5,13 |
|
||||||||||
| Метол | кг | 0,122 | 0,122 | 0 | 0 | 46,7 | 0 | 5,70 | 5,70 |
|
||||||||||
| Натрий едкий | кг | 0,37 | 0,37 | 0 | 0 | 14 | 0 | 5,18 | 5,18 |
|
||||||||||
| Натрий сернистокислый | кг | 1,378 | 1,378 | 0 | 0 | 11,46 | 0 | 15,79 | 15,79 |
|
||||||||||
| Тиосульфат натрия | кг | 16,2 | 16,2 | 0 | 0 | 10 | 0 | 162,00 | 162,00 |
|
||||||||||
| Аммиак водный 25% | кг | 1,998 | 1,998 | 0 | 0 | 9,54 | 0 | 19,06 | 19,06 |
|
||||||||||
| Аммоний хлористый | кг | 0,666 | 0,666 | 0 | 0 | 10,8 | 0 | 7,19 | 7,19 |
|
||||||||||
| Канифоль сосновая | кг | 0,028 | 0,028 | 0 | 0 | 17 | 0 | 0,48 | 0,48 |
|
||||||||||
| Кислота азотная слабая | кг | 1,695 | 1,695 | 0 | 0 | 10,8 | 0 | 18,31 | 18,31 |
|
||||||||||
| Клей казеиновый "Экстра" | кг | 0,3 | 0,3 | 0 | 0 | 161 | 0 | 48,30 | 48,30 |
|
||||||||||
| Силикагель КСМК | кг | 0,5 | 0,5 | 0 | 0 | 10,5 | 0 | 5,25 | 5,25 |
|
||||||||||
| Сода кальцинированная | кг | 0,146 | 0,146 | 0 | 0 | 4,66 | 0 | 0,68 | 0,68 |
|
||||||||||
| Спирт этиловый | л | 0,686 | 0,686 | 0 | 0 | 50,4 | 0 | 34,57 | 34,57 |
|
||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 14 | 8 | 2,00 | 8,00 |
|
||||||||||
| Тринатрийфосфат | кг | 0,1 | 0,1 | 0 | 0 | 13 | 0 | 1,30 | 1,30 |
|
||||||||||
| Пленка поливинилхлоридная | кв. м | 0,88 | 0,88 | 0 | 0 | 9,4 | 0 | 8,27 | 8,27 |
|
||||||||||
| Окончание таблицы 5.4 |
|
|||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|
||||||||||
| Керосин осветительный | кг | 0,036 | 0,036 | 0 | 0 | 7,5 | 0 | 0,27 | 0,27 |
|
||||||||||
| Нефрас | кг | 0,515 | 0,515 | 0 | 0 | 20,36 | 0 | 10,49 | 10,49 |
|
||||||||||
| Грунт АК-070 | кг | 0,460 | 0,460 | 0 | 0 | 39,4 | 0 | 18,12 | 18,12 |
|
||||||||||
|
Краска ТНПФ-01 |
кг | 0,05 | 0,05 | 0 | 0 | 34,5 | 0 | 1,73 | 1,73 |
|
||||||||||
| Растворитель | кг | 0,653 | 0,653 | 0 | 0 | 20,42 | 0 | 13,33 | 13,33 |
|
||||||||||
| Лак | кг | 0,485 | 0,485 | 0 | 0 | 32,9 | 0 | 15,96 | 15,96 |
|
||||||||||
| Шпатлевка | кг | 0,313 | 0,313 | 0 | 0 | 42 | 0 | 13,15 | 13,15 |
|
||||||||||
| Эмаль МЛ-12 | кг | 0,339 | 0,339 | 0 | 0 | 44,7 | 0 | 15,15 | 15,15 |
|
||||||||||
| Эмаль ПФ-115 | кг | 0,143 | 0,143 | 0 | 0 | 26,3 | 0 | 3,76 | 3,76 |
|
||||||||||
| Эмаль ХВ-124 | кг | 0,327 | 0,327 | 0 | 0 | 110 | 0 | 35,97 | 35,97 |
|
||||||||||
| Эмаль ЭП-51 | кг | 0,008 | 0,008 | 0 | 0 | 72 | 0 | 0,58 | 0,58 |
|
||||||||||
| Батист | м | 0,340 | 0,340 | 0 | 0 | 20 | 0 | 6,80 | 6,80 |
|
||||||||||
| Бязь | м | 0,981 | 0,981 | 0 | 0 | 13,46 | 0 | 13,20 | 13,20 |
|
||||||||||
| Нитки армированные белые | м | 16,00 | 16,00 | 0 | 0 | 5 | 0 | 80,00 | 80,00 |
|
||||||||||
| Нитки капроновые отваренные | м | 17,20 | 17,20 | 0 | 0 | 20 | 0 | 344,00 | 344,00 |
|
||||||||||
| Бумага кабельная | кг | 0,616 | 0,616 | 0 | 0 | 21,28 | 0 | 13,11 | 13,11 |
|
||||||||||
| Бумага светочувствительная | кг | 1,226 | 1,226 | 0 | 0 | 88,04 | 0 | 107,94 | 107,94 |
|
||||||||||
| Фотопленка ФТ-41П | пог. м | 104,2 | 104,2 | 0 | 0 | 2,4 | 0 | 250,08 | 250,08 |
|
||||||||||
| Фоторезист СПФ-ВЩ | кв. м | 0,777 | 0,777 | 0 | 0 | 55 | 0 | 42,74 | 42,74 |
|
||||||||||
| ИТОГО затрат на сырье и основные материалы | 2423,80 | 2400,25 |
|
|||||||||||||||||
Затраты на покупные комплектующие изделия и полуфабрикаты определяются следующим образом:
 , (5.9)
, (5.9)
где i - количество видов покупных изделий, входящих в изделие, i=1, ..., n; Нкi - норма расхода комплектующих изделий i-го вида на одно изделие, единиц; Цк - цена за единицу покупного изделия i-го вида, р.; Ктр - коэффициент транспортно-заготовительных расходов, Ктр=1,1...1,15.
Расчет представлен в таблице 5.5.
Таблица 5.5 – Расчет затрат на покупные комплектующие и полуфабрикаты
| Наименование изделия | Кол. на одно изделие, шт. |
Цена единицы изделия, р. |
Сумма затрат, р. | ||
| Базовый | проект. | базовый | проектный | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| Конденсаторы: | |||||
| К10-17а | 31 | 31 | 6,90 | 239,56 | 239,56 |
| К53-18 | 28 | 28 | 26,07 | 817,5 | 817,5 |
| Резистор С2 33Н | 156 | 156 | 1,50 | 262,08 | 262,08 |
| Блок Б19К | 7 | 7 | 8,56 | 67,11 | 67,11 |
| Диод 2Д510А | 85 | 85 | 1,30 | 123,76 | 123,76 |
| Индикатор 3Л341Г,Е,К | 23 | 23 | 8,46 | 217,92 | 217,92 |
| Транзистор 2Т830В | 1 | 1 | 5,45 | 6,1 | 6,1 |
| Транзисторные матрицы: | |||||
| 1НТ251 | 11 | 11 | 27,00 | 332,64 | 332,64 |
| Фильтр Б24В | 8 | 8 | 38,70 | 346,75 | 346,75 |
| Резонатор РК319-11,0592 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| Микросхемы: | |||||
| 156ИД7 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 140УД20А | 2 | 2 | 35,00 | 78,4 | 78,4 |
| 240ЛП3 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 249ЛП8 | 4 | 4 | 18,00 | 80,64 | 80,64 |
| 249ЛП15 | 1 | 1 | 18,00 | 20,16 | 20,16 |
| 293ФН16 | 2 | 2 | 24,00 | 53,76 | 53,76 |
| 564ЛН1 | 1 | 1 | 12,00 | 13,44 | 13,44 |
| 564ЛН2 | 5 | 5 | 12,00 | 67,2 | 67,2 |
| 564ИЕ10 | 3 | 3 | 15,00 | 50,4 | 50,4 |
| 564ИЕ11 | 2 | 2 | 15,00 | 33,6 | 33,6 |
| 564ИЕ15 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 564ИР1 | 4 | 4 | 25,00 | 112 | 112 |
| 564ИР2 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 564ИД2 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 564АГ1 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 564ЛП2 | 3 | 3 | 20,00 | 67,2 | 67,2 |
| 564ЛГ1 | 1 | 1 | 20,00 | 22,4 | 22,4 |
| 564КН1 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 564КП2 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 564КТ3 | 3 | 3 | 12,00 | 40,32 | 40,32 |
| 564ЛА7 | 3 | 3 | 12,00 | 40,32 | 40,32 |
| 564ЛА8 | 3 | 3 | 12,00 | 40,32 | 40,32 |
| 564ЛА9 | 1 | 1 | 12,00 | 13,44 | 13,44 |
| 564ЛА10 | 5 | 5 | 12,00 | 67,2 | 67,2 |
| 564ТМ2 | 5 | 5 | 12,00 | 67,2 | 67,2 |
| Окончание таблицы 5.5 | |||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 564ЛЕ5 | 1 | 1 | 12,00 | 13,44 | 13,44 |
| 564ПУ4 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 585ИК14 | 1 | 1 | 85,00 | 95,2 | 95,2 |
| 590КН5 | 1 | 1 | 24,50 | 27,44 | 27,44 |
| 1533ИР13 | 2 | 2 | 23,00 | 51,52 | 51,52 |
| 1533ИР22 | 1 | 1 | 23,00 | 25,76 | 25,76 |
| 1533ИР33 | 7 | 7 | 23,00 | 180,32 | 180,32 |
| 1533ИД4 | 5 | 5 | 19,45 | 108,92 | 108,92 |
| 1533АП3 | 4 | 4 | 25,00 | 112 | 112 |
| 1564ТЛ2 | 2 | 2 | 15,00 | 33,6 | 33,6 |
| 1564ТМ2 | 2 | 2 | 15,00 | 33,6 | 33,6 |
| 1564ЛИ1 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 1564ЛЛ1 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| 1564ЛН1 | 1 | 1 | 15,00 | 16,8 | 16,8 |
| М558РР4 | 2 | 2 | 35,00 | 78,4 | 78,4 |
| М1623РТ1А | 1 | 1 | 75,60 | 84,67 | 84,67 |
| М1821ВВ51А | 1 | 1 | 62,00 | 69,44 | 69,44 |
| М1821РУ55 | 1 | 1 | 56,30 | 63,05 | 63,05 |
| Н1830ВЕ51 | 1 | 1 | 47,50 | 53,2 | 53,2 |
| Реле: | |||||
| РЭС80 | 13 | 13 | 22,80 | 331,96 | 331,96 |
| Дроссели: | |||||
| Д13-10 | 1 | 1 | 7,20 | 8,06 | 8,06 |
| ДМ-0,1 | 2 | 2 | 4,00 | 8,96 | 8,96 |
| Тумблер П2Т-1-1В | 1 | 1 | 13,10 | 14,67 | 14,67 |
| Вилки: | |||||
| 2РМТ | 6 | 4 | 21,56 | 144,88 | 96,58 |
| Розетки: | |||||
| ГРПМШ | 15 | 14 | 18,00 | 302,4 | 282,24 |
| 2РМТ24Б | 10 | 10 | 16,00 | 179,2 | 179,2 |
| СНО64 | 3 | 2 | 15,00 | 50,4 | 33,6 |
| 2РМТ30Б | 4 | 3 | 20,00 | 89,6 | 67,2 |
| 2РМТ18Б | 5 | 4 | 17,20 | 96,32 | 77,05 |
| Вставка плавкая | |||||
| ВП–1В 0,5 А | 1 | 1 | 1,00 | 1,12 | 1,12 |
| ВП–1В 1,5 А | 1 | 1 | 1,00 | 1,12 | 1,12 |
| ИТОГО затрат на комплектующие изделия и полуфабрикаты, р. | 5781,47 | 5654,54 | |||
Заработная плата основных производственных рабочих, оплачиваемых по сдельной форме, рассчитывается следующим образом:
 (5.10)
(5.10)
где i - число операций по изготовлению изделия, i=1, ... , n; tшi - штучное время на i-ой операции, нормо-ч.; Счi - часовая тарифная ставка соответствующего разряда на i-ой операции, р.; Кпр - средний процент премий рабочим-сдельщикам.
Расчет представлен в таблице 5.6.
Таблица 5.6 – Заработная плата производственных рабочих
| Наименование операции | Штучное время операции, нормо-час |
Разряд работ |
Тарифная ставка |
Сумма тарифной зарплаты, р. | ||
| базовый | проект | базовый | проект | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1. Литейные | 3 | 0 | 4 | 4,575 | 13,725 | 0 |
| 2. Заготовительные | 2,5 | 2,5 | 4 | 4,011 | 10,02 | 10,02 |
| 3. Автоматные | 1,92 | 1,92 | 4 | 4,575 | 8,78 | 8,78 |
| 4. Токарные | 6,78 | 6,78 | 4 | 4,575 | 31,01 | 31,01 |
| 5. Фрезерные | 8,6 | 7,9 | 4 | 4,575 | 39,34 | 36,14 |
| 6. Сверлильные | 16,11 | 15,3 | 4 | 4,575 | 73,7 | 69,99 |
| 7. Резьбонарезные | 3,15 | 3,15 | 4 | 4,575 | 14,41 | 14,41 |
| 8. Штамповочные | 2,61 | 2,61 | 4 | 4,575 | 11,94 | 11,94 |
| 9. Прессовые | 0,26 | 0,26 | 4 | 4,575 | 1,18 | 1,18 |
| 10. Шлифовальные | 3,11 | 2,13 | 4 | 4,575 | 14,22 | 9,74 |
| 11. Гравировальные | 0,6 | 0,6 | 4 | 4,575 | 2,74 | 2,74 |
| 12. Сварочные | 0,59 | 0,59 | 4 | 4,575 | 2,69 | 2,69 |
| 13. Слесарные | 3,9 | 3,9 | 4 | 4,011 | 15,64 | 15,64 |
| 14. Монтажные | 50,79 | 50,59 | 4 | 4,011 | 203,71 | 202,91 |
| 15. Регулировочные | 16 | 16 | 4 | 4,011 | 64,17 | 64,17 |
| 16. Кабельные | 3,72 | 3,2 | 4 | 4,011 | 14,92 | 12,83 |
| 17. Пропиточные | 1,38 | 1,38 | 4 | 4,011 | 5,53 | 5,53 |
| 18. Гальванические | 8,65 | 8,65 | 4 | 4,011 | 34,69 | 34,69 |
| Окончание таблицы 5.6 | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 19. Малярные | 2,63 | 2,63 | 4 | 4,011 | 10,54 | 10,54 |
| 20. Маркировочные | 0,59 | 0,59 | 4 | 4,575 | 2,69 | 2,69 |
| 21. Вязка жгутов | 4,15 | 4,15 | 4 | 4,575 | 18,98 | 18,98 |
| 22. Полировочные | 1,8 | 1,8 | 4 | 4,011 | 7,21 | 7,21 |
| 23. Термические | 2,5 | 2,5 | 4 | 4,011 | 10,02 | 10,02 |
| 24. Расточные | 1,1 | 1,1 | 4 | 4,575 | 5,03 | 5,03 |
| 25. Контрольные | 6,2 | 6 | 4 | 4,575 | 28,36 | 27,45 |
| 26. Изготовление ПП | 24,36 | 24,36 | 4 | 4,575 | 111,44 | 111,44 |
| Итого прямой фонд заработной платы, р. | 756,83 | 727,91 | ||||
| Премии рабочим-сдельщикам + 40%, р. | 302,73 | 291,16 | ||||
| Итого основная заработная плата, р. | 1059,56 | 1019,07 | ||||
Дополнительная заработная плата производственных рабочих рассчитывается следующим образом:
![]() (5.11)
(5.11)
где Рз - основная заработная плата производственных рабочих за изготовление изделия, р.;
Ндоп = 12% - процент дополнительной заработной платы производственных рабочих.
![]()
![]()
Отчисления на социальные нужды:
 (5.12)
(5.12)
где Рз - основная зарплата производственных рабочих, р.;
Рдоп - дополнительная заработная плата производственных рабочих, р.;
Нcc - процент отчислений от заработной платы на социальные нужды, процент, Нсс=3,6%.
![]()
![]()
Возмещение износа специального инструмента, спецоснастки и прочих спецрасходов:
![]() (5.13)
(5.13)
где КПР - стоимость специнструмента и спецоснастки, р.;
НИЗ - норма износа специнструмента и спецоснастки, процент, НИЗ=20%.
![]()
![]()
Расходы по содержанию и эксплуатации оборудования:
![]() (5.14)
(5.14)
где РЗ - основная зарплата производственных рабочих, р.;
НСЭ - норма расходов по содержанию и эксплуатации оборудования, процент, НСЭ=20%.
![]()
Цеховые расходы:
 (5.15)
(5.15)
где РЗ - основная зарплата производственных рабочих, р.;
НЦ - норматив цеховых расходов к основной заработной плате производственных рабочих, процент, НЦ= 150% .

Общезаводские расходы:
![]() (5.16)
(5.16)
где РЗ - основная зарплата производственных рабочих, р.;
НОЗ - норматив общезаводских расходов к основной заработной плате, процент, НОЗ=600%.
![]()
![]()
Прочие производственные расходы (Pпр) рассчитываются соответствующим процентом (2%) от суммы всех предыдущих статей калькуляции.
![]()
![]()
Производственная себестоимость представляет собой сумму всех предыдущих затрат:
![]() (5.17)
(5.17)
![]()
![]()
Внепроизводственные расходы:
 (5.18)
(5.18)
где Спр - производственная себестоимость, р.;
Нвн - процент внепроизводственных расходов, Нвн=3%.
![]()
![]()
Полная себестоимость:
![]() (5.19)
(5.19)
![]()
![]()
Нормативная прибыль на изделие:
![]() (5.20)
(5.20)
где Сп - полная себестоимость изделия, р.;
Рн - норматив рентабельности, процент, Рн=25%.
![]()
![]()
Отпускная цена:
![]() (5.21)
(5.21)
где ПН - нормативная прибыль на изделие, р.
![]()
![]()
Прибыль по проектируемому варианту:
![]() (5.22)
(5.22)
Экономия от снижения себестоимости продукции
![]() (5.23)
(5.23)
Эс=(19966,25-19398,1)∙10=5681,5 р.
Расчеты себестоимости и оптовой цены изделия сведем в таблицу
Таблица 5.7 – Расчет себестоимости и цены блока сопряжения
| Наименование статей затрат | Затраты | |
| базовый, р. | проектный, р. | |
| 1 Сырье и основные материалы (за вычетом возвратных отходов) | 2423,80 | 2400,25 |
| 2 Покупные комплектующие изделия и полуфабрикаты | 5781,47 | 5654,54 |
| 3 Основная заработная плата производственных рабочих | 1059,56 | 1019,07 |
| 4 Дополнительная заработная плата производственных рабочих | 127,15 | 122,29 |
| 5 Отчисления на социальные нужды | 442,47 | 406,32 |
| 6 Возмещение износа специнструмента и спецоснастки | 60969 | 60969 |
| 7 Расходы на содержание и эксплуатацию оборудования | 211,91 | 203,81 |
| 8 Цеховые расходы | 1589,34 | 1528,61 |
| 9 Общезаводские расходы | 6357,36 | 6114,42 |
| 10 Прочие производственные расходы | 1391,30 | 1383,80 |
| ИТОГО производственная себестоимость | 19384,71 | 18833,11 |
| 11 Внепроизводственные затраты | 581,54 | 564,9 |
| ИТОГО полная себестоимость | 19966,25 | 19398,1 |
| 12 Прибыль | 4991,56 | 4849,52 |
| ОПТОВАЯ ЦЕНА | 24957,81 | 24247,62 |
5.5 Расчет экономического эффекта
Чистый дисконтированный доход (ЧДД), или интегральный эффект :
 (5.24)
(5.24)
где Rt – результаты, достигаемые на t-м шаге расчета, р.;
Rt=N×Ц; (5.25)
Зt – затраты, осуществляемые на том же шаге,р.
Зt=N×(СП – А), (5.26)
где А – амортизация, р.;
N – годовой выпуск изделий, шт, N=10 шт;
E – постоянная норма дисконта,Е=0,2;
T – горизонт расчета, г, Т=5 лет;
К – капитальные вложения, р.
Амортизация :
 (5.27)
(5.27)
где КО – стоимость основного технологического оборудования;
КПР стоимость прочих основных средств;
КS – стоимость производственной и бытовой площадей.
Поскольку производство данного блока составит 10 процентов от всей выпускаемой предприятием продукции, то значения амортизационных отчислений и капитальных вложений необходимо разделить на 10.
![]()
![]()
Текущие затраты
![]()
![]()
Выручка
![]()
![]()
![]()
Чистый дисконтированный доход (ЧДД) или интегральный эффект
 (5.28)
(5.28)
где ![]() результаты, достигаемые на t-м шаге расчета, р.;
результаты, достигаемые на t-м шаге расчета, р.;
![]() затраты, осуществляемые на том же
шаге, р.;
затраты, осуществляемые на том же
шаге, р.;
![]() постоянная норма дисконта, Е=0,2.
постоянная норма дисконта, Е=0,2.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Индекс доходности (ИД) представляет собой отношение суммы приведения эффектов к величине капиталовложений:
 (5.29)
(5.29)
![]()
![]()
Срок окупаемости:
 (5.30)
(5.30)
Экономический эффект вычисляется по формуле:
![]() (5.31)
(5.31)
где ![]() – максимальный и
минимальный интегральные эффекты (чистый дисконтированный доход), р.;
– максимальный и
минимальный интегральные эффекты (чистый дисконтированный доход), р.;
l – специальный норматив для учета неопределенности эффекта, l=0,3.
Экономический эффект составляет:
![]()
![]()
По результатам произведенных расчетов можно сделать следующие заключения. Проектируемое изменение изделия приведет не только к улучшению его технических характеристик, но и к снижению себестоимости. Для достижения более высоких экономических показателей следует увеличить сбыт продукции, а значит и ее производство. Для этого следует проводить большее число специализированных выставок и встреч.
Составим сводную таблицу технико-экономических показателей (таблица5.8).
Таблица 5.8 – Сводная таблица технико-экономических показателей
| Наименование показателей |
Единица измерения |
Величина показателя | |
| базовый вариант | проектируемый вариант | ||
|
1 Годовой объем выпуска изделий 2 Годовая производительность изделия 3 Основные эксплуатационно-технические показатели изделия: средняя наработка на отказ масса габариты 4Себестоимость изделия 5 Рыночная цена изделия |
шт. бит/год. ч кг мм р. р. |
10 17∙109 4 068,37 16 292х405х228,5 19 966,25 24 957,81 |
10 17∙109 4 432,62 16 292х405х228,5 19 398,1 24 247,62 |
|
6 Капитальные вложения производителя 7 Годовая экономия эксплуатационных издержек 8 Срок окупаемости |
р. р. г. |
247 030 — 2 |
240 005 5 010,25 2,5 |
Вывод: по результатам произведенных расчетов можно сделать следующее заключение. Для достижения более высоких экономических показателей следует увеличить сбыт продукции, а значит и ее производство. Для этого следует принимать участие в специализированных выставках и встречах. Несмотря на то, что базовый вариант являлся эффективным, в проектируемом варианте идет снижение затрат на покупные комплектующие, что и определило в конечном итоге более высокую экономическую прибыль и положительный экономический эффект.
6 Безопасность жизнедеятельности
Охрана труда - это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособности человека в процессе труда. Полностью безопасных и безвредных производств не существует. Задача охраны труда – свести к минимуму вероятность поражения или заболевания работающего с одновременным обеспечением комфорта при максимальной производительности труда. Реальные производственные условия характеризуются, как правило, наличием некоторых опасных и вредных производственных факторов.
Опасным производственным фактором называется такой производственный фактор, воздействие которого на работающего в определенных условиях приводит к травме или к другому внезапному, резкому ухудшению здоровья.
Вредным производственным фактором называется такой производственный фактор, воздействие которого на работающего в определенных условиях приводит к заболеванию или снижению трудоспособности.
Дисциплина “Безопасность жизнедеятельности комплексная социально-техническая дисциплина. Она включает производственную санитарию, технику безопасности, пожарную и взрывную безопасность, законодательства по охране труда.
Производственная санитария – это система организационных мероприятий и технических средств, предотвращающих или уменьшающих воздействие на работающих вредных производственных факторов. К производственной санитарии относится гигиена труда (область профилактической медицины, изучающая условия сохранения здоровья на производстве и мероприятия, способствующие этому) и санитарная техника (мероприятия и устройства технического характера, относящиеся к производственной санитарии – системы и устройства вентиляции, отопления, кондиционирования воздуха и т.п.).
Техника безопасности – это система организационных мероприятий и технических средств, предотвращающих воздействие на работающих опасных производственных факторов.
Пожарная и взрывная безопасность – это система организационных и технических средств, направленных на профилактику и ликвидацию пожаров и взрывов, ограничение их последствий.
Законодательство по охране труда – это часть трудового законодательства.
6.1 Техника безопасности при проектировании РЭС
Блок БАУС предназначен для осуществления автоматизации управления связью — для управления РПДУ, тремя РПУ, оконечной аппаратурой и обмена информацией с ними.
Блок эксплуатируется в закрытых отапливаемых помещениях.
Опытный образец блока предполагается изготовить на базе ТНИИР “Эфир”, где в проект могут быть внесены необходимые изменения. Поэтому необходимо рассмотреть вопросы техники безопасности и охраны труда при проектировании, производстве и эксплуатации разрабатываемого устройства.
Требования техники безопасности (ТБ) на ТНИИР “Эфир включают инструкцию по пожарной безопасности, инструкцию по работе со СВТ, а также инструкцию по охране труда при работе с источниками ЭМИ.
Инструкция по пожарной безопасности содержит:
- общие требования, определяющие лиц, ответственных за пожарную безопасность, степень их ответственности;
- специальные требования пожарной безопасности, относящиеся к содержанию территории производства, в том числе постоянное содержание территории в чистоте, обеспечение свободного доступа ко всем зданиям производства, запрет на строительство в противопожарных зонах и другое;
ТБ при выполнении технологических процессов и работе с технологическим оборудованием;
ТБ по работе с электроустановками и требования по вентиляции производственных помещений.
Инструкция по работе с вычислительной техникой содержит:
общие требования безопасности, включающие требования по личной гигиене, внимательности при работе с вычислительной техникой, а также определяющие порядок допуска к работе в качестве оператора персональных вычислительных машин, режим труда и отдыха;
– тб перед началом работы, определяющие перечень инструментов и приспособлений, проверяемых на исправность, а также порядок их проверки;
– тб во время работы, содержащие инструкции по работе с электроприборами;
– тб в аварийных ситуациях, определяющие порядок действий рабочего персонала в аварийных ситуациях, а также при получении какой-либо травмы;
– тб по окончании работы, включающие переключатели на силовых электрощитах и устройствах, доклад о неисправностях, выявленных во время работы, дежурному или руководителю работ.
Инструкция по охране труда при работе с источниками ЭМИ содержит:
общие требования, определяющие порядок допуска к работе с источниками ЭМИ, перечень лиц, на которых распространяются действия настоящей инструкции, а также лиц, ответственных за состояние техники безопасности, их обязанности, показатели, по которым следует оценивать электромагнитные поля, порядок измерения этих показателей на рабочих местах;
– тб перед началом работы, относящиеся к защитным экранам (надежность заземления, эффективность действия), а также включающие требования по обозначению границ зон, где показатели электромагнитного поля превышают допустимые величины;
– тб во время работы, касающиеся экранирования источников излучения;
– тб, в аварийных ситуациях, определяющие порядок действий рабочего персонала в случае получения травмы, поражения электрическим током, возникновении пожара;
– тб по окончании работ, включающие обесточивание аппаратуры, осмотр помещения с точки зрения соблюдения мер пожарной безопасности.
Средства индивидуальной защиты работников цеха противогаз, респиратор Р-2, индивидуальная аптечка АИ-2, индивидуальный пакет ИПЛ-8, индивидуальный перевязочный пакет.
6.2 Охрана туда при производстве РЭС
Площадку для строительства предприятия надлежит выбирать в соответствии со СНиП и СН245-71.
Предприятия, являющиеся источниками выделения в окружающую среду вредных веществ, шума вибрации, статического электричества, ЭМИ, следует отделять от жилой застройки санитарно – защитными зонами.
Площадка для строительства должна выделяться с учетом аэроклиматической характеристики и рельефа местности, прямого солнечного облучения и естественного проветривания, а также с учетом условий рассеивания в атмосфере производственных выбросов и условий туманообразования.
Санитарно-защитная зона не может рассматриваться как резервная территория предприятия и использоваться для расположения производственной площадки.
Территория должна быть озеленена и благоустроена.
Размещение на открытых площадках технологических установок, устройств и оборудования, выделяющих производственные вредности следует предусматривать в соответствии с требованиями норм технологического проектирования, согласованных в установленном порядке.
Санитарные разрывы между зданиями и сооружениями, освещаемыми через оконные проемы, должны быть не менее наибольшей высоты до верха карниза противостоящих зданий и сооружений.
В соответствии с СН245-71 производство относится к четвертому классу – производство машин и приборов при наличии небольших литейных и других горячих цехов. Для данного класса предусмотрен размер санитарно – защитной зоны – 100м.
Объемно планируемые и конструктивные решения производственных зданий и сооружений должны приниматься с учетом соответствующих глав СНиП, норм технологического проектирования и санитарных норм.
Объем производственных помещений на одного рабочего должен составлять не менее 15 м3, а площадь не менее 4,5 м2.
Помещения и участки для горячих производств, а также для производства со значительными выделениями вредных газов, паров и пыли следует, как правило, размещать у наружных стен зданий и сооружений.
При объединении в одном здании производств и прочих участков с различными санитарно – гигиеническими условиями следует предусмотреть мероприятия по предупреждению воздействия вредных факторов на работающих, а также на лиц, не работающих в этих вредных условиях.
Характер и площадь остекления световых проемов следует предусматривать из условия обеспечения норм естественного освещения, установленных в СНиП и СН245-71.
В производственных зданиях и сооружениях независимо от наличия вредных выделений и вентиляционных устройств должны предусматриваться открывающиеся устройства в окнах площадью не менее 20% от общей площади световых проемов, для проветривания.
Для стен, потолков и поверхностей конструкций помещений, в которых размещаются производства с выделением вредных или агрессивных веществ, следует предусмотреть отделку, предотвращающую сорбцию и допускающую легкую уборку и мытье.
При применении в производстве вредных веществ следует предусмотреть полы, в местах возможного воздействия этих веществ, устойчивыми в отношении химического воздействия, не допуская сорбции указанных веществ.
На предприятии существуют следующие факторы, оказывающие вредное влияние на человека:
повышенная запыленность воздуха – механообрабатывающее производство, керамический цех, деревообрабатывающий цех;
повышенный уровень шума и вибрации механообрабатывающие, штамповочные, сверлильные участки;
повышенная температура окружающей среды – литейный цех, керамический цех;
газы, пары, жидкости, оказывающее общее токсичное, раздражающее действия - гальванические участки, красильные участки, участки сборки и монтажа РЭС;
сильное электромагнитное излучение – участки контроля, наладки и эксплуатации СВЧ аппаратуры.
Рассмотрим участок сборки и монтажа печатных плат.
Характеристики основных вредных веществ на данном участке приведены в таблице.
Таблица 6.1 — Характеристика веществ
|
Наименование вещества |
ПДКМР,
|
ПДКсрсут,
|
Класс опасности |
Выброс вещества, |
| 1.Пыль стеклотекстолита | 0,06 | 3 | 0,186 | |
| 2.Бензин | 5 | 4 | 6,29 | |
| 3.Формальдегид | 0,035 | 2 | 0,051 | |
| 4.Фенол | 0,01 | 2 | 0,177 | |
| 5.Толуол | 0,6 | 3 | 4,245 | |
| 6.Оксид меди | 0,02 | 2 | 0,012 | |
| 7.Уайт-спирит | 1,0 | 4 | 0,3597 | |
| 8.Канифоль | 0,5 | 3 | 0,08 | |
| 9.Оксид олова | 0,02 | 3 | 0,000003 | |
| 10.Сажа | 0,15 | 3 | 0,0016 | |
| 11.Свинец и его соединения | 0,007 | 1 | 0,0000001 |
В случае пробоя на корпус блока питания изделия под сетевым напряжением могут оказаться все блоки, входящие в состав радиопередатчика. При рассогласовании фидерного тракта с антенной возможно выгорание выходных каскадов усилителя мощности и превышение допустимой мощности электромагнитного поля.
Для предотвращения вредного влияния электромагнитного поля в блоках изделия с высокочастотными цепями предусмотрено защитное экранирование, а при аварийных ситуациях мощность на выходе изделия автоматически снижается до безопасного уровня. Опасность поражения электрическим током в случае появления сетевого напряжения на нетоковедущих частях устраняется защитным заземлением блока.
РЭС должна быть размещена и оборудована средствами защиты от воздействий электромагнитных излучений согласно – “Санитарным правилам при работе с источниками электромагнитных полей высокой и ультравысокой частоты ”. Предельно допустимые величины облучения должны также соответствовать данным нормам.
В электроустановках причиной пожаров и взрывов могут электрического и неэлектрического характера.
Причины электрического характера:
- искрение в электрических аппаратах и машинах, а так же искрение в результате электростатических разрядов и ударов молний.
- токи коротких замыканий (КЗ) и токовые перегрузки проводников, вызывающие их перегрев до высоких температур, что может привести к воспламенению их изоляции.
- плохие контакты в местах соединения проводов, когда в следствии большого переходного сопротивления при протекании электрического тока выделяется значительное количество тепла и резко повышается температура контактов.
- электрическая дуга, возникающая между контактов коммутационных аппаратов часто как следствие неправильных операций с ними (отключение нагрузки разъединителем), а так же при дуговой электросварке.
- аварии с маслонаполненными аппаратами (выключатели, трансформаторы и др.), когда происходит выброс в атмосферу и воспламенение продуктов разложения минерального масла и смеси его с воздухом.
- перегрузка и неисправность обмоток электрических машин и трансформаторов при отсутствии надежной защиты.
Причины неэлектрического характера:
- неосторожное обращение с огнем при проведении газосварочных работ.
- неправильное обращение с газосварочной аппаратурой, с паяльными лампами и нагревателями для плавления кабельных масс и пропиточных составов.
- неисправность котельных, производственных печей, отопительных приборов и нарушение режимов их работы.
- неисправность производственного оборудования (перегрев подшипников и т.п.), нарушение техпроцесса производства, в результате чего, возможно выделение горючих газов, паров, пыли в воздушную среду.
- курение в пожаро-взрывоопасных помещениях и установках.
- самовозгорание некоторых материалов.
Устранение причин пожаров и взрывов:
- технические мероприятия: соблюдение противопожарных норм при проектировании и сооружении зданий, устройстве отопления и вентиляции, выборе и монтаже электрооборудования, а так же устройстве защиты от электростатических разрядов, молниезащиты и др.
- эксплуатационные мероприятия: правильная техническая эксплуатация производственных агрегатов, котельных, компрессорных и других силовых установок и электрооборудования, правильное содержание зданий и территории предприятия.
- организационные мероприятия: обучение производственного персонала противопожарным правилам, создание на предприятии добровольных пожарных дружин, издание необходимых инструкций по противопожарной технике.
- режимные мероприятия: ограничение или запрещение в пожароопасных местах применения открытого огня, курения, производства электро - и газосварочных работ. Работы с огнеопасными и взрывчатыми веществами должны быть оформлены специальным нарядом.
Категория производства по взрывной и пожарной опасности, а также классификация участков сборки и монтажа РЭС в соответствии с ПУЭ приведены в таблице.
Таблица 6.2 — Классификация производственных участков
| Наименование участка | Выполняемые работы и основные материалы | Взрыво- и пожароопасные вещества | Категория производства | Класс помещений по ПУЭ |
| Участок пайки деталей | Промывка и обезжиривание деталей в бензине | Пары бензина | А | В-Ia |
| Участок общей сборки, монтажа и регулировки изделий, контроль | Общая сборка, монтаж, промывка узлов | Оплетка, пары растворителей | В | П-IIa |
| Участок лакировки, пропитки, заливки | Покрытие лаком, пропитка, заливка компаундом и сушка ПП | Пары толуола, ацетона и уайт-спирита | А | В-Ia |
| Механический участок ПП | Резание заготовок, сверление, зачистка | Пыль стеклотекстолита | В | П-IIa |
| Кладовые химикатов, лаков, красок | Хранение лаков, красок, растворителей, кислот, растворов | Лаки, краски, растворители | А | В-Ia |
На производстве используется электроэнергия переменного тока - 3´220В, 3´380В, частотой 50Гц, а также постоянного тока, напряжением 36В (на сборочных и монтажных участках). Имеются помещения как без повышенной опасности (административные здания, различные отделы разработки и технологической подготовки изделия, деревообрабатывающий цех и участки сборки и монтажа), так и с повышенной опасностью поражения рабочих электрическим током (литейный цех, инструментальный цех).
Гальванический цех и участок фотолитографии можно отнести к особо опасным помещениям.
6.3 Расчет защитного заземления электроустановок
Исходные данные:
Напряжение электроустановки, U — 200 В;
Мощность, P — более 100 кВт;
Удельное сопротивление грунта, r —147,5 Ом;
Длина вертикальных электродов, l — 3 м;
Диаметр электродов, d — 0,04 м;
Ширина соединительной полосы, b — 0,04 м;
Расстояние от поверхности земли до верха электрода, t0 — 0,8 м;
Коэффициент сезонности горизонтального электрода, y1 — 1,5;
Коэффициент сезонности для вертикального электрода, y2 — 3.
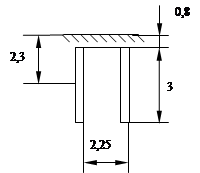
Рисунок 6.1 — Схема расположения электродов заземлителя
Вычисляем сопротивление растеканию тока одиночного вертикального заземлителя:
![]() (6.1)
(6.1)
где ![]()
![]() расстояние от поверхности земли до центра заземлителя, м.
расстояние от поверхности земли до центра заземлителя, м.
Вычисляем минимальное количество вертикальных электродов:
 (6.2)
(6.2)
где ![]() нормируемое
сопротивление, Ом,
нормируемое
сопротивление, Ом, ![]() .
.
Определяем по табл. 19 коэффициент использования
вертикальных электродов группового заземлителя ![]()
Вычисляем необходимое количество вертикальных
электродов при ![]()
 (6.3)
(6.3)
Вычисляем длину горизонтальной полосы, соединяющей вертикальные электроды расположенные по контуру:
![]() (6.4)
(6.4)
Вычисляем сопротивление растеканию тока горизонтального электрода (полосы) без учета влияния вертикальных электродов:
 (6.5)
(6.5)
где ![]()
![]()
По табл. 20 /1/ вычисляем коэффициент использования
горизонтального электрода (полосы) ![]() .
.
Рассчитываем сопротивление заземляющего устройства:
 (6.6)
(6.6)
Сравниваем полученную величину сопротивления
заземляющего устройства ![]() с
нормируемой величиной сопротивления заземления
с
нормируемой величиной сопротивления заземления ![]() .Согласно
требованиям Правил устройства электроустановок сопротивление защитного заземления
.Согласно
требованиям Правил устройства электроустановок сопротивление защитного заземления
![]() в любое время года не
должно превышать 4 Ом - в установках с напряжением до 1000 В, если мощность
источника тока (генератора или трансформатора) >100 кВžА и менее, т. к.
в любое время года не
должно превышать 4 Ом - в установках с напряжением до 1000 В, если мощность
источника тока (генератора или трансформатора) >100 кВžА и менее, т. к.![]() расчет
закончен. Подробную схему расположения электродов см на рис.6.2.
расчет
закончен. Подробную схему расположения электродов см на рис.6.2.
Рис.6.2 — Схема заземления.
6.4 Расчет освещения производственного помещения
Расчет освещения производственного помещения
Исходные данные:
Длина помещения — 30 м;
Глубина помещения — 24 м;
Высота помещения — 4 м;
Расстояние от потолка до центра лампы — 0,4 м;
Расстояние от пола до освещаемой рабочей поверхности 0,8 м;
Нормируемая освещенность — 100 Лк – нормируемая освещенность рабочей поверхности, выбираемая по СНиП в зависимости от разряда выполняемой работы (для радиотехнических работ нормируемая освещенность составляет 300 Лк). Если при выбранной освещенности будет недостаточна освещаемая рабочая поверхность, то используется дополнительное освещение на рабочих столах;
Расстояние между светильниками:
![]() (6.7)
(6.7)
где ![]() косинусная
кривая распределения света;
косинусная
кривая распределения света;
![]() расстояние от оси лампы до рабочей освещаемой поверхности.
расстояние от оси лампы до рабочей освещаемой поверхности.
Расстояние от крайних светильников до стены:
![]() (6.8)
(6.8)
Вычисляем световой поток лампы светильника:
![]() (6.9)
(6.9)
где ![]() Лк -
нормируемая освещенность рабочей поверхности;
Лк -
нормируемая освещенность рабочей поверхности;
![]() - коэффициент запаса для ламп накаливания;
- коэффициент запаса для ламп накаливания;
![]() м2 - площадь освещаемой поверхности;
м2 - площадь освещаемой поверхности;
![]() - коэффициент минимальной освещенности для ламп накаливания;
- коэффициент минимальной освещенности для ламп накаливания;
![]() - количество ламп, размещенных на плане помещения;
- количество ламп, размещенных на плане помещения;
![]() 0,7- коэффициент использования светового потока;
0,7- коэффициент использования светового потока;
индекс помещения:
 (6.10)
(6.10)
Следовательно, ![]() и
далее рассчитываем световой поток от лампы светильника:
и
далее рассчитываем световой поток от лампы светильника:
 (6.11)
(6.11)
Используя вычисленный световой поток, выбираем по
таблице тип лампы - Б, ее мощность - 200 Вт, световой поток ![]() и проверяем его отклонение
и проверяем его отклонение
![]() от рассчитанного
от рассчитанного ![]() . Отклонение составляет
. Отклонение составляет ![]() = – 8,8 %, что находится в
пределах допустимой нормы -10¸+20%.
= – 8,8 %, что находится в
пределах допустимой нормы -10¸+20%.
Вычисляем мощность осветительной установки:
![]() (6.12)
(6.12)
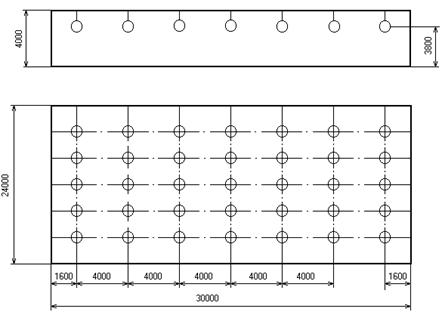 |
Рисунок 6.3 — Схема расположения светильников
6.5 Расчет кондиционирования производственного помещения
Исходные данные:
Город — Тамбов
Количество вычислительных машин —![]()
Количество людей —![]()
Мощность одной машины —![]()
![]() - допускаемый перепад температур между температурой внутреннего и
приточного воздуха;
- допускаемый перепад температур между температурой внутреннего и
приточного воздуха;
при средних значениях температуры и относительной
влажности, равных 23,5 °C и
50%, влагосодержание и теплосодержание воздуха в помещении по J-d составляют
![]() и
и ![]() ;
;
помещение находится а городе Тамбове.
Количество тепла от вычислительных машин:
![]() (6.13)
(6.13)
Количество тепла от людей:
![]() (6.14)
(6.14)
где q – количество теплоты от одного человека, Вт,![]()
Суммарное количество тепла, поступающего в помещение:
![]() (6.15)
(6.15)
Расход водяного пара, поступающего в воздух помещения:
![]() , (6.16)
, (6.16)
где q![]() г/час - количество влаги, выделяемой человеком при легкой работе и
температуре воздуха 23,5 °C,
г/час,
г/час - количество влаги, выделяемой человеком при легкой работе и
температуре воздуха 23,5 °C,
г/час,![]() г/час.
г/час.
Угловой коэффициент луча нагрева и увлажнения воздуха, поступающего в помещение:
 (6.17)
(6.17)
По исходным данным наносим на J-d
диаграмму точку H (tH=24,5 С, ![]() ) и точку B (tB=23,5 °C, jB=50%). Из точки с координатами J=0, t=0
проводят луч с угловым коэффициентом
) и точку B (tB=23,5 °C, jB=50%). Из точки с координатами J=0, t=0
проводят луч с угловым коэффициентом 
Полученные точки имеют координаты:
точка О: 
![]()
точка П`: ![]()
![]()
![]()
точка П: 
![]()
Количество вентиляционного воздуха:
 (6.18)
(6.18)
Охлаждающая мощность оросительной камеры:
![]() (6.19)
(6.19)
Расход тепла в калорифере второй ступени:
![]() (6.20)
(6.20)
7. Гражданская оборона
В данном дипломном проекте необходимо рассмотреть мероприятия, осуществляемые в институте ТНИИР ”Эфир по оповещению рабочих, служащих и руководящего состава при авариях, катастрофах, стихийных бедствиях и других ЧС.
Характеристика отдела:
конструкторский отдел отдел по проектированию и конструированию изделий;
для выполнения конструкторских операций отдел имеет 15 кульманов. Кульманы расположены в порядке, необходимом для выполнения операций;
здание института железобетонное с железобетонными опорами, рабочим и аварийным освещением. Сети коммунального хозяйства заглублены в землю. Длина отдела 20 м, ширина 10 м;
отдел работает в одну смену. Количество работающих - 20 человек.
В современных условиях оповещение рабочих служащих и населения о стихийных бедствиях, авариях, катастрофах и других ЧС, осуществляется штабом ГО и ЧС объекта. Завывание сирен, прерывистые гудки предприятий и сигналы транспортных средств означают предупредительный сигнал «ВНИМАНИЕ ВСЕМ». Этот сигнал был принят в декабре 1988 года. Услышав этот сигнал, надо немедленно включить теле- и радиоприемники и слушать экстренное сообщение местных органов власти или штаба ГО. Все дальнейшие действия определяются их указаниями.
При аварии на химически опасном объекте содержание информации может быть следующим:
«Внимание! Говорит штаб ГО. Граждане! Произошла авария на предприятии NN с выбросом СДЯВ — хлора». Далее же указываются наименование улиц, микрорайонов, и др. мест проживания населения которым необходимо примять меры для спасения. И приводятся конкретные действия, которые должны выполнить люди, проживающие в перечисленных пунктах.
На предприятии ответственным за оповещение руководящего состава и служащих является начальник караула, или при его отсутствии лицо замещающее его. При возникновении аварий, катастроф и стихийных бедствий по сигналу «ВНИМАНИЕ ВСЕМ», «РАДИАЦИОННАЯ ОПАСНОСТЬ», «ХИМИЧЕСКАЯ ОПАСНОСТЬ», «ВОЗДУШНАЯ ТРЕВОГА» ответственное лицо обязано:
— убедиться в достоверности полученного сигнала, набрав номер телефона дежурного штаба ГО района 74-33-48, или города 57-43-17, или области 72-35-27, 74-45-53;
—доложить по телефону о полученном сигнале начальнику ГО института, т.е. директору института по телефону в рабочее время 40, в нерабочее время ??-??-??;
— после получения указаний начальника ГО института вскрыть пакет и приступить к оповещению руководящего состава согласно прилагаемого плана оповещения (см. ниже);
— принять меры к защите личного состава караула от радиоактивных и отравляющих веществ, действий диверсионных групп;
— по прибытии начальника ГО объекта доложить ему о принятых мерах и действовать по его указаниям.
Таблица.7.1 — План оповещения руководящего состава института ТНИИР ”Эфир“
| Должность | Фамилия, имя, отчество | Должность в сфере ГО |
| 1.Директор | Балыбин В.М. | Начальник ГО |
| 2.Гл. инженер | Даягаев А.В. | Зам. начальника ГО по инженерно технической части |
| 3.Зам. директора по общим вопросам | Василевский В.К. | Зам. начальника ГО по материально-техническому обеспечению |
| 4.Зам. директора по ремонту | Кудрин В.А. | Зам. начальника ГО по эвакуации |
| 5.Зам. директора по науке | Лунев В.С. | Зам. начальника ГО |
| 6.НШ по делам ГО ЧС | Григорьев П.С. | НШ ГО |
| 7.Начальник отдела метрологии | Шалаев Г.В. | Помощник НШ по разведывательной части |
| 8.Старший кладовщик | Шмелева Л.В. | Кладовщик склада ГО |
| 9.Начальник отдела кадров | Дьяченко Н.А. | Помощник НШ по учету и комплектованию формирований ГО |
| 10.Начальник ОБ | Мусатов В.М. | Начальник СЭП-18 |
| 11.Начальник транспортного цеха | Фенько А.А. | Начальник автотранспортной службы |
| Далее оповещаются начальники отделов, а затем начальники цехов. | ||
Заключение
В результате проведенной работы была разработана документация для блока автоматизированного управления связью. Были произведены расчеты надежности, теплового режима, комплексного показателя технологичности и экономической эффективности блока.
Произведен патентный поиск аналогичных блоков и составных частей блока автоматизированного управления связью. В результате при анализе научно-технической информации по данной теме были изучены существующие способы построения систем управления и контроля связи в приемопередающих комплексах. В результате проведенного патентного поиска установлена степень новизны разрабатываемой системы управления.
Был проведен расчет теплового режима блока. Проведенный расчет показал, что для охлаждения проектируемого изделия рациональной является система, основанная на естественном воздушном охлаждении.
В результате проведения расчета надежности было получено превышение надежности на 10,8% относительно, допустимого значения. По результатам расчета надежности можно сделать вывод, что блок автоматизированного управленья связью по наработке на отказ может эксплуатироваться, но, учитывая не значительное превышение средней наработки над допустимой наработкой, во время эксплуатации следует не пренебрегать техническим осмотром блока.
Был произведен расчет технологичности блока и получен коэффициент технологичности равный 0,781. Результатом проведения оценки технологичности стал разработанный, на основе типового, технологический процесс сборки блока. Он представлен в приложении Б.
Расчет экономической эффективности рассматриваемого блока показал, что для получения большей прибыли от блока автоматизированного управления связью необходимо увеличивать объем производства. Но несмотря на то, что базовый вариант является эффективным, в проектируемом варианте блока идет снижение себестоимости за счет изменения конструкции блока и применения для нее более современной технологии получения деталей и, соответственно, более современных материалов, что в конечном итоге позволило получить экономический эффект от производства проектируемого изделия.
Данное изделие было разработано, на основе изделия производимого в ТНИИР ''ЭФИР'', и там же в дальнейшем может быть внедрено в производство.
Список использованных источников
1. Базовый принцип конструирования РЭА. / под. ред. Е.М.Парфенова, – М .: Радио и связь , 2001 г .
2. Гелль П.П. и др. Конструирование и микроминиатюризация РЭА. – Л.: Энергоатомиздат , 2002 , – 566 с .
3. Ненашев А.П., Коледов Л.А. Основы конструирования микроэлектронной аппаратуры. – М .: Радио и связь , 2001 , 304 с .
4. Несущие конструкции РЭА / под ред. Овсищера П.Н., – М.: Радио и связь, 1998 , – 240 с.
5. Парфенов Е.М. Проектирование конструкций РЭА. – М.: Радио и связь, 1999, – 280 с.
6. Разработка и оформление конструкторской документации РЭА. Справочник / под ред. Э.Т.Романычевой , – М.: Радио и связь , 2003 , – 448 с.
7. Справочник конструктора РЭА: общие принципы конструирования / под ред. Варламова Р.Г. – М.: Сов. радио , 2000 , 480 с.
8. Муромцев Ю.Л., Грошев В.Н., Чернышева Т.И. Надежность радиоэлектронных и микропроцессорных систем: Учебное пособие / МИХМ, – М .: 1999 , – 104 с.
9. Общие правила выполнения чертежей ЕСКД. – М.: Изд–во стандартов , 2004, – 240 с.
10. ЕСКД. Справочное пособие. – М .: Издательство стандартов , 2006 , – 280 с .
11. Висмаминов В.Н. и др. Микросхемы и их применение: Справочник. – М.: Радио и связь, 1999 , – 265 с.
12. Дульнев Г.М. , Синяшкин Ю.Е. , Теплообмен в РЭА. М.: Энергия, 1998 , – 359 с.
13. Карпушин В.Б. Вибрация и удары в РЭА. – М .: Сов. радио , 2001 , – 344 с.
14. Ненашев А.П. Конструирование радиоэлектронных средств. – М.: Высшая школа , 1999 , – 431 с.
15. Павловский В.В. и др. Проектирование технологического процесса изготовления РЭА. – М.: Радио и связь , 2002 , – 280 с.
17. Бер А.Ю. и Минскер Ф.Е. Сборка полупроводниковых приборов и интегральных микросхем: Учебник для сред. проф.-техн. Училищ.— 2-е изд., перераб. И доп.—М.: Высш. школа, 2001.– 284 с.
© 2010 Интернет База Рефератов